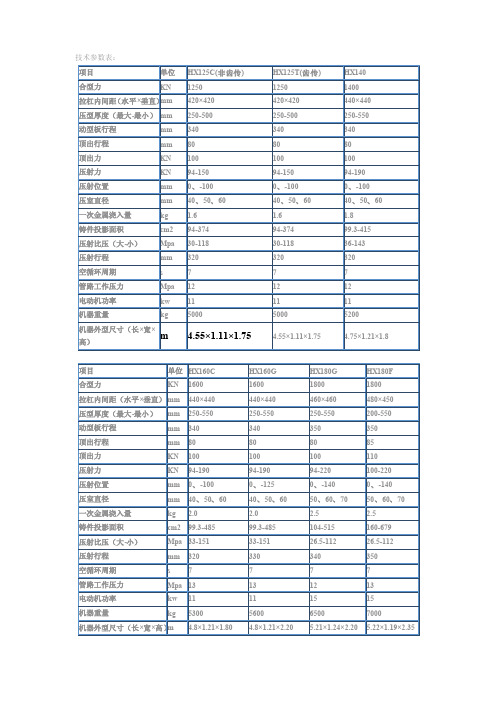
上海三基冷室压铸机主要技术参数表
压铸机技术参数表
空循环周期
s7
管路工作压力 电动机功率
Mpa 13 kw 11
机器重量
kg 5300
机器外型尺寸(长×宽×高)m 4.8×1.21×1.80
HX160G 1600 440×440 250-550 340 80 100 94-190 0、 -125 40、 50、 60 2.0 99.3-485 33-151 330 7 13 11 5600 4.8×1.21×2.20
6
10
285-1475`
518-2333
33.9-130
30-135.4
570
710
12
13
14
14
30
37
20000
30000
7.35×1.85×3.15 8.48×1.96×3.3
项目
单位
合型力
KN
拉杠内间距(水平×垂直) mm
压型厚度(最大-最小) mm
动型板行程
mm
顶出行程
mm
顶出力
KN
压射力
KN
压射位置
mm
压室直径
mm
一次金属浇入量
kg
铸件投影面积
cm2
压射比压(大 -小)
Mpa
压射行程
mm
空循环周期
s
管路工作压力
Mpa
电动机功率
kw
机器重量
kg
机器外型尺寸(长 ×宽 ×高) m
HX800
HX900
HX1300
HX1600
8000
9000
13000
16000
810×810
910×910
Mpa
压射行程
冷室压铸机的工艺参数
密度小,压射比压、增压比压均选小些。 ④比强度:要求比强度大,增压比压高些。
一、 主要工艺参数的设定技能
3)浇注系统决定压力参数的设定 ①浇道阻力: 浇道阻力大,主要是由于浇
道长、转向多,在同样截面积下、内浇 口厚度小产生的,增压比压应选择大些。 ②浇道散热速度:散热速度快,压射比压 高些;散热速度慢,压射比压低些。
冷室压铸机的工艺参数
压铸生产中机器工艺参数的 设定和调节直接影响产品的质 量。一个参数可能造成产品的 多个缺陷,而同一产品的同一 缺陷有可能与多个参数有关, 要求在试压铸生产中要仔细分 析工艺参数的变化对铸件成形 的影响。压铸生产厂家通常由 专人设定和调节机器参数。
一、 主要工艺参数的设定技能
DCC280卧式冷室压铸机设定的内容 及方法如下: (1)射料时间:射料时间大小与铸件壁厚 成正比,对于铸件质量较大、压射一速 速度较慢且所需时间较长时,射料时间 可适当加大,一般在2S以上。射料二速 冲头运动的时间等于填充时间。
2.主要工艺参数的调节技能
(10)射料回锤速度调节 射料回锤运动的速度由射料可调换向阀右 侧控制,调节其螺杆可改变回锤运动速度: 顺时针旋转螺杆,速度减小;逆时针旋转螺 杆,速度增大,如图所示。
2.主要工艺参数的调节技能
(11)一速、二速运动行程的调节 一速、二速运动行程的长短由二速感应开关的 位置决定,两段行程的长短影响铸件的成形质 量,例如欠铸、飞边、气泡等,一般在试压铸 生产中根据产品质量作调节,如图所示。
2.主要工艺参数的调节技能
(4)射料二速工作压力的调节 射料二速工作压力由控制二速压力的调 节螺钉调节,用手旋转减压阀上的调节 螺钉可调节压力大小,其压力示值从射 料二速压力表中读出,此压力即为二速 射料运动中的射料压力。DCC400卧式冷 室压铸机具体调节步骤如下:
5-冷室压铸机参数和参数调校
5-冷室压铸机参数和参数调校冷室压铸机的参数调校第一节机器的参数调校一、初步设定各时间参数:(DCC280)1、储能时间:二速或增压完成后,系统对储能器进行压力补偿的时间。
一般在2S左右,在设定时操作机器作自动循环运动,观察储能时间结束时,压力是否能达到设定值,在能达到设定压力值的前提下尽量减短储能时间。
2、锤头润滑:回锤后,对锤头进行润滑的次数。
根据黄油泵出油的情况:出油多,次数可设少一些;出油少次数可设多一些。
3、次数:设定锤头回锤的次数。
根据黄油泵出油的情况和锤头运动的状态确定,一般设一次。
4、顶出延时:开模终止到顶针顶出前之间的时间。
在产品冷却条件较好的情况下,一般开模后延时0.1S即可,主要是减少冲击,在产品冷却条件较差的情况下(考虑产品在开模后冷却),一般可以适当延长,以保证铸件被顶出时不变形为宜。
5、顶回延时:顶针顶出到位到顶针顶回开始之间的时间。
在保证能顺利地取出铸件的前提下尽量减短顶回延时时间,一般在0.5S以上。
6、顶针次数:每个自动循环周期顶针顶出的次数。
根据模具及铸件脱模情况来设定顶针次数,一般设定一次。
7、射料时间:从射料动作开始到锤头开始回位之间的时间(即下射料钮开始计时)。
射料时间大小与铸件壁厚、薄成正比,对于铸件质量较大、压射一速速度较慢且所需时间较长时,射料时间可适当加大,以保证二速或增压能完成。
8、开模时间:射料时间结束开始计时到开模开始动作之间的时间(即冷却时间)。
开模时间一般在3S以上。
压铸件较厚比较薄的开模时间较之要长,结构复杂的模具比结构简单的模具开模时间较之要长。
调节开始时可以略为长一点时间,然后适当缩短。
二、初步设定各压力参数:(DCC280)1、总压:调节储能、起压,抽芯时系统的压力。
一般是总压设在90-99之间,在保证压铸机正常压铸的条件下,尽量设定低些,以延长机械使用寿命,降低能耗。
2、顶针压力拨码:设定顶针动作时,顶针油路的压力。
顶针压力一般设定在30-50之间,能顺利顶出产品即为合适。
压铸机基本参数教案(精)

职业教育材料成型与控制技术专业教学资源库《铝合金铸件铸造技术》课程教案压力铸造—压铸机基本参数制作人:刘洋陕西工业职业技术学院压力铸造—压铸机基本参数一、压铸型(模)厚度压铸型(模)厚度是压铸型(模)合紧时的厚度,即压铸型合紧时压铸机动型座板与定型座板之间的距离,用H表示。
由于调型(模)机构的作用,H大小可以在一定范围内调整,卧式冷室压铸机用“模薄(H min)”、“模厚(H max)”表示H的最小和最大值,如图1所示。
图1 压铸模具厚度范围二、动型座板行程动型座板行程是动型座板的最大移动距离,如图2所示。
动型座板行程实际上就是压铸机开型(模)后型(模)具分型面之间的最大距离,用L 表示。
在设计时,开型(模)行程应满足下列条件:L≥L取式中L取—开型(模)后分型面之间能取出铸件的最小距离(mm)。
图2 开合模行程示意图三、大杠之间的内尺寸压铸机大杠(又称哥林柱)间在水平和垂直方向的内尺寸(又称哥林柱内距),如图所示。
压铸型(模)在装入型面空间内时,一般要求压铸型(模)的长或宽尺寸应小于相应大杠之间的内尺寸如图3所示。
大杠之间的内尺寸用(水平×垂直)(mm)表示。
图3大杆之间的内尺寸四、大杠直径大杠直径表明大杠的粗细,大杠的直径可能影响大杠的刚性,关心大杠直径主要是考虑机器的结构稳固性,尤其是开合模机构,单位为mm。
五、顶出力压铸机顶出铸件时,推杆板受到顶出机构所施加的静压力。
顶出运动是通过顶出液压缸内液压油的压力推动活塞,再由活塞杆传递给推杆板来实现。
顶出力理论计算公式为:F顶=πD12P1/4式中P1--顶出液压缸工作液的压力(MPa);D1--顶出液压缸内径(mm);F顶--顶出力(N)。
六、顶出行程顶出行程是顶出机构可以将压铸件顶出的最大距离。
液压顶出时与顶出液压缸本身行程有关,机械式顶出与后推杆长度有关。
顶出机构应该保证将压铸件从型腔中顶出一定距离,使其与压铸模具脱离,方便取出,用S 表示,单位为mm。
压铸工艺参数记录表

压铸工艺参数记录表
编号:QR-7.5-03 序号:
模具号: 合金牌号: 产间/s
余料饼厚/mm
模具冷却
(有、无)
合金温度/℃
压射表压/MPa
压射速度
慢压射行程/mm
产品数量
控制表
监测表
慢压射
二级压射
成品/件
自检废品/件
自检废品率/%
压铸工艺参数记录表
编号:QR-7.5-03 序号:
模具号: 合金牌号: 产品代号: 201 年
月日
操作者
设备型号
留模时间/s
余料饼厚/mm
模具冷却
(有、无)
合金温度/℃
压射表压/MPa
压射速度
慢压射行程/mm
产品数量
控制表
监测表
慢压射
二级压射
成品/件
自检废品/件
自检废品率/%
(完整word版)压铸机工艺参数

•压铸工艺参数分析(一)••为了便于分析压铸工艺参数,下面示出如图5—1和图5-2所示的卧式冷室压铸机压射过程图以及压射曲线图.压射过程按三个阶段进行分析。
第一阶段(图5—1b):由0 —Ⅰ和Ⅰ—Ⅱ两段组成.0 -Ⅰ段是压射冲头以低速运动,封住浇料口,推动金属液在压射室内平稳上升,使压射室内空气慢慢排出,并防止金属液从浇口溅出;Ⅰ-Ⅱ段是压射冲头以较快的速度运动,使金属液充满压射室前端并堆聚在内浇口前沿。
第二阶段(图5-1c):Ⅱ-Ⅲ段,压射冲头快速运动阶段,使金属液充满整个型腔与浇注系统。
第三阶段(图5-1d):Ⅲ-Ⅳ段,压射冲头终压阶段,压射冲头运动基本停止,速度逐渐降为0。
a)图5-1 卧式冷室压铸机压射过程图图5—2 卧式冷室压铸机压射曲线图s-—冲头位移曲线P0—-压力曲线v--速度曲线1、压力参数(1)压射力压射冲头在0—Ⅰ段,压射力是为了克服压射室与压射冲头和液压缸与活塞之间的摩擦阻力;Ⅰ—Ⅱ段,压射力上升,产生第一个压力峰,足以能达到突破内浇口阻力为止;Ⅱ-Ⅲ段,压射力继续上升,产生第二个压力峰;Ⅲ—Ⅳ段,压射力作用于正在凝固的金属液上,使之压实,此阶段有增压机构才能实现,此阶段压射力也叫增压压射力。
(2)比压比压可分为压射比压和增压比压。
在压射运动过程中0—Ⅲ段,压射室内金属液单位面积上所受的压射力称为压射比压;在Ⅲ—Ⅳ段,压射室内金属液单位面积上所受的增压压射力称为增压比压。
比压是确保铸件质量的重要参数之一,推荐选用的增压比压如表5-1所示。
表5-1 增压比压选用值(单位:MPa)(3)胀型力压铸过程中,充填型腔的金属液将压射活塞的比压传递至型(模)具型腔壁面上的力称为胀型力。
主胀型力的大小等于铸件在分型面上的投影面积(多腔模则为各腔投影面积之和),浇注系统、溢流、排气系统的面积(一般取总面积的30%)乘以比压,其计算公式如下F主=APb/10式中F主—主胀型力(KN);A—铸件在分型面上的投影面积(cm2);Pb—压射比压(MPa)。
冷室压铸机T主要技术参数表

顶出力
顶出行程
MPa
kN
kN
mm
mm
mm
mm
kg
kfg/cm2
cm2
cm2
kN
mm
140
200
615
600
250
0-250
70、80、90
4.25、5.8、7.3
1587/1215/960
395、515、655
1580
310
150
Electrical System电器部分
Motor For Hydraulic Pump电机
KW
15
Others其它
Oil Tank Capacity
Dimension Of Machne
(including auto lading)
Weight Of Machine
(including auto ladling device)
油箱容量
机身尺寸(连机械手)
40、50、55
0.7、0.9、1.2
1295/889/776
90、120、140
360
88
85
Electrical System电器部分
Motor For Hydraulic Pump油泵电机
HP/KW
20/15
Others其它
Oil Tank Capacity
Dimension Of Machne
(including auto lading)
Weight Of Machine
(including auto ladling device)
油箱容量
机身尺寸(连机械手)
冷室压铸机介绍
一、冷室压铸机简介该冷室压铸机为我公司系列产品之一,属冷室压铸机,其主要参数与性能符合有关标准的规定。
本压铸机,由柱架、机架、打料、液压、电器、润滑系统等部件组成,可压铸铝、锌、铜等有色金属合金产品,金属液在高压作用下,以较高的速度压入高精度的型腔内,在压力下快速凝固,获得优质铸件。
高压和高速是本机压铸的特点,金属液在一定的压力作用下凝固成铸件的过程中,压射比压,填充时间,压射速度和增压时间等性能指标,都可以通过电脑系统而得到稳定和可靠的调整,以达到满意的生产效果。
本厂冷室压铸机已形成系列化,用途广泛,适用于汽车工业、电子仪器工业、玩具工业、家庭用具和计算机等高科技工业。
第二章重点提示事项一、液压系统选用的液压油或防火液必须是下列牌号中的一种,并要绝对保证其清洁度。
N46#或N68#抗磨液压油注意:要绝对保证液压油的清洁二、必须定期(三个)检查及随时调整机架导轨面的水平,并保证水平度(纵,横)在0.2mm/m以内。
三、集中润滑泵的润滑油必须选用下列牌号中的一种,并保证润滑油的清洁,以保证各润滑点的润滑。
20#或30#润滑油(机油)注意:保证润滑油的清洁,以保证各润滑点的润滑。
四、在快速(二速)状态下,严禁打空锤。
五、每个黄油咀处必须选用二硫化钼锂基脂注射润滑,并保证清洁及注射用量。
六、氮气瓶必须充氮气,氮气瓶箍严禁拆除。
七、严禁拆除安全门及安全保护装置。
八、严禁私自拆除或更换油路系统的零配件。
不遵守上述之提示而产生的后果,本机制造商不承担保修责任及安全事责任。
三、安全事项一、防止电击整机必须接地良好。
严禁简化安全保护装置。
选择合适的电源线截面积,不得过电流。
经常检查电线的外壳是否损坏或破裂,如果导线破损,必须立即更换接通电源之前,所有的电箱及接线盒必须闭合。
开机后禁止接触电器零件。
二、防止烧伤穿防护服装,防护服应罩住身体的所有裸露部份,并应能防止火花及铁渣进入人体。
按下燃烧机起动按钮时,严禁燃烧机喷火咀朝向自身或他人.避免有油、水的合金进入熔炉。
冷室压铸机技术教程(力劲版)

***冷室压铸机技术教程(力劲版)第一章卧式冷室压铸机的构成与工作原理压力铸造(简称压铸)是将熔化的金属,在高压作用下,以高速填充至型(模)具型腔内,并使金属在此压力下凝固而形成铸件的一种方法。
高压、高速是压铸法与其他铸造方法的根本区别,也是最重要的特点。
压力铸造是所有铸造方法中生产速度最快的一种方法,填充初始速度在0.5~70m/s 范围,生产效率高。
用压铸机能压铸出从简单到相当复杂的各种铸件,压铸件重量可从几克到几十千克不等,并能实现压铸生产的机械化和自动化,压铸产品广泛应用于汽车、航空航天、电讯器材、医疗器械、电气仪表、日用五金等,如图1-1所示为压力铸造工程示意图。
图1-1压力铸造工程示意图压铸机分为热室压铸机和冷室压铸机两大类。
热室压铸机与坩埚连成一体,其压室浸于金属熔液中,压射部件安装在熔炉坩埚的上面;冷室压铸机的压室与坩埚是分开的,压铸时,从熔炉的坩埚或保温炉中取出液体金属浇入压室后进行压铸,冷室压铸机适应于压铸各种有色合金和黑色金属。
用压铸机压铸具有如下工作特点:1)操作工序简单,生产效率高,容易实现自动化。
2)压铸可以代替部分装配,且原材料消耗少,能节省装配工时。
3)卧式冷室压铸机一般设有偏心和中心两种浇注位置,可供压铸型(模)设计时选用。
4)金属液在浇道中流动时转折少,有利于发挥增压的作用,提高压铸件质量。
5)压铸件力学性能好,以铝合金、镁合金为例(见表1-1)说明。
6)互换性好,便于维修。
7)压铸产品轮廓清晰,压铸薄壁、复杂零件以及花纹、图案、文字等,能获得很高的清晰度。
8)压铸设备投资高,一般不宜于小批量生产。
表1-1铝合金、镁合金不同铸造方法力学性能注:①W Cu 、W Al 分别表示Cu 、Al 的质量分数。
如图1-2所示为全自动镁合金卧式冷室压铸机在压铸生产时其设备配备图,其中压铸机是压铸生产的主导设备,其他各设备也都起着不可缺少的作用图1-2是力劲机械厂有限公司生产的全自动化镁合金卧式冷室压铸机压铸生产时其设备配备图图1-2压力生产设备图1--定量输送泵2--压铸机3--型(模)具加热器4--喷涂装置5--取件机械手6--熔化炉7--预热炉8--边角料传送带9--压边机10--压铸件传送带11--废品传送带第一节卧式冷室压铸机压铸原理如图1-3所示,压铸型(模)合型(模)后,金属液3浇入压室2中,压射冲头1向前推进,将金属液经浇道7压入型腔6中,冷却凝固成型。
冷室压铸机参数含义
冷室压铸机参数含义•储能时间:自动锁模终止和回锤终止后,高压油对储能器进行压力补偿的时间•锤头润滑时间:经过设定的自动循环次数后,打油的次数•锤头润滑次数:经过设定的自动循环次数,开始锤头润滑•顶出延时:开模终止到顶针顶出的时间•顶回延时:顶针顶出到位后到顶针顶回开始的时间•顶针次数:每个自动循环周期顶针顶出的次数(一般设定一次)•射料时间:从射料动作开始至结束的时间(含射料时间和保压时间)•开模时间:射料时间结束开始计时到开模动作开始的时间(即工件冷却时间)•总压:调节储能、起压、抽芯时高压系统的压力•顶针压力拨码:调节顶针动作时高压油路的压力•开模压力拨码:调节开模动作时高压油路的压力•锁模压力拨码:调节锁模动作时高压油路的压力•低压压力拨码:调节低压锁模动作时高压油路的压力•计数器:统计自动循环周期次数•调模压力拨码:调节调模动作时高压油路的压力(拨码超过70不起控制作用)•增压选择:在自动循环周期中是否增压动作程序•抽芯选择:选择抽芯动作时才有抽芯动作程序(分锁模前、锁模后抽芯)•射锤选择:不选择时—锤头射料结束,射料时间到即回位。
选择时—在自动射料结束待开模时,锤头继续向前至离开射料终止吉制,顶针顶回到位后锤头方可回锤。
•回锤终止:锤头回位时感应此吉制后停止回锤动作•一快射料:自动压射时脱开此感应吉制后,锤头一快速度向前(也用于跟出)•二快射料:自动压射时脱开此感应吉制后,锤头快速向前使铸件成型•射料终止:压射时脱开此感应吉制后,停止锤头向前动作•慢压射:压射开始的速度,使合金料进入内浇口,保证合金料在入料筒内不翻滚、涌浪•开模快转慢:常速开模时感应此吉制后变为慢速开模•开模终止:开模过程中感应此吉制后停止开模动作•锁模低压:锁模过程中脱开此吉制后转为低压锁模•锁模高压:锁模过程中脱开此吉制后转为高压锁模•锁模终止:锁模过程中脱开此吉制后停止锁模动作•锁模确认:锁模至机铰伸直后,压下吉制后才有压射动作,起双重保护作用•机铰润滑:机铰润滑油泵打油进入机铰各个润滑点;锁开模动作约30次后自动润滑一次,润滑时间约为30.0s,18.0s达不到设定压力时自动报警。
压铸机基础知识.docx
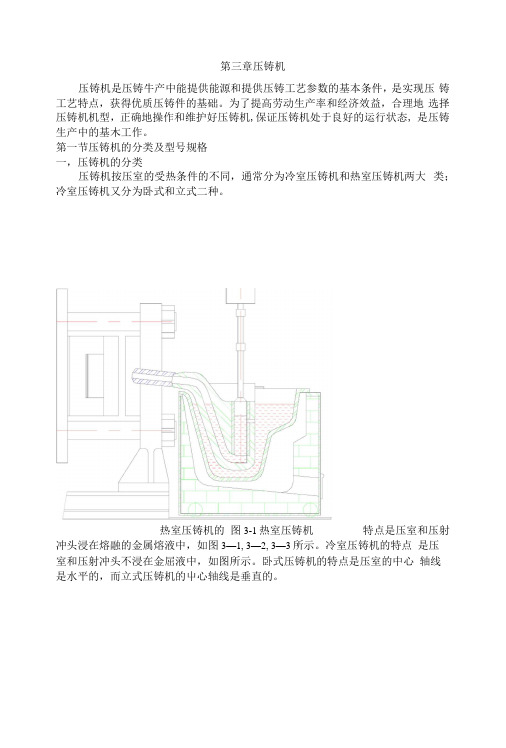
第三章压铸机压铸机是压铸牛产中能提供能源和提供压铸工艺参数的基本条件,是实现压铸工艺特点,获得优质压铸件的基础。
为了提高劳动生产率和经济效益,合理地选择压铸机机型,正确地操作和维护好压铸机,保证压铸机处于良好的运行状态, 是压铸生产中的基木工作。
第一节压铸机的分类及型号规格一,压铸机的分类压铸机按压室的受热条件的不同,通常分为冷室压铸机和热室压铸机两大类;冷室压铸机又分为卧式和立式二种。
热室压铸机的图3-1热室压铸机特点是压室和压射冲头浸在熔融的金属熔液中,如图3—1, 3—2, 3—3所示。
冷室压铸机的特点是压室和压射冲头不浸在金屈液中,如图所示。
卧式压铸机的特点是压室的中心轴线是水平的,而立式压铸机的屮心轴线是垂直的。
是S般曰涮您^ W T OO二,国产压铸机代号的意义根据JB30000—81铸造设备信号编制方法规定—表示机器的改型顺序号,如A、B、C机器锁模力参数,近似锁模力的1/100KN 表示机器的型号1—代表卧式压鑄机2—表立式压鑄机表示机器分类1 —代表冷室压铸机2—代表热室压铸机特殊符号有Z表示机器是口动或半口动的代表金屈压铸机三,压铸机的参数规格我国于2007年12月制定了《冷室压铸机》GB/T21269国家标准,(标准从2008年6月开始实施)标准见表3—1,卧式冷室压铸机规定了17种规格,合型力从630KN到45000KN;立式冷室压铸机有6种规格,合型力从630KN到6300KN;热室压铸机与立式冷室压铸机一样3—2立式冷室压铸机基本参数JB/T8O83—2000合型力KN>630>1000>1600>2500>4000>6300拉杠Z间的内尺寸mm>280x280>350x350120x4202520x5202620x620>750x750(水平x垂直)动型座板行程L mm>250330023502400>450>600压铸型号度H 最小150150200250300350 mm 最人350450550650750850压射位置(0为中心)000000 mm——————80100150压射力KN>160>200>300>400>700>900压射室直径nun50-6060-7070-9090〜110110〜130130〜150最大金屈浇注量(铝)kg0.6 1.0 2.0 3.67.511.5液压顶出器顶出力KN——>80>100>140>180>250液压顶出器顶出行程Smm——>60>80>100>120>150一次空循环时间S<6<7.5<9<10<13<16JB/T8083—2000 与GB/T21269—2007 的数值相同3—3热室压铸机基本参数JB/T8083—2000合型力KN>630>1000>1600>2500>4000>6300拉杠之间的内尺寸mm>280x280>350x350>420x420>520x520>620x620>750x750(水平X垂直)也有6种规格,合型力从630KN到6300KNo见表3-2,表3-3。
冷室压铸机工艺参数的调校
11.严格按电气操作规程和安全规定操作,保持电箱的清洁和干燥,防止电器 元件和线路受潮湿和过热。生产过程中,必须始终关闭电箱门。下班后及 时关闭总电源。
12.维修电气之前必须首先断开电源总开关,并在总开关附近显著位置挂出 “禁止接通电源”警示牌
13.经常检查吸油过滤器的堵塞情况。 14.不要用手去按压油管、法兰等漏油处,因高压油会有很大的危险性。万一
向高速逐步调节,在不影响铸件质量的情况下,以较低的充填速度为宜。因高 速会加快模具型芯,型腔的老化。
(3)、三级速度的调节:三级速度即增压,在整个压铸过程中所占时间极 短,充填速度有限,大约在 40 毫秒左右,一般观察打料压力表上显示压力呈一 斜线均匀上升即可,对铸件较大,较厚,要求组织细密的铸件要求使用增压。
当模具长期闲置不使用时,应在模具表面喷涂一层防锈剂,积架石油化 工有限公司经营的“比尔工模防锈喷剂”的使用方法如下: 将罐摇匀,从相距 15~30cm 处均匀地喷涂在需要防锈的部位上,干透时间 约 30min,指触干燥。防锈期:室内一般 6~12 个月。
安全操作 压铸机本身具有:高压力、高速度、高温合金等特点,必须时刻防止人身事
间的时间间隔的长短,要求调节到料温降低最小,灼子又不会在炉内停留 很久而过早损坏。 8、 二速吉掣(行程开关)位置的调整:一般根据产品的厚薄,对铸件表 面的要求,对气孔的限制程度,前后慢慢调节,注意观察铸件的变化。 9、 料温的设定:铝合金熔炼温度在 620-680℃之间,一般薄壁铸件取上限, 厚壁铸件取下限。 10、 模温的控制:铝合金模具压铸温度一般控制在 220℃左右(指喷涂后到下 次合模时的温度),根据所啤铸件的成形状况适当增大或减少冷却水的流量调 节模具的温度。对模腔内尖角突出部分、热量集中的部位要适当多喷一点脱 模剂,以降低该部分的温度,避免粘模。 11、 浇注量的控制,一般将料柄控制在 15-20mm.合金液的舀取量要稳定,其 不仅是控制最终压力传递,也是控制合金液的填充流态,铸件重量等的重要 参数。 12、 压射速度的调定。 压射速度指冲头在每秒钟时间内运动的距离,分为三级速度即慢压射,快压 射,增压。 (1)、慢压射指自冲头运动开始,将压射室内合金液向型腔慢慢推进,直
压铸工艺参数的设定和调节
压铸工艺参数的设定和调节压铸生产中机器工艺参数的设定和调节直接影响产品的质量。
一个参数可能造成产品的多个缺陷,而同一产品的同一缺陷有可能与多个参数有关,要求在试压铸生产中要仔细分析工艺参数的变化对铸件成形的影响。
压铸生产厂家通常由专人设定和调节机器参数。
一、卧式冷室压铸机主要工艺参数的设定和调节下面以力劲机械厂有限公司生产的DCC280 卧式冷室压铸机为例,说明压铸生产中主要工艺参数的设定。
1. 主要工艺参数的设定(1)射料时间:射料时间大小与铸件壁厚成正比,对于铸件质量较大、压射一速速度较慢且所需时间较长时,射料时间可适当加大,一般在2s 以上。
射料二速冲头运动的时间等于填充时间。
(2)开型(模)时间:开型(模)时间一般在2s 以上。
压铸件较厚比较薄的开型(模)时间较之要长,结构复杂的型(模)具比结构简单的型(模)具开型(模)时间较之要长。
调节开始时可以略为长一点时间,然后再缩短,注意机器工作程序为先开型(模)后再开安全门,以防止未完全冷却的铸件喷溅伤人。
(3)顶出延时时间:在保证产品充分凝固成型且不粘模的前提下,尽量减短顶出延时时间,一般在0.5s以上。
(4)顶回延时时间:在保证能顺利地取出铸件的前提下尽量减短顶回延时时间,一般在0.5s 以上。
(5)储能时间:一般在2s 左右,在设定时操作机器作自动循环运动,观察储能时间结束时,压力是否能达到设定值,在能达到设定压力值的前提下尽量减短储能时间。
(6)顶针次数:根据型(模)具要求来设定顶针次数。
(7)压力参数设定在保证机器能正常工作,铸件产品质量能合乎要求的前提下,尽量减小工作压力。
选择、设定压射比压时应考虑如下因素:1)压铸件结构特性决定压力参数的设定。
①壁厚:薄壁件,压射比压可选高些;厚壁件,增压比压可选高些。
②铸件几何形状复杂程度:形状复杂件,选择高的比压;形状简单件,比压低些。
③工艺合理性:工艺合理性好,比压低些。
2)压铸合金的特性决定压力参数的设定①结晶温度范围:结晶温度范围大,选择高比压;结晶温度范围小,比压低些。
压铸机全参数-130T到3000T
压铸机参数-130T到3000T大| 中| 小[ 2009/03/06 10:43 | by aaaa ]压铸机参数145T-IMPRESS压射力(增压) KN 180射料行程 mm 320锤头直径 mm 40、50、60射料量(铝) Kg 0.7、1.15、1.6铸造压力(增压)Mpa 141、90、62铸造面积 cm2 90、140、205最大铸造面积(40Mpa)cm2 362压射室法兰直径 mm 110160T-northern压射力(增压) kN 200冲头直径 mm 40/50/60射料量(铝) kg 0.84/1.3/1.89铸造压力 MPa 159/102/70最大铸造面积(40MPa)c㎡ 400压射位置 mm 0 -70 -140180T-northern压射力(增压) kN 220冲头直径 mm 50/60射料量(铝) kg 1.4/2铸造压力 MPa 121/77最大铸造面积(40MPa)c㎡ 450 压射位置 mm 0 -140压射法兰直径 mm 110260T-northern压射力(增压) kN 300冲头直径 mm 50/60/70射料量(铝) kg 1.6/2.4/3.2铸造压力 MPa 152/106/77最大铸造面积(40MPa)c㎡ 650 压射位置 mm 0 -160280T-IMPRESS哥林柱直径 mm 110压射力(增压) KN 315射料行程 mm 400锤头直径 mm 50、60、70射料量(铝) Kg 1.5、2.1、2.9铸造压力(增压)Mpa 160、112.5、82.6 铸造面积 cm2 170、245、335最大铸造面积(40Mpa)cm2 700压射室法兰直径 mm 101.6350T-CIMOS压射力(增压) KN 360射料行程 mm 480锤头直径 mm 60、70、80射料量(铝) Kg 2.5、3.4、4.5铸造压力(增压)Mpa 120、88、67 铸造面积 cm2 285、390、510最大铸造面积(40Mpa)cm2 875 压射室法兰直径 mm 101.6400T-northern压射力(增压) kN 400冲头直径 mm 60/70/80射料量(铝) kg 2.5/3.4/4.5铸造压力 MPa 141/104/79最大铸造面积(40MPa)c㎡ 1000 压射位置 mm 0 -100 -200压射法兰直径 mm 130500T-northern压射力(增压) kN 490冲头直径 mm 70/80/90射料量(铝) kg 3.6/4.7/6铸造压力 MPa 127/98/77最大铸造面积(40MPa)c㎡ 1250压射位置 mm 0 -110 -220压射法兰直径 mm 130630T-northern压射力(增压) kN 600冲头直径 mm 70/80/90射料量(铝) kg 5.4/7.1/9铸造压力 MPa 156/119/94最大铸造面积(40MPa)c㎡ 1575压射位置 mm 0 -125 -250压射法兰直径 mm 165700T-CIMOS压射力(增压) KN 610射料行程 mm 700锤头直径 mm 80、90、100射料量(铝) Kg 6.5、8.3、10铸造压力(增压)Mpa 121、95.5、77.5铸造面积 cm2 570、725、895最大铸造面积(40Mpa)cm2 1750 压射室法兰直径 mm 150800T-northern压射力(增压) kN 750冲头直径 mm 80/100/120射料量(铝) kg 6.6/10.4/15铸造压力 MPa 149/95/66最大铸造面积(40MPa)c㎡ 2000 压射位置 mm 0 -140 -280压射法兰直径 mm 1801100T-northern压射力(增压) kN 900冲头直径 mm 90-130射料量(铝) kg 10.5-22铸造压力 MPa 67-141压射位置 mm 0 -160 -320压射法兰直径 mm 2401250T-northern压射力(增压) kN 1050冲头直径 mm 100-140射料量(铝) kg 13.2-26铸造压力 MPa 68-133最大铸造面积(40MPa)c㎡ 3125 压射位置 mm 0 -160 -320压射法兰直径 mm 2401600T-northern压射力(增压) kN 1250冲头直径 mm 110-150射料量(铝) kg 17.2-32铸造压力 MPa 70-131压射位置 mm 0 -175 -350压射法兰直径 mm 2602000T-northern压射力(增压) kN 1500冲头直径 mm 130-175射料量(铝) kg 21.1-45铸造压力 MPa 62-132最大铸造面积(40MPa)c㎡ 5000 压射位置 mm 0 -175 -350压射法兰直径 mm 2602500T-IMPRESS压射力(增压) KN 1800射料行程 mm 1050锤头直径 mm 140-180射料量(铝) Kg 30-50铸造压力(增压)Mpa 124-75铸造面积 cm2 2000-3330压射室法兰直径 mm 2802800T-northern压射力(增压) kN 1800冲头直径 mm 130-200射料量(铝) kg 25.35-60铸造压力 MPa 57-135最大铸造面积(40MPa)c㎡ 7000 压射位置 mm 0 -180 -360压射法兰直径 mm 3003000T-IMPRESS压射力(增压) KN 2110射料行程 mm 1180锤头直径 mm 150-190射料量(铝) Kg 39-62铸造压力(增压)Mpa 119-73铸造面积 cm2 2520-4110压射室法兰直径 mm 280。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
上海三基冷室压铸机主要技术参数表
SANJI COLD CHAMBER
DIE-CASTING MACHINE SPECIFICATIONS
项目 ITEMS单位 UNIT DC-1800C
锁模部分 CLAMPING UNIT
锁模力CLAMPING FORCE KN18000
模板尺寸Platen Size mm2060x2260
哥林柱间隔Space between Tie Bar mm1300X1500(WxH)
哥林柱直径Tie Bar Diameter mm250
锁模行程Die Stoke mm1000
模板厚薄距离Die Height mm700-1600
射料部分 INJECTION UNIT
射料力Injection Force KN530-1250
跟踪距离Plunger Tip Penetration mm450
射料位置Shot Position mm-350
压射头直径Standard Tip Diametre mm110,130,150
射料重量(铝)Casting Weight Kg29
铸造压力Injection Pressure Mpa56-126
最大铸造面积Injection Area(400MPa)cm24,500
顶出部分 EJECTION UNIT
顶出压力Ejection Force KN500
顶出行程Ejection Stroke mm200
油泵与电机 Pump and Motor
液压泵Hydraulic Pump 2-Vame Pump (045-028) (60bar,140bar)电机Electric Motor:
1.液压泵电机For Hydraulic Pump 2-37kw 380V
2.调模电机For Die Height Adjust USE Hydralic Motor 用液压马达
3.润滑电机For Lub.Pump2-30w 220V
其它 OTHERS
油箱容积Tank Capacity litre2000
机身尺寸Overall dimensions(L x W x H)m12 X 3 .7X 4.6
出机重量Height of Machine TON99
PDF 文件使用 "pdfFactory Pro" 试用版本创建。