快走丝与慢走丝的区别
慢走丝价格计算公式
慢走丝价格计算公式慢走丝使用的电极是铜线,快丝用的是钼丝,而且快丝是往复使用的,慢丝只能一次性,当然慢丝机价格高,加工费也高,加工出来的产品品质也高,快丝则反之,现在我公司有中走丝就是介于两者之间的,产品品质与慢丝毗美,价格略高于快丝区别具体:精度:慢走丝>快走丝;速度:快走丝>慢走丝快走丝精度达0.01mm级,加工面稍粗糙,仍然比常规加工速度慢;常用钼丝,优点是钼丝可以重复使用多次。
慢走丝精度更高,达0.001mm级,表面质量也接近磨削水平。
常用铜丝,缺点是铜丝只能使用一次。
快丝一般用的是乳化液,慢丝用的去离子水,但不要单纯认为慢丝效率比快丝低,这是错误的想法!慢丝割出来的工件粗糙度能达到镜面的效果!加工费用的计算应依据机床的使用效率,损耗,工时损耗等计算出来你的成本,机床有技术参数,以根据机床的性能来计算出来.比如一个同一个零件,其加工工艺不同,加工成本是不一样的。
慢走丝的加工费计算方法,是各有差异,有按照面积计算的,有按厚度计算的,更有按照路径计算的,但市场上绝大多数是按照面积计算的。
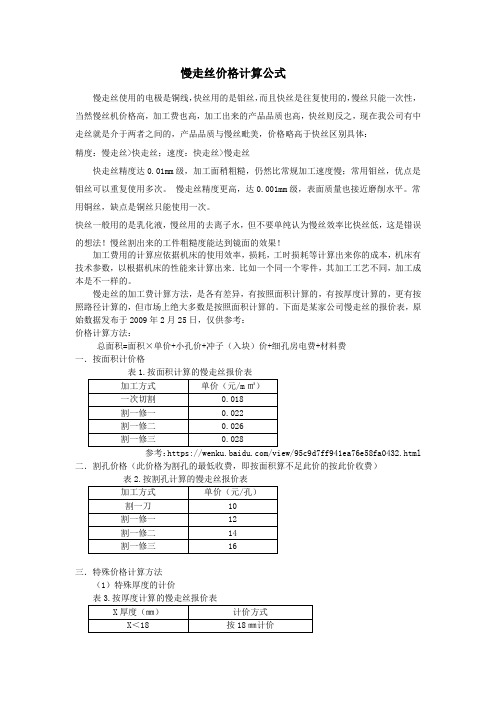
下面是某家公司慢走丝的报价表,原始数据发布于2009年2月25日,仅供参考:价格计算方法:总面积=面积×单价+小孔价+冲子(入块)价+细孔房电费+材料费一.按面积计价格表1.按面积计算的慢走丝报价表参考:https:///view/95c9d7ff941ea76e58fa0432.html 二.割孔价格(此价格为割孔的最低收费,即按面积算不足此价的按此价收费)三.特殊价格计算方法(1)特殊厚度的计价表3.按厚度计算的慢走丝报价表(2)按斜度的计价表4.按斜度计算的慢走丝报价表(3)钨钢按一般价格的2倍计算;(4)模板最低收费为50元/块;(5)冲子、入块、小零件正割最低基本价为:割一修一:30元/件割一修二:40元/件割一修三:50元/件;需侧割的,按侧面积加工另计费。
(6)治具按一般价格收费;(7)直齿轮按照普通价格2倍计算,斜齿轮按普通价格的5倍计算;(8)打孔穿丝:直径大于0.30㎜,厚度在30㎜以下的按2元/孔计费,厚度在30㎜以上的按0.10元/㎜计费;铜材按0.20元/㎜;钨钢按1.50元/㎜;直径0.20㎜按2.00元/㎜。
慢走丝加工精度范围

想必做机械加工的我们对线切割加工是不陌生的,咱们最常提到的就是快走丝加工和慢走丝加工,现如今为什么越来越多人会选择慢走丝加工?慢走丝加工精度能到达什么水准?本文会一一就行介绍。
首先来说,慢走丝加工的发展现状精密、复杂、长寿命冲压模具制造精度及表面质量要求的不断提高,快走丝加工技术已不能适应精密模具的制造要求,这种现状促进了慢走丝加工技术的迅速发展,其各方面工艺指标已达到了相当高的水平,是其它加工技术不可替代的。
慢走丝加工技术有以下3个优点大大提高了加工效率当前先进的慢走丝加工机床的较高加工效率可达500㎜²/min。
较大厚度工件的加工效率有实际意义的技术提升,如切割300 ㎜厚的工件时,加工效率可达170㎜²/min。
对于厚度变化工件的加工,通过自动检测加工件的厚度,自动调整加工参数,防止断丝,达到该状态的较高加工效率。
另外,先进慢走丝加工机床推出的快速自动穿丝技术,自动穿丝时间<15 s提高了加工操作的效率;推出的双丝自动交换技术,能采用0.20~0.02 ㎜的电极丝自动进行双丝切换加工。
采用粗丝进行靠前次切割,一般丝径为0.25 ㎜,以提高加工效率,并可无芯切割;然后采用细丝进行修整,一般采用0.10 ㎜的细丝,切割出小圆角,并可提高精度,总体可节省30%~50%的切割时间。
加工精度的提高多次切割技术是提高慢走丝加工精度及表面质量的手段。
一般是通过一次切割成形,二次切割提高精度,三次以上切割提高表面质量。
由于在切割拐角时电极丝的滞后,会造成角部塌陷。
为了提高拐角切割精度,采取了更多的动态拐角处理策略。
如:自动改变加工速度、自动调节水压、控制加工能量等。
先进的慢走丝加工机床采用的高精度精加工回路,是提高加工工件平直度的有效技术,使厚件加工的精度得到显著提高;为了进行小圆角、窄缝、窄槽及微细零件的微精加工,优质的数控低速走丝电火花线切割机床可以采用0.02~0.03 ㎜的电极丝进行切割。
线切割分为快走丝与慢走丝,请问这两种加工方法的加工费用如何计算

shenqingy 2008-07-26 16:13
我们这里8元一工时
仁道注义 2009-04-04 10:28
请问一下浙江江山的线切割加工费是多少
7123 2009-04-04 12:23
要穿孔引丝的要贵多少?
jin8 2009-04-04 14:00
线切割分为快走丝与慢走丝,请问这两种加工方法的加工费用如何计算。谢谢。
lvyaosir 2007-03-05 15:55
普通线切割一般按线割面积算,工件高度也高相应价也会高
慢走丝的价格大概是普通线切割的10倍左右
mjt1977 2007-03-06 15:40
Quote:
我们单位是按照0.1元/平方厘米
dongxin1981 2008-07-24 09:00
你们都是哪里人啊 价格都这么高啊 我们杭州割产品有时很没有5元一个工时呢
keiyiyi 2008-07-25 20:27
我确认过的,一般都是按加工截面积计算的
这个应该是对的
每个地方不一样
仁道注义 2009-04-06 21:17
根据我的了解,加工费用跟材料的厚度.材质.和加工的难易度.批量的大小等等都有关系.所以有不同的差价.
zfx_988120 2009-05-07 14:48
招聘(广告)慢走丝加工割一刀0.03MM
慢走丝加工割两刀0.038MM
yanrc 2007-04-06 10:25
标准计费方法:0.08元/平方毫米.
fyl63 2007-04-06 10:46
普通线切割;截面积/1200*工时单价.慢走丝线切割约为普通的十倍.
tiger.stone 2007-04-06 11:27
线切割耗材配件快走丝和慢走丝的区别

线切割耗材配件快走丝和慢走丝的区别
很多客户会不懂慢走丝跟快走丝到底有什么不一样,下面坚诺士小陆具体分析一下慢走丝和快走丝的区别,
线切割耗材配件包含了慢走丝和快走丝,慢走丝、快走丝只是线切割其中的一部分。
1.快丝切割速度比较快,但光洁度不是很好!精度最多达到0.01。
慢丝相对来说要慢得多,光洁度好,精度也要高很多。
这个做过线切割的人都了解。
2.快丝用的冷却夜一般是乳化油兑水,慢丝用的是纯净水。
3.快丝机器便宜,慢丝是进口的,价格高!
4.快丝一般用钼丝,而慢丝用铜丝。
5,慢丝精度之所以高有三点因素:1)铜丝只使用一次不重复使用。
2)铜丝的导向精度有区别。
3)V型槽是最差的,加上钼丝磨损简直就谈不上精度。
6,放电精度,这是关于电源技术了!我想将来慢丝能用伺服驱动,加钼丝直径磨损自动实时补偿,导轮采用自定心技术类是钻夹头机构!电源控制应能实时显示真正参数!而不是按机床开关计算了。
机器运丝机构变频控制是必须的,而且高频电源与电机减速成正比而不是突然关闭这样保证换向精度与钼丝磨损一致。
看完上面的六条分析,相信大家对线切割快走丝和慢走丝有一定的理解了吧!。
快走丝、慢走丝和中走丝
快走丝、慢走丝和中走丝线切割机床分:中走丝、慢走丝、快走丝都是指的电火花线切割机床(Wire cut Electrical Discharge Machining简称WEDM)。
什么是快走丝线切割机床?快走丝是电火花线切割的一种,也叫高速走丝电火花线切割机床(WEDM-HS),其电极丝(一般采用钼丝)作高速往复运动,走丝速度为8~10m/s,电极丝可重复使用,加工速度较高,走丝容易造成电极丝抖动和反向时停顿,使加工质量下降,是我国生产和使用的主要机种,是我国独创的电火花线切割加工模式。
1960年,苏联首先研制出靠模线切割机床。
中国于1961年也研制出类似的机床。
早期的线切割机床采用电气靠模控制切割轨迹。
当时由于切割速度低,制造靠模比较困难,仅用于在电子工业中加工其他加工方法难以解决的窄缝等。
1966年,中国研制成功采用乳化液和快速走丝机构的高速走丝线切割机床,并相继采用了数字控制和光电跟踪控制技术。
此后,随着脉冲电源和数字控制技术的不断发展以及多次切割工艺的应用,大大提高了切割速度和加工精度。
什么是慢走丝线切割机床?低速走丝线切割机电极丝以铜线作为工具电极,一般以低于0.2m/s的速度作单向运动,在铜线与铜、钢或超硬合金等被加工物材料之间施加60~300V的脉冲电压,并保持5~50um间隙,间隙中充满脱离子水(接近蒸馏水)等绝缘介质,使电极与被加工物之间发生火花放电,并彼此被消耗、腐蚀,在工件表面上电蚀出无数的小坑,通过NC控制的监测和管控,伺服机构执行,使这种放电现象均匀一致,从而达到加工物被加工,使之成为合乎要求之尺寸大小及形状精度的产品。
目前精度可达0.001mm级,表面质量也接近磨削水平。
电极丝放电后不再使用,而且采用无电阻防电解电源,一般均带有自动穿丝和恒张力装置。
工作平稳、均匀、抖动小、加工精度高、表面质量好,但不宜加工大厚度工件。
由于机床结构精密,技术含量高,机床价格高,因此使用成本也高。
线切割英文术语-汇总
慢走丝,中走丝,快走丝“常用中英词汇表”慢走丝全世界做生意的都知道中国的市场大无边,所有能想到在中国有市场的产品都是“削尽脑袋”进入中国,一般输往国内的产品都有中文版说明书,中文版的操作控制系统,使用起来到是不难,说到线切割方面,象在国内有大把客户的瑞士阿奇夏米尔,沙迪克,牧野等知名品牌都在慢走丝线割机上配有中文控制操作系统。
更进一步的是他们的服务工程师完全“本土化”在技术交流,产品售后服务,人员培训等方面都能用“中文的表达方式,讲解各自机床的性能,在与客户的技术交流上实现”无障碍“沟通,为他们的产品顺利登陆提高了方便,现在,我们的快走丝产品也在走出国门,到世界各地”落户“,然而我们的线切割产品到外国人的手中,在机器的性能,在技术的交流,在售后服务,在人员培训上因为”英文版的中文说明书“,英文版的操作控制系统上”跟不上客户的要求,影响了我们快走丝,中走丝走向世界的步伐。
国外市场大有作为,在线切割行业中缺少既懂英文又懂线切割方面专业知识,更不谈快走丝,中走丝加工工艺的服务工程师,如今这么多高校,高职,我想能培养一批这方面“能文能武”的技能人才,市场不欢迎才怪呢?,到那时我们的线切割产品就不只是“零零星星”的踏出国门,我曾经带过一个购买国产中走丝的印度客户为徒弟。
人家是在美国读MBA回国的,十分好学聪敏,肯动手,愿动脑。
就是我不懂英文在线切割专业方面的交流沟通,教起来不知有多难,就象我们平常同聋哑人打交道,脚手并用一个简单道理都说不清,学的,教的都吃力。
我的外国徒弟到临回国上飞机,对有些线切割的技术都没明白,大部分知识都是“象喜马拉雅山一头云雾。
如果没有语言交流障碍,我可以在48小时带会一个能正确使用国产线切割的徒弟。
这是多年积累经验的结果,因材施教,个性化辅导,”轻车熟路“快乐学习还没碰上入不了门,学不会的人存在。
以前自认为带徒弟”小菜一碟’的我也会有因为语言交流而尴尬,想给人说明白有劲使不上。
自打这件事后,我努力学习,日常注意收集这方面的有关线切割中英文资料。
线切割机床厂家_线切割机品牌

线切割机床厂家_线切割机品牌现在数控线切割机床厂家很多,市场鱼龙混杂,线切割机品牌众多。
价格二万多元,三万多,四万多,十几万甚至更高,线切割机的价格有效切割行程大的价格就高。
线切割机床分慢走丝线切割、中走丝线切割、快走丝线切割之分,根据你自己加工工件的要求选择。
慢走丝线切割分进口慢走丝和国产慢走丝:价格相差甚远,但质量也相差甚远。
进口线割机品牌如:日本的沙迪克,三菱,瑞士的夏米尔。
慢走丝进口的:阿奇夏米尔,台湾庆鸿。
1.慢走丝线切割生产厂家国产的就很多啦:苏三光、苏州电加工研究所的等。
2.中走丝线切割厂家:苏州中航长风,苏州宝玛,上海特略等。
快走丝线切割机生产厂家就太多啦:价格便宜,宁波机:这种机价格便宜,其次是泰州机,价格适中。
3.快走丝有是苏州产的,质量稳定,切割精度高,长期稳定型好,但价格贵!线切割机厂家,线切割机品牌有:北京阿奇、苏三光、苏州中航长风,苏州宝玛,苏州金马的快走丝。
选择线切割机床厂家,线切割机品牌,首先要看自己所加工物件的精度要求,现在线切割机技术已经得到了大力发展,不一定要追求线切割机品牌,厂家,另外需要比较关注的是各个线切割机床厂家的售后服务。
苏州中航长风数控科技有限公司是的中国航空工业集团国营苏州长风机械总厂民品公司改制后原职工组建的企业。
地处中国江南历史文化名城苏州。
目前投放市场的产品有:数控电火花线切割、快走丝线切割、中走丝线切割机床、电火花穿孔机、电火花数控穿孔机、电化学去毛刺机、电解去毛刺设备、取断丝锥机、电火花成型机等电加工设备。
江苏三星机械制造有限公司是集研发、生产、销售为一体的机械制造企业,公司内设产品研发处、质量检验处(含计量室)、工艺装备处、物流保障处、生产制造一部、二部、三部、四部、五部、六部、销售公司(含外贸处)、财务处、办公室等机构。
公司占地面积45000平方米,建筑面积34500平方米,有员工500多人,其中中、高级工程技术人员70人,具有线切割厂家,泰州线切割,快走丝、罗马利压坐标镗床等一百多套精良加工设备,具有美国多普勒干涉仪、万能工具显微镜、读数显微镜、动平衡检验仪等一百多台检验设备,是江苏省技术监督局确认的计量合格单位。
慢走丝的原理

慢走丝的原理慢走丝是一种用于金属切削加工的重要工具,它的原理和工作方式对于金属加工行业有着重要的意义。
慢走丝是一种通过电火花腐蚀加工的方法,它利用电脉冲将金属材料腐蚀,从而实现精密的切削和加工。
在慢走丝加工中,电极和工件之间通过电解液形成电路,电脉冲通过电解液对工件进行腐蚀,从而实现加工的目的。
慢走丝的原理可以简单地理解为电火花腐蚀加工。
在慢走丝加工中,工件和电极被置于电解液中,形成一个电路。
当电脉冲通过电解液时,会产生高温高压的电火花,这些电火花会对工件表面产生腐蚀作用,从而实现精密的切削和加工。
慢走丝加工可以实现对硬度很高的金属材料进行精密加工,因此在航空航天、汽车制造、模具制造等领域有着广泛的应用。
慢走丝的原理主要包括以下几个方面,电解液、电极、电脉冲和工件。
首先,电解液是慢走丝加工中不可或缺的一部分,它需要具有良好的导电性和冷却性能,以确保电脉冲能够正常传导并且能够有效地冷却加工区域。
其次,电极是慢走丝加工中的另一个关键组成部分,它需要具有良好的导电性和机械性能,以确保能够稳定地进行加工。
再次,电脉冲是慢走丝加工中的核心,它需要具有合适的参数和频率,以确保能够产生高温高压的电火花,并且能够精确地控制加工过程。
最后,工件是慢走丝加工中需要进行加工的对象,它需要具有一定的导电性和可加工性,以确保能够进行精密的加工。
总的来说,慢走丝的原理是通过电火花腐蚀加工的方法,利用电脉冲对金属材料进行精密加工。
慢走丝加工具有加工精度高、加工效率高、加工成本低等优点,因此在金属加工行业有着广泛的应用前景。
随着科技的不断进步和创新,相信慢走丝加工技术会在未来发展出更多的新应用和新突破,为金属加工行业带来更多的发展机遇。
快、慢走丝数控电火花线切割机床的主要区别

快、慢走丝数控电火花线切割机床的主要区别
比较项目快走丝数控线切割机
床慢走丝数控线切割割机床
走丝速度/m . S-
常用值8~10
常用值O.00l~o.25
电极丝工作状态往复供丝,反复使用单向运行,一次性使使
用
电极丝材料钼、钨钼合金黄铜、铜、以铜为主体)
合金1或镀覆材料、钼
丝
电极丝直径/m 0.03一0.25,常用0.
12-0.20 0.003一0.30,常用值0.20
工作电极丝长度/m 200左右数千
穿丝方式只能手工可手工,可自动电极丝振动较大 1 较小
运丝系统结构简单微信公众号:
hcsteel
复杂
脉冲电源开路电压80~100V,
工作电流1~5A 开路电压300V左右,工C作电流1~32A
单面放电间隙/mm 0. 01~0.03 0. 01~0。
12
工作液线切割乳化液或水基I 去离子水,有的场
工作1液等合用煤油
工作液电阻率/kQ.cm 0. 5-50 1 10~100
导丝机构形式导轮,寿命较短导向器,寿命较长机床价格便宜|昂贵。
浅谈快丝与慢丝
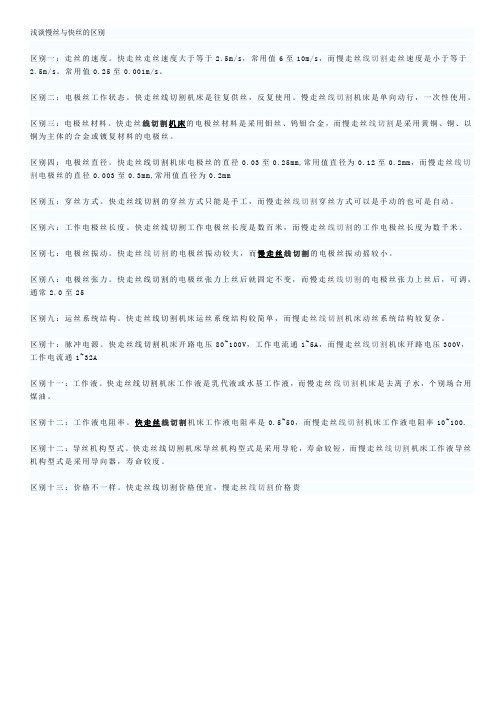
浅谈慢丝与快丝的区别区别一:走丝的速度。
快走丝走丝速度大于等于2.5m/s,常用值6至10m/s,而慢走丝线切割走丝速度是小于等于2.5m/s。
常用值0.25至0.001m/s。
区别二:电极丝工作状态。
快走丝线切割机床是往复供丝,反复使用。
慢走丝线切割机床是单向动行,一次性使用。
区别三:电极丝材料。
快走丝线切割机床的电极丝材料是采用钼丝、钨钼合金,而慢走丝线切割是采用黄铜、铜、以铜为主体的合金或镀复材料的电极丝。
区别四:电极丝直径。
快走丝线切割机床电极丝的直径0.03至0.25mm,常用值直径为0.12至0.2mm,而慢走丝线切割电极丝的直径0.003至0.3mm,常用值直径为0.2mm区别五:穿丝方式。
快走丝线切割的穿丝方式只能是手工,而慢走丝线切割穿丝方式可以是手动的也可是自动。
区别六:工作电极丝长度。
快走丝线切割工作电极丝长度是数百米,而慢走丝线切割的工作电极丝长度为数千米。
区别七:电极丝振动。
快走丝线切割的电极丝振动较大,而慢走丝线切割的电极丝振动摇较小。
区别八:电极丝张力。
快走丝线切割的电极丝张力上丝后就固定不变,而慢走丝线切割的电极丝张力上丝后,可调,通常2.0至25区别九:运丝系统结构。
快走丝线切割机床运丝系统结构较简单,而慢走丝线切割机床动丝系统结构较复杂。
区别十:脉冲电源。
快走丝线切割机床开路电压80~100V,工作电流通1~5A,而慢走丝线切割机床开路电压300V,工作电流通1~32A区别十一:工作液。
快走丝线切割机床工作液是乳代液或水基工作液,而慢走丝线切割机床是去离子水,个别场合用煤油。
区别十二:工作液电阻率。
快走丝线切割机床工作液电阻率是0.5~50,而慢走丝线切割机床工作液电阻率10~100.区别十二:导丝机构型式。
快走丝线切割机床导丝机构型式是采用导轮,寿命较短,而慢走丝线切割机床工作液导丝机构型式是采用导向器,寿命较度。
区别十三:价格不一样。
快走丝线切割价格便宜,慢走丝线切割价格贵。
电火花线切割机运丝机构及控制讲解

1 绪论1.1前言电火花线切割机床是一类在模具制造等行业中广泛应用的典型数控机床。
电火花割加工技术WEDM(Wire Electrieal Diseharse Machining)自问世以来,得到了迅速的发逐步成为机械制造领域中的一个重要组成部分。
高速走丝电火花线切割机床是通过线具电极,对工件进行脉冲性放电加工的。
工作时脉冲电源的正极接工件,负极接电极电极丝由储丝筒带动往复移动,通过控制工件的运动轨迹和速度,从而切割出符合技求的工件。
由于其加工性能与被加工材料无关,而且在加工过程中无切削力,从而容工复杂、精密和高硬度的零件,特别是对薄壁、窄缝零件的加工更具有优势。
工材精密复杂零件、微细零件的加工中占有极其重要的地位。
近年来,在电机模具行业,模具工业的增长,高速冲硬质合金模具的不断推出,模具的大型化和精密化,采用电线切割来加工模具逐渐被广泛认可。
目前国内外的线切割机床约占电加工机床的60%,在低速走丝线切割机床诞生后不久,我国也自行研制出具有首创性的高速走丝线机床。
数十年来,这种机床对我国的制造业发展做出了很大贡献。
由于其价格低廉、比高,因而受到国内许多中小型企业和工厂的青睐,广泛应用于仪器仪表、家用电器车和电机等行业,尤其在加工制造方面发挥了巨大作用。
据统计,目前我国数控高速线切割机床约有10余万台,居世界第一位,2002年国内线切割机床产量1。
5万台,其大部分是高速走丝的线切割机床。
近年来,随着电子技术、计算机技术和控制技术的高速发展,电加工机床的数控也不断地取得了长足的进步。
传统的CNC技术由于通用性差、通讯能力弱以及不便于功能等缺点,已逐渐不适应现代制造业发展的要求。
因此,目前数控技术正在向通用放式实时动态全闭环控制的模式发展,开放式的数控系统已逐渐成为新一代数控系统流。
尽管我国的高速走丝电火花线切割机床与慢速走丝机床相比,在结构、工艺和数术等方面仍有一定差距,但是仍非常适合于加工中等精度和表面粗糙度的零件或模具此提高线切割加工设备的性能(如:实现高速走丝电火花多次切割技术、角度旋转、尖理等功能)对加快我国制造业的发展有着重要意义。
中走丝、慢走丝、快走丝线切割是怎样区分的

中走丝、慢走丝、快走丝线切割是怎样区分的?在日常生活中,我们常常听说中走丝、慢走丝、快走丝,对于业内人来说,可能是非常的简单,但是对于业外人来说,不知道三者之间到底应如何区分?本文简单介绍一下,三者的区别。
如要更细了解请查找更多的相关的资料。
首先,中走丝、慢走丝、快走丝都是指的电火花线切割机床。
电火花线切割机(Wire cut Electrical Discharge Machining简称WEDM),属电加工范畴,是由前苏联拉扎林科夫妇研究开关触点受火花放电腐蚀损坏的现象和原因时,发现电火花的瞬时高温可以使局部的金属熔化、氧化而被腐蚀掉,从而开创和发明了电火花加工方法。
电火花线切割机按走丝速度可分为高速往复走丝电火花线切割机(Reciprocating type High Speed Wire cut Electrical Discharge Machining俗称“快走丝”)、低速单向走丝电火花线切割机(Low Speed one-way walk Wire cut Electrical Discharge Machining俗称“慢走丝”)和立式自旋转电火花线切割机(V ertical Wire Electrical Discharge Machining machine tool With Rotation Wire)三类。
又可按工作台形式分成单立柱十字工作台型和双立柱型(俗称龙门型)。
快走丝是指钼丝来回走动,这样比较节约钼丝,但是精度低,一般国产线切割机使用。
中走丝也是电火花线切割机床的一种,工作原理是利用连续移动的钼丝(称为电极丝)作电极,对工件进行脉冲火花放电蚀除金属、切割成型。
其走丝速度及工件质量介于快走丝和慢走丝之间所以叫做中走丝,准确的说:中走丝是快走丝的升级产品,所以也可以叫:能多次切割的快走丝,所以它的加工速度接近于慢走丝,而加工的质量也趋于慢走丝。
走丝速度在1~12m/s之间,可以根据需要进行调节。
【有谁知道线切割.慢走丝.中走丝.快走丝.一个小时最高可以割多少平方毫米】

【有谁知道线切割.慢走丝.中走丝.快走丝.一个小时最高可以割多少平方毫米】有网友碰到过这样的有谁知道线切割.慢走丝.中走丝.快走丝.一个小时最高可以割多少平方毫米,问题详细内容为:有谁知道线切割.慢走丝.中走丝.快走丝.一个小时最高可以割多少平方毫米,我搜你通过互联网收集了相关的一些解决方案,希望对有过相同或者相似问题的网友提供帮助,具体如下:解决方案1:泰州晨虹数控线切割机床快走丝机床的速度是150mm²/min,中走丝线切割机床的速度120mm²/min解决方案2:快走丝机床的速度是150mm²/min,中走丝线切割机床的速度120mm²/min。
一般快丝120----150,中丝(修三次)40---60,慢丝(不修)260---300。
线切割机(Wire Electrical Discharge Machining简称WEDM),属电加工范畴,是由前苏联拉扎联科夫妇研究开关触点受火花放电腐蚀损坏的现象和原因时,发现电火花的瞬时高温可以使局部的金属熔化、氧化而被腐蚀掉,从而开创和发明了电火花加工方法。
线切割机也于1960年发明于前苏联,我国是第一个用于工业生产的国家。
解决方案3:BSG-H速霸快走丝线切割机床的速度是一万平方每小时。
解决方案4:快丝120----150,中丝(修三次)40---60,慢丝(不修)260---300有谁知道线切割.慢走丝.中走丝.快走丝.一个小时最...答:泰州晨虹数控线切割机床快走丝机床的速度是150mm²/min,中走丝线切割机床的速度120mm²/m in慢走丝,中走丝,快走丝,精度最高各是多少?答:线切割机床慢走丝的精度最好,中走丝跟快走丝差一些,但是现在的机床可以切3刀,光洁度可以高一些,精度也要好一些了线切割机床慢走丝的电极丝一般是铜丝,做单行程运动,精度能达到0.005mm,且光洁度好,中走丝跟快走丝的电极丝一般都是乌钼...慢走丝,中走丝,快走丝,精度最高各是多少答:线切割机床慢走丝的精度最好,中走丝跟快走丝差一些,但是现在的机床可以切3刀,光洁度可以高一些,精度也要好一些了线切割机床慢走丝的电极丝一般是铜丝,做单行程运动,精度能达到0.005mm,且光洁度好,中走丝跟快走丝的电极丝一般都是乌钼...线切割快走丝和中走丝,慢走丝有什么区别答:随着科学技术的发展,机械制造技术有了深刻的变化。
第五章线切割

第五章:电火花线切割加工5.3 电火花线切割加工机床简介5.3.1 机床分类、型号1.分类线切割加工机床可按多种方法进行分类,通常按电极丝的走丝速度分成快速走丝线切割机床(WEDM-HS)与慢速走丝线切割机床(WEDM-LS)。
1) 快速走丝线切割机床快速走丝线切割机床的电极丝作高速往复运动,一般走丝速度为8~10 m/s,是我国独创的电火花线切割加工模式。
快速走丝线切割机床上运动的电极丝能够双向往返运行,重复使用,直至断丝为止。
线电极材料常用直径为0.10~0.30 mm的钼丝(有时也用钨丝或钨钼丝)。
对小圆角或窄缝切割,也可采用直径为0.6 mm的钼丝。
工作液通常采用乳化液。
快速走丝线切割机床结构简单、价格便宜、生产率高,但由于运行速度快,工作时机床震动较大。
钼丝和导轮的损耗快,加工精度和表面粗糙度就不如慢速走丝线切割机床,其加工精度一般为0.01~0.02 mm,表面粗糙度Ra为1.25~2.5 μm。
2) 慢速走丝线切割机床慢速走丝线切割机床走丝速度低于0.2 m/s。
常用黄铜丝(有时也采用紫铜、钨、钼和各种合金的涂覆线)作为电极丝,铜丝直径通常为0.10~0.35 mm。
电极丝仅从一个单方向通过加工间隙,不重复使用,避免了因电极丝的损耗而降低加工精度。
同时由于走丝速度慢,机床及电极丝的震动小,因此加工过程平稳,加工精度高,可达0.005 mm,表面粗糙度Ra≤0.32 μm。
慢速走丝线切割机床的工作液一般采用去离子水、煤油等,生产率较高。
慢走丝机床主要由日本、瑞士等国生产,目前国内有少数企业引进国外先进技术与外企合作生产慢走丝机床。
2.型号国标规定的数控电火花线切割机床的型号,如DK7725的基本含义为:D为机床的类别代号,表示是电加工机床;K为机床的特性代号,表示是数控机床;第一个7为组代号,表示是电火花加工机床,第二个7为系代号(快走丝线切割机床为7,慢走丝线切割机床为6,电火花成型机床为1);25为基本参数代号,表示工作台横向行程为250 mm。
影响慢走丝加工工艺因素

精选课件
9
1.5 加工工件装夹要正确牢固
如果在加工过程中没有夹紧而出现晃动, 则可能引起电极丝的晃动,影响线切割的质 量。有时还会因工件错位而无法再次找正, 使之报废。
精选课件
10
2 造成慢走丝线切割断丝的主要工艺 因素
防止慢走丝线切割断丝,要很好地控制好 其加工时的工艺参数,对有直接影响的主要 工艺参数,如走丝速度、进给速度、进给精 度、工作液、电极丝材料及直径、工件材料 及厚度和切割路线等进行分析、控制.
由于减少线切割加工时材料的变形可以有 效提高加工工件表面质量,因而应采用少量、 多次切割方式。
精选课件
6
1.2 合理安排切割路线
该措施的指导思想是尽量避免破坏工件 材料原有的内部应力平衡和整体的刚度平衡, 防止工件材料在切割过程中因在夹具等作用 下,由于切割路线安排不合理而产生显著变 形,致使切割面质量下降。
0.2m/s,电极丝做低速单向运动,切割精
度很高。
精选课件
2
引言
由于快走丝和中走丝线切割所加工的工 件表面粗糙度一般在Ra二1.25一2. 51im范围 内线切割机所加工的工件表面粗糙度通常可 达到Ra二0.16tAm,且慢走丝线切割机的圆 度误差、直线误差和尺寸误差都较快走丝线 切割好很多,所以在加工高精度零件时,慢 走丝线切割机得到了广泛应用。
精选课件
18
感谢亲观看此幻灯片,此课件部分内容来源于网络, 如有侵权请及时联系我们删除,谢谢配合!
慢走丝加工
精选课件1ຫໍສະໝຸດ 电火花线切割分类区分快走丝线切割,中走丝线切割,慢走 丝线切割。
1:快走丝电火花线切割的走丝速度为6~ 12 m/s,电极丝作高速往返运动,切割精 度较差。
什么是慢走丝的区分

什么是慢走丝的区分?
首先,慢走丝的区分有慢走丝,快走丝,中走丝三种不同精密度的加工,慢走丝为什么会有慢中快之分?这个主要说的是放电切割时所用丝的进给的速度,快走丝一般用钼丝,进给得最快,但是可以循环利用,因为放电能量会将钼丝越变越小,有因为是循环利用,所以精度不能保证太多,慢走丝一般用铜丝,进给得慢,铜丝是一次性使用,并且可以精修多次,将精度和工件光洁度保证到最好,所以一般精密加工用慢丝,中走丝就是介于这两种之间了!
中走丝粗加工 6000/H 割一修二 2400/H R 1。
3 慢走丝粗加工 12000/H 割一修二2400/H R 0。
8 快走丝粗加工 3000/H快走丝不用编程,直接按图形跑的,中走丝其实就是快走丝加个修刀功能,原理一样。
然而慢走丝的编程就复杂多了,首先用软件处理下图形,然后点个线割路径,在直接转出程式,所以我觉得慢走丝配件加工是最为精密的,做放电的大师们主要的工作都在处理图档上。
慢走丝、中走丝、快走丝的相同点和不同点

慢走丝、中走丝、快走丝的相同点和不同点
共同点:慢走丝、中走丝、快走丝都是金属线材与金属放电腐蚀加工。
先说慢走丝:慢走丝丝电极是铜丝。
切割一次铜丝也只能用一次。
特点是加工精度高可达到0.01mm以内。
表面加工粗糙度非常好。
但是慢走丝机床价格比较贵。
快走丝:丝电极是钼丝。
与慢走丝不同的是钼丝也比较便宜。
而且是钼丝的往复加工。
机床价格较便宜。
而且快走丝是中国人发明的喔。
加工效率较高成本低。
但是快走丝机床加工精度没有慢走丝好。
表面粗糙度也很差。
中走丝:取快、慢走丝两者优点。
中走丝是由快走丝演变而来的。
基本的加工原理是一样的。
也是用钼丝往复式加工。
但是加了一个功能就是多次切割加工。
多次切割加工就是切割一个工件分为三条走刀路线。
切割第一次是等同于粗加工,切割第二次等同于半精加工。
切割第三次等同于精加工。
每次加工的放电参数不同且与工件切割的接触间隙不同可以加工出较高加工精度要求的工件。
表面粗糙度可达到R0.8。
1/ 1。
线割慢走丝快走丝加工标准化
低时或树脂整个表面变成褐色时,就要更换 离子交换树脂了. 在线割机床中,除了观察树脂的颜色,也可在 机床界面中观察. 沙迪克的操作面板上有个”比抵抗”,当” 比抵抗”的数值<1.9,机床中的水很浑时,离 子交换树脂就需要更换了. 牧野机床的加工操作界面上有个‘水质’、 水质的正常范围值为26~32,当水质值>32, 机床警告信息显示”离子树脂需要更换” 时,就要更换它了.
j:每月对上下机头平面度;平行度进行校正( 保证在0.01以内) k:每月对张力校正一次/并进行月度保养 l:防锈剂的添加
在加工槽里添加W-2K后,要循环20分钟左右,便 于溶解均匀。添加比例大约为加工液的0.3%( 200L的槽容量,添加0.6L) 防锈效果随着设备实际加工时间而降低。实际加 工时间400-700小时后,如果发现工件有生锈情
离子交换树脂的更换步骤: 1.按下主操作面板上的加工操作键,调用加工操作屏( 功能一览),按下离子关闭键和泵关闭键. 2.从瓶盖上断开管子耦合器.在这种情况下,要足够小 心,防止水从瓶盖和管子耦合器上泄露出来. 3.摆脱束带,取出离子瓶,逆时针旋转锁定杠杆计数器 的盖子,使之松动. 4.打开盖子,把使用过的离子交换树脂放在袋子里. 5.拿掉防护网,用水冲洗堆积在网里的其他物质. 6.安装防护网,从开口处加载树脂.(每次更换需20升 树脂,一瓶装10升树脂)
。
MAO(标准加工) 是判断加工状态是否稳定的基准的设定,标准加工和TM 脉冲加工其检测方法不一样。 M 对加工状态是否稳定的判断水准的设定以电压判断 A 用M设定的水准,判定加工状态不稳定 时,用A设 定的倍率自动扩展 O 未使用 MAO(TM脉冲加工) M 对加工状态是否稳定的判断水准的设定以时间判断 A 用M设定的水准,判定加工状态不稳定时,不是用 OFF而是用 A 设定的时间作为 OFF O 用M设定的水准,判定加工状态不稳定时,不是用 ON 而是用 O 设定的时间作为 OFF
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
快走丝线切割与慢走丝线切割的主要区别
● 快走丝与慢走丝,是以电极丝走丝速度来区分的。
● 快走丝的丝速通常在10m/s左右,目前切割速度一般约60平方毫米/分,最高速度有达到200多平方毫米/分的;慢走丝的走丝速度一般低于0.25m/s,它的切割速度比快走丝要高、精度要好。
● 切割工件的速度,与工艺要求有关,也与机床性能、被加工材料性质及形状等有关;若不计表面粗糙度,设平均加工速度为80平方毫米/分,则切断一个直径为50的圆棒,用快走丝约需25min。
● 快走丝机床与慢走丝机床,虽同属于电火花线切割机床,但由于走丝方式的不同,以及历史原因造成的主攻方向的不一样,使得二者有很大的区别、适应于不同的加工领域。
● 虽然慢走丝有双丝系统机床,快走丝也有可调整丝速的机床,但仍属于各自的范畴,在结构形式上两者不能在同一台机床上实现。
● 快走丝一般采用钼丝或钨丝作电极,可以反复使用直到断丝为止。
而慢走丝一般采用铜丝作电极,线电极只是单向通过,不重复使用。
慢走丝加工精度
±1.5um,通常丝速在300平方MM/min,粗糙度Ra0.1~0.2um,直径0.03~0.1MM的细丝可一次性完成冷冲压模的凸凹模及0.04MM的窄槽和R0.02圆角的加工,锥度已能超过30度以上的精密加工水平。
加工费很贵。
● 目前快走丝线切割的加工费为0.4~0.5分/平方毫米,而慢走丝线切割的加工费是快走丝线切割的加工费的10倍,即4~5分/平方毫米。
综上所述:慢走丝线切割切割快,精度高,费用昂贵。