课程设计(飞剪机构的设计)
飞剪的机构分析与设计
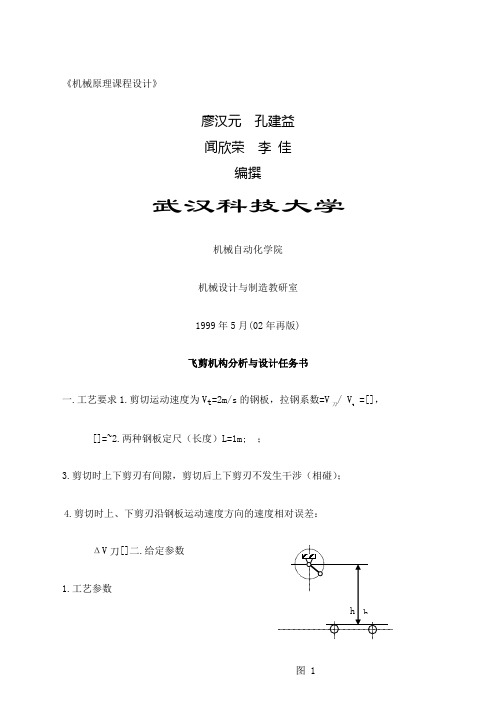
《机械原理课程设计》廖汉元孔建益闻欣荣李佳编撰武汉科技大学机械自动化学院机械设计与制造教研室1999年5月(02年再版)飞剪机构分析与设计任务书一.工艺要求1.剪切运动速度为V t=2m/s的钢板,拉钢系数=V刀/ Vt=[],[]=~2.两种钢板定尺(长度)L=1m; ;3.剪切时上下剪刃有间隙,剪切后上下剪刃不发生干涉(相碰);4.剪切时上、下剪刃沿钢板运动速度方向的速度相对误差:ΔV刀[]二.给定参数1.工艺参数图 1剪切力F=10T=98kN;支座A距辊道面高约为 h250mm(如图1);刀刃重合量Δh5mm;钢板厚度Δb=1mm;2.机构设计参数按定尺L=1m给出机构的行程速比系数k 、远极位传动角2、摇杆摆角:表1 参数与方案三.设计内容1.根据工艺要求制定机构方案,定性比较各方案的优、劣;2.设计出满足工艺要求的机构尺寸及上下剪刃的位置尺寸;3.根据最终设计结果按比例绘制机构运动简图及上下剪刃的轨迹;4.进行机构的运动及力分析,检验上下剪刃的速度相对误差、拉钢系数是否满要求,并求出曲柄上的平衡力矩M b《飞剪机构分析与设计》指导书二,对剪机运动的要求:1.曲柄转一圈对钢材剪切一次;2.剪切时,上、下剪刃速度相对误差小于其许用值:V 刀=2|V Et -V Ft |/(V Et +V Ft ) = .3.剪切时,上下剪刃应与钢材运动同步。
一般希望剪刃速度略大于钢材运动速度,即拉钢系数>1:V 刀= (V Et +V Ft )/2;= V 刀/ V t = =~. 4.能调节钢材的剪切长度L三,设定参数1.工艺参数剪切力F=10T=98kN 支座A 距辊道面高约为h 250mm刀刃重合量Δh5mm 钢板厚度Δb=1mm 2.机构设计参数按定尺L=1m 给出机构的行程速比系数k 、远极位传动角2、摇杆摆角如表1所示。
四.机构的型综合首先对工艺要求进行分析,把工艺要求变换为对机构运动的要求,然后根据对机构的动作要求进行型综合。
机械原理飞剪课程设计

机械原理飞剪课程设计一、课程目标知识目标:1. 学生能够理解并掌握机械原理中关于飞剪的基本概念,包括飞剪的结构、工作原理及其在工程中的应用。
2. 学生能够描述飞剪的力学特性,解释相关物理定律,如杠杆原理、摩擦力等,并能够运用这些知识分析飞剪的运作过程。
3. 学生能够掌握飞剪设计的基本参数,并运用公式进行简单计算。
技能目标:1. 学生能够运用所学的机械原理知识,进行飞剪模型的搭建,培养动手操作能力。
2. 学生能够通过小组合作,进行飞剪实验,学会使用相关工具和仪器,提高实验技能和数据分析能力。
3. 学生能够运用创新思维,对飞剪设计进行优化,提出改进方案。
情感态度价值观目标:1. 学生通过学习飞剪的机械原理,培养对机械工程学科的兴趣和好奇心,激发学习动力。
2. 学生在小组合作中,学会尊重他人意见,培养团队协作精神和沟通能力。
3. 学生能够认识到机械原理在实际工程中的应用价值,提高对工程技术的认识,培养创新意识和实践能力。
课程性质:本课程为机械原理的实践应用课,旨在让学生通过理论学习与动手实践相结合,深入了解飞剪的机械原理,提高学生的实践操作能力和创新思维。
学生特点:学生处于中学高年级阶段,具备一定的物理基础和动手能力,对机械原理有较高的兴趣,但需加强实验操作和团队协作能力的培养。
教学要求:教师应注重理论与实践相结合,引导学生通过自主探究、小组合作等方式,提高学生的参与度和积极性。
同时,关注学生的个体差异,因材施教,确保课程目标的达成。
二、教学内容1. 引入飞剪的基本概念:通过课本第二章“机械原理及其应用”的学习,介绍飞剪的结构组成、工作原理及其在工业中的应用场景。
- 教材章节:第二章 机械原理及其应用2. 飞剪力学特性分析:- 杠杆原理在飞剪中的应用;- 摩擦力对飞剪工作效率的影响;- 力的合成与分解在飞剪运作过程中的具体体现。
- 教材章节:第二章 机械原理及其应用,第三节 力学原理在机械中的应用3. 飞剪设计基本参数及计算:- 飞剪设计中的主要参数及其意义;- 基本计算公式的推导和应用;- 实例分析,运用公式进行飞剪设计计算。
课程设计(飞剪机构的设计)
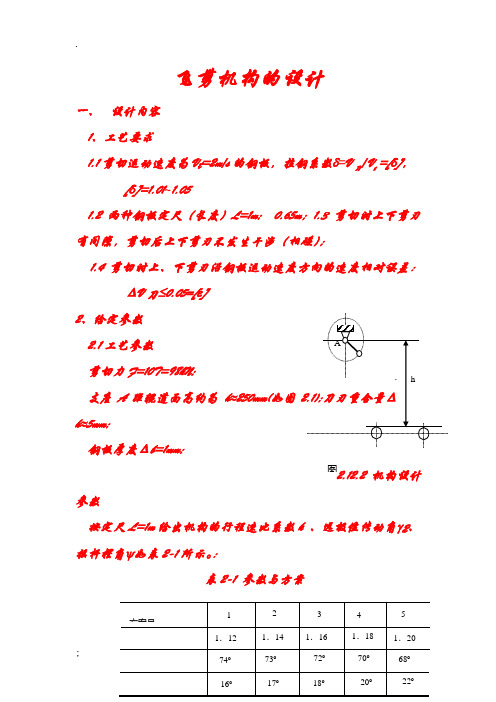
图飞剪机构的设计一、 设计内容 1、工艺要求1.1剪切运动速度为V t =2m/s 的钢板,拉钢系数δ=V 刀/ V t =[δ], [δ]=1.01~1.051.2 两种钢板定尺(长度)L=1m; 0.65m ;1.3 剪切时上下剪刃有间隙,剪切后上下剪刃不发生干涉(相碰);1.4 剪切时上、下剪刃沿钢板运动速度方向的速度相对误差: ΔV 刀≤0.05=[ε] 2、给定参数2.1工艺参数 剪切力F=10T=98kN;支座A 距辊道面高约为 h ≈250mm(如图h ≈5mm;钢板厚度Δb=1mm; 2.12.2机构设计参数按定尺L=1m 给出机构的行程速比系数k 、远极位传动角γ2、摇杆摆角ψ如表2-1所示。
:表2-1 参数与方案3、具体内容3.1根据工艺要求制定机构方案,定性比较各方案的优、劣; 3.2设计出满足工艺要求的机构尺寸及上下剪刃的位置尺寸; 3.3根据最终设计结果按比例绘制机构运动简图及上下剪刃的轨迹;3.4进行机构的运动及力分析,检验上下剪刃的速度相对误差、拉钢系数是否满要求,并求出曲柄上的平衡力矩M b 4、对剪机运动的要求:4.1曲柄转一圈对钢材剪切一次;4.2剪切时,上、下剪刃速度相对误差小于其许用值:△V 刀=2|V Et -V Ft |/(V Et +V Ft )≤ [ε] = 0.05. 4.3剪切时,上下剪刃应与钢材运动同步。
一般希望剪刃速度略大于钢材运动速度,即拉钢系数δ>1: V 刀= (V Et +V Ft )/2; δ= V 刀/ V t =[δ] =1.01~1.05. 4.4能调节钢材的剪切长度LC b5、设定参数5.1工艺参数剪切力F=10T=98kN 支座A距辊道面高约为h ≈250mm刀刃重合量Δh≈5mm 钢板厚度Δb=1mm5.2机构设计参数按定尺L=1m给出机构的行程速比系数k 、远极位传动角γ2、摇杆摆角ψ如表2-1所示。
6、机构的型综合首先对工艺要求进行分析,把工艺要求变换为对机构运动的要求,然后根据对机构的动作要求进行型综合。
飞剪机设计--课程设计
机械原理课程设计说明书设计题目:飞剪机设计学院名称:专业:班级:姓名:学号指导教师:12010年9月8日11设计任务........................... ........ 2..1.1设计题目............................... . (2)1.2工作原理及工艺动作过程................. . (2)1.3原始数据及设计要求..................... (2)1.4设计任务............................... . (2)2系统传动方案设计................... ........ 3.2.1原动机类型的选择...................... .. (3)2.2主传动机构的选择....................... .. (3)3执行机构运动方案的比较与选择 ....... .. (5)3.1执仃机构方案的比较.................... (6)3.2执仃机构方案的确疋..................... . (7)4系统总体运动方案的比较分析确定(绘制系统机构运动简图) (8)4.2系统总体运动方案的确定 (8)5拟定工作循环图.................... .. (9)5.1飞剪机构运动循环图(同心式)•• (9)5.2飞剪机机构运传送动循环图(直线式) (9)6机构设计及尺寸计算................. ...... 1.06.1传送系统的齿轮设定.....................106.2传送带设疋............................ .10 7设计心得与体会..................... ...... 1.1参考文献. (12)1设计任务1.1设计题目飞剪机1.2工作原理及工艺动作过程能够横向剪切运行中的扎件,在连续扎制线上能剪切扎件的头,尾或将扎件切成规定尺寸。
飞剪机构设计讲稿(new)(11年2)共46页

3.刀刃刀刃位位予置置选应确同机定时架考倾虑刀角刃重4合(量=1h 0, 及上下刀刃水平使速曲度基柄本与相等机的架要求共。线
1
2
A
b 2
C
3
a B
4
c
eF
E
3
f
y h
h
D
P P34 24
x
4
图7
11
fdc o4 sh
e(f h)2(da)22(f h)d (a)c o41/s2
E
a LCE e
2
2
3
L 4
E F h
1 3 f
h
c
分别由BEC和
1
D P34(P24)
DFC求出1和2 x
图8
12
5.调整上下刀刃水平速度误差
(调整机架倾角4)
12
1
y
V E=V C+V EC V F=V C+V FC
若E=90,
2 C
Aa
B
b
13
1
y
E = E -90
Aa
LCE
4 = 4 - E
B
2 b C
2
e 2
h E F h
3
L 4
E
1
f
3
c
1 = 1 - E
D P34(P24)
2 = 2 - E x
图8
3 = 3 - E
13
6,曲柄半径的调整
由于VB未知,故作如下假设:
k1=vB/v刀---------曲柄销的速度与上下刀刃平均水
平速度之比。
八杆飞剪机构设计方案
八杆飞剪机构设计方案咱来唠唠八杆飞剪机构的设计方案哈。
一、设计目标。
首先呢,咱得明确这个八杆飞剪机构是要干啥的。
那肯定是要像个超级剪刀手一样,快速又精准地剪断东西呗,比如说金属板材或者卷材啥的。
这就要求它剪东西的时候,既要有足够的剪切力,又得能在合适的时间和位置下刀,就像大厨切菜得切得恰到好处。
二、机构选型。
1. 八杆结构的确定。
为啥是八杆呢?这就好比组建一个篮球队,每个队员(杆件)都有自己的作用。
八杆结构能够提供比较复杂又稳定的运动关系。
多几根杆,可以让整个机构在运动的时候更加灵活多样,能满足不同的剪切需求。
这八根杆可不是随便凑在一起的。
咱们得像搭积木一样,把它们组合得合理又牢固。
2. 杆件的材料选择。
对于杆件的材料,这就像给战士选武器一样重要。
如果是用来剪比较薄的材料,像纸张之类的(开个玩笑,飞剪一般不剪纸啦),那可能铝合金就够了,轻便又便宜。
但要是剪金属板材,那就得选高强度的钢材了,比如45号钢之类的,这样才能承受住剪切时的巨大力量,不至于在干活的时候“胳膊折了”。
三、运动分析。
1. 轨迹规划。
这个飞剪的剪切刃啊,得像个听话的小宠物一样,按照我们规定的路线走。
我们要设计好它的运动轨迹,就像给它画好跑道一样。
这个轨迹得保证在剪切的时候,刀刃能垂直地切入材料,而且在剪切前后能快速地离开,不能在那儿磨磨蹭蹭的。
比如说,在卷材向前运动的时候,飞剪的刀刃要先加速到和卷材速度差不多,然后“咔嚓”一下剪下去,再迅速减速回到初始位置,准备下一次剪切。
这就像运动员跑步,起跑、冲刺、减速,每个环节都得控制好。
2. 速度和加速度分析。
速度可不能太慢了,不然就不叫飞剪了。
但是也不能太快,太快了机构可能会散架或者控制不住。
要根据剪切材料的速度和厚度来确定飞剪刀刃的速度。
加速度也很关键呢。
如果加速度太大,机构会受到很大的冲击力,就像开车突然猛踩油门一样,对车(机构)不好。
所以要合理地规划加速度,让机构在平稳的状态下完成快速的剪切动作。
毕业设计 棒材飞剪机的设计

毕 业 设 计设计题目:棒材飞剪机的设计系 别:_________________________班 级:_________________________姓 名:_________________________指 导 教 师:_________________________2010年11月 1 日08机电 机电一体化棒材飞剪机的设计摘要棒材飞剪机是现代轧钢生产线上的咽喉设备,它负责钢材的切头切尾及定尺剪切。
在高速轧线上,确保飞剪的定尺剪切精度,对提高轧钢厂的成材率具有十分重要的意义。
本课题从机械设计和气动控制等各个方面找出影响剪切精度的因素,从而设计出启停特性好的飞剪机,并对飞剪的控制进行一定的分析研究以确保飞剪的定尺精度。
本课题的研究具有较高的应用价值,同时对飞剪的设计制造具有一定的指导意义,并可为企业提高成材率,进而创造经济效益。
而且,由于本课题综合运用了机电气的相关知识,通过对飞剪机的精度控制分析,提出了一些响应的改进方法,值得在实际的设计制造中借鉴,提出了几种飞剪机设计的新思路,可供参考。
相关词:飞剪机棒材精度控制剪切精度Strong material fly to cut machineAbstractStrong material fly to cut machine is the throat equipment on the modern production line of steel rolling, it responsible steel material cut head cut end and scale cut. On rolling line with high speed ensure to fly the scale that cuts cut precision, for rising steel rolling mill become useful to lead have very important meaning. This program is from mechanical design and is pneumatic to find out influence with every aspects such as electrical control to cut the factor of precision, so devise to start stop property good fly to cut machine, and as flying , the control that cut carries out certain analysis research so as ensure to fly the scale precision that cut.The research of this program has higher application value, at the same time as flying , the design production that cut has certain guidance meaning, and can become useful for enterprise raising to lead , and then create economic benefits. , since this program is synthesized with the related knowledge of Electromechanical air, pass for fly to cut machine precision control analysis, have put forward some improvement methods of responding , deserve to refer to in actual design production, have put forward some kinds of fly to cut the new train of thought of machine design, for reference.Key words:Fly to cut machine Strong material Precision is controled Cutprecision目录引言 (1)1 任务的提出 (2)1.1飞剪机的工业作用和分类 (2)1.2飞剪机应满足的设计要求 (2)1.3飞剪机设计任务书 (2)2 飞剪机机构的选型 (3)2.1剪切机构的结构选型 (3)2.2飞剪机工作方式的选择 (3)3 飞剪机机械系统的设计 (6)3.1飞剪机系统设计总的要求 (6)3.2飞剪机基本参数的确定与选择 (6)3.2.1基本参数的确定 (7)3.2.2力能参数的计算 (9)3.2.3电动机功率选择 (11)3.2.4飞轮力矩的确定 (12)3.3齿轮的确定和齿轮间隙的清除 (14)3.3.1传动齿轮参数的确定 (14)3.3.2齿侧间隙的消除的方法和调整 (14)3.4剪切机构剪刃动点轨迹的运动分析与优化 (15)3.4.1曲柄式剪切机构剪刃动点轨迹计算式 (16)3.4.2剪切机构动点轨迹分析 (19)4 飞剪机气动系统的设计 (20)4.1飞剪机的启动对离合器性能的要求 (20)4.2飞剪机的制动特性对制动器的要求 (20)4.3飞剪机对气动系统的气压高低和稳定的要求 (20)谢辞 (23)参考文献 (24)引言飞剪机是在轧件运动中对轧件实施剪切工艺的一种设备,是连续式轧钢生产线上不可缺少的,非常关键的设备之一。
课程设计超级飞剪全面无敌实验数据
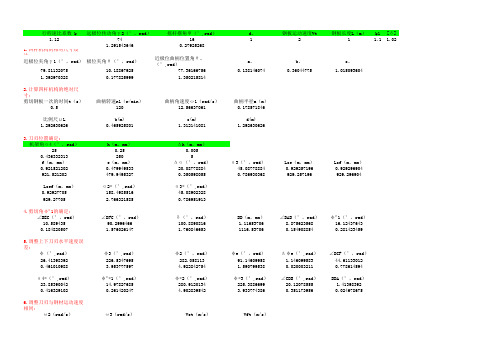
行程速比系数 k 远极位传动角γ2(°,rad)摇杆摆角Ψ(°,rad) d。
钢板运动速度Vt(m/s)钢板长度L(m)k1[δ]1.127416121 1.1 1.021.2915436460.279252681.四杆机构的相对尺寸设计:近极位夹角γ1(°,rad)极位夹角θ(°,rad)近极位曲柄位置角θ。
(°,rad)a。
b。
c。
79.8113207510.1886792577.361667560.1381460740.36044775 1.0150936041.3929703280.177825999 1.3502158142.计算四杆机构的绝对尺寸:剪切钢板一次的时间t(s)曲柄转速n1(r/min)曲柄角速度ω1(rad/s)曲柄半径a(m)0.512012.566370610.178571846比例尺μL b(m)c(m)d(m)1.2926306260.465925801 1.312141081 1.2926306263.刀刃位置确定:机架角α4(°,rad)h(m,mm)Δh(m,mm)250.250.0050.4363323132505f(m,mm)e(m,mm)Δα(°,rad)α3(°,rad)Lce(m,mm)Lcf(m,mm)0.9215212020.47994953320.0877888445.087788840.9292571960.929296904921.521202479.94953270.3505980550.786930368929.257196929.296904Lcef(m,mm)α2*(°,rad)α3*(°,rad)0.92927705158.498551645.08902328929.27705 2.7663215850.7869519134.剪切角φº1的确定:∠BEC(°,rad) ∠DFC(°,rad)δ(°,rad)BD(m,mm)∠DAB(°,rad)φº1(°,rad)10.58943590.2996466100.8890816 1.116537068.87562356816.124376430.184820507 1.576026147 1.7608466531116.537060.1549088540.2814234595.调整上下刀刃水平速度误差:φ(°,rad)φ3(°,rad)φ2(°,rad)φe(°,rad)Δφe(°,rad)∠DCF(°,rad)26.41398392226.5347695282.05811391.14609958 1.14609958344.611330120.461010988 3.953777597 4.922842754 1.5907995380.020*******.778614594α4*(°,rad)φº*1(°,rad)φ*2(°,rad) φ*3(°,rad)∠CDB(°,rad)BDA(°,rad)23.853*******.97827685280.9120134225.388669920.12078555 1.413983920.4163291020.261420247 4.902839542 3.9337743860.3511739560.0246786756.调整刀刃与钢材运动速度相同:ω2(rad/s)ω3(rad/s) Vet(m/s) Vft(m/s)-2.957362507-2.06934273 1.906917121 1.9069171211906.9171211906.917121V刀(m/s)拉钢系数δK1*a*1.9069171210.953458561 1.17676850.191034294μ*b*c*d*1.0697895450.498442551 1.403714811 1.382842729e*f*ΔV刀0.5134449920.985833748 2.21239E-157.求曲柄的平衡力矩Mb:Vex(m/s)Vfx(m/s)剪切力Fc(KN)平衡力矩Mb(KN/m)0.872138946-0.010******* 6.8846586268.机构检验:Xe(m,mm)Ye(m,mm)Xf(m,mm)Yf(m,mm)0.2788995290.5540739890.2788995290.554073989278.8995286554.0739892278.8995286554.0739892ΔXΔY8.55856E-157.01311E-15校验γ2(°,rad)校验k校验γ1(°,rad)校验θ(°,rad)校验Ψ(°,rad)74 1.1279.8113207510.18867925161.291543646 1.3929703280.1778259990.27925268 9.点的坐标计算:输入度数:输入比例:φº1(°,rad)01/5φ(°,rad).0.480188583φ2(°,rad)285.24475874.978460213φ3(°,rad)227.81545863.97612984Xe(m,mm)0.246991038246.991037749.39820754·Ye(m,mm)0.510386719510.3867191102.0773438Xf(m,mm)0.280001977280.001976756.00039534Yf(m,mm)0.512336232512.3362321102.4672464BD(m,mm) 1.2105942381210.594238242.1188476xe xf ye yf1246.991280.002510.3867512.33622256.6566281.5946633.9256632.2572342.0485288.6231702.7546697.4454-241.7371289.314637.327702.23955-421.631283.6921458.7493656.45526-410.1415278.9045298.4709565.26137-230.3865283.2371267.8206466.7102831.4598286.8285367.7983434.342849.398256.0004102.07734102.46724 51.3313256.31892126.78512126.45144 8.409757.72462140.55092139.489 -48.3474257.8628127.4654140.4479 -84.326256.7384291.74986131.29104 -82.028355.780959.69418113.05226 -46.077356.6474253.5641293.34204 6.2919657.365773.5596686.86856。
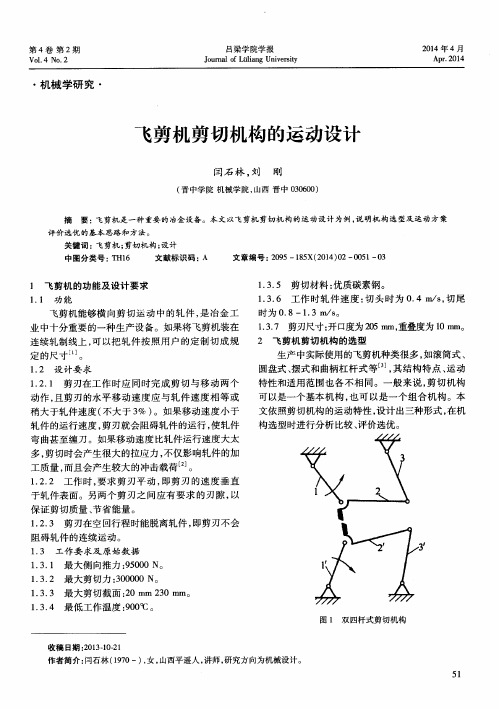
飞剪机剪切机构的运动设计
件, 使得 轧件 断 面平 直 , 提 高加 工质量 。该 方案 的缺 点是结 构 比较复 杂 , 机 构 整 体质 量 大 , 惯性力大 , 因
此只适用于运动速度较低的场合 。
2 飞 剪机 剪切机 构 的选型
生 产 中实 际使用 的飞 剪机种 类很 多 , 如 滚筒式 、 圆盘式 、 摆 式和 曲柄 杠 杆式 等 J , 其结 构 特 点 、 运 动 特性 和适用 范 围也 各 不 相 同 。一 般来 说 , 剪 切 机 构
1 . 2 . 1 剪刃在 工 作 时 应 同时 完成 剪 切 与 移 动 两 个
时为 0 . 8—1 . 3 m / s 。
飞剪 机能 够横 向剪 切 运 动 中 的轧 件 , 是 冶 金 工
业 中十分重要 的一种生产设备。如果将飞剪机装在 连续 轧制 线上 , 可 以把 轧件 按 照用 户 的定 制 切 成 规
定 的尺 寸 。
1 . 2 设 计要 求
1 . 3 . 7 剪刃尺寸 : 开 口度为 2 0 5 m m, 重叠度为 1 0 m m。
轧件 的运行 速度 , 剪 刃就会 阻碍轧 件 的运行 , 使 轧件
弯 曲甚 至缠 刀 。如果 移动 速 度 比轧件 运行 速度 大太
多, 剪切时会产生很大的拉应力 , 不仅影响轧件 的加
工 质量 , 而 且会 产生 较大 的 冲击载 荷 。 I . 2 . 2 工作 时 , 要求剪刃平动 , 即剪 刃 的速 度 垂 直 于轧件 表 面 。另两 个 剪 刃 之 间 应 有要 求 的刃 隙 , 以
飞剪地机构分析报告与设计
图 1飞剪机构分析与设计任务书一.工艺要求1.剪切运动速度为V t =2m/s 的钢板,拉钢系数δ=V刀/ V t =[δ],[δ]=1.01~1.052.两种钢板定尺(长度)L=1m; 0.65m ; 3.剪切时上下剪刃有间隙,剪切后上下剪刃不发生干涉(相碰); 4.剪切时上、下剪刃沿钢板运动速度方向的速度相对误差: ΔV 刀≤0.05=[ε]二.给定参数1.工艺参数剪切力F=10T=98kN;支座A 距辊道面高约为 h ≈250mm(如图1);h ≈5mm;钢板厚度Δb=1mm;2.机构设计参数 按定尺L=1m 给出机构的行程速比系数k 、远极位传动角2、摇杆摆角:表1 参数与方案三.设计内容1.根据工艺要求制定机构方案,定性比较各方案的优、劣;2.设计出满足工艺要求的机构尺寸及上下剪刃的位置尺寸;3.根据最终设计结果按比例绘制机构运动简图及上下剪刃的轨迹;4.进行机构的运动及力分析,检验上下剪刃的速度相对误差、拉钢系数是否满要求,并求出曲柄上的平衡力矩M b《飞剪机构分析与设计》指导书二,对剪机运动的要求:1.曲柄转一圈对钢材剪切一次;2.剪切时,上、下剪刃速度相对误差小于其许用值:∆V 刀=2|V Et -V Ft |/(V Et +V Ft )≤ [ε] = 0.05.3.剪切时,上下剪刃应与钢材运动同步。
一般希望剪刃速度略大于钢材运动速度,即拉钢系数δ>1: V 刀= (V Et +V Ft )/2;δ= V 刀/ V t =[δ] =1.01~1.05. 4.能调节钢材的剪切长度L三,设定参数1.工艺参数剪切力F=10T=98kN 支座A 距辊道面高约为h ≈250mm刀刃重合量Δh ≈5mm 钢板厚度Δb=1mm2.机构设计参数按定尺L=1m 给出机构的行程速比系数k 、远极位传动角γ2、摇杆摆角ψ如表1所示。
四.机构的型综合首先对工艺要求进行分析,把工艺要求变换为对机构运动的要求,然后根据对机构的动作要求进行型综合。
飞剪机构课程设计
飞剪机构课程设计作为一种常见的机械传动机构,飞剪机构是工业生产中常用的一种机构,它主要用于对金属材料进行切割、整形等加工作业。
在机构设计的过程中,要考虑到材质强度、运转精度、工作效率等诸多因素,以确保飞剪机构在实际使用中能够达到预期的效果。
首先,飞剪机构的设计要考虑到制品的切割效率。
由于工业生产的高效性和速度要求,机构的切割速度必须能够满足工业生产的要求。
因此,需要选择材质良好、自身重量较轻且强度高的材料,以提高机构的工作效率和切割速度。
同时,机构结构中的剪切部分也需要采用高硬度的材料,以保证切割部件能够在动力输出下承受较大的剪切力。
其次,飞剪机构的设计还应考虑到运转精度。
由于飞剪机构的运转精度直接影响切割效果和产品质量,因此必须采用精度高的结构设计,以确保机构能够在运转时保持高精度和稳定性。
在机构设计过程中,工程师应该考虑到杆件的设计和加工耐磨性、动力传递的稳定性、切割刃的精度和耐用性以及导向部分的适配性等要素,以确保机构的运转精度能够满足要求。
最后,飞剪机构的设计还需要考虑到实际运用中的安全性和便捷性。
在机构设计时需要考虑到结构的占地面积、重量等要素,同时还需考虑到操作员的使用便捷性和操作安全性。
为此,需要设计符合工业安全规范的设计实现机制,以确保在机构运转过程中安全可靠,同时还需设计人性化的操作界面和控制系统,以提高工人的使用舒适度和效率。
总之,飞剪机构的设计应该注重结构的切割效率、运转精度、安全性和便捷性,以及需要考虑生产环境和工人操作的具体情况。
只有在整合这些要素的前提下,飞剪机构的设计才能真正实现功能的完善与优化,为工业生产的高效进行贡献。
飞剪机构课课程设计
飞剪机构课课程设计一、教学目标本课程的学习目标包括知识目标、技能目标和情感态度价值观目标。
知识目标要求学生掌握飞剪机构的基本原理、结构和应用;技能目标要求学生能够运用所学知识分析和解决飞剪机构相关问题;情感态度价值观目标要求学生培养对飞剪机构的兴趣和好奇心,增强创新意识和团队合作精神。
通过分析课程性质、学生特点和教学要求,我们将目标分解为具体的学习成果。
首先,学生需要理解飞剪机构的基本概念,掌握其工作原理和结构特点。
其次,学生能够运用所学知识分析实际问题,提出合理的解决方案。
最后,学生能够积极参与课堂讨论和实践活动,培养团队协作能力和创新思维。
二、教学内容根据课程目标,我们选择和了以下教学内容。
首先,介绍飞剪机构的基本原理,包括其工作原理、结构和特点。
其次,讲解飞剪机构在实际应用中的案例,帮助学生理解其在工程领域的应用价值。
接着,分析飞剪机构的优缺点,让学生了解其局限性和改进空间。
最后,介绍飞剪机构的设计方法和步骤,为学生提供实际操作的经验。
我们将教学内容按照教材的章节进行安排,确保内容的科学性和系统性。
教材的章节包括:飞剪机构的基本原理、飞剪机构的结构和应用、飞剪机构的优缺点、飞剪机构的设计方法和步骤。
三、教学方法为了激发学生的学习兴趣和主动性,我们选择了多种教学方法。
首先,采用讲授法,向学生传授飞剪机构的基本原理和知识。
其次,通过讨论法,引导学生积极参与课堂讨论,培养团队协作能力和创新思维。
接着,运用案例分析法,分析飞剪机构在实际应用中的案例,帮助学生理解其在工程领域的应用价值。
最后,采用实验法,让学生亲自动手操作,加深对飞剪机构的理解和掌握。
四、教学资源为了支持教学内容和教学方法的实施,我们选择了以下教学资源。
首先,教材《飞剪机构设计与应用》作为主要的学习资料,为学生提供系统的知识框架。
其次,参考书《飞剪机构原理与设计》为学生提供深入的知识拓展。
同时,我们准备了多媒体资料,包括图片、视频和动画,以直观的方式展示飞剪机构的工作原理和应用场景。
飞剪机构

飞剪机构设计说明书学院:机械学院专业:数控技术学生姓名:孙宇宁尹亮朱胜起学号:22 17 26指导教师:***2014年 5月目录目录第一章设计特点 (1)第二章设计内容 (2)第三章设计原理 (4)第四章设计简图 (5)第五章相关计算 (6)第六章结论 (7)总结 (8)第一章设计特点飞剪机是飞剪线中负责剪切的重要设备,飞剪机分为双曲柄回转、单曲柄并回转。
我们设计的飞剪机构是单曲柄回转加摇杆机构组成。
采用四杆机构,结构紧凑,运动形式较简单.全部采用转动副,加工容易,成本也比较低。
通过调节机构尺寸,容易实现不同定尺的加工任务。
单曲柄并回转飞剪机结构:单回转式,由下向上剪切。
剪切功位分为上刀架及下刀架两部分,下刀架嵌装在上刀架内,导向面为铜板,斜契调整导向间隙。
上刀架通过4付直线导轨约束在箱形机架体内,曲拐转动一周,剪切功位完成上下剪切及往复平移运动。
上刀片为矩形,下刀片为V型。
上刀片固定,下刀片通过可调刀座安装在下刀架上,通过调整刀座位置改变剪切间隙。
刀片材质:Cr12MoV。
传动电机采用交流伺服主轴电机(55 kw,500rpm),通过锥形连接器与传动轴连接,可靠的承受频繁冲击。
第二章设计内容如上图所示,摆式飞剪由四杆机构ABCD构成。
上剪刃E装在连杆BC上,下剪刃F装在摇杆CD上。
当曲柄AB等速转动时,将厚度为Db速度为Vt的运动中的钢材剪成定尺(长度)为L的成品。
飞剪机运动要求:1 曲柄转一圈对钢材剪切一次;2 剪切时,上、下剪刃速度相对误差小于其许用值:ΔV刀=|VEt-VFt|/(VEt+VFt)<=[ ε]=0.053 剪切时,上下剪刃应与钢材运动同步。
一般希望剪刃速度略大于钢材运动速度,即拉钢系数δ>1:V刀=(VEt+VFt)/2;δ= V刀/Vt=[ δ]=1.01~1.054 能调节钢材的剪切长度L第三章设计原理我们在设计此飞剪机构用到的方法及一般原则(1)固定一个构件为机架,可得到一个全铰链机构。
飞剪机剪切机构设计
目录内容摘要: (1)关键词: (1)Abstract: (1)1.飞剪机概述 (4)1.1飞剪机简介 (6)1.2剪切机构的工艺作用与分类 (6)1.3剪切机构应满足的设计要求 (7)2.剪切机构功能要求 (7)2.1剪切机构功能 (8)2.2剪切机构正常工作要求 (8)2.3剪切机构方案设计 (8)2.4剪切机构运动学分析 (11)3.剪切机构力学分析计算 (13)3.1剪切机构受力分析 (14)3.2剪切机构力的计算 (15)3.3主轴剪切力矩和电机功率计算 (18)4.剪刃垂直重叠量调整 (20)结论 (21)参考文献 (22)致谢 (23)内容摘要:本设计介绍了棒材飞剪机的功能要求及其剪切机构的性能参数。
着重设计了飞剪机的剪切机构。
设计根据加工原材要求主要设计飞剪机本体的剪切机构。
棒材飞剪机是现代轧钢生产线上的咽喉设备,它负责钢材的切头、切尾及定尺剪切。
所以对飞剪机的设计研究具有十分重大的意义。
本次设计由我们小组五个人共同完成一台飞剪机的设计。
飞剪机的种类众多,根据加工要求选择合适的飞剪机类型十分重要,我们经过收集、学习有关飞剪机的资料进行分工合作,每人选择一个机构进行设计。
我在本次设计中设计飞剪机的剪切机构,其主要功能是对轧件进行切头、去尾、事故碎断或将轧件剪切成定尺长度,功能的实现靠剪切机构为四连杆机构中曲柄摇杆式进行。
关键词:棒材、飞剪机、剪切机构、设计Abstract:This design is introduced the function of the flying shear machine bar requirements and shearing mechanism performance parameters. Emphasize design the shearing mechanism of the flying shear machine. Design according to the major requirements raw material processing design the flying shear machine body shearing mechanism.The bar flying shear machine is modern rolling line on the throat of the equipment, it is responsible for the steel cut head, cutting the end and scale shear. Therefore, the design of the flying shear is of great significance. The design consists of five people in our group together to complete the design of a flying shear. Many types of flying shear, according to the processing requirements to choose the right type of flying shear is very important, after collection, to learn about flying shear information division of labor, and each person to choose a body design. In this design of flying shear machine I design the shearing mechanism,t he main function of rolled piece is in the head, to tail, accident broken off or will be rolled piece of cutting into scale length, the realization of the function of shearing mechanism on for four bar linkage of the crank rocker type.Key words:bar, flying shearing machine, shearing mechanism, design.1.飞剪机概述本章主要目的是明确所设计的飞剪机应该达到的目标,如何优化设备结构、减轻重量并提高设备剪切精度【5】。
飞剪机构设计建模及仿真分析
绪论 (2)方案设计及比较 (3)机构设计计算 (7)建立模型与仿真分析 (11)实际模型搭接 (27)分析比较与改进 (30)飞剪机是飞剪线中负责剪切的重要设备,飞剪机分为双曲柄回转、单曲柄并回转。
飞剪机的主要机构是飞剪机构。
单曲柄并回转飞剪机结构:单回转式,由下向上剪切。
剪切功位分为上刀架及下刀架两部分,下刀架嵌装在上刀架内,导向面为铜板,斜契调整导向间隙。
上刀架通过4付直线导轨约束在箱形机架体内,曲拐转动一周,剪切功位完成上下剪切及往复平移运动。
上刀片为矩形,下刀片为V型。
上刀片固定,下刀片通过可调刀座安装在下刀架上,通过调整刀座位置改变剪切间隙。
横向剪切运行中的轧件的剪切机叫做飞剪,是一种能快速切断铁板、钢管、纸卷的加工设备,是冶金轧钢行业、高速线材及螺纹钢定尺剪断机,是现代轧制棒材剪断中的产品,具有耗电少、投资成本低的特点。
飞剪安装在轧制作业线上用来横向剪切轧件的头、尾或将其剪切成定尺长度,在轧件运动过程中,由剪刃相对运动而将轧件切断。
方案设计及比较一、飞剪机构总体方案设计并确定机构类型(一)飞剪工作要求1.剪刃的水平速度应该等于或稍大于轧件的运动速度;2.两个剪刃应具有最佳的剪刃间隙;3.剪切过程中,剪刃最好作平面平移运动,即剪刃垂直于轧件的表面;4.飞剪要按照一定的工作制度来工作,以保证定尺长度;5.飞剪的运动构件的加速度和质量应力求最小,以减小惯性力和动负荷。
根据设计要求,设计出以下几种飞剪机构方案方案一:如上图所示,采用连杆机构实现飞剪的运动过程,此种方案有如下优点:运动简单,操作较方便。
该方案的缺点是:整体机构较大,同时移动副较多,摩擦大。
方案二:该方案有如下优点:各杆件间的运动副比较简单,对于方案一而言,该机构把转动副和移动副分开,对于杆件加工制造较好。
方案三:该方案的优点有:机构急回特性好,传力特性强。
该方案的缺点是:结构设计较复杂,杆件较多,运动副较多。
方案四:该方案的优点是;杆件压力角相对较小一点。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
课程设计(飞剪机构的设计)h图hA飞剪机构的设计一、 设计内容 1、工艺要求1.1剪切运动速度为V t =2m/s 的钢板,拉钢系数δ=V 刀/ V t =[δ], [δ]=1.01~1.051.2 两种钢板定尺(长度)L=1m; 0.65m ;1.3 剪切时上下剪刃有间隙,剪切后上下剪刃不发生干涉(相碰);1.4 剪切时上、下剪刃沿钢板运动速度方向的速度相对误差: ΔV 刀≤0.05=[ε] 2、给定参数2.1工艺参数 剪切力F=10T=98kN;支座A 距辊道面高约为 h ≈250mm(如图2.1);刀刃重合量Δh ≈5mm;钢板厚度Δb=1mm; 2.12.2机构设计参数按定尺L=1m 给出机构的行程速比系数k 、远极位传动角γ2、摇杆摆角ψ如表2-1所示。
:表2-1 参数与方案方案12 3 4 5 1.1.1.1.1.74º 73º 7270681617º 1820223、具体内容3.1根据工艺要求制定机构方案,定性比较各方案的优、劣; 3.2设计出满足工艺要求的机构尺寸及上下剪刃的位置尺寸; 3.3根据最终设计结果按比例绘制机构运动简图及上下剪刃的轨迹;3.4进行机构的运动及力分析,检验上下剪刃的速度相对误差、拉钢系数是否满要求,并求出曲柄上的平衡力矩M b 4、对剪机运动的要求:4.1曲柄转一圈对钢材剪切一次;4.2剪切时,上、下剪刃速度相对误差小于其许用值:△V 刀=2|V Et -V Ft |/(V Et +V Ft )≤ [ε] = 0.05. 4.3剪切时,上下剪刃应与钢材运动同步。
一般希望剪刃速度略大于钢材运动速度,即拉钢系数δ>1: V 刀= (V Et +V Ft )/2; δ= V 刀/ V t =[δ] =1.01~1.05. 4.4能调节钢材的剪切长度LADBCEFxy (t )fen 1 La b cL△△V tααα35、设定参数5.1工艺参数剪切力F=10T=98kN 支座A距辊道面高约为h ≈250mm刀刃重合量Δh≈5mm 钢板厚度Δb=1mm5.2机构设计参数按定尺L=1m给出机构的行程速比系数k 、远极位传动角γ2、摇杆摆角ψ如表2-1所示。
6、机构的型综合首先对工艺要求进行分析,把工艺要求变换为对机构运动的要求,然后根据对机构的动作要求进行型综合。
6.1工艺对机构的动作要求:(1)为完成剪切,上下剪刃应完成相对分合运动;(2)为剪切运动中的钢材,上下剪刃在完成相对分合运动的同时还应有沿钢材方向的运动;(3)根据以上要求可知,上下剪刃运动轨迹之一应为封闭曲线(如图6.1 a、b、c)所示。
图3 d上下刀刃均为非封闭曲线,使得飞剪在空行程中沿钢材运动方向逆向剪切,这是不允许的。
a) b) c) d)图 6.16.2机构型综合的方法及一般原则(1)固定一个构件为机架,可得到一个全铰链机构。
(2)可用移动副直接代替转动副而得到带有移动副的机构。
(3)具有两个转动副的一个构件可变换成一个高副。
(4)最简单机构原则。
首先采用最简单的运动链进行机构综合,不满足要求时才采用较复杂的运动链。
(5)最低级别机构原则。
一般采用多元连杆为机架不易得到高级别机构。
(6)不出现无功能结构原则。
(7)最低成本原则。
加工易难及加工成本按如下顺序递增:转动副、移动副、高副。
(8)最符合工艺要求原则。
对比分析二、计算1.四杆机构的相对尺寸设计AB 1B 2C 2C 1 Dd 0=1 a 0b 0c 0ψθθ0γ 2γ 1图 ( )已知参数:k, γ2, ψ.计算机构的相对尺寸a 0 ,b 0 ,c 0 , d 0=1.2.四杆机构的绝对尺寸2.1曲柄半径a 剪切钢板一次所需的时间t : t=L/V t (s)曲柄的转速n 1和角速度ω1:若曲柄销的速度为V B ,则曲柄半径a 为:a=V B /ω1.设:k 1=v B /v 刀 (k 1为曲柄销B 点的速度与刀刃平均速度之比) V B =k 1V 刀=k 1[δ]V t . 由此得到:a=k 1 [δ]V t /ω1,或 a=k 1 [δ]L/(2π) (2)初步设计时k 1可任选。
(*机构初步设计完成后再重新确定k 1) 2.2 计算 四杆机构的绝对尺寸相对尺寸为:a 0 , b 0 ,c 0 ,d 0 。
绝对尺寸为:a ,b ,c ,d:A BCDh ∆h FE e fcb aα4 α2α3 Y (txp 34 (p 24 )图 ( )2 13 4 dA D ∆α 求比例尺μL =a/a 0。
得绝对尺寸:a=μL a 0, b=μL b 0, c=μL c 0, d=μL 。
3.刀刃位置确定如图( )所示,取机架角α4=10︒~30︒且使曲柄与机架共线的机构位置来确定刀刃位置尺寸,这是考虑到:可得到刀刃重合量Δh ,且此时有v Ft ≈v Et (此时连杆的绝对瞬心在D 点且有ω2=ω3)。
若计算出f 、α3、e 、α2,即确定了刀刃F 、E 的位置。
f=dcos α4-h (3)e={(f-Δh)2+(d-a) 2-2(f-Δh)(d-a)cos α4}0.5. (4) 初步计算α3、α2:α3=α4+Δα。
Δα由ΔBCD 按余弦定理求出。
α3求出后可由ΔBDE 和ΔBDF 求出L CE 、L CF 。
然后由ΔBCE 按余弦定理求出α2。
注意到点E 、F 应满足重合(剪切),即L CE =L CF 。
故令A B CDF E e fcb a α4 α*2 α*3y (t )x图2 3 4d A D ϕ1(0)δϕEϕ2L CEF =(L CE +L CF )/2 (5)按长度L CEF 及尺寸b,e,c,f 重新计算a 2*、 a *3 4.剪切角ϕ1(0)的确定:剪切角ϕ1(0)即剪切时所对应的曲柄转角。
由图 ( )知:ϕ1(0)=α4-∠DAB.∠DAB 由ΔADB 按余弦定理求解。
长度L BD 由ΔBE (F )D 求得,ΔBED 的角δ=∠BEC+∠DEC 。
∠BEC 、∠DEC 分别由ΔBEC 、ΔDEC 按余弦定理求解。
5.调整上下刀刃水平速度误差当曲柄转角ϕ1=ϕ1(0)时飞剪对钢材进行剪切。
此时若上、下刀刃E 、F 沿钢材方向的速度误差太大,则出现倾斜的钢材切口,甚至不能切断钢材。
因此必需调整某参数以控制上、下刀刃的速度误差。
上、下刀刃的速度可写成如下矢量方程:V E =V C +V ECV F =V C +V FC 若V EC 、V FC 垂直于钢材运动方向(即CE (F )线与钢材运动方向平行),则其在钢材运动方向的分量为零,V E 、V F 沿钢材的分量即V C 沿钢材的分速度而相等。
故计算CE (F )的位置角ϕE ,再使整个机构沿顺时针转动以使CE (F )线与钢材运动方向平行。
即调整机架倾角a 4使上、下刀刃的速度误差为零。
先对机构进行运动分析求出ϕ2角(参考《机械原理》p29~p30),再由矢量多边形方程BE=BC+CE 由下式求ϕE 角: tan =[esin()-bsin]/[ecos()-bcos] (6)∆φ E = φ E -90︒ (7)∆φ E 即整个机构沿顺时针转动的角度。
按下式计算机构转动后的机架倾角和各构件的位置角:α*4 = α4 - ∆φ E φ(0)*1 = φ(0)1 - ∆φ E φ*2 = φ2 - ∆φ E φ*3 = φ3 - ∆φ E6,调整刀刃与钢材运动速度同步先进行运动分析求出ω2、 ω3,再由矢量方程 AE=AB+BE 求上、下刀刃沿钢材方向的速度分量V Et =y E '、V Ft =y F '(机构的运动分析参考《机械原理》p29~p30)。
求出上、下刀刃沿钢材方向的平均速度V 刀及拉钢系数δ:V刀=(V Et + V Ft)/2(8)δ= V刀/ V t(9)一般δ≠[δ],即上、下刀的速度不满足预先选定的拉钢系数要求。
由于曲柄转速不能调整故应调整曲柄半径。
初定曲柄半径a 时公式中的k1(为曲柄销B点的速度与刀刃平均速度之比)是任意选定的,故应按下式计算出实际的k1*值后重新计算曲柄半径a*:k1*=aω1/ V刀,(10)a*=k1*[δ]V t/ω1,或a*=k1*[δ]L/(2π) (11)为保证原始给定参数γ2、k、ψ不变,各长度尺寸应作如下调整:b=, c=d=e=f=由此得到满足给定设计要求的机构尺寸为带*的参数,其剪切角为φ(0)*1。
7,求曲柄的平衡力矩M b如图8所示,M bω1-F c V Ex+F c V Fx=0M b=F c(VEx -VFx)/ ω1(12)A BCFefcbaα*3y xφ(0)*E图 9-F CF Cω1dα*M bABCFefcbaα*3y xφ(0)*E图 9D-F CF Cω1dα*M b三、机构设计性能(用带*号尺寸计算)1,检验剪切(φ1=φ(0)*1)时,上下刀刃对刀误差:△x=2│x E-x F│/( x E + x F);△y=2│y E-y F│/( y E + y F).2,检验剪切时上下刀刃是否与钢材运动速度同步(δ=[δ]);3,检验剪切时上下刀刃速度的相对误差∆v刀≤0.054 ,检验机构是否达到给定设计要求(k、γ2 、ψ)5,从结构尺寸、传力性能等方面与方案5比较其优劣。
(作方案5的与方案1比较)。