【机械制造】CAD零件图练习(共10页)
(完整word版)CAD机械制图练习图
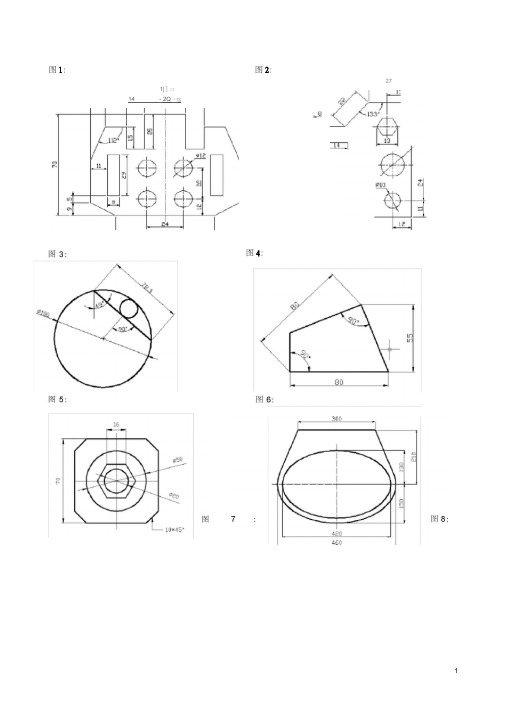
图1: 图2:271|]口14 - 2Q 亠迄图4:图11: 图12:图9: 图10:图13: 图14:图17:图19: 图20:图21 : 图22:11S图26:图27: 图28:340OOJ1[实验三:AutoCAD的复杂图形绘制练习一、实验目的:1熟悉精确绘制图形的方法;2•掌握较好的图形识别和判读的能力;3.掌握AutoCAD中各种绘图和编辑命令的综合运用。
4 •熟悉图形标注和图形填充的方法二、实验内容:按照相关绘图规范完成以下图例的绘制:1.要求务必遵守相关制图规范;2.根据需要,设置绘图图层;3.绘图要求图形清晰准确4.按照图例进行进行标注和填充。
图1 :图4:图2:图&Id10810R80 r R5030R35 R150R180-.R20E图6:EB0102/016一94n O9&图11:m149n时间显示区O2RADIAL62423537(^FLASH^39L50图13:1门65 I>-------- R50实验四:AutoCAD的图形信息查询一、实验目的:1熟悉查询图形信息的相关命令;2 •掌握查询图形信息的各种方法和常见技巧。
二、实验内容:1按照相关绘图规范和要求从J (100, 100)点处,绘制如下的图形:1绘制如下图形,并按照相关规范创建一个自己的标注样式,对图形进行标注。
2.在前面绘制的图并对相关标注进行形中,进步练习尺寸标注,11。
(完整版)CAD练习图(精华)
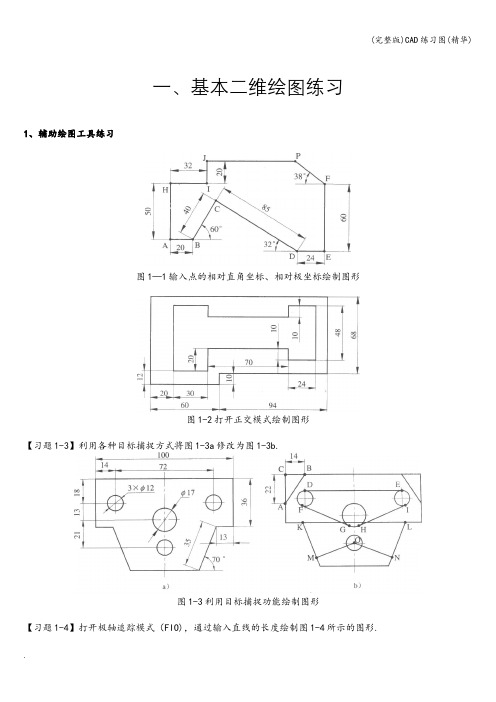
一、基本二维绘图练习1、辅助绘图工具练习图1—1输入点的相对直角坐标、相对极坐标绘制图形图1-2打开正交模式绘制图形【习题1-3】利用各种目标捕捉方式将图1-3a修改为图1-3b.图1-3利用目标捕捉功能绘制图形【习题1-4】打开极轴追踪模式(FIO),通过输入直线的长度绘制图1-4所示的图形.图1-4利用极轴追踪功能绘制图形【习题1-5】利用极轴追踪、自动捕捉及目标捕捉追踪功能将图1-5a修改为图1—5b.图1—5综合练习1【习题1—6】利用极轴追踪、自动捕捉及目标捕捉追踪功能绘制图1-6所示的图形。
图1—6综合练习22、实体绘图命令练习【习题1-7】利用Circle(圆)和Ellipse(椭圆)等命令绘制图1-7所示的图形。
图1-7绘制圆和椭圆【习题1-8】利用Polygon(正多边形)和Circle(圆)等命令绘制图1—8所示的图形。
图1-8绘制圆和正多边形【习题1-9】用Polygon(正多边形)和Circle(圆)等命令绘制图1—9所示的图形。
【习题1-10】用Pline(组合线)和Line(线)命令绘制图1—10所示的图形。
图1-9绘制圆和正多边形 图1-10绘制组合线3、编辑命令练习【习题1-11】用Offset(等距线)、Trim(修剪)和Line命令绘制图1-11所示的图形。
图1—11用Offset和Trim等命令绘制图形 图1-12绘制等距线【习题1—13】用Offset(等距线)和Extend(延伸)命令将图1-13a修改为图1—13b。
图1—13用Offset和Extend命令绘制图形【习题1-14】用Array(阵列)等命令绘制图1-14所示的图形。
图1—14用Array命令创建环形阵列【习题1—15】用Array(阵列)和Rotate(旋转)等命令绘制图1—15所示的图形。
图1-15用Array和Rotate命令绘制图形【习题1—16】用Fillet(倒圆角)和Chamfer(倒角)命令将图1-16a修改为图1-16b。
(完整版)CAD练习图(精华)
一、基本二维绘图练习1、辅助绘图工具练习图1—1输入点的相对直角坐标、相对极坐标绘制图形图1-2打开正交模式绘制图形【习题1-3】利用各种目标捕捉方式将图1-3a修改为图1-3b.图1-3利用目标捕捉功能绘制图形【习题1-4】打开极轴追踪模式(FIO),通过输入直线的长度绘制图1-4所示的图形.图1-4利用极轴追踪功能绘制图形【习题1-5】利用极轴追踪、自动捕捉及目标捕捉追踪功能将图1-5a修改为图1—5b.图1—5综合练习1【习题1—6】利用极轴追踪、自动捕捉及目标捕捉追踪功能绘制图1-6所示的图形。
图1—6综合练习22、实体绘图命令练习【习题1-7】利用Circle(圆)和Ellipse(椭圆)等命令绘制图1-7所示的图形。
图1-7绘制圆和椭圆【习题1-8】利用Polygon(正多边形)和Circle(圆)等命令绘制图1—8所示的图形。
图1-8绘制圆和正多边形【习题1-9】用Polygon(正多边形)和Circle(圆)等命令绘制图1—9所示的图形。
【习题1-10】用Pline(组合线)和Line(线)命令绘制图1—10所示的图形。
图1-9绘制圆和正多边形 图1-10绘制组合线3、编辑命令练习【习题1-11】用Offset(等距线)、Trim(修剪)和Line命令绘制图1-11所示的图形。
图1—11用Offset和Trim等命令绘制图形 图1-12绘制等距线【习题1—13】用Offset(等距线)和Extend(延伸)命令将图1-13a修改为图1—13b。
图1—13用Offset和Extend命令绘制图形【习题1-14】用Array(阵列)等命令绘制图1-14所示的图形。
图1—14用Array命令创建环形阵列【习题1—15】用Array(阵列)和Rotate(旋转)等命令绘制图1—15所示的图形。
图1-15用Array和Rotate命令绘制图形【习题1—16】用Fillet(倒圆角)和Chamfer(倒角)命令将图1-16a修改为图1-16b。
CAD上机练习图-简单零件图
CAD上机练习图-简单零件图AUTOCAD上机练习题(简单零件图)二○一一年九月套筒支 架设计制图比例材料 视图图幅1:145#A4技术要求:1、铸件退火消除内应力;2、铸件不得有砂眼、气孔、裂纹;其余ronnieronnie机电学院其余材料 支 架设计制图HT150图幅A4比例1:1视图2、铸件不得有砂眼、气孔、裂纹;1、铸件退火消除内应力;技术要求:RONNIE RONNIE机电学院QQ:43912826未注偏 心 块设计制图图幅图号材料比例机电学院铁粉1:1A4001RONNIE RONNIE技术说明1、未注所有面之间以倒角为0.5X45°过渡;2、布氏硬度HBS=320;3、材质须防锈、耐磨。
半剖视图压盖固定孔座设 计审 核工 艺标准化批 准比 例图 幅图 号材 质视 角更改标记数量更改单号签名日期A31:2A30101机电学院ronnie 訾树波陈 勇赵世海张立伟AA向张立伟赵世海陈 勇訾树波ronnie 机电学院0102A41.5:145#视 角材 质图 号图 幅比 例批 准标准化工 艺审 核设 计阶梯轴未注倒角1X45°轮 盘设 计审 核标准化批 准比 例图 幅材 质视 角45#1:1.5A4机电学院ronnie 陈 勇赵世海张立伟其余23.62*45°技术要求端面B对 轴心线的圆跳动公差为0.05。
××××××RONNIE 圆柱齿轮制图设计机电学院图号图幅比例材料RONNIE 1:445#002A4锥度1:20A B A-A其余技术要求1、齿轮精度, 8-8-7-Dc;2、热处理,调质HBS240-280。
(注:此图齿轮齿形具体参数可不作考虑)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
【机械制造】CAD零件图练习(共10页)附加题:综合相关知识,绘制图3所示的传动轴零件图,并将制作好的源文件保存为“3.dwg”。
(50分)
(注:如果尺寸看不清楚,可以使用“AutoCAD DWF Viewer”详细查看“素材”文件夹下的“,-3.dwf”文件。
)
图3
, 要求
1. 设置相关图层以及图层特性,图中的文字、尺寸、符号、视图轮
廓线、剖面线、中心线等,要放在单独的图层内。
2. 设置相关的尺寸样式、文字样式等,并对各视图精确标注尺寸、
公差和技术要求。
3. 数字与字母的字体统一为“gbeitc.shx,gbcbig.shx”;汉字的
字体统一为“gbenor.shx,gbcbig.shx”。
4. 标注零件图粗糙度时,需要以属性块的形式进行标注。
5. 配置,3图框并设置相应图纸尺寸的打印页面(所需图框文件为
“素材”文件夹下的“A3-H.dwg”)。
附加题:综合相关知识,绘制如下图1所示的蜗轮轴零件视图。
(50分)
(注:如果尺寸看不清楚,可以使用“AutoCAD DWF Viewer”详细查看“素”文件夹下的“B-03.dwf”文件。
) 材
图1
要求
1、设置相关图层以及图层特性,图中的文字、尺寸、符号、视图轮廓线、剖面线、中心线等,要放在单独的图层内。
2、设置相关的尺寸样式、文字样式等,并对各视图精确标注尺寸、公差和技术要求。
3、数字与汉字的字体统一为“gbeitc.shx,gbcbig.shx”和“gbenor.shx,gbcbig.shx”。
4、在标注零件图粗糙度时,需要以属性块的形式进行标注。
5、配置A3图框,所需图框文件为“素材”文件夹下的“A3-H.dwg”。
附加题:综合相关知识,绘制下图1所示的连接杆零件系列视图。
(50分)
(注:如果尺寸看不清楚,可以使用“AutoCAD DWF Viewer”详细查看“素”文件夹下的“,-03.dwf”文件。
) 材
图1
要求
1、设置相关图层以及图层特性,图中的文字、尺寸、符号、视图轮廓线、剖面线、中心线等,要放在单独的图层内。
2、设置相关的尺寸样式、文字样式等,并对各视图精确标注尺寸、公差和技术要求。
3、数字与汉字的字体统一为“gbeitc.shx,gbcbig.shx”和“gbenor.shx,gbcbig.shx”。
4、在标注零件图粗糙度时,需要以属性块的形式进行标注。
5、配置,3图框,所需图框文件为“素材”文件夹下的“A3-H.dwg”。
深孔×
机械制造指从事各种动力机械、起重运输机械、农业机械、冶金矿山机械、化工机械、纺织机械、机床、工具、仪器、仪表及其他机械设备等生产的工业部门。
机械制造业为整个国民经济提供技术装备,其发展水平是国家工业化程度的主要标志之一。
机械产品
机械产品是指机械厂家向用户或市场所提供的成品或附件如汽车、发动机、机床等都称为机械产品.任何机械产品按传统的习惯都可以看作由若干部件组成部件又可分为不同层次的子部件(也称分部件或组件)直至最基本的零件单元。
生产流程
产品的生产过程是指把原材料变为成品的全过程。
机械产品的生产过程一般包括: (1)生产与技术的准备如工艺设计和专用工艺装备的设计和制造、生产计划的编制、生产资料的准备等; (2)毛坯的制造如铸造、锻造、冲压等; (3)零件的加工切削加工、热处理、表面处理等; (4)产品的装配如总装、部装、调试检验和油漆等; (5)生产的服务如原材料、外购件和工具的供应、运输、保管等。
生产类型
企业(或车间、工段、班组、工作地)生产专业化程度的分类称为生产类型。
生产类型一般可分为:单件生产、成批生产、大量生产三种类型。
(1)单件生产
单件生产的基本特点是:生产的产品种类繁多,每种产品的产量很少,而且很少重
复生产。
例如重型机械产品制造和新产品试制等都属于单件生产。
(2)成批生产
成批生产的基本特点是:分批地生产相同的产品,生产呈周期性重复。
如机床制造、电机制造等属于成批生产。
成批生产又可按其批量大小分为小批生产、中批生产、大批生产三种类型。
其中,小批生产和大批生产的工艺特点分别与单件生产和大量生产的工艺特点类似;中批生产的工艺特点介于小批生产和大批生产之间。
(3)大量生产
大量生产的基本特点是:产量大、品种少,大多数工作地长期重复地进行某个零件的某一道工序的加工。
例如,汽车、拖拉机、轴承等的制造都属于大量生产。
制造过程
(1)产品设计
产品设计是企业产品开发的核心,产品设计必须保证技术上的先进性与经济上的合理性等。
产品的设计一般有三种形式,即:创新设计、改进设计和变形设计。
创新设计(开发性设计)是按用户的使用要求进行的全新设计;改进设计(适应性设计)是根据用户的使用要求,对企业原有产品进行改进或改型的设计,即只对部分结构或零件进行重新设计;变形设计(参数设计)仅改进产品的部分结构尺寸,以形成系列产品的设计。
产品设计的基本内容包括:编制设计任务书、方案设计、技术设计和图样设计。
(2)工艺设计
工艺设计的基本任务是保证生产的产品能符合设计的要求,制定优质、高产、低耗的产品制造工艺规程,制订出产品的试制和正式生产所需要的全部工艺文件。
包括:对产品图纸的工艺分析和审核、拟定加工方案、编制工艺规程、以及工艺装备的设计和制造等。
3) 零件加工 (
零件的加工包括坯料的生产、以及对坯料进行各种机械加工、特种加工和热处理等,使其成为合格零件的过程。
极少数零件加工采用精密铸造或精密锻造等无屑加工方法。
通常毛坯的生产有铸造、锻造、焊接等;常用的机械加工方法有:钳工加工、车削加工、钻削加工、刨削加工、铣削加工、镗削加工、磨削加工、数控机床加工、拉削加工、研磨加工、珩磨加工等;常用的热处理方法有:正火、退火、回火、时效、调质、淬火等;特种加工有:电火花成型加工、电火花线切割加工、电解加工、激光加工、超声波加工等。
只有根据零件的材料、结构、形状、尺寸、使用性能等,选用适当的加工方法,才能保证产品的质量,生产出合格零件。
(4)检验
检验是采用测量器具对毛坏、零件、成品、原材料等进行尺寸精度、形状精度、位置精度的检测,以及通过目视检验、无损探伤、机械性能试验及金相检验等方法对产品质量进行的鉴定。
测量器具包括量具和量仪。
常用的量具有钢直尺、卷尺、游标卡尺、卡规、塞规、千分尺、角度尺、百分表等,用以检测零件的长度、厚度、角度、外圆直径、孔径等。
另外螺纹的测量可用螺纹千分尺、三针量
法、螺纹样板、螺纹环规、螺纹塞规等。
常用量仪有浮标式气动量仪、电子式量仪、电动式量仪、光学量仪、三坐标测量仪等,除可用以检测零件的长度、厚度、外圆直径、孔径等尺寸外,还可对零件的形
状误差和位置误差等进行测量。
特殊检验主要是指检测零件内部及外表的缺陷。
其中无损探伤是在不损害被检对象的前提下,检测零件内部及外表缺陷的现代检验技术。
无损检验方法有直接肉眼检验、射线探伤、超声波探伤、磁力探伤等,使用时应根据无损检测的目的,选择合适的方法和检测规范。
(5) 装配调试
任何机械产品都是由若干个零件、组件和部件组成的。
根据规定的技术要求,将零件和部件进行必要的配合及联接,使之成为半成品或成品的工艺过程称为装配。
将零件、组件装配成部件的过程称为部件装配;将零件、组件和部件装配成为最终产品的过程称为总装配。
装配是机械制造过程中的最后一个生产阶段,其中还包括调整、试验、检验、油漆和包装等工作。
常见的装配工作内容包括: 清洗、联接、校正与配作、平衡、验收、试验。
(6)入库
企业生产的成品、半成品及各种物料为防止遗失或损坏,放入仓库进行保管,称为入库。
入库时应进行入库检验,填好检验记录及有关原始记录;对量具、仪器及各种工具做好保养、保管工作;对有关技术标准、图纸、档案等资料要妥善保管;保持工作地点及室内外整洁,注意防火防湿,做好安全工作。