连铸中间罐定径水口快速更换技术
连铸中间包不断流更换定径水口技术的应用

定 径 水 口的快 速 更 换 , 过 特 定 的机 械 装 置 进 通 行 。机 械装 置有 一 个 制作 精 确 的水 口运 行 滑 道 , 处
于工作 状态 的定 径水 口及 备用 的定 径 水 口均 定位 在
2 定 径 水 口快 速 更 换 原 理 及 设 备 组成
2 1 工 作 原 理 .
la i g rs le r m o ze b r i g a d e o i g. Th o h whih, q ai e ae o o c s l trs s e k n e u td fo n z l u n n n r d n r ug c u l d r t f c n a tbi e ie i f l fo 9 2 r m 8. 2% t 9. % . o9 81 K e r s c n i u u a tn y wo d o tn o sc si g;t n ih;sz d n z l q ik-e a i e h i u u ds ie o ze; u c rplcng tc n q e
坯 速度 满 足作业 指 导书要 求 。见 图 1 。
漏 钢等事故 。
采用不 断流快 速更 换定 径 水 口技术 , 以在 0 可 . 1 的时 间内将 寿命 到期 的定 径水 口更 换 , s 使拉 速 稳
臣 I . > I
一
定在《 操作规程》 要求范 围内, 不会对中间包钢水注 流及 结 晶器 内钢 水 液 面产 生 不 良影 响 , 保证 铸 坯 可
( A t l kn ln o G S E FSe - igPa t f IE) e ma
Absr c Th a rd s rb st tr p a i g sz d n z l ft n ih wi u u t - f c n b o lt d ta t e p pe e c i e ha e l cn ie o zeo u d s t tc ti o a e c mp ee ho ng
连铸浸入式水口快速更换技术

连铸浸入式水口快速更换技术
赵
( 西安建筑科技大学
刚
赵 小燕
马 杰
西安 7 0 5 ) 105
冶金工程学院 , 陕西
摘 要: 介绍 了连铸浸入式水 口快速更换技 术的优越性、 工作原理及应用情 况。该技术具有延长 中间 包寿命 、 提 高钢水收得率 、 少耐材 消耗 、 减 稳定 生产组织等优点。达到 了降低 成本增加 效益 的 目的。
使滑板 中心线与下水 口中心线重合) 空试 耐火材料主要是 由中间包定位座砖 、上水 口、上滑 及下水 口( —安装结束后进行 板、 带滑板的下水 1、 : 截流板 、 3 功能性下水 口等组成。 气缸一空试正常后可固定上水 口 1 工作原理 . 2 快速更换水 口装置的固定框架连接于中间包的 底部 , 上水 口安装在 中间包内定位座砖 中, 并伸出包
( )连续更换水 口时 , ( ) ( ) 4 重复 1 一 3 的工作。 ( )浇注结束时驱动气缸将截流板推到工作位 5
( 正常浇注位 n 】 ( 取下截流板 b )
安全截流 , 浇次结束 。
35 临钢 的试验 情况 .
临钢将前 1 个浇次做为应用前试验 , 5 由于试验
情况良好 , 临钢现已经正式开始使用此项技术。 试验 情况见表 1 钢种为 Q 3 , ( 25计划连浇炉数为 4 炉 ) 8 。
底与连接在包底的更换装置内的上滑板紧密配合 , 带滑板的下水 口装入固定框架的滑道上 ,通过压脚 在线烘烤。 3 快速更换技术的应用情况 根据山西新临钢钢铁有限公司 ( 以下简称临钢) 的实际生产情况对快速更换耐火材料进行改进 , 并
制 定 了相 关规定 。
第一作者简介: 赵刚, 。 7 年生。 男 18 9 主要从事炼钢工艺、 新技术等方面的研究, 现为西安建筑科技大学在读研究生。Tl e :
中间包定径水口在线快速更换技术在连铸机上的应用

1 概 况
广东省韶关钢铁集团有 限公 司( 以下简称 “ 韶 钢” 炼轧厂 9 tO SE L电炉及一 台 4机 4流方 ) 0C N T E
组成 , 在浇钢状态下 , 两块水 口内孔中心线重合 , 以
保证钢水流通量 , 拉钢速 度由下水 口孔径 和中间包
液面来控制.浇钢一段 时间后 , 下水 口由于钢水的
快速在线更换装 置通过螺栓安装在 中间包包
底, 驱动液压缸支架焊接在包底上 , 液压缸方向与铸
机方 向呈 4 。 根据液压缸的行程 , 5角. 确定支架与 中
图 2 快速在线更换装置 的装配示意
4
图 3 快速在线更换装置与结 晶器 的相对位置
1 中间包 ; 一 一 2 更换装置 ; 一 3 摆槽 ; 一 晶器 ; 一 4 结 5 渣槽
在滑道中 , 当需要更换下水 口时 , 动液 压驱动装 启 置 , 1S 在 内推动备用下水 口由备用位置滑 向浇钢
为解决 中间包不可更换定径水 口扩径 的问题 , 达到
炉机匹配的需要 , 炼轧厂于 20 年 9月开始在 中间 01 包上采用快速在线更换水 口技术 .
2 定径水 口快速在线更 换工作 原理及 设备组成
维普资讯
总第 19期 4
20 0 6Βιβλιοθήκη 4月 南方金
属
S m. 1 9 u 4
SOUTHERN METAI S
Ap i 2 0 r 0 6 l
文章编号 : 09— 7 0 20 )2—05 0 10 9 0 (0 6 0 0 8— 3
中间包定径水 口在线快速更换 技术在连铸机 上 的应用
不断 冲刷及浸蚀 , 口孔径扩大 , 水 影响钢流的稳定和
连铸中间包快速更换定径水口技术的应用
更 换定径 水 口技术 的应 用 , 有效 解决 上述 问题 。 可
2 2 1 中 间包工 作衬 的选材 . . 中间 包工 作 衬 直 接与 钢水 接 触 , 求 中 间包 工 要 作 衬耐钢 水 和熔 渣 的侵 蚀 性 能好 , 减少 钢 液 中夹 能 杂 物 的增 加 量 , 用后 易翻包 , 轻劳 动强度 。 中间 且 减
维普资讯
第 2期
总 第 19期 6
冶 金
丛 刊
Sm.6 u 19
NO. 3
2 0 07 年 6 月
M ETALLURGI CAL COLLECT ONS I
J n 2 00 7 u e
连铸 中 间包 快 速 更 换定 径 水 口技 术 的应 用
刷及 侵蚀 , 水流 通 量 大 , 钢 当下 水 E 设计 寿命 达 到 , l 并且拉 速 超 出 规 定 范 围 时 , 用 液 压 驱 动 装 置 在 利 0 1 内将 备 用水 口由备用 位置打 到工 作 位 , .s 同时 , 原 工作位 的水 口被推 到 收 集位 , 水 通 过 新水 口注 入 钢 结 晶器 , 成下水 口的快速 更换 。 完 连铸 中 间 包 快 速 更 换 定 径 水 E 装 置 精 度 要 求 l
to uc d. Th o l ms d rn p lc t n pr c s nd s l ig m eh d r u o wa d,a d t e a v n。 rd e eprb e u i g a p ia i o e s a ovn t o swe ep tf r r o n h d a t g sWe e as h we a e r lo s o d.
( te kn ln o u n zo rn& Sel o ,Ld) Sel igPa t f aghuI ma G o te C . t
连铸中间包快速更换定径水口技术的应用

变红 ; 备用水口在备用位通过环境温度烘烤 , 保证
水口温度达 200~300 ℃。
313 浇注前的检查调试
中间包就位后 , 安装并启动液压缸 , 将备用水
口推至工作位 , 检查上下水口是否对正 , 若有偏
差 , 应进行调整 。
314 快速更换水口操作
正常中间包钢水液面下 , 当拉速超过规定的范
围时 , 必须更换下滑动水口 。更换前检查清理滑
钢包容量 : 20 t
浇注断面 : 150 mm ×150 mm
中间包容量 : 10 t
中间包液面高度 : 500 mm
浇注钢种 : Q 235, HRB 335, HRB 400, 等
浇注周期 : 19 - 22 m in
31212使用条件
正常情况下每个中间包浇注时间按 24 h 组织
生产 , 快换下滑动水口直径为 15 mm、1515 mm。
图 1 中间包水口更换装置工作原理 212 设备组成
更换装置有一个制作精确的水口运行滑道 , 处 于工作状态的滑动水口及备用水口均定位放置在滑 道中 , 通过气压弹簧的作用 , 紧紧地挤压在上水口 的下表面 。当需要更换时 , 将液压缸放入机构前端 卡槽内 , 启动液压 , 在 1 s内将备用水口由备用位 推到工作位 , 钢水通过新水口注入结晶器 , 完成连 铸中间包定径水口的快速更换 。将液压缸杆收回 , 摘下液压缸 , 然后在水口机构的滑道内装上新的滑 动水口 , 作为下一次更换水口的备用 (图 2) 。
41212铸坯质量
中间包第一炉和最后一炉钢水对铸坯质量影响
较大 , 单包连浇炉数的增加 , 减少了进入中间包第 一炉和最后一炉钢水的次数 , 从而提高了铸坯质 量 。同时 , 采用连铸中间包快速更换定径水口技 术 , 可以避免水口因侵蚀扩径而造成的拉速过快及 漏钢事故 , 使拉速稳定 , 有利于稳定铸坯质量 。对 铸坯外观进行检查 , 无表面夹渣 、裂纹 、等缺陷 , 铸坯检验合格率达 99166% 。
方坯连铸的中间包水口快换技术

∞
誓
。
鬟曩
…
糍 *
i
¨ 。
l i l
。
成 晟 泉 示l
方坯连铸的中间包水 口快换技术
T n i ult uc h n e i e ie C s r u ds O t ikC a g nt l t at h eQ h B l e
成旭 东,顾 少伟 ,胡进洲 ,唐 志军/H NGX —o g G h ow iH nzo , A G Z iu C E ud n , U S a — e U J -h u T N h- n , i j
正常浇铸状态
图3 水 口快换机构正常浇铸
应 用 效 果
水 口快 换 的 应 用
连拉炉数的提高 中 间 包 水 口快 换 技 术 使 用
方 坯 连 铸 作 业 中 ,需 更 换 的水 口包 括下 水 口和浸 入水 口。
5 入结 晶器 ( 需倾 斜 ),对 准下 水 后 ,连拉 炉数 由原 来 的l 炉 提高 0 口往上 提 ,使浸 入水 口和下水 口 到3 炉 ,结 合塞 棒控 流技术 ,基
±2mm,框线倾斜4 。。用 割枪 油缸支架 的大平面下端两侧 中点 , 5 切割 出孔 ,切割 时考虑焊 接坡 口 用划针作记号 ,定位时 ,该记号与
是 基于提 高连拉 炉数 ,降低 耐材 的形状 。待 冷却后 ,打磨 切割 边 轴线对齐即可。焊接油缸支架。焊 好后 ,再用油缸支架焊接工具检验 使用 成本 以及提 高铸坯 质量 方面 和焊接坡 口。 考 虑的 ,在 实 际使 用过 程 中 ,达 到 了预期效 果 ,为邯钢 品质增 效
用捣打 棒捣 打使 其密 实 。机构 零 进 口处的槽内 ( 如图4 )。 件安装 ,将 中 间罐倒 立过 来 :在 作者 ,=者之 间要默契配合。 j : 将 油缸 挂 在油 缸支 架上 。 下面零 件 的安装 过程 中 ,所有 零 拿掉需 更换 的浸入 水 口。紧 接着 件的螺纹部分均涂上P C B 润滑油 。 控 制 塞棒堵 住钢 流 ,立 即打 开液 压站 开关将 新 下水 口推入 位 ( 约 l 2S ~ )。将准备好的浸入水 口插
连铸中间包定径水口快速更换装置[实用新型专利]
![连铸中间包定径水口快速更换装置[实用新型专利]](https://img.taocdn.com/s3/m/5f4a5bf8fc4ffe473268ab0c.png)
专利名称:连铸中间包定径水口快速更换装置专利类型:实用新型专利
发明人:孟广洲,邓亦庭,曲竹松,胡伟义,郭振棣申请号:CN02202900.1
申请日:20020205
公开号:CN2523537Y
公开日:
20021204
专利内容由知识产权出版社提供
摘要:一种连铸中间包定径水口快速更换装置,包括固定在中间包底部的底盘,底盘的中部沿垂直方向设有砖孔,砖孔内固定有滑块砖,滑块砖的中轴线上设有与中间包底部水口相串连的滑块砖水口,底盘下端面上设有相互平行地安装在底盘下端面上的两个凸形限位板,每个凸形限位板内侧面与水口砖的侧面相贴,水口砖的上端面与底盘和滑块砖下端面密封地相贴,水口砖的中轴线上设有与滑块砖水口相串连的下水口,水口砖下端面与安装在两根导轨上的若干个滚柱相贴,两根导轨相互平行地安装在两个压力架中部凹槽内的底面上,每个压力架利用弹簧使其与底盘下端面相贴,两根导轨的左端设有推力装置。
其目的是提供一种不必更换整个中间包的连铸中间包定径水口快速更换装置。
申请人:山东恒欣镁业有限责任公司
地址:261408 山东省莱州市镁矿路1118号
国籍:CN
代理机构:北京双收专利事务所
代理人:左明坤
更多信息请下载全文后查看。
连铸中间包浇注定径水口快速更换装置[实用新型专利]
![连铸中间包浇注定径水口快速更换装置[实用新型专利]](https://img.taocdn.com/s3/m/e841bd0b0975f46526d3e1b9.png)
专利名称:连铸中间包浇注定径水口快速更换装置
专利类型:实用新型专利
发明人:张胜生,杨君胜,陈向阳,邱现金,孟宪俭,姚建平,周怀斌,孟宪新,谢宝木
申请号:CN00215863.9
申请日:20000811
公开号:CN2437435Y
公开日:
20010704
专利内容由知识产权出版社提供
摘要:本实用新型公开了一种连铸中间包浇注定径水口快速更换装置,该装置定径水口1下部套接一浸入式水口4,利用本装置可以实现保护浇注操作条件下的定径水口1的不断流快速更换,提高了生产效率,降低了事故率,提高了拉钢稳定性及铸坯质量。
申请人:莱芜钢铁股份有限公司炼钢厂
地址:271126 山东省莱芜市钢城区莱芜钢铁股份有限公司炼钢厂
国籍:CN
代理机构:山东专利法律事务所
代理人:张振忠
更多信息请下载全文后查看。
中间包水口快换方法的改进
74科技资讯 SC I EN C E & TE C HN O LO G Y I NF O R MA T IO N工 业 技 术随着连铸工艺技术的快速发展和高效连铸机的不断完善,为了提高连铸机的作业率,对连铸中间包水口使用寿命提出更高要求,由于水口质量问题,或烘烤不好,或其它原因使得在浇注过程中水口出现问题不能浇注,因其寿命长短直接影响了连铸机作业率的提高[1]。
目前各厂都采用了中间包水口快换技术的方法。
快换机构一般都使用得是维苏威公司的。
但是各个厂家快换得方法都基本一样,将经预热的下水口送入结晶器中并定位在伺服位,利用主推油缸将下水口沿滑道由结晶器的预定位置送至工作位置与中间包上的上水口结合,做到尽最大的可能防止事故停浇,浸入式水口快换技术不但解决了上述问题,而且为提高中间包连浇炉数,实现高效连铸创造了必备条件,快换的步骤都基本一样,都是在1s~2s时间中间包水口快换方法的改进张须果(河北钢铁集团邯钢分公司 河北邯郸 056000)摘 要:通过水口快换方法的改进,能提高浇铸过程中的连拉炉数,防止钢水被二次氧化,减少不必要的事故停浇。
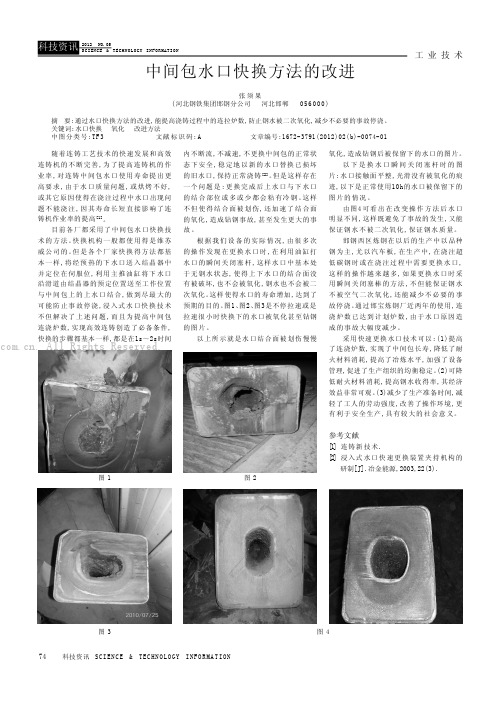
关键词:水口快换氧化改进方法中图分类号:TF 3文献标识码:A 文章编号:1672-3791(2012)02(b)-0074-01图1图3图2图4内不断流,不减速,不更换中间包的正常状态下安全,稳定地以新的水口替换已损坏的旧水口,保持正常浇铸[2]。
但是这样存在一个问题是:更换完成后上水口与下水口的结合部位或多或少都会粘有冷钢。
这样不但使得结合面被划伤,还加速了结合面的氧化,造成钻钢事故,甚至发生更大的事故。
根据我们设备的实际情况,由很多次的操作发现在更换水口时,在利用油缸打水口的瞬间关闭塞杆,这样水口中基本处于无钢水状态,使得上下水口的结合面没有被破坏,也不会被氧化,钢水也不会被二次氧化。
这样使得水口的寿命增加,达到了预期的目的。
图1、图2、图3是不停拉速或是拉速很小时快换下的水口被氧化甚至钻钢的图片。
连铸中间罐定径水口快速更换技术
胶泥
总计
1#
1 3771 6 1 2071 0
540
4651 08
381 4
4751 2
1421 8
88
2#
1 8481 0 1 5621 0
410
5911 36
381 4
4751 2
2441 8
88
871 3 871 3
4 4211 38 5 3851 06
收稿日期 : 2007 - 03 - 12 作者简介 : 王晓慧 (1971 - ) , 女 (汉族) , 辽宁凌源人 , 凌源钢铁 集团兴钢建筑安装有限责任公司工程预算科科长 , 工程师 。
低生产成本的目的 。
有问题 , 达到试验协议规定的 30 小时 。
1 中间罐定径水口快速更换的原理和结构
随后 , 公司又根据山东麦哈勃公司提供技术及相 关备件、材料对 2# 方坯连铸机进行了快换水口罐 ,
中间罐定径水口快速更换装置由上 、下两个水 共试验了 4 个罐。其中最高寿命 30 炉 , 计 15 小时 32
———硫酸亚铁的制备 。用还原焙烧法制得高纯 度的硫酸亚铁 , 还原剂用量占烧渣的 80 % ( wt ) , 还原焙 烧 温 度 850 ℃、时 间 20 分 钟 ; 酸 浸 温 度 70 ℃、时间 20 分钟 。在此条件下烧渣的还原浸出 率可达 991 22 %。采用控制 p H 值并加入少量絮凝 剂的方法使杂质离子通过离子共沉淀的原理絮凝而 得到精制硫酸亚铁溶液[1~3 ,6] 。
64
矿 业 工 程
Mining Engineering
第2050卷7 年 第10
5期 月
·技术交流 ·
连铸中间罐定径水口快速更换技术
连铸中间包定径水口快换技术的工艺实践

总第171期2009年12月南 方 金 属SOUTHERN METALSSu m.171D ecember 2009收稿日期:2009-04-13作者简介:王世杰(1971-),男,1993年毕业于湖南冶金职业技术学院钢铁冶金专业,工程师.文章编号:1009-9700(2009)06-0039-03连铸中间包定径水口快换技术的工艺实践王世杰(广东省阳江市宏大钢铁有限公司,广东阳江529600)摘 要:中间包的使用寿命影响了连铸机的产量和钢水收得率,也限制了连浇炉数的提高.而中间包定径水口快换技术的应用解决了这一难题,并从很大程度上提高了铸机作业率.关键词:定径水口快换;干式振动填料;中间包;烘烤中图分类号:TG 249.7 文献标识码:BQuick rep l ace m ent of the dia m eter nozzle i n the conti nuous casti ng tundishW ANG Sh-i ji e(H ongda Steel and Iron Co m pany ,L td .,Y ang jiang 529600,G uangdong )Abstrac t :Tund i sh .s serv ice life can affect the output of a conti nuous casti ng unit and the y i e l d of mo lten stee;l it a lso li m -its the nu mber o f conti nuous casti ng heat .Th is prob l e m w as how ev er solved by usi ng a quick replace m ent technique for the d i ame ter nozzl e i n t he t und i sh ,w hich ma rked l y enhanced the e fficiency of the conti nuous casti ng unit .K ey word s :qu ick rep l acement o f dia m eter no zzle ;dry -v i bration -paddi ng ;tund ish ;baking随着连铸工艺技术的快速发展和高效连铸机的不断完善,对连铸中间包使用寿命提出更高要求,因其寿命长短直接影响了连铸机作业率的提高.目前各厂已采用了各种延长中间包使用寿命的方法,其中,中间包的定径水口快换技术是一行之有效的方法.阳江市宏大钢铁有限公司炼钢厂(以下简称宏大炼钢厂)小方坯连铸机在定径水口快换技术方面的应用及相关工艺的改进取得了一定的效果,同时对采用此项技术的前景做了一些分析和探索.1 主要工艺参数1)设备参数连铸机:4机4流弧形小方坯连铸机,产量为50万t/a ,断面为126mm @126mm;中间包车:半龙门式,行走速度为2m /m i n ,驱动装置行走为马达齿轮链条传动;钢包旋转台:T 型,正常回转速度1r/m in ;转动装置为齿轮转动;中间包:4流半弧形中间包,流间距为1100mm,高度600mm.2)工艺参数钢种:HRB335、HRB400;钢熔点:1500~1510e ;钢水过热度:15~25e ;转炉冶炼周期:25~28m i n ;拉速:216~310m /m i n .2 实现中间包定径水口快换技术的条件2.1 中间包定径水口快换(寿命超过48h)的设备条件1)定径水口快换中间包的耐火材料条件中间包包底和永久层必须用浇注料捣打成,厚度一般为80~100mm,工作层用较好的干式振动料填充、振动、烧结而成.工作层厚度为150~200mm,拉钢直线侧防钢水冲击,在钢包下钢水左右加强防冲刷,可用冲击板镶入干式振动料中,以保使用寿命和拉钢工的人身安全,而对侧半弧形工作层用较厚的干式振动料.钢水冲击板必须用高铝质或铝碳质、镁碳质的材料制作而成,且一般在包底备一块冲击板以防不测,做到用1备1,也可以轮流平衡使用.中间包包底座砖必须用铝碳材料制作,确保48h内不出现开裂、渗钢现象.中间包上水口,一般采用外层是铝碳质内层是锆质(含锆90%以上)的定径水口,在使用前一定要烘烤预热以防水口在开浇时爆裂.中间包快换机构必须在制作中间包前检测和修复,弹簧、左右托板要每次认真检测,定期更换.快换机构的润滑要充分,快换液压缸须灵活好用.2)中间包定径水口快换的工艺条件中间包定径水口快换时的钢水温度高低,直接影响到快换中间包的寿命,而中间包钢水温度的高低取决于钢种及连铸拉钢的过热度;宏大炼钢厂以HRB335、HRB400为主,钢水熔点一般为1500~ 1510e,过热度一般在20?5e.快换定径水口时,钢水温度宜低些;一般不超过1535e,中间包液面宜控制低一些.3)拉钢快换的熟练程度动作越快时间越短效果越好,原则上不得断流,时间一般为011~013s.2.2中间包及定径水口烘烤中间包及定径水口的烘烤良好是定径水口快换的前提条件.用镁质干式振动料制作的中间包小火烘烤215h(温度350e左右)加盖,中间包调至大火烘烤2h以上,包衬温度达到800~1000e,并保证快换前1h左右温度升至1000e左右,且在1050~ 1100e稳定烘烤1h.在烘烤过程中要时刻对中间包内部进行检查,保证中间包内衬良好及包内不得有积渣及杂物.包底座砖和快换上水口最好采用负压抽风炉抽风烘烤.快换前115h左右开始小火烘烤,烘烤器烧嘴距离中间包上水口30~50m m,烘烤至200~300e.以防快换上水口及包底砖达不到烘烤要求及在烘烤过程中温度变化不均匀导致的炸裂,并保证在快换前温度烘烤至900e以上.3定径水口快换的具体操作1)确保快换前后的钢水温度中间包快换时前后钢水的温度对快换成功与否起重要作用.前期温度宜高些,对快换比较有利,但这对宏大炼钢厂快节奏的生产有负面影响;温度低时,易发生水口结瘤、快换失败等生产事故.因此,对快换中间包前中间包内钢水温度提出要求:低合金钢\1530e,普碳钢\1535e.快换中间包钢包到站温度比正常温度中限高10~20e,钢水等铸机时间不得超过10m in,且钢包为正常周转、包况良好的红钢包.经不连续测温统计,中间包快换前后10 m i n中间包内钢水平均温度变化如图1所示(以低合金为例),快换时间为第五至第十分钟.由图1可以看出,快换时中间包内钢水最低温度在1525e (最低点),比低合金钢熔点温度(1505e)高20e 左右,完全符合连铸温度制度.图1中间包钢水温度变化2)定径水口快换的时机当连铸定径水口工作几小时后水口受钢水流冲刷变大,连铸拉速超过临界拉速(宏大炼钢厂拉速定为310m/m i n),避免连铸出现拉漏生产事故就必须快换定径水口,宏大炼钢厂一般设计定径水口直径1410~1510mm,拉速控制在216~310m/m i n,一旦拉速达到219m/m i n时就开始准备快换的条件(因为没有塞棒控制中包上水口,受液面影响就有可能超过临界拉速).3)快换定径水口将备用定径水口在备用位置上通过环境温度烘烤10~30m in,保证水口温度达到200~300e.当中间包液面降低至300~400mm时,按动按钮,液压缸推动备用定径水口沿滑道移向浇注位,同时原定径水口被推出浇注位,新水口开始工作,此时应适当调整拉速,然后按动/液压缸缩回0按钮,使液压缸缩回,取下液压缸.更换水口结束,连铸操作按正常浇注进行.4中间包快换技术应用前后情况对比宏大炼钢厂以前采用绝热板中间包组织生产,40南方金属S OUTH ERN M ETA LS2009年第6期一般中间包寿命为7~9h.在2004年开始试用定径水口快换中间包技术,中间包寿命开始延长到16h,之后经过技术改进和提高操作人员熟练程度,中间包寿命相继延长到24h,32h,40h,后来针对渣线位置侵蚀严重影响中间包寿命问题,把中间包改进成半弧形中间包,使中间包平均寿命提高到48h, 2008年最高水平达到55h,而且经不断改进有望突破60h.主要效果如下.1)连浇炉数由快换前的25炉提高到150炉以上,提高了铸机作业率.2)提高了铸机产能,减少铸机停机次数,月平均停机次数为快换前的1/6.按快换前每月停机90次、每次停机时间50m i n、拉速216m/m in、单重01121t/m计算,月均提高产量达4719.t3)减少接头废钢,钢水收得率由快换前的9716 %提高到98192%.4)减少因开浇或停浇时裸露浇铸钢水的二次氧化率,铸坯合格率也得到了相应得提高.5)杜绝了因低温钢水开浇造成的生产事故.定径水口快换技术应用后,可根据待浇钢水温度及生产节奏情况决定是否快换定径水口,如有异常情况,可提前或推后一炉钢水进行快换,大大提高了生产的安全系数.6)降低了原材料的消耗,如中间包耐火材料、开浇铁粒、弹簧、纸绳、石棉等,为节能降耗做出一定贡献.7)提高了钢材成材率,从前轧钢的成材率不超过97120%,后经连铸红坯热送加热炉或红坯直轧,钢材成材率提高到97168%.5分析总结尽管在中间包定径水口快换技术方面与国内同行相比有差距(如安阳钢厂中间包寿命超过60h),但宏大炼钢厂近几年一直坚持使用连铸中间包快换技术,也取得了一定的进步和成效.511中间包材质和设备1)中间包材质一定要好的原材料.如干式振动料的氧化镁含量要超过80%,包底座砖用高铝镁碳质w(M gO+A l2O3)>80%;中间包上水口更要提高要求,内层用锆质w(Zr O2)>90%,外层用高铝镁碳质w(M g O+A l2O3)>80%.渣线部位永久层用好的浇注料捣打,甚至可以砌镁碳砖、铝碳砖等耐侵蚀的耐火材料,渣线部位的工作层在干式振动料中镶入钢水冲击板(宏大炼钢厂经试验取得很好的效果).2)中间包最好由/口0字型改进成半弧形中间包或双弧形中间包,有利于渣线工作层的耐侵蚀;为了防止钢水冲击击穿中间包包底,做一个箱底,用镁碳砖、铝碳砖砌好以防穿包底.512中间包的工艺操作1)钢种的影响.如HRB335、HRB400镇静钢比Q195~235沸腾钢的氧化性弱,对中间包包衬的侵蚀轻一些.2)钢水温度的影响.中间包钢水温度的高低及稳定对中间包寿命影响较大,较高的钢水过热度比较低的钢水过热度中间包的使用寿命更短,宏大炼钢厂近两年实现/低温快拉0,稳定了钢水温度,成立了钢水处理站,对上连铸的大包钢水进行调温处理(控制在1580~1590e),连铸压钢时间控制在10m i n以内,使中间包钢水温度稳定在1525e.3)中间包钢水液面高度的影响.高度一般控制在400~500mm,渣线位置比较固定便于观察.4)生产组织水平的影响.炼钢厂的生产组织水平很大程度上体现中间包的平均寿命.宏大炼钢厂以/连铸为中心,炉前为基础0较好地抓好炉前的冶炼周期,为连铸提供稳定的合格钢水;同时严抓设备的承包点检定修,为连铸中间包寿命上50h创造了条件.5)稳定操作,少、快换定径水口.要根据生产情况配置定径水口,力争每8h更换1次定径水口.6)勤排渣.尽可能减少中间包渣层的厚度,每班至少排渣1次.参考文献[1]炼钢-连铸新技术800问编写组.炼钢-连铸新技术800问[M].北京:冶金出版社,2004.[2]金铁城,于阳.转炉炼钢新工艺、新技术与质量控制实用手册[M].北京:当代中国音像出版社,2002.41总第171期王世杰:连铸中间包定径水口快换技术的工艺实践。
连铸中间包快换工艺实践

连铸中间包快换工艺实践发表时间:2019-07-29T13:42:43.297Z 来源:《基层建设》2019年第9期作者:刘伟[导读] 摘要:随着我国工业现代化的快速发展,目前连铸中间包快换工艺技术也获得了长足的发展,其在生产实践中的应用也变得越发广泛。
湖南华菱湘潭钢铁有限公司湖南省湘潭市 411101摘要:随着我国工业现代化的快速发展,目前连铸中间包快换工艺技术也获得了长足的发展,其在生产实践中的应用也变得越发广泛。
立足于现状,首先介绍了连铸中间包快换工艺的技术的定义与特征,其次对连铸中间包快换工艺的工艺技术流程进行了探讨,并在最后对连铸中间包快换工艺的优化策略进行了解析,希望可以有效提升连铸中间包快换工艺水平,确保技术应用效果。
关键词:连铸机;中间包快换;工艺优化引言随着我国铸造技术水平的不断发展,目前高效连铸机逐渐成为工业生产中必不可少的设备之一。
该设备的作业效率以及使用寿命直接决定了企业的投资回报率,同时对于提升核心竞争力也具有一定的帮助。
为了进一步介绍连铸中间包快换工艺的优化策略,现就技术工艺的特征介绍如下。
一、连铸中间包快换工艺概述连铸中间包快换工艺的出现与发展可以有效延长连铸机的综合作业效率,而采用该技术可能需要做好中间包的延长与控制工作,这一点也是连铸中间包快换工艺技术的难点之一。
通过中间包快换结束,不但可以有效解决连铸过程中的使用寿命问题,同时也可以改善生产条件,提升产品的质量。
不过,在连铸中间包快换工艺应用过程中,铸坯长时间冷却可能会导致弯曲段出现形变,这样一来弯曲段的使用寿命就会受到不同程度的营销,所以也会进一步对铸坯的整体加工质量带来不利的影响。
在工艺技术的应用过程中,需要及时对工艺进行优化,确保操作的针对性与改善效果,并及时做好操作改善工作,确保多包连换,以此来提升弯曲段的寿命水平,提升投资回报率。
二、连铸中间包快换工艺技术流程1.调整钢水温度连铸中间包快换工艺在实施快换处理之前,需要调整好钢水的温度,否则会对连铸中间包快换工艺的安全性以及更换质量造成不必要的影响。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
表 2 1 # 、2 # 方坯连铸机快换罐耐材部分成本/ 元
项目
1# 2#
干式料
4 080 6 160
座砖
240 240
稳流器
780 840
上水口
540 380
下水口
960 960
总计
6 600 8 580
备件部分成本 , 现采用塞棒启闭装置 , 吨钢成 本消耗约 11 5 元 。快换罐机构件每套4 000元 , 使 用1 000小时 (按每罐 20 小时计算) , 吨钢消耗为 2 元。
收稿日期 : 2007 - 05 - 31 作者简介 : 陈吉春 (1949 - ) , 男 (汉族) , 湖北武汉人 , 武汉理工 大学资源与环境工程学院 , 副教授 , 主要研究方向 : 固体废物的处 理应用 。
———设备 。高速离心机 ( Anke TDL - 5) 、搅 拌器 ( RW 20 n) 、数显恒温水浴锅 ( H H - 6) 和 电热恒温干燥箱 (D H G - 9241A 型) 。
铁蓝是一种廉价的蓝色颜料 , 大量为涂料和油 墨等工业采用 。本实验以硫铁矿烧渣为原料 , 并从 改善氧化剂入手 , 不仅较传统工艺缩短了铁蓝的制 备时间 , 而且有利于硫铁矿烧渣的综合利用 。
1 实验
———原 料 。硫 铁 矿 烧 渣 ( w ( 总 Fe ) = 531 5 %) 、褐煤 、工业硫酸 、还原铁 粉 、絮 凝剂 、 亚铁氰化钾 、氯化亚锡 、氯酸钾 、二氧化锰和氯化 银等 。
0 引言
将下水口的上端面紧紧地压在上水口的下端面上 , 使上 、下水口紧密结合在一起 。由于弹簧的可退让
随着生产发展及低成本战略的提出 , 降低炼 性 , 可使定径下水口在更换过程中能够在滑道内顺
钢 、连铸成本 , 提高生产率势在必行 。而提高连铸 利移动 。使新的定径下水口和座砖内的上水口连
机的作业率 、铸坯产率 、实现高效连铸的关键是提 通 , 钢水通过新的中间罐定径下水口流入浇铸模
Mining Engineering
65
硫铁矿烧渣制备铁蓝工艺的研究
陈吉春 汤义兰
(武汉理工大学资源与环境工程学院 , 湖北 武汉 430000)
摘要 : 硫铁矿烧渣经还原焙烧 、酸浸 、调节 p H 值及添加絮凝剂共沉得到精制硫酸亚铁 , 并和亚铁氰 化钾一起为原料制取铁蓝 。通过系统的实验 , 确定了原料的最佳配比和最佳工艺及条件 , 在此条件下 , 所 制得的铁蓝不仅达到 GB1860 - 88 所规定的指标 , 并且相对于传统的铁蓝制备工艺缩短了反应时间 , 提高 了分散性能 。
关键词 : 硫铁矿烧渣 ; 硫酸亚铁 ; 铁蓝 中图分类号 : X 757 文献标识码 : A 文章编号 : 1671 - 8550 (2007) 05 - 0065 - 04
0 引言
硫铁矿烧渣是硫铁矿制取硫酸过程中产生的工 业固体废弃物 , 我国每年排放约1 000万 t , 为解决 硫铁矿烧渣产生的粉尘 、挤占土地等环境问题 , 我 国广泛开展了硫铁矿烧渣综合利用研究 , 如制备铁 系颜料 、铁盐 、聚铁等 。更深入地研究利用势在必 行[1 ,4 ] 。
口形成钢水注流通道 , 在工作状态下 , 上 、下水口 分 , 因设备故障 (没振频) 停浇 ; 其它 3 个罐分别因
的内孔中心线重合 , 以保证钢水流通量 , 浇注一定 钢水衔接不上 , 铸坯脱方、漏钢停浇。罐的耐材部分
时间后 , 下水口被侵蚀不能继续使用时 , 即可启动 都没有问题 , 达到试验协议规定的30 小时。
水液面产生任何不良影响 , 保证铸坯的质量和操作 停浇 ; 另一个罐 49 炉 , 钢水不足停浇 , 罐的耐材
的稳定 。通过多次更换定径水口 , 可使单罐连拉时 部分没有问题 。其它 5 个罐因钢水衔接不上 、开浇
间大幅度提高 , 并可达到增产 、提高产品质量 、降 钢水温度高 、漏钢等原因停浇 , 罐的耐材部分也没
低生产成本的目的 。
有问题 , 达到试验协议规定的 30 小时 。
1 中间罐定径水口快速更换的原理和结构
随后 , 公司又根据山东麦哈勃公司提供技术及相 关备件、材料对 2# 方坯连铸机进行了快换水口罐 ,
中间罐定径水口快速更换装置由上 、下两个水 共试验了 4 个罐。其中最高寿命 30 炉 , 计 15 小时 32
© 1994-2009 China Academic Journal Electronic Publishing House. All rights reserved.
第 5 卷 第 2007 年 10
5期 月
矿 业 工 程
胶泥
总计
1#
1 3771 6 1 2071 0
540
4651 08
381 4
4751 2
1421 8
88
2#
1 8481 0 1 5621 0
410
5911 36
381 4
4751 2
2441 8
88
871 3 871 3
4 4211 38 5 3851 06
收稿日期 : 2007 - 03 - 12 作者简介 : 王晓慧 (1971 - ) , 女 (汉族) , 辽宁凌源人 , 凌源钢铁 集团兴钢建筑安装有限责任公司工程预算科科长 , 工程师 。
———硫酸亚铁的制备 。用还原焙烧法制得高纯 度的硫酸亚铁 , 还原剂用量占烧渣的 80 % ( wt ) , 还原焙 烧 温 度 850 ℃、时 间 20 分 钟 ; 酸 浸 温 度 70 ℃、时间 20 分钟 。在此条件下烧渣的还原浸出 率可达 991 22 %。采用控制 p H 值并加入少量絮凝 剂的方法使杂质离子通过离子共沉淀的原理絮凝而 得到精制硫酸亚铁溶液[1~3 ,6] 。
———铁蓝的制备 。该过程分为 : 1) 白浆的合 成 ; 2) 白浆的氧化得到铁蓝 。将绿钒溶于水并加 入少量的 SnCl2 (用于还原绿矾中掺杂的 Fe3 + ) , 然后用浓度为 25 %的硫酸将 p H 值调节为 11 5 。将 定量的亚铁氰化钾装入烧瓶中并加入一定的水搅拌 将其溶解 , 水浴加热烧瓶到 70 ℃, 快速加入硫酸 亚铁溶 液 。当有 白浆 生成 时温 度调 到 95 ℃以 上 (取 98 ℃) , 热煮 50 分钟 ; 然后加入定量的 50 %硫 酸 , 酸煮 2 小时 ; 定量加入氧化剂 , 氧化 3 小时 ; 当需要加入改性剂时定量加入 , 搅拌 10 分钟后取 出[5 ,7 ] 。
通过中间罐快速更换定径水口技术 , 在 01 2~ 试验 , 使用了由济南新峨嵋有限公司提供技术及相
01 3 秒内 , 将寿命到期的水口换下 , 使拉速稳定在 关备ห้องสมุดไป่ตู้ 、材料的快换水口罐 , 共试验了 7 个罐 。其
要求范围内 , 不会对中间罐钢水注流及浇铸模内钢 中最高寿命 53 炉 , 计 25 小时 21 分 , 因积渣过多
64
矿 业 工 程
Mining Engineering
第2050卷7 年 第10
5期 月
·技术交流 ·
连铸中间罐定径水口快速更换技术
王晓慧
(凌源兴钢建筑安装有限责任公司 , 辽宁 凌源 122500)
摘要 : 简要介绍了转炉炼钢厂于 2006 年 10 月对连铸中间罐定径水口快速更换技术所做的尝试 。 关键词 : 中间罐 ; 定径水口 ; 快速更换 ; 中间罐寿命 中图分类号 : TF 7771 2 文献标识码 : B 文章编号 : 1671 - 8550 (2007) 05 - 0064 - 01
个气体弹簧 , 利用杠杆原理 , 弹簧的压力通过下导 持平 ; 2 # 27 炉与现用罐的 16 炉计算成本持平 。详
板和具有圆形断面的支点传至下水口实缘的下方 ,
细分析见表 1 、2 。
表 1 1 # 、2 # 方坯连铸机现用中间罐耐材部分成本/ 元
项目
绝热板 挡渣墙 冲击板 整体塞棒 座砖
上水口 充填料 尖晶石
3 结语
2006 年 10 月在该项技术推广应用的过程中 , 由于生产衔接及设备问题 , 造成非正常停浇 , 在这 些不利的条件下还维持了正常的水平 , 显示出该项 技术的优越性 , 随着生产组织的进一步优化 , 势必 会在转炉炼钢厂推广应用 。
© 1994-2009 China Academic Journal Electronic Publishing House. All rights reserved.
快换装置 , 更换新的下水口 , 继续浇注 。
经核算 , 不计减少换罐时间 , 增加产量的效益
中间罐定径水口快速更换的机械装置 , 由上 、 和减少坯头 、坯尾及中间罐余钢的效益 , 1 # 方坯
下导板组成下水口移动滑道 , 上 、下导板间装有 6 连铸机快换罐可达 19 炉与现用罐的 12 炉计算成本
高中间罐连浇炉数 。炼钢厂使用的普通中间罐寿命 中 , 从而实现了连铸过程中定径水口的快速更换 。
在 4~6 小时 , 每台铸机一天至少要更换 4 次 , 而 每更换一次必然影响生产 、金属产率 、连铸作业率
2 试验情况及成本分析
及耐材消耗等 。
该公司于 2006 年 4~8 月在 1 # 方坯连铸机上