模具组立标准
模具作业标准

模具作业标准模具作业标准1、凸模1.1形状与尺⼨应符合图纸或提供样件的要求。
完成⼑⼝形状确认后按DR引伸件研合凸模(⽤板件合模):钳⼯仕上时应以凸模为基准,注意清⾓,避免研合时碰伤棱线,试按DR/TR之板件研配凸模。
棱线、搭接线应没有凹凸、扭曲的现象,R⾓应光滑圆顺且没有凹凸及尖⾓。
1.2凸模或凹模的研合率:管理⾯80%以上,准管理⾯70%以上。
1.3因特殊要求,铸件易磨损部位(或堆焊⼑⼝),应该⽤合⾦钢焊条(7号钢)填补,堆焊部位的深度、宽度应在10×10mm以上,或者⽤合⾦钢块镶嵌在易磨损部位。
1.4表⾯粗糙度:主要部位0.4,次要部位0.8。
1.5如凸模是分块的,则各镶块间接合⾯间隙应⼩于0.1mm。
1.6镶块与窝座(或挡块)及键的配合应⽆间隙。
1.7材料及淬⽕硬度:⼀般使⽤合⾦铸铁GM241、GM246或ICD5,⽕焰的谇⽕硬度为HRC50以上。
1.8⼑⼝应⽆裂纹、崩刃现象。
1.9⼑⼝垂直度应不⼤于0.01mm,不允许有倒锥。
1.10⼑⼝表⾯粗糙度,主要部位0.8,次要部位1.6.1.11⼑⼝镶块接合⾯缝隙,料厚⼤于0.8mm的间隙不⼤于0.15mm,料厚⼩于0.8mm的间隙应⼩于0.05mm。
1.12多孔冲及异型⾯冲载,其凸模的位置、相对⾼度应准确可靠,应保证⼑⼝的切⼊两基本⼀致,使切⼝顺利完成,若切⼝顺利完成,若⼤⾯积冲切厚板件,⼑⼝应采⽤阶梯形(有⾼低差)。
1.13凸模材料为合⾦钢,淬⽕硬度为HRC56~62.1.14销孔的表⾯粗糙度为1.6,精度为H7.2、凹模2.1形状与尺⼨应符合凸模的要求,棱线、搭接线应没有凹凸,扭曲的现象,R⾓应光滑圆顺且没有凹凸及尖⾓。
2.2⼯作部位表⾯粗糙度:主要部位低于0.8,次要部位1.6,凹模⼝圆⾓处粗糙度不低于0.4。
2.3因特殊要求,铸件易磨损部位(或堆焊⼑⼝),应该⽤合⾦钢焊条填补,堆焊部位的深度、宽度应在10×10mm以上,或者⽤合⾦钢块镶嵌在易磨损部位。
模具组立
D.使用溫度(638膠在使用溫度50攝氏度以下, 其膠合強度受溫度影響不大,溫度越高,缺氧膠 強度越低.)
2在灌膠之前用酒精將主導套外表面油污清潔乾 淨
3用拋光砂輪將模座主導套內孔表面之銹蹟及氧 化層清除,並用酒敬清洗
模座鉗工、組立要項
將8~12支等高桿分別固定在上,下模座上(等高 桿的高度須確認)。
模具組立前檢查要項
檢查零件是否齊全 檢查沖子能否穿過剝板入塊 模板和契塊R角是否干涉 剝料板入塊使用ASP23 V-cut.扇形調整沖子使用V3
模座組立需準備之器具
工具:銼刀、 油石、 砂紙、 矽鋼片、 角尺 、 缺氧膠638、 酒精。
量具:槓桿量錶 ,塊規,游标卡尺.
模座鉗工、組立要項
將主導柱外表用煤油及酒精清洗乾淨后,用乾 淨布包紮好放入冷凍庫(8-12H)。
模具組立異常及分析
• 剝料板與下模板不貼合 A.模板之間有異物 B.上下模之副導套裝錯 C.剝料板鑲件與下模有幹涉 D.剝料板鑲件沒有裝平 E.倒料板與剝板有幹涉 F.倒板螺絲與剝板有幹涉 G.模板加工翹曲
模具組立異常及分析
定位銷PIN套與上模座孔配合過緊 A.主導套灌膠時,主導套與導套孔之閒細沒有調整好. B.主導套灌膠時,主導柱與膝下模座之垂直度沒有校 驗. C.合銷孔尺寸有誤 整體合模時,閉模高度過大(大於91.98MM) A.成型衝頭與下模有乾涉 B.調整桿調整過量 C.SLIDE槽讓位不夠 D.固定P02板與 P01板時,沒有用合销定位.
上模鉗工、組立要項
蓋上上模座,此時上墊板和模座應該是密合(蓋 入之前STOPPER先拆除) 用0.05㎜矽鋼片檢查ψ12合梢BUSH四周和孔璧 是否有干涉 檢查上,下模座間距離 (91.95㎜間距不得 超過91.98㎜)
模具组立手册

1.磁性產生原因﹕加工過程中﹐與磁體接觸﹐ 由于磁場的作用使模板自身帶有磁性。 2.退磁目的﹕是為了避免鐵屑或一些雜質吸附 在模板上而影響后續工作。 3.退磁方法﹕將模板放在退磁機上左右慢慢移 動模板﹐每一個來回模板都需過退磁機中線﹐ 直到磁性去除。 確認磁性去除的方法﹕用薄的錫鋼片放在模板 表面﹐拿起時感覺無磁力即可。
b 板面拋光﹕在板面上噴洒酒精﹐利用大 塊200干淨油石順著模板研磨紋路平推模 板﹐將毛刺去掉。 3.部位
前面倒角的部位。
Page 29
倒角前
Page 30
倒角后
Page 31
拋光后
Page 32
五﹑清冼
1.目的﹕保証精度 2.方法 a 氣槍吹出吸附在模板空位處的粉塵及雜質臟物。 b 用干淨抹布粘上酒精﹐清冼模板各個主要孔位 (銷釘孔﹐灌膠pin孔﹐主導柱孔﹐主導柱導套孔) 及板面。 c 再用氣槍將各個孔位及板面吹干淨。
Page 5
cad
二﹑模具零件分類
Page 6
上模 下模
導向零件
導柱 導套
Page 7
模具在固定的行程內進行往 復運動時依靠導柱與導套的 配合導向,以保証模具在高 速沖壓時的精度.
定位零件
Page 8
導位針 導料板 側刃
導 位 針
定位零件都是用來導正在送料 過程中料帶在模具中的位置精 度.
導 料 板
灌膠pin 灌膠pin頭
Page 49
限位螺絲 限位套 副導套
灌膠pin套 導柱襯套 副導柱
Page 50
二﹑模仁板標准件的裝配
將模仁板正面平放于鋪好雜布的鉗工桌上﹐將 副導套和副導套孔內涂上潤滑油﹐將副導套導引向 下垂直裝入副導套孔內﹐用力壓入﹐將鋼珠置于副 導套上﹐用銅棒將導套敲至底部﹐在敲擊過程中必 須保証副導套與板面垂直。再將模仁板翻轉180 度﹐置于三塊鋪好雜布的墊塊上﹐通過滾珠用銅棒 將導套敲至板面以下0.5mm。
五金模具组立及维修手法
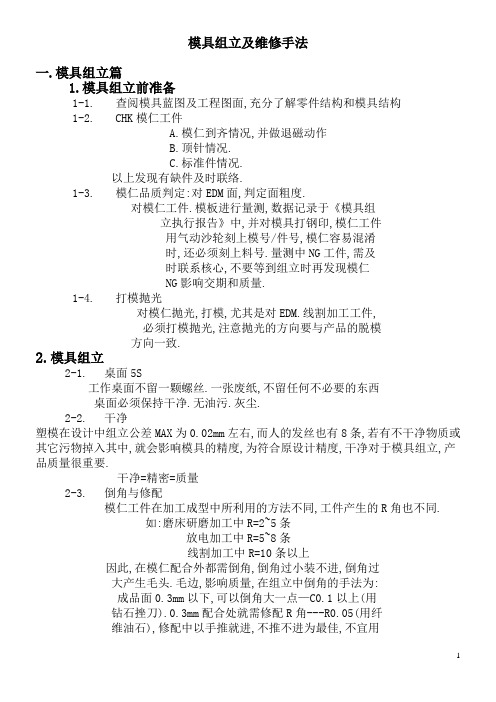
模具组立及维修手法一.模具组立篇1.模具组立前准备1-1.查阅模具蓝图及工程图面,充分了解零件结构和模具结构1-2.CHK模仁工件A.模仁到齐情况,并做退磁动作B.顶针情况.C.标准件情况.以上发现有缺件及时联络.1-3.模仁品质判定:对EDM面,判定面粗度.对模仁工件.模板进行量测,数据记录于《模具组立执行报告》中,并对模具打钢印,模仁工件用气动沙轮刻上模号/件号,模仁容易混淆时,还必须刻上料号.量测中NG工件,需及时联系核心,不要等到组立时再发现模仁NG影响交期和质量.1-4.打模抛光对模仁抛光,打模,尤其是对EDM.线割加工工件,必须打模抛光,注意抛光的方向要与产品的脱模方向一致.2.模具组立2-1.桌面5S工作桌面不留一颗螺丝.一张废纸,不留任何不必要的东西桌面必须保持干净.无油污.灰尘.2-2.干净塑模在设计中组立公差MAX为0.02mm左右,而人的发丝也有8条,若有不干净物质或其它污物掉入其中,就会影响模具的精度,为符合原设计精度,干净对于模具组立,产品质量很重要.干净=精密=质量2-3.倒角与修配模仁工件在加工成型中所利用的方法不同,工件产生的R角也不同.如:磨床研磨加工中R=2~5条放电加工中R=5~8条线割加工中R=10条以上因此,在模仁配合外都需倒角,倒角过小装不进,倒角过大产生毛头.毛边,影响质量,在组立中倒角的手法为:成品面0.3mm以下,可以倒角大一点—C0.1以上(用钻石挫刀).0.3mm配合处就需修配R角---R0.05(用纤维油石),修配中以手推就进,不推不进为最佳,不宜用铜棒敲打.在倒角中应注意:*. 模仁成型面不能倒角*. 模仁上下能翻面使用时,不能倒角*. 模仁前后左右能翻面使用时,不能倒角2-4.排气塑料填充模具时,由于注射压力.速度过大,温度过高,塑料易分解出瓦斯气体.塑料颗粒.纤维填料.结晶体等,留于模腔内,造成产品包风.烧焦.不饱模等不良的产生,并且腐蚀模仁,降低模仁的寿命.开排气的目的在于把残物和模腔内的空气排出,使烧融塑料须顺畅并全部充满模腔内.开排气中,应以最大的孔径.最短的距离.最快的速度把气体排出,排气槽的深度应根据原料的材质而定.如:h表示深度PBT: h≦0.020mm PCT: h≦0.018mmPPS: h= 0.008mm LCP: h= 0.020mm对于流速过小的产品,可利用顶出机构的间隙排出,另外在无法开排气槽的工作部位,可利用增加顶针的方法来排气,如778N3模生产的DT 001-0006-110产品,站脚因排气不良经常造成产品包风,模仁腐蚀影响质量,对此模仁站脚外增加ψ0.80的顶针改善OK.应注意事项:*最小肉厚处一定要制做排气槽*各模仁底部排气槽需与顶针相通,以利排气2-5 顶针计算切割与倒角2-5-1顶针在计算切割时要高出成品面 0.02-0.005mm2-5-2顶针视情况作倒角a.四边倒角当顶针孔为线割时,顶针因而倒角b.两边倒角当顶针孔为研磨加工时,顶针两边倒角c.三边倒角如1061N2模中1*1mm的方顶针,在装配时可倒三边,而另一边不倒,便于主体镶件向靠而成型.d.把顶针的长度.规格.数量记录于《模具组立报告》中2-6 合模2-6-1观察组立是否正确2-6-2用卡尺量测公/母模情况,防止模仁反装2-6-3用红丹靠破观察合模情况,滑块要一次组立一CAV,并确认滑动平稳,不可干涉过紧.2-6-4及时记录组立碰到的问题点,并加以改善2-6-5每互组一件模仁,需以量具检查累积厚度是否正确.3.试模3-1调整最佳成型参数并记录于《模具条件记录表》中.3-2试模OK后,量测产品尺寸,将样品及检测数据送制工评估 3-3样品课内留样3-4记录试模结果,尤其不良待改善之处.4.组模报告总结4-1对模具设计中的缺失,进行提报4-2模具需改善的地方作报告4-3成型大量生产中应注意的问题点:如1485N1模,生产中需高速.高压注射二.模具维修篇1.维修前准备1-1取得不良样品分析不良原因,确定修模内容1-2 CHK模仁备品情况,确认能否维修1-3 查阅前几次维修状况,看是否相同问题多次发生,是的改善,不是也可以给此次维修以方向.2.模具维修2-1做好修模前的5S2-2干净干净=精密为了做到干净,必须放于组模平板上维修,维修中不能戴手套.2-3拆模顺序2-3-1打开公/母模2-3-2取下滑块2-3-3拆公模底板以及模脚2-3-4拆顶出板2-3-5拆公模取Block2-3-6修公模a.拆Blockb.再NG模仁在取模仁中,不得同时把所有CAV全部拆下,应拆一个CAV修一个,并作好对比.c. 清洁模仁.模板d.开排气槽,排气槽,需导引至顶针孔e.其它维修利用磨床.研磨维修f.组立模仁每互组一件模仁需以量具检查.模仁累积厚度是否正确.2-4 维修后组立2-4-1 组立公/母模Block,并确认长.宽.高尺寸是否正确.2-4-2 组模组模后,对各模板均需擦干净,并对滑块.导柱.顶针加上黄油与顶针油.2-5 做好修模后5S3.架模试产3-1架模调机生产3-2查看产品的质量,交IPQC验测OK后填《模具维修记录》,NG 分析原因重修.4.模具维修后结案4-1填写《模具维修记录卡》4-2对领用备品登记,发现备品未达到安全库存量需提报4-3 对取下之NG模仁需交于备品管理员4-4 改模作业,需将换下的模仁.顶针.包扎标示定位放置4-5 对堵CAV或其它改善事项,填写改善报告。
模具设计规范标准规范标准

模具设计规范标准规范标准模具设计标准规范1﹑⽬的:确保模具设计规范化,统⼀化.能将设计意图正确的传达给制造部门.避免或减少失误。
2﹑范围:⼯程部设计组接收⼯程部产品组转交的图⽂件、样品等资料到图纸发⾏为⽌之阶段均属之。
3﹑权责:3.1 ⼯程部设计组:负责模具开发设计及设计变更、2D/3D产品图⾯设计、3D建模、设计模具的组⽴图、3D拆模与拆电极、绘制零件图.3.2 现场加⼯各组:加⼯各组的组长,在加⼯前需先审视加⼯图,若发现与原先检讨的不符合或有误,甚⾄不合理,需⽴即反应⼯程部检讨查核后,⽅可继续加⼯。
4. 名词释义:⽆5﹑作图环境标准:5.1⽂字标准5.1.1字体。
数字及英⽂使⽤“Arial”字体,中⽂使⽤“标楷体”。
5.1.2⽂字⼤⼩。
为了使整套图⾯⽂字视觉效果⼀致,在标准图框(即1:1图框,A4为297*210)中,设定字⾼为3.0,宽0.85。
5.2 图⾯标准5.2.1 图框:为了便于查阅,装订,保存,图框统⼀标准如下:A0图框:841*1189横印(附件⼀)A1图框:594*841横印(附件⼆)A2图框:420*594横印(附件三)A3图框:420*297横印(附件四)A4图框:297*210直印(附件五)5.2.2 图⾯要求5.2.2.1零件图⾯按照其在模具当中的位置分类摆放,以便于查找。
5.2.2.2尺⼨标注⽅式。
除了圆以外,所有模板、模仁之尺⼨均采⽤坐标标注⽅式。
5.2.2.3 视图投影关系:第三视⾓法。
5.2.3图档版本版本编号采⽤⼤写字母“A”加上⼀位数字序号,数字序号按照图⽂件完成的时间先后顺序进⾏排列。
例如A1、A2、A3等。
5.2.4 图层与线型:为了便于图形与尺⼨的识别,图层与线型统⼀标准如下:5.3编码原则5.3.1模具结构和主要零件名称如下:5.3.2零件名称与对应的编号如下:5.3.2.1模胚部分编号零件名称编号零件名称A01 上固定板A09 脱料板A02 下固定板A10 推板A03 母模板A11 上流道板A04 公模板A12 电热板A05 母模承板A13 脚垫A06 公模承板A14 浇道脚垫A07 上顶针板A08 下顶针板5.3.2.2镶件部分5.3.2.3⼀般零件部分5.3.2.3⼀般零件部分(续)5.3.2.4特殊零件部分5.3.3编码⽅式5.3.3.1模具编码⽅式。
模具组立作业指导书

模具组装作业指导书1.目的1.1便于现场修模人员维修组装作业标准化、规范化,减少失误,提高工作效率,满足生产需要2.范围本程序适用于在于本公司模具维修保养作业3.定义无4.职责4.1模具技工:熟悉模具制造技术,模具维修程序及注意事项.4.2模具师傅:负责指导、监督、检查模具维修全过程5.程序5.1依据“模具维修申请单”及“模具组立确认书”所列之异常逐一确认模具维修是否均已处理OK〈除因模具纳期关系经组内主管同意暂作保留之外〉并经模具维修负责人员逐一确认后,方可开始组立,组立前应对各部件进行保养.5.2依据记号将模仁入子逐一装入模仁(装入前应确认模仁、入子、芯子沉头处配合内角需有轻微避空倒角),并比对部品及图面有无装错.(入子装入后,沉头实装高度凹于模仁底0.01~0.02(特殊要求依实际状况确认);另模仁底面槽穴开口及顶针、作动入子孔处倒角需完善)5.3装好模仁、装上密封圈.5.3.1装上密封圈必须是OK的〈有0.7mm左右之预压量,无缺口,外径小于密封槽外径1mm左右,内径大于密封槽内径1mm左右〉,否则会造成模具漏水;装上密封圈时应在密封圈上抹上粘性黄油,以防装模时密封圈掉落.35.3.2模仁组装前小组主管需先确认各模板槽底部各孔穴处倒角是否完善,对模板有肿起先行处理(由小组主管确认).组立过程中当模仁都比较紧时,应尽量将模板平放来装模;当模板需直立装时,需注意油封掉落及入子退后的问题发生.注意: 一些较松之入子在装模时可能会退出,从而导致入子损伤甚至未被组立者发现在此时应作相应处理.5.4锁好模仁螺丝,用扳手锁紧后以1.5IB胶锤轻敲两下,不可使用加力杆,若发现有螺丝滑牙或内六角沉头损坏,应及时更换,以免造成下次拆模的麻烦.5.5装配顶针.(注意此时容易忘装回位梢弹簧.)5.5.1 装顶针前(确认回位销、弹簧孔、倒角无完善,小组主管确认),应先将顶针擦拭干凈,再喷上耐高温顶针油,以免顶针上附着的瓦斯垢堵塞了排气或造成顶针卡死,抹油时以顶针顶出行程算出顶针抹油起始位置,(如顶出行程20mm,则顶针由前端20mm处下2~5mm为抹油起始处延伸至根部)且只须喷薄薄的一层即可,以摸有油看无油为标准,以免造成部品油污.5.5.2装顶针时,先行确认顶针沉头高度配合凹入顶针板0.01~0.02mm,(新规模具顶针板沉头孔的深度以数据呈现判定)。
模具基本组立资料

分为两种,一为机台本身的空压缸,此时模具需配备2~4之顶升杆
,一为弹簧,但需用套筒螺栓将下扥料块锁紧,此时下扥料块需比
下模体高1~2mm‧
5、若为A、B、C Line的冲孔下料模时,下模体与下承板组立后需注
意,消屑孔是否正常,冲压后的铁屑是否能顺利排出,还需注意下
M8---15mm至110mm长M10---20mm至150mm长
M12---25mm至130mm长
2、套筒螺丝
套筒螺丝有2种
M8*50 mm长M10*50mm长
(2)定位销
依外径分为2种规格
1、∮8
∮8*50mm及∮8*60mm长
2、∮10
∮10*50mm及∮10*60mm长
(3)导柱
导柱分为2大类
的下脱料块须比下料下模体高约1~2mm,才能令下料后的料片不
会卡在下料下模体上,且容易将料片取出‧
3、若为500吨折角模时,首先下模需依图面全周研磨R角,下脱料
块须与工件合模至┌松紧适中┘,最后锁上下脱料块时,锁紧后的
下脱料块也需较折角下模体高2~3mm‧
4、若为A、B、C Line的吞型模时,将下模体仕上后,再组立于下承
1、若为500吨吞型模,需将下模体先仕上抛光后,方可组立在下承板
上,并注意下扥料块与下模体是否有适当的间隙(约在0.3mm以内
的间隙)‧
模具组立基本资料
NO: 3
知识类
共5页之3页
2、若模具为500吨冲孔下料模,下模体须与吞型后的工件实际合模
至松紧度适中,使工件与冲孔下料的下模体冲断、切断处能贴面
,并能在冲压后容易将工件取出,最后再组立下脱料块,组立后
钳工车间模具组立研配工艺和质量管理流程

钳工车间模具组立研配工艺和质量管理流程
一、引言
钳工车间模具组立是生产过程中关键的一环,直接影响产品质量和生产效率。
本文将详细介绍钳工车间模具组立的研配工艺和质量管理流程,旨在提高工艺水平、优化生产流程,保证产品质量。
二、模具组立工艺流程
1.材料准备:
–选择适合的材料,根据模具设计图纸准确切割材料;
–确保材料质量和尺寸符合要求。
2.零部件加工:
–按照设计要求对各零部件进行精密加工;
–采用适当的加工工艺和设备,确保零部件精度。
3.组装工艺:
–按照组立顺序进行组装,注意避免零部件损坏;
–合理利用辅助工具和夹具,保证组装精度。
4.调试验收:
–完成模具组立后进行调试验收;
–检查各部件的协调性和运行情况,调整优化。
三、模具组立质量管理流程
1.质量控制点:
–制定质量控制点,包括材料、加工、组装等环节;
–每个环节设立质量检查,确保质量过程可控。
2.检验标准:
–制定模具组立的检验标准,包括外观质量、尺寸精度等要求;
–按照标准进行抽样检验,保证产品质量。
3.记录与反馈:
–建立质量记录档案,记录每个模具的质量数据和检验结果;
–发现质量问题时及时反馈给相关部门进行改进。
四、总结
钳工车间模具组立的研配工艺和质量管理流程是保证产品质量的关键环节。
通
过严格的工艺流程和质量管理措施,可以有效提高模具组立的效率和质量,满足生
产需求,提升企业竞争力。
在实际生产中,应根据具体情况不断优化和改进流程,持续提升模具组立工艺水平和质量控制能力。
模具制作标准

模具制作标准3、模具所有螺丝、吊圈孔及模具部件都必须是公制规格,而附加模具配件必须是标准规格,禁止自行土制。
二、基准位:1、每套模具必须在B板和动模板(以动模板为参照)俯视图视角的右下方做上记号以示基准,以便模具后续维修。
三、码模槽:1、非工字模胚均需在前后模铣出码模槽,具体尺寸根据模具大小设计而定。
四、顶柱孔:1、动模必须开有足够大的顶柱孔,根据模具配比的机台,比实际顶柱的尺寸大直径10-20MM(除真空模具)。
2、小型且中心进浇模具只需中间开一个顶柱孔,中型模具必须开三个以上顶柱孔以保持顶出平衡。
五、复位机构装臵:当顶针(丝筒)与行位顶出装臵干涉时,必须在模具上设有先复位装臵,不谨靠弹簧使顶针板复位,以免弹簧日后失效,行位(抽芯)与顶针(丝筒)相碰撞。
六、顶针动作:1、应考虑模具在任何场合顶针都能可靠的顶出产品,并在合模前顶针不与模具的任何配件相干涉地复位。
2、顶出时产品不能有任何超出产品要求的变形,迅速顶出痕迹不影响产品表面质量。
3、顶出应平衡很顺,不可出现顶出倾斜现象及顶出有杂音的产生。
七、行位动作:1、滑块行位动作应顺滑,保证产品不得有拉变形现象,不可出现卡死动作,不均匀松动等现象。
2、大滑块滑动部位应开油槽3、在表面要求较高和壁厚较厚的铸件且有强度要求的产品,滑块上应设有冷却水路。
4、当滑块滑动行程过长时,必须在模座上增长导向,通常滑动部位做到宽度的1.5倍左右为宜,抽芯时滑块在导向槽的部分,要有滑块滑动部位的2/3在导向滑槽内。
5、斜导柱与导柱孔的配合间隙必须留有0.2MM以上,禁止非间隙配合。
6、斜导柱的角度小于滑块锲紧面2度,大滑块的锲尽紧块须伸入下模15-20MM以斜度面互锁反压。
7、模具上方的滑块最终定位应用弹弓推或拉,行式上不能用钢珠定位,以避免模具在生产时滑块松动向下滑落导致与顶针及模具的其它配件相撞。
8、所有的滑块滑动磨檫面必须淬火HRC45度以上,大滑块必须淬火后氮化增强硬度。
模具组立及维护
b.拆下NG模仁
在取模仁中,不得同時把所有CAV全部拆下,應拆 一个CAV修一個,并作好對比.
c. 清潔模仁.模板
d.開排氣槽,排氣槽,需導引至頂針孔 e.其他維修
利用磨床.研磨維修
f.組立模仁 每互組一件模仁需以量具檢查.模仁累積厚度是否正確.
2-4 .維修后組立 1). 組立公/母模Block,並確認長.寬.高尺寸是否正確. 2). 組模
2.故障維修(模具人員)
2.1依機台班提供之不良樣品,修模或更換備品。 2.2模具人員領用頂針或模仁備品室需登記並作備品提報,模具 維修記錄於《模具維修保養記錄副卡》中。
ห้องสมุดไป่ตู้
生產保養噴頂針油.抹黃油
3.定期保養(模具人員)
3.1模具連續生產180K模次,必須作定期保養並記錄於《模具履 歷表》中。. 3.2連續生產一年未使用的模具必須作預防保養並記錄於《模具 履歷表》中。.
不要等到組立時才發現模仁NG影響交期和品質.
NG 拋光方 式
正確拋光方式
應與脫模方向 一致
1-4打模拋光
對模仁拋光,打模,尤其是對放電面.線割加工工件, 必須打模拋光,注意拋光的方向要與產品的脫模
方向一致.
2.模具組立
2-1.桌面5S
工作桌面不留一顆螺絲. 一張廢紙,不留任何不必 要的東西桌面必須保持 干淨.無油污.灰塵.
2-6.合模 1).觀察組立是否正確 2).用卡尺量測公/母模情況,防止模仁反裝
3).用紅丹靠破觀察合模情況,滑塊要一次組立一Cav.,並
確認滑動平穩,不可干涉過緊. 4).及時記錄組立碰到的問題點,並加以改善
5).每互組一件模仁,需以量具檢查累積厚度是否正確
3.試模
3-1調整最佳成型參數並記錄於《成型條件記錄表》中. 3-2試模OK后,量測產品尺寸,將樣品及檢測數據送制工 評估 3-3樣品課內留樣 3-4記錄試模結果,尤其不良待改善之處.
塑胶模具排组立图步骤及注意事项_内部资料

2D排組立步驟及注意事項排組立圖的步驟:1. 把產品的3D圖檔轉到2D圖檔上,需將倒勾或有機構處做剖面,要注意比例問題。
(1:1比例)2. 轉到2D圖檔上的產品圖要加縮水和鏡像。
注意:完成以上兩步驟后必須檢查,可以測量產品在加縮水前后的同一地方,來檢查縮水加的是否正確。
3. 排組立前要定成品基准線。
即把產品上boss或大平面等易找到的特征定X,Y,Z三軸,特征的尋找需盡量接近于成品中心,若是兩上下蓋相配合,基准則盡量為同一點。
成品基准線相對模具中心要為整數。
4. 依照成品基准線把模仁排出來。
步驟輿表示重點:A 刪除成品上的虛線。
B 如側視圖為剖面要將側視圖的實線改為虛線,僅留剖面處為實線。
C 要把成品的分型面表示出來,重點表示主分型面,斜銷,滑塊處分型面。
分型面上的插破,靠破也需表示。
D 還需把模仁拆入子處表示清楚,正視圖入子遍界用黃色線表示,且入子沉頭也需表示。
入子輿入子間要避免有薄鐵現象,一般不可小于1mm。
(模仁需拆入子部位一般為整體不好加工處或肋較深處及一些boss處)。
5. 排頂針,水路,最后排模仁螺絲。
要注意三者不能干涉,三者間距不小于3mm,拆入子時也要一同考慮.以下為頂針,水路,螺絲的排列重點:a 頂針要排在成品不易脫模處,如成品的邊緣,肋,及塑膠較深處。
頂針的尺寸要盡量選擇大的,以增加強度。
頂針輿成品形狀間距應不小于0.6-1mm,以避免薄鐵現象。
b排水路的宗旨是可以盡快的帶走模溫,以達到冷卻效果。
直通的水路效果最好。
C模仁螺絲一般排四個,位置要盡量對稱。
6. 排模仁要注意強度問題,產品邊緣距模仁邊緣應不小于20mm,模仁邊緣距模架邊緣的距離要按模具大小而定,大模具要50mm以上,小模具為30-50mm(天地側350mm以下視為小模具).有特殊要求的要個別對待。
模板厚度的選擇如圖1-1母模板公模板a一般為20-30mm b=2c+20mm1- 1畫模架時的注意事項:A. KO孔一般放在模具的正中,當有多個時,它們之間的間距一般為100mm。
塑胶模具组立图绘制标准
塑胶模具组立图绘制标准以下塑胶模具设计标注,是根据本人以前从事累积下来的。
所有设计呈现的尺寸、技术标准,仅供参考,通过自身的经验,来提高。
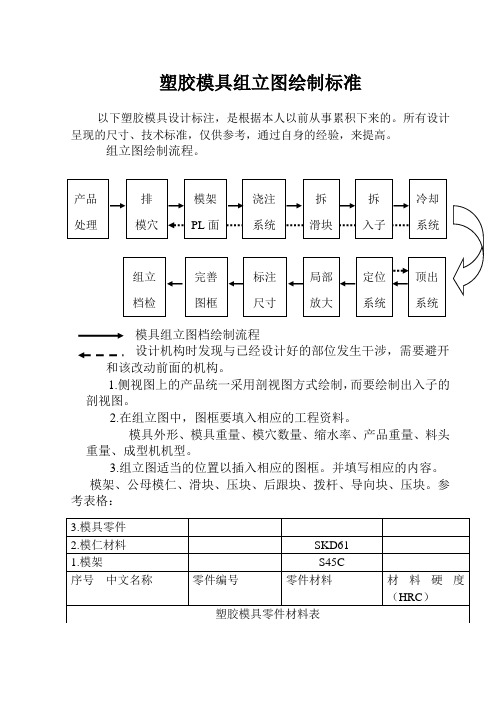
组立图绘制流程。
模具组立图档绘制流程设计机构时发现与已经设计好的部位发生干涉,需要避开和该改动前面的机构。
1.侧视图上的产品统一采用剖视图方式绘制,而要绘制出入子的剖视图。
2.在组立图中,图框要填入相应的工程资料。
模具外形、模具重量、模穴数量、缩水率、产品重量、料头重量、成型机机型。
3.组立图适当的位置以插入相应的图框。
并填写相应的内容。
模架、公母模仁、滑块、压块、后跟块、拨杆、导向块、压块。
参考表格:4.罗列出顶针明细表 非标准的顶针和司筒还要用图纸绘制出来,尽量采用标准顶针或司筒。
1. 热流、冷流道浇口在组立图中都要做出局部放大图,一定要标注浇口尺寸。
2. 放置两个3D 产品立体图。
需要表达三个面,上下左右前后面。
必要时进行剖视图表达。
3. 为保证弹簧一直处于工作状态,所以弹簧预压3~5mm ,对于大型塑胶模具弹簧预压要取5~10mm.弹簧是根据颜色区分:黄、蓝、红、绿、茶、等。
逐渐加硬。
1. 浇口套的尺寸要尽量的短:浇口套与母模侧有靠破,有靠破就会造成螺丝断裂或流道废料拉断。
a:节省原料b:缩短成型周期c:减少流到板和母模板之间的开模行程。
2.主流与分流道之间的关系: 主流道的截面积==所有分流道截面积之和。
3.冷料井:所有冷料井是该流道直径的1.5倍。
4.A:塑胶模具在使用350T 以下的注射机时: a :浇口套进胶嘴直径要取¢3.5、2.5mm b: 浇口套的球面直径为R21。
B:塑胶模具在使用350T 以上的注塑机时: a :浇口套进胶嘴直径要取¢4.0、5.5mm b: 浇口套的球面直径为R43。
浇口套的球面直径一定要大于该注塑机的喷嘴直径1mm. 1. 为加强模仁及模板的强度,所有的公模仁宽度不小于两个模脚之间的间距。
2. 产品上有筋的尽量拆入子,有利于在模具成型时的排气及填充。
模具制作通用标准

模具制作通用标准一、设计1、提供给客户确认的图纸上,需包含有组立图、材料表、油压回路图等。
2、所有的图纸都需采用第三角法。
3、图纸上的所有尺寸及标准零件都以公制标示。
4、模具开始备料及加工前,需由客户工程部确认图面。
但是图面的确认并不能免除模具制造厂的责任。
5、在模具组立图上,必须清楚表示以下的各个细节:(1)品名(2)成品的材料(3)材料的缩水率(4)模具最大的尺寸,包括突出的零件(5)最大的顶出行程(6)模具的重量(7)使用机台的吨数(8)钢材的材质及硬度(9)进胶点(10)顶针的位置、数量及尺寸(11)成品的分模线(12)水路的位置及进出口编号(13)吊模孔(14)夹模的位置及尺寸(15)模具的强回机构(16)定位环的尺寸(17)顶出孔的数量、位置及尺寸(18)灌嘴的尺寸(19)成品倒勾脱离机构的形式、行程及安全保护装置(20)采用成品档案的版本号(21)模具的定位和导向装置6、成品的材料及缩水率由客户工程部提供及确认。
7、模具的分模线不可以在成品的外观面上,如果是因为成品本身的因素,需经客户工程部的书面确认。
8、顶出机构的设计是不能采用喷脱模剂的方法。
9、进胶点的位置不可以在成品的外观面上,并要保证有良好的充填。
在适当的位置需有排气槽,避免包风。
10、有行位的模具在行位底部和压座上必须加做耐磨块。
11、所有的模具必须做模具铭牌。
在模架每块板的天则的右角必须打上我司的模具编号。
12、模具出货时,模具厂必须提供最新并且包括有组立图、所有零件的2D及3D的电子图档及打印好的模具组立图一份。
其版权为客户所有,不得私自提供给其他的使用者。
二、钢材的材料及热处理1、依下列表格的要求选用模仁的材料2、滑动件,包括滑块、侧护板、耐磨板、斜顶、斜顶导向块等,其表面都必须氮化处理或采用淬火处理;需相互摩擦的同材料零件必须有HRC3-5度硬度差。
3、在模仁和其它零部件的侧面必须有钢材的名称及硬度的记号,如下图:4、如果需要补焊,需得到客户工程部的书面同意。
模具组立标准规范
模具組立標準規範一.依图纸清點零件1. 閱讀產品圖,熟悉模具工站排列方式及設計重點在何處看懂模具圖面。
2. 清點模具模板及零件,標准件是否到齊,對照圖面是否正確3. 線割件與標準件放置,夾板,脫料板,下模板各板零件用零件盒分開放好, 细小工件与大型工件分开装,防止人为损坏。
4. 模板相互對照加工孔位是否有偏邊現象5. 下料衝子同入子刀口配合,看配合狀況是否良好二.檢測清理模板1. 依照模板精度要求用分厘卡以模板6點測量模板是否在-0.002~+0.002以內,在水平臺上用千分表測平面度是否在0.003以內.2. 用紅砂石或合金風磨頭把脫料板避位,下模板避位,調整凿,檢測器避位尖角處倒約0.5左右C角3. 用紅砂石風磨頭倒成斜角約為120度以圓周式倒定位銷,導住孔約為1.0左右C角后換牛皮風磨頭把倒過的C角拋亮,用手摸順滑, 背脫板和脫料板,下模板導料板定位銷4mm定位銷孔正面各倒0.5左右C角4. 用尖合金風磨頭把脫料板模仁倒0.3~0.5C角,便於裝配入子過成形衝. 導料板順送料方向倒0.3左右圓角(注:切邊后第一處擋切邊誤送處不可倒角)5. 下模板浮升銷過孔,從反面倒0.3左右C角,導料板固定銷孔雙面倒05左右C角,上墊板,上模座,上蓋板,下墊板,下模座,背脫板,除落料孔與材料接觸面凡有利角處都倒0.5以左右C角.6. 夾板和下模板,上模座導套孔打粗糙,灌膠時可更強拉力7.等高套回來時,把等高套全部放在磨床上一起磨平8. 清理線割碳化物:1)夾板模仁可用600#小油石直接去除碳化物清理線割接線頭,輕輕油就可,要平放手臂保証模仁不造成喇叭口狀2)脫料板各下模板下料入子模仁用縴維油石去除碳化物清理線割接線頭,成形入子衝子模仁可用600#小油石直接去除碳化物清理線割接線頭, 輕輕油就可,要平放手臂保証模仁不造成喇叭口狀3)用1000#細砂紙配合定位銷配定位銷過孔,以用13mm小銅棒輕敲可入為准4)用800~1000#細砂包在標準推塊上配合機油推所有模板,以推的不見研磨痕跡為準5)推完模板,用去漬水清洗模板,后用氣槍吹乾凈,用無塵紙張檫乾凈,用紙隔開模板三.安裝模具零件1.檢查模具精度1)所有模具線割,研磨零件,除沖子刀口面及同沖壓材料相接觸面(脫料入子﹐下模入子,夾板入子正面)不允許倒角外其他零件倒角0.3X45,並且在600#油石或1000#砂紙上推去碳化物,輕輕推就可2)把下料入子裝入相應主板,夾板松配,脫料板和下模板用13小銅棒輕敲可入,如果不能敲入退出檢查,決不可用力敲入.3)脫料板下料入子模仁衝子入口和成形衝子入口倒03~0.5左右倒角,夾板零件和模板的配合高度在-0.05~-0.02以內,脫料板下模板零件和模板的配合高度在-0.002~+0.000以內4)三塊主板和脫料墊板清洗干凈,不能有灰塵油漬現象.安裝好下料工站入子.定位銷合好.用0.01的墊片檢查模板平面度和模板與模板之間的間隙5)用下料衝子從夾板后面往刀口試配,檢查模板精度是否良好,以順配為準.配完后把衝子取出.2.安裝導柱,導套1)在安裝導柱前,先把導柱放在冰柜里冰柜溫度在0下10度左右,放4小時以上再拿出安裝.安裝導柱是過盈配合單邊-0.0075~0.01,以用25銅棒用力敲入為準.在敲導柱時脫料板要用墊塊墊平,防止模板變形,裝完把模板清乾凈.2)把背板和脫料板鎖好,用定位銷配合另外兩主板,用0.01的墊片檢查模板之間間隙3)安裝導套時,剪圓紙墊在導套孔內,拿厭氧膠配合導套灌膠, 灌膠時轉動導套讓膠水分布均勻,外面一端滾珠導套高出導套高4)灌好導套,用C形夾夾緊模板,在夾時不可刮發模板,讓膠乾后再拆板,膠乾以6小時以上為準5)安裝外導套時,所有模板清乾凈以定位銷配合在一起,用0.01的墊片檢查模板之間間隙,之后墊板和相應模板鎖好6)安裝外導柱時,用螺絲在下模座後端鎖住裝好滾珠導套鎖上上蓋, 安裝導套時,,拿厭氧膠配合導套灌膠, 灌膠時轉動導套讓膠水分布均勻,導套不可高出上模座7) 灌好導套,可用重物體壓緊模板,讓膠乾后再拆板,膠乾以6小時以上為準3.安裝模具零件,配模板1)安裝下模線割,研磨零件,落料成形入子用18小銅棒輕敲可入,不能用力敲擊,浮升零件需順滑.用有棱角的零件檢查安裝零件是否有高出模板或低於模板.安裝導料板,並且打上相應記號.2)安裝脫料板入子, 研磨零件, 落料和壓料入子用18小銅棒輕敲可入,用下料衝子和成形衝子配合相應的過孔,以手指輕壓可過為準. 用有棱角的零件檢查安裝零件是否有高出模板或低於模板3)安裝夾板入子,所有入子和衝子都需手可直接拿起為準,壓板處低於夾板0.05~0.02,壓板側面不能有貼到衝子的現象任何衝子都需要有細小的活動量為準4)安裝完零件,配合好定位銷孔對應夾板下模板鎖上上下墊板5)用裝好入子的脫料板和下模板用導柱配合,檢查相應的避位是否到位,用0.01的墊片檢查模板之間間隙6)配合好定位銷孔鎖好背脫板和脫料板,鎖好夾板鎖衝子用的壓塊,壓塊與衝子間留0.1左右間隙,檢查成形衝子的高度和基準高度是否一致.7)脫料板鎖好背脫板配合導柱導套檢查和夾板的壓板避位是否足夠,衝子通過是否順暢,用0.01的墊片檢查模板之間間隙8)下模板和下墊板,上墊板和夾板配合定位銷安裝在上下模座上,安裝定位銷時,先把螺絲帶好不要鎖緊,打上定位銷再鎖好螺絲.9)上模裝好等高套筒墊塊用螺絲鎖好,把強力彈簧放入上模座,鎖上上蓋板,在鎖蓋板時需對角鎖螺絲,慢慢對應鎖好10)放一條和料帶差不多寬厚的紙張在落料刀口處,合上鎖好的上模至下模上,拆鬆上蓋板用手把上模向下壓,檢查模板閉合度,用0.01的墊片檢查模板之間間隙11)分開上下模,檢查衝子與刀口間隙是否良好.鎖好上蓋板.用一節衝壓材料檢查導料板過料是否順暢4.試模1.在試模階段有什麼圖檔不清楚問題可查找paper檔確認尺寸或找模具設計檢查,如是設計失誤及時提出,建議修正.2.在試模階段如果是因為產口尺寸不良所做的任何移位, 都要和模具設計商量討論,都要有詳細的記錄,不得私自修改.。
模具组立知识

二.復合模組立
• 10.裝入上墊板
二.復合模組立
• 11.裝入上模座
二.復合模組立
• 12.裝入上墊腳,上托板
二.復合模組立
• 13.裝入下打板
二.復合模組立
• 14.裝入下墊腳,下托板;檢查墊腳是否堵住漏料 孔
三.成型模組立
• 1.外導柱,導套與上,下模座組立;外導柱,導 套與上,下模座須垂直
二.復合模組立
• 4.下模板組件與下模座組立;檢查漏料孔是 否順暢
二.復合模組立
• 5.上墊腳與上托板組立
二.復合模組立
• 6.內打板與內打背板組立
二.復合模組立
• 7.上模板與上夾板組立
二.復合模組立
• 8.上,下模合模;注意下模板四周放等高墊塊
二.復合模組立
• 9.上模板組件與內打板組件組立
• 4.下模板與下墊板.下模座組立;檢查漏料 孔是否順暢
一.沖孔模組立
• 5.上托板與上墊腳組立
一.沖孔模組立
• 6.上打板與上打背板組立
一.沖孔模組立
• 7上夾板與上打板,上打板背組立.
一.沖孔模組立
• 8.上,下模合模
一.沖孔模組立
• 9.裝入上墊板;注意墊廢料片,防止字模壓 線壓壞
一.沖孔模組立
• 10.裝入上模座
一.沖孔模組立
• 11.裝入上托板,上墊腳
一.沖孔模組立
• 12.下模板組件與下墊腳組件組立;檢查墊 腳是否堵住漏料孔
二.復合模組立
• 1.外導柱,導套與上,下模座組立;外導柱,導 套與上,下模座須垂直
二.復合模組立
• 2.下墊腳與下托板組立
二.復合模組立
• 3.下模板與下夾板組立;檢查漏料孔是否 對應
模具维修拆卸、组立作业指导书 (2)

模具维修拆卸、组立作业指导书拆卸作业1.依据模具大小选定合适之工作台,把工作台整理好后,将模具吊于桌面上(较大之二、三板模具应先在合模桌面上将动、定模分开后,再分别置于工作台上拆卸).2.先行确认模具外部应有之部件有无缺损,如:定位环、浇口套、隔热板、支撑柱等.3.将动、定模分开,确认模具应有之部件有无缺损,如: 涨塞、定位销、止动螺栓、螺栓拉杆、定距拉板、拉杆弹簧、点浇口等.4.依据维修单所反映之问题点,确认模具型修部位,以确定拆卸模具哪些模具部件.注意: 1).当该组模具仅需拆卸某一侧时,应将另一侧置于工作台的另一边,并使模具朝向无人操作侧,以防自己或他人在作业过程中不小心碰伤模面.2).当两侧均需拆卸时,也需同1〉操作,待一侧拆好后再拆另一侧.5.当动模侧有滑块时,应先将动模平放于桌面上,先行拆卸滑块.1).先行确认滑块上刻号标示是否明显,且无混淆之可能;否则先作好标示后再行拆卸.2).确认压块螺丝有无缺失、断掉,若有,则应在维修时一并处理.3).拆掉滑块限位螺丝,拿下滑块.A.拿下滑块时,应用双手拿稳滑块,用力适当;且勿用力过猛,以致将滑块掉落于地上,造成滑块损伤.B.拿取滑块过程中,同时确认滑块作动状况.当滑块取出困难时可借助于胶锤或红铜棒将其敲出,或将压块螺丝松掉后,再将其拿下;分析其原因,在维修时一并处理.C.确认滑块弹簧有无缺失,各作动面有未咬伤,将滑块成品面喷上绿色防锈膜,底部擦拭干凈后,并排于”一般模仁、滑块放置架”上或工件盒内,放置时应将成品面朝向木板或盒壁,以防碰伤滑块.D.若该组模具仅需处理滑块部分,可取消C动作.则:—拆开滑块时,注意滑块螺丝有无缺失、断掉及滑块、耐磨板后面有无垫片,并有记号标示.—确认滑块入子记号标示是否明显,防呆是否确实.—作好入子记号,将较松之入子取下,放于工件盒内;对精度要求较1高之入子,应作好防锈保护.E.若该组模具之动模其它部位也需处理,则D动作可放在后续处理.6.确认模仁记号标示是否明确,否则应重新刻号并将型腔号标示于模仁上;型腔号与模仁号应以不同的符号标示,如:模仁号用A、B表示;型腔号用1,2表示.7.确认模具有无斜梢或顶出入子,若有,应先用拆卸治具将回位梢拉起5~6mm.8.将动模固定板之锁付螺丝拆掉,拿掉动模固定板及间隔块,同时确认模具应有之部件有无缺失,:如微动开关、支撑柱、辅助导柱等.注意: 多数模板之间隔块、支撑柱是锁付是在固定板上的,拆模时若无特殊必要,不必将这些螺丝拆掉,以免增加不必要的麻烦.9.拆掉顶针板锁付螺丝,拿出下顶出板,确认顶针防呆是否确实,刻号是否明显(多向定位刻号于顶针固定面,若模具有斜梢或顶出入子,应先将推杆退掉,将斜梢或入子拿下放于工件盒内,再将拆卸治具松掉后,才可将顶出板拿掉〉.拉出上顶出板的同时,需确认顶针作动状况,若有不顺,必须找出原因,待维修时一并处理.10.确认模仁螺丝有无缺失,并将螺丝拆掉,以同型号较长之螺丝两支以手转至孔底锁付于模仁对角螺丝孔上(螺丝选用为锁付后,后端行程长于模框厚度5~10mm适之),用相应大小铜棒或钢锤敲出模仁.注意: 1)敲出过程中,应用一只手罩住模仁,并使力撑住模板,以防模板被敲倒,当有两块模仁时,宜先拿掉一穴模仁的螺丝,待该穴模仁敲出后,再拆另一穴;当模仁较大时,应两人协同操作.2)敲出过程中,应随时注意较大或较松之入子可能会退后,以致跌落于模板上,摔坏入子.11.确认模具有无油封,且有无老化或破损;若有油封,应将其拿下,放于配件盒内,以防丢失.12.确认模仁入子刻号是否明显 (细小、扁平入子刻于侧面,芯子多向定位刻于固定面上;规定所有入子、芯子均需刻号),沉头方位防呆是否确实,并将较松之入子拿下,放于同一工件盒内,将不需急需处理之入子作防锈保护.13.母模拆卸步骤同公模仁.14. 拆卸完毕,将治工具放回原位,模板摆放整齐或组立起来放于”模板放置架”上将工作台整理干凈.注意:—拆卸过程中拿下的螺丝、小拉杆、弹簧等非成形配件应放在同一配件盒 内,以免遗失或组装时漏装.—拿下之各入子也应放在同一工件盒内,且不可堆积,以防碰伤入子;但需注意各模仁入子与滑块入子刻号不可重复.—有外观要求的模仁、滑块及入子应放在柜子里或连同一工件盒一起放于柜内并作好防锈保护.组立作业(新规适用)1. 依据“模具维修申请单”及“模具组立确认书” →(新规适用)所列之异常逐一确认模具型修个所均已处理OK 〈除因模具纳期关系经组内主管同意暂作保留之所〉并经组内主管逐一确认后,方可开始组立,组立前应对各部件进行保养.2. 依据记号将模仁入子逐一装入模仁(装入前应确认模仁、入子、芯子沉头处配合内角需有轻微避空倒角),并比对部品及图面有无装错.(入子装入后,沉头实装高度凹于模仁底0.01~0.02(特殊要求依实际状况确认);另模仁底面槽穴开口及顶针、作动入子孔处倒角需完善)→小组主管确认.3. 装好模仁、装上油封.a 装上油封必须是OK 的〈有0.7mm 左右之预压量,无缺口,外径小于油封槽外径1mm 左右,内径大于油封槽内径1mm 左右〉,否则会造成模具漏油;装上油封时应在油封上抹上粘性黄油,以防装模时油封掉落.b 模仁组装前小组主管需先确认各模板槽底部各孔穴处倒角是否完善,对模板有肿起先行处理(由小组主管确认).组立过程中当模仁都比较紧时,应尽量将模板平放来装模;当模板需直立装时,需注意油封掉落及入子退后的※ 以上过程中,若发现模具应有之配件缺失、损坏、老化、断掉或作动件不顺的现象,应在此时作以汇整,将信息知会组内主管或技术担当; 维修事务或技术担当应及时查实责任归属并作出处置。
第七部分:模具组立流程

编 号10--12编 制刘小飞页 次7-2-2-1第二章第一节岗位名称经 理所属部门组立部岗位编号1直属上级分厂厂长3.工作经验:具有三年以上本岗位或相关岗位工作经验。
4.工作技能:1)简单操作CAD、UG等相关绘图软件。
2)掌握设计相关技能知识。
3)具备政策执行能力、团队协作能力、并有出众的领导才能。
14. 严纪律人,严格遵守公司规章制度,早上,中午准时带领员工上岗。
时刻维持良好的工作氛围 2. 培训经历:具有相关技能培训经历,并接受过本公司各项规章制度等方面的培训。
9. 负责组织员工工作流程、工作技能及工作安全培训。
(培训每周一次) 10. 负责各种安全操作规程的落实。
11. 负责及时通知项目经理去激光割。
12. 现场的“6S”管理。
身先士卒,率先示范,整理整顿责任区域。
包括丢在地方的一张图纸。
2. 办公室配有办公设备。
13. 组长不在岗时。
时刻准备着带领其组员做任何一组长的工作。
4)有较强的人际沟通及各部门间协调能力。
三、 工作环境 1. 模具现场。
5. 每月10号前提供本部门的绩效考核交前台及模具承包奖金交厂长。
6. 每周提供一次工作完成情况的报表递交分厂厂长。
7. 每周参加一次分厂经理会、一次公司培训课、一次分厂组织的项目会。
8. 负责本部门员工的转正审核、工资异动审核。
二、任职资格1. 教育背景:对口或相近专业大专及以上学历。
一、工作职责1. 组织召开晨会、布置当天任务、宣布政令、强调安全生产。
2. 根据项目时间节点合理安排试模机床,与外协或相关部门讨论冲床的使用。
3. 根据项目时间节点合理调配人力资源及本部门员工的加班、调休的审批。
4. 负责调配组与组间的修模工具的合理调配。
第七部分 模具组立流程第二章 组立部员工岗位说明书第一节 现场组立经理岗位说明书编 号10--12编 制刘小飞页 次7-2-2-2第二章第二节岗位名称现场工程师所属部门组立部岗位编号1直属上级组立部经理第二节 现场工程师岗位说明书4. 积极配合主管做好本部门的技术培训工作。
0042.模具装配组立规范标准A0

1.0目的:推行作业标准化,提高模具装配组立效率,实现模具制作快速作业。
2.0适用范围长安誉铭模具课3.0内容3.1. 装配前的准备:3.1.1 装配师傅在装配前首先必须研究并熟悉装配图上的技术要求,了解模具结构和零件的作用以及相互联接的关系,确认装配方法和程序,确认模具装配工艺规程。
3.1.2 模具装配前标准零件的准备a.装配师傅根据每套模具的“材料明细表/订购单”并结合装配图上实际数到仓库领取标准件,如:螺丝、胶圈、运水堵头、弹簧,并集中放好待用。
b.装配师傅根据装配图和所有零件图检查是否有未出图纸之“誉铭标准件”如:压板、压块、唧咀、拉杆、拉板、介子、垃圾钉,如有须按装配图尺寸由仓库领出;有些标准件须二次加工的须自画草图加工,如:唧咀、撑头等。
3.1.3 新模加工零件的准备:a.工模PMC人员将检验合格之零件交给装配人员,由装配人员确认并统一存放于工件架,并贴上标识待用。
b.装配人员依照零件图纸检验零件,若有错误或未加工完整,立即反馈给PMC或上级,由PMC紧急安排生产。
3.1.4 装配师傅在装配前必须先把装配时需使用的工具,如:六角匙、胶锤、加力杆、风动起子、布碎、洗模水、风枪、润滑油等准备好,以免装配时到处找工具浪费时间。
3.2. 模具装配:当装配师傅确认模具所有标准件及加工零件已齐全时,可以按照模具装配图进行模具装配组立作业。
3.2.1前模部分的装配前内模的清洗,将前内模用洗模水清洗干净,确认镶件孔内无杂质,锈渍或其它赃物,线割痕用较幼之油石修平滑,型腔表面如果是高光洁度的表面则需用幼滑纸巾加火水轻轻抹去表面油污及赃物,不可用力,不可重复用一页纸抹模,可多用一些纸,免致弄花模面,清洁后需再用酒精或洗模水擦光滑,切勿用手抹擦。
3.2.2.前模镶件的清洗:用煤油或洗模水洗干净表面油污及脏物,用油石修好毛刺,但应注意不要损伤零件表面精度和粗糙度。
3.2.3.前模小镶件的装配:装配小镶件时一定要按照装配图看清字唛及方向,用手轻压或用小胶锤轻敲进去,必要时可适当加一层润滑油,切不用大力敲或用比工件硬度高的东西敲打,以免损坏镶件,镶件装好后要检查挂台是否平整,无凸出,螺丝是否锁紧,杯头有无凸出。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
模具組立標準
一﹒組立流程簡介
待組立模具圖面的清點和整理→模板确認清點→零件确認清點→
模板倒角拋光→零件倒角刻字分類→下模板組立→背板組立→
上模板組立→分站合模→上下模合模→切紙合模→裝置上下模彈簧→最后點檢二﹒組立工具
1﹒“T”型扳手一套
2﹒“L”型扳手一套附套簡
3﹐8mm,10mm扭力扳手各一把
4﹒厚薄規一把
5﹐鑽石銼刀一把
6﹒鐵工銼刀一把
7﹒气動研輪筆一支﹐附氧化鋁研輪筆頭﹐海綿砂輪筆頭各一組
8﹒大小銅棒各一支
9﹒3﹐4頂針各一支﹐窄頂杆和一支
10﹒牛油一筒
11﹒剪刀一把
12﹒小膠盤三個﹐雙面膠﹐白色膠紙﹐透明膠各一卷
13﹒奇异筆一支
14﹒5um,0.01mm,0.08mm,0.10mm矽銅片
15﹒630#潤滑油
16﹒WD-40防鏽油一瓶
17﹒面巾紙一卷
18﹒1500ML工業酒精﹐500ML煤油
19﹒電子游標卡尺一把
20﹒垂直規淮一個
21﹒45mm高度等高塊兩個
22﹒800#砂紙﹐1500#砂紙各10張
23﹒干淨碎布
24﹒2000#﹐5000#﹐8000#﹐12000#鑽石膏各少許﹐拋光液少許
25﹒竹筷﹐牙勾各一把
26﹒纖油石﹐白色油石各一塊
27﹒布輪一個﹐美工刀一把
28﹒字符一組
29﹒消磁器及附屬穩壓器一組
三﹒圖面清點
圖面清點依上﹑下模順序按模具圖面明細表進行清點﹐對此缺少的圖面可依程序向資料中心申請補充﹒圖面中的Layout Assiy Maintsnant Layout是組立時為常用的圖面﹐也是組模的依据﹒確認組模所需的下模﹐剝料板和上模的標准件的規格及數量﹒
四﹒新模板檢查
1﹒模板采用板壘板的方式依UP.UB.PH.PPS.PS.DIE.LB.LP序配對﹐檢查孔与孔﹐框口与框口的對應位置有無錯誤﹒
2﹒螺紋孔實配﹐實配時將螺釘擰到底﹐檢查螺紋孔是否完全攻絲﹒
3﹒檢查下模座﹐刀口固定板﹐背板落料孔﹐保養孔是否對正﹐有無漏加工或加工有誤﹒
4﹒檢查上模座﹐衝子固定板背板﹐衝子固定板﹐剝料背板的吊螺絲的外套與配合孔是否對正﹐有無錯位﹐套筒是否与配合孔能順利插入和拔出﹒
5﹒對上模座的衝子固定板背板衝子固定板的側沖斜梢孔﹐用斜梢試插﹐正常情況應能順利插進拔出沒有干涉﹒
6﹒將下模﹑夾板及剝料板進行實配﹐夾板与剝料板配合是否良好﹐正常情況剝料板与下模板應無干涉﹐有合理的間隙﹒
7﹒對照圖面看模板是否有漏加或錯加工﹒
8﹒模仁P﹐S﹐D類配﹐看模板框口加工是否漏加工﹐錯加工﹒
9﹒對檢查中出現的加工造成的品質异常﹐填寫品質异常聯絡單﹔退庫處理﹒
注; UP--- 上模座UB--- 上墊板PH--- 上夾板
PPS-- 脫背版PS--- 脫料版DIE-- 下模板
LB--- 下墊板LP--- 下模座
五﹒模板﹐倒角﹐拋光﹐去磁﹐清洗
1﹒對模板四周的棱角用紅色氧化鋁砂輪﹐倒角R2﹒5﹐去掉毛刺﹐防止組立時模板刮傷手﹒
2﹒模板的螺紋孔不用倒角﹐對模板的圖形定位孔﹐配合孔可用海綿砂輸倒角R0﹒5﹐但倒角時切忌划傷孔的內表面及模板工作面﹐以免損傷精度﹒
3﹒模板的模仁安裝的框口不能用砂輪筆倒角而要用鑽石銼刀倒角﹐對剝料板﹐剝料板背板﹐刀口固定板框口應清角的地方﹐可用鑽石三角挫刀輕輕將四周的90。
角清除殘留的鐵屑以利于安裝﹐防止安裝時敲崩模仁或損傷框口﹐保證組立精度﹒
4﹒將模仁倒角好以后﹐置于鉗工桌干淨碎布上﹐先用800#砂紙進行拋光﹐如果模板生鏽可用纖維油石加WD-40將跡磨掉﹐然后用1500#砂輪紙進行拋光﹐拋光時用力要均勻﹐方向要与模板平面的紋路方向一致﹒拋光至鏡面后再酒清清洗﹐然后用消磁器去磁﹒
六﹒零件的倒角﹐刻字﹐拋光
1﹒對衝子﹐成形入子﹐刀口﹐鑲件的非工作部分用氮動砂輸倒角或鑽石銼刀倒角﹒
2﹒倒角時不能傷及工作面及刀口﹒
3﹒衝子倒角及壓板的固定為槽界﹐不是衝裁刀口的部需倒角﹒
4﹒對成型入子的倒角方法是﹕成型工作面外入夾板接触面均需倒角﹒
5﹐對刀口的倒角方法是﹕根据刀口的落料斜度判定﹐刀口的上部孔徑小于底部孔徑﹐從而將孔徑大的那一面即非工作面進行倒角﹐外框可倒角﹐內孔不可倒角﹒
6﹒對鑲件的倒角方法是﹕除了對鑲件与接触的棱角倒角外﹐還應對鑲件內部要与衝子配合的接口用油石將棱角刮平滑﹐使衝子能順利插入﹒
7﹒對成型入子等成型零件要用鑽石膏進行拋光﹐以免試模壓傷成品或表面粗糙度太大﹒
8﹒對凸點下模入子要用油石將其棱角刮的圓滑一點﹐以免試模凸點易崩﹒
9﹒將倒角拋光的零件刻上料號﹐件號﹐版別﹐依各料號的p,s,d順序先用白色膠紙保護好刀口﹐再用雙面膠按序粘置于膠盤中待用﹒
七﹒組立
(一).先從模具的整体框架大的方向進行裝配
1.組立時先將与本模具相關的導套,導柱按標准件間隙裝配到下模板,脫板,夾板上.
2.按坐標基准合并夾板,脫板,下模板使其脫板,下模板重壘后能順暢在裝有導柱的夾板上滑動
(注意:不能有間隙過大導致任何一塊模板有晃動現象)
(二).把各個相關零件歸位,按圖面要求進行全方面的裝配組立.
1.將研配好的下模零件按圖面要求裝入下模板,并刻上標號以便日后型修拆裝.(注意:零件的
防呆方向)
2.脫板的裝配.(注意:導正釘及相關入塊的挂台是否与模面水平;不可高於模面.脫背板的逃孔
是否偏位或過小.)最后刻上標號,固定脫料板.
3.將裝好的下模板,脫板与只裝有導柱的夾板合并,達到順暢滑動,閉死.
插入上夾板上的沖頭,使每根沖頭都能滑動,(注意:不能有間隙過大晃動.)最后,使裝有零件的夾板,脫板,下模板都能順暢滑動.
(三)..固定應為一体的零件
1.下模板的固定:
1).用油石,淨布推平驅除表面的鐵屑髒物;
2).按基准順序先放下墊板,再放下模板,固定在下模座上.(注意:先裝螺絲不要固死,帶上即
可.再固定銷釘.銷釘固定後在鎖上螺絲)
2.上模的固定
1).先用壓板把夾板上的沖頭固定在夾板上(注意:不要固死,帶上即可.等上模板和上模座固
定好再鎖衝頭壓版)
2).把固定好的脫板与固定好的夾板合并,達到順滑.
3).用等高套將脫板与夾板對角連接,以便合模搬動時不會脫開,确保安全.
4).將上模連接好的夾板,脫料板与下模板合并達到順滑閉死狀態.
5).清洁好上墊板,上模座按基准順序固定上模(注意:螺絲要對角固定,不要一下固定死,要一
邊滑動上模与下模一邊固定,直到固死,保証上模与下模能順暢滑動.)
6).打開上模將夾板上的沖頭固死,然后用等高套連接脫板,裝入上下模的所有彈簧.
7).安裝誤送裝置開關.
八.最后點檢
總栓時﹐确認模具的限位柱﹐上下模彈簧﹐傳力梢﹐鎖模螺絲﹐全部裝好﹒刀口落料口位置是否對正﹐無誤后方可架模﹒。