管道焊接记录(已做完)
G403(管道焊接工作记录)资料
G403(管道焊接工作记录)资料工程概述该工程是一次针对某个化工厂的管道系统改造工程,主要包括调整现有的管道布局、更换部分管道材料以及对接电动阀门等工作。
在管道的更换和对接阀门等部分需要进行焊接作业。
本文档是针对本次工作中管道焊接工作的记录。
工作内容焊接设备本次管道焊接采用手工电弧焊接,焊接设备由焊机、氧燃气瓶、乙炔瓶、电缆以及焊接手套等配件组成。
焊机规格为800A,电缆长度为20m,乙炔瓶和氧燃气瓶各使用1个。
配件放置在焊接区域的隔离码头内,离焊接区域5m左右。
焊接前准备1.清理焊接区域,确保焊接区域干净整洁。
在距离焊接区域5m左右的地方设置焊接区域隔离码头。
2.加热所需的焊接材料及配件,包括焊丝、烟灰缸、钢丝钢刷、手电钻及其它工具。
3.准备焊接所需的防护设备,包括手套、手套外套、面罩、焊接服、护目镜及耳塞等。
焊接工作流程1.确定焊接区域,并对其进行喷灰处理。
2.用手电钻或钢丝刷等工具将管道表面清理干净,以获得良好的焊接表面。
3.使用搬运设备将焊机、氧燃气瓶、乙炔瓶、电缆及焊接手套等配件搬运至焊接区域并连接。
4.在进行焊接前,进行模拟塞口封堵及对焊口进行防护。
5.根据工艺参数设置焊接电流,调整焊接设备,开始进行手工电弧焊接工作。
6.完成焊接后,进行切割及去毛刺,对焊缝进行检查,并进行防腐处理。
7.清理焊接现场,及时存放和清理焊接设备及配件。
焊工日志日期工作人员工作时间(h)焊口编号焊接电流(A)焊接电压(V)距离(cm)规格(mm) 材料焊口位置备注8月1日张三8 WB342 140 24 10 Φ78*3.220# 安装前无8月2日李四6 AB343 130 23 11 Φ108*3.516MnR 加工后进行了焊缝探伤注:本次管道焊接共使用了3名焊工,相应地,每天工作时间也有所不同。
效果展示由于焊接过程中需要保持焊点良好和安全,部分焊接的过程需要通过焊接的文档进行记录。
在进行管道布局的更改的过程中,“G403(管道焊接工作记录)资料”文件的建立,不仅对效率的提升起到极大的帮助,同时对精度的保证提供根本性的保障。
管道焊接工作记录

5G
GTAW
95
11
4
22
38
/
6 5096
5G
GTAW
95
11
4
22
38
/
7 5096
5G
GTAW
95
11
4
22
38
/
8 5096
5G
GTAW
95
11
4
22
38
/
9 5096
5G
GTAW
95
11
4
22
38
/
10 5096
5G
GTAW
95
11
4
22
38
/
11 5096
5G
GTAW
95
11
4
22
38
/
11
4
10 5096
5G
GTAW
95
11
4
11 5096
5G
GTAW
95
11
4
12 5096
5G
GTAW
95
11
4
13 5096
5G
GTAW
95
11
4
14 5096
5G
GTAW
95
11
4
15 5096
5G
GTAW
95
11
4
16 5096
5G
GTAW
95
11
4
φ32×3 06Cr19Ni10
环境条件
温度℃ 湿度%
管线规格/
φ57×3.5 06Cr17Ni12Mo2
管道焊接工作记录

管道焊接工作记录
焊 口 编 号 焊 接 位 置 Z G Z
工程名称:蒲城70万吨/年煤制烯烃项目 单元名称:气化装置/灰水处理(704) 实际 预热 焊接日期 温度 ℃ 氩电联焊 ER316L/A022 氩电联焊 ER316L/A022 氩电联焊 ER316L/A022 / / / 月 12 11 12 日 11 15 15 PCEC-1704RT-413 PCEC-1704RT-413 PCEC-1704RT-413 / / / 无损检测 报告编号 热处理 报告编号
记录人:专业工程师
质量工程师:
SH/T 3543-G403 规 mm 格
管道焊接工作记录
焊 口 编 号 焊 接 位 置
工程名称:蒲城70万吨/年煤制烯烃项目 单元名称:气化装置/灰水处理(704) 实际 预热 焊接日期 温度 ℃ 月 日 年 月 日 无损检测 报告编号 热处理 报告编号
焊工 代号
管道编号
焊工 代号
管道编号
材 质
单线图号
焊接方法
焊材牌号
PC314 704AS-2005-6"-E2E-H 7R1 Φ 168.3*12 PC314 704AS-2005-6"-E2E-H 5K PC314 704AS-2005-6"-E2E-H 4K 以下空白 Φ 168.3*12 Φ 168.3*12
00Cr17Ni14MO2 70070400-0054 00Cr17Ni14MO2 70070400-0054 00Cr17Ni14MO2 70070400-0054
材 质
单线图号
焊接方法
焊材牌号
日期:
年
月
日Hale Waihona Puke 日期:
钢管焊接技术交底记录
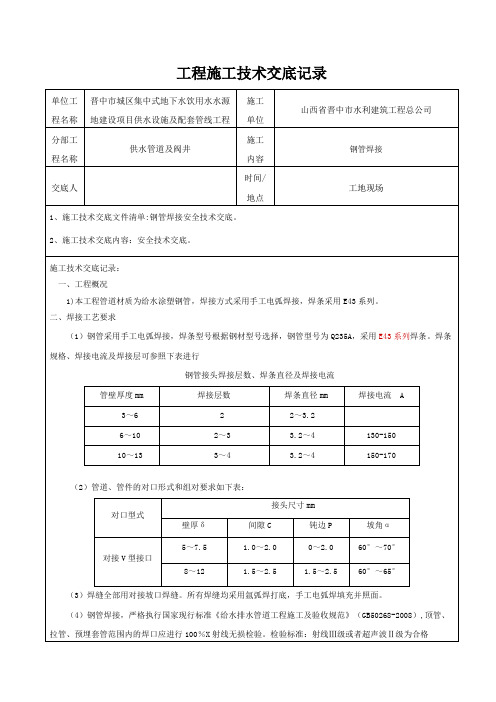
工程施工技术交底记录4管道焊接1)本工程管道材质为给水涂塑钢管,焊接方式采用手工电弧焊接,焊条采用E43系列,焊机采用BX-500交流电焊机。
4、管道安装⑴钢管切割用乙炔切割,必须将切割表面的热影响区除去,其厚度一般不小于0.5mm。
⑵管子切口质量应符合下列要求:a 切口表面应平整,不得有裂纹、重皮、毛剌、凹凸、缩口、熔渣、氧化铁、铁屑等应以清除。
b 切口平面和管子轴线的垂直度不超过管子直径的1%,且不大于2mm。
⑶管线焊接接头位置应符合下列要求:a 相邻两道焊缝间的距离不小于1.5倍长管道公称直径,且不小于150mm。
b 管线焊接接头距离支墩净距离不小于50mm,需要热处理的焊缝距离支墩不小于300mm。
c在管线焊缝上不得开孔。
d 管道对接焊缝距离弯管起点不得小于100mm,且不宜小于管子外径。
e 直缝管的直焊缝应位于易检修的位置,不宜在底部。
⑷管道组装前,应对坡口及其内外表面用手工或机械进行清理,清除管道边缘100mm范围内的泥垢、油、漆、锈、毛剌等,收工前应将正安装的管子两端加临时盲板。
⑹管子对接错边量±2mm,间隙留2.5~3mm。
四、管道焊接(1)所有参加管道焊接的焊工必须持证上岗,施焊范围必须与本人资格考试所取得的资格范围一致,且施焊前要进行专项培训学习,通过试焊检验合格的焊工方可上岗施焊。
(2)管道焊接严格按已审批的焊接工艺规程进行施焊。
(3)管道焊接采用手工氩弧焊打底,手工电弧焊填充盖面。
(4)电焊条药皮应无脱落和显著裂纹,并应在350~400℃烘干处理后,于100~50℃保温下施焊,焊条烘干不得超过二次。
焊丝使用前应清除其表面的油污,金属锈等。
(6)为防止焊接出现裂纹及减少内应力,不得强行对口。
(7)管道焊接采用多层焊接,施焊时层间溶渣应清除干净,并进行外观检查,合格后方可进行下一层焊接。
①焊缝的焊接层数、焊条直径和电流强度,应根据被焊钢板的厚度、坡口形式和焊口位置确定,可参照表1-20~表1-22选用。
焊接操作人员焊绩记录表
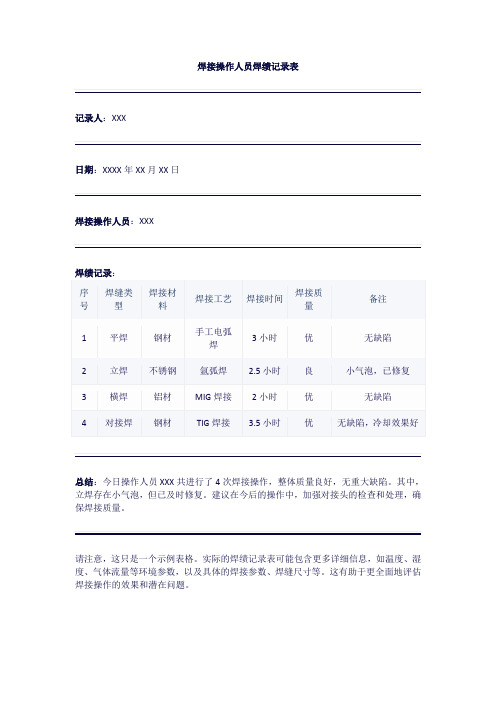
记录人:XXX
日期:XXXX 年 XX 月 XX 日
焊接操作人员:XXX
焊绩记录:
序 焊缝类
号
型
焊接材 料
焊接工艺 焊接时间 焊接质 量
备注
1 平焊
钢材Βιβλιοθήκη 手工电弧 焊3 小时
优
无缺陷
2
立焊 不锈钢
氩弧焊 2.5 小时
良
小气泡,已修复
3 横焊
铝材
MIG 焊接 2 小时
优
无缺陷
4 对接焊 钢材
TIG 焊接 3.5 小时
优
无缺陷,冷却效果好
总结:今日操作人员 XXX 共进行了 4 次焊接操作,整体质量良好,无重大缺陷。其中, 立焊存在小气泡,但已及时修复。建议在今后的操作中,加强对接头的检查和处理,确 保焊接质量。
请注意,这只是一个示例表格。实际的焊绩记录表可能包含更多详细信息,如温度、湿 度、气体流量等环境参数,以及具体的焊接参数、焊缝尺寸等。这有助于更全面地评估 焊接操作的效果和潜在问题。
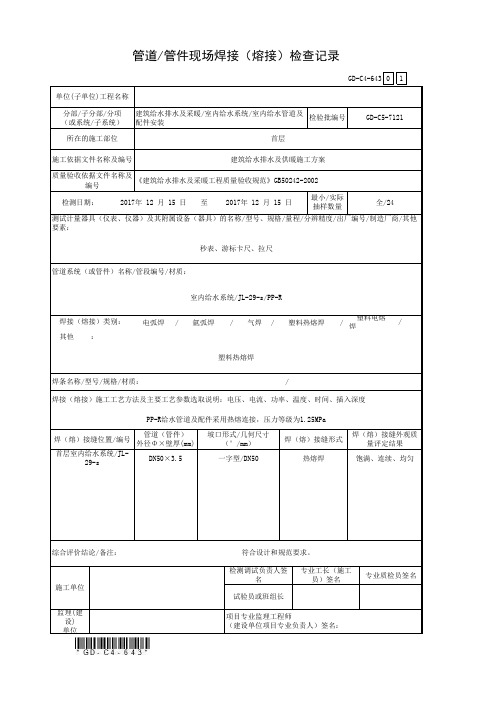
3、管道管件现场焊接(熔接)检查记录
1至////监理(建设) 单位项目专业监理工程师(建设单位项目专业负责人)签名:施工单位检测调试负责人签名专业工长(施工员)签名专业质检员签名试验员或班组长综合评价结论/备注:符合设计和规范要求。
首层室内给水系统/JL-29-sDN50×3.5一字型/DN50热熔焊饱满、连续、均匀焊接(熔接)施工工艺方法及主要工艺参数选取说明:电压、电流、功率、温度、时间、插入深度PP-R给水管道及配件采用热熔连接,压力等级为1.25MPa焊(熔)接缝位置/编号管道(管件) 外径Φ×壁厚(mm)坡口形式/几何尺寸(°/mm)焊(熔)接缝形式焊(熔)接缝外观质量评定结果/:塑料热熔焊焊条名称/型号/规格/材质:/测试计量器具(仪表、仪器)及其附属设备(器具)的名称/型号、规格/量程/分辨精度/出厂编号/制造厂商/其他要素:秒表、游标卡尺、拉尺管道系统(或管件)名称/管段编号/材质:室内给水系统/JL-29-s/PP-R焊接(熔接)类别:焊施工依据文件名称及编号建筑给水排水及供暖施工方案质量验收依据文件名称及编号《建筑给水排水及采暖工程质量验收规范》GB50242-2002检测日期:2017年 12 月 15 日2017年 12 月 15 日最小/实际 抽样数量全/24分部/子分部/分项 (或系统/子系统)建筑给水排水及采暖/室内给水系统/室内给水管道及配件安装检验批编号GD-C5-7121所在的施工部位首层管道/管件现场焊接(熔接)检查记录GD-C4-643单位(子单位)工程名称。
管道管件现场焊接(熔接)检查记录
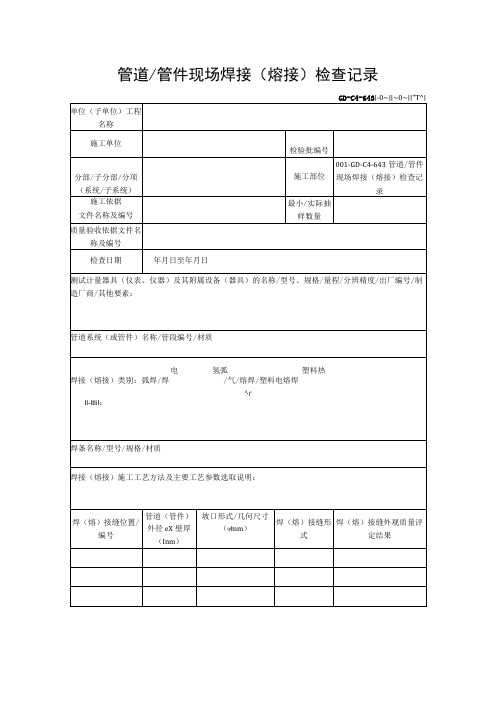
管道系统(或管件)名称/管段编号/材质
电氢弧塑料热
焊接(熔接)类别:弧焊/焊/气/熔焊/塑料电熔焊
'l∙ι'
II-ItIiI:
焊条名称/型号/规格/材质
焊接(熔接)施工工艺方法及主要工艺参数选取说明:
焊(熔)接缝位置/编号
管道(管件)外径eX壁厚(Inm)
坡口形式/几何尺寸(o∕mm)
焊(熔)接缝形式
焊(熔)接缝外观质量评定结果
综合评价结论/备注
施工单位检测调试负责人
监理(建设)单位
施工单位
专业监理工程师
(建设单位项目专业负责ຫໍສະໝຸດ ):专业工长专业质检员
施工班组长
GD-C4-643
管道/管件现场焊接(熔接)检查记录
GD-C4-643∣-0~∣∣~0~∣∣"T^∣
单位(子单位)工程名称
施工单位
检验批编号
分部/子分部/分项(系统/子系统)
施工部位
001-GD-C4-643管道/管件现场焊接(熔接)检查记录
施工依据
文件名称及编号
最小/实际抽样数量
质量验收依据文件名称及编号
检查日期
年月日至年月日
管道焊接工艺记录

二气源天然气主管网全面整治工程补充设计(过江段)管道焊接工艺记录编制单位:四川省化工建设有限公司编制时间:2013年 12月 1 日一、管道组焊A、管道焊接应按现行国家标准《现场设备、工业管道焊接工程施工及验收规范》GB50236-2011的有关规定执行。
B、承担燃气钢质管道、设备焊接的人员,必须具有锅炉压力容器压力管道特种设备操作人员资格证(焊接)焊工合格证书,且在证书的有效期及合格范围内从事焊接工作。
间断焊接时间超过6个月,再次上岗前应重新考试;承担其它材质燃气管道安装的人员,必须经过专门培训,并经考试合格,间断安装时间超过6个月,再次上岗前应重新考试和技术评定。
当使用的安装设备发生变化时,应针对该设备操作要求进行专门培训。
C、焊接时采用氩弧焊打底,E4315焊条手工电弧焊填充和盖面。
D、用吊管机将管道吊管下沟,然后进行组焊、试压,试压合格后进行混凝土浇筑,混凝土浇筑使用C30商品混凝土连续浇筑。
E、除穿越段管道进行混凝土稳管陆上管道不进行混凝土浇筑稳管。
1管道布管所有穿越处先修6m施工便道,工程施工前将管道经简易机耕道运至施工现场。
管沟成形后经验收完毕符合要求后,将管运至管沟操作平台。
河道内使用吊管机、运管爬犁等设备进行布管,汽车吊车辅助装卸管。
1)操作人员对布管设备进行检修,保持设备运转良好,并准备好布管用的吊具、垫管用的沙袋等材料。
2)布管作业前,由技术人员对布管的施工人员、操作手等进行技术交底,熟悉图纸资料,明确控制桩位置、不同类型管子堆放于何处、应布放于何处。
3)布管人员了解并掌握沿线伴行公路、进管施工通道、作业带内沟边便道的情况,制定出合理的布管线路。
4)施工技术人员、测量人员依据设计图纸,共同确认不同壁厚、防腐层类型的管段分界点,打上控制桩、标识明显。
布管前,先要选配管口,确保相临两管口周长误差不大于5㎜。
布管人员逐根测量钢管的实际长度、管口周长,并进行管口的匹配和记录,用记号笔逐根在防腐管中间的防腐层上进行现场编号。
管道焊接记录(已 做完)

管道焊接记录
单位工程名称:浙江省平湖市独山港区天然气综合利用工程 - 线路工程
序号
焊口编号
预热 温度
焊接 层次
电流 极性
电流 ( A)
1
PHKL-SQGD-03-060
96
4
反接
80-100
2
PHKL-SQGD-02-061W
99
4
反接
80-100
3
PHKL-SQGD-01-062
90
4
反接
80-100
记录人:
施工技术负责人:
监理工程师:
第2页
..
--------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------
管道焊接记录

工程名称:山东省博兴县洁源环保有限公司污水处理设施二期扩建项目日期:2014年12月15日/16日单位工程:污水处理设施二期扩建预处理单元管线号介质名称来自至材质工作温度工作压力图号200-PF-806-1S1 废水125-PF-80(1~6)-1S1 T101 SS304 常温10KG 8690-2014/SC-HB00-13焊缝示意图:架总数:个其中:滑动支架个、固定支架个、弹簧支架个、其他形式支架个;焊工姓名焊缝编号焊接方法焊接层数焊接材料焊接参数环境气候正面背面牌号规格mm 烘干温度℃电源极性电流A 电压V 焊速(mm/秒)温度℃相对湿度℃风力冯琳杰G1~G22 GTAW /SMAW 4 2 304/A1021.2/3.2 / 直流正接80-100 20-30 0.8-1.0/0.9-1.1 2 60 /自检情况工程名称:山东省博兴县洁源环保有限公司污水处理设施二期扩建项目日期:2014年12月15日单位工程:污水处理设施二期扩建预处理单元管线号介质名称来自至材质工作温度工作压力图号125-PF-801~5-1S1 废水S802A~E 200-PF-806-1S1 SS304 常温10KG 8690-2014/SC-HB00-13焊缝示意图架总数:个其中:滑动支架个、固定支架个、弹簧支架个、其他形式支架个;焊工姓名焊缝编号焊接方法焊接层数焊接材料焊接参数环境气候正面背面牌号规格mm烘干温度℃电源极性电流A 电压V 焊速(mm/秒)温度℃相对湿度℃风力王进Ga1-6 GTAW /SMAW 4 2 304/A102 1.2/3.2 / 直流正接80-100 20-30 0.8-1.0/0.9-1.1 2 60 / 宋波Gb1-6 GTAW /SMAW 4 2 304/A102 1.2/3.2 / 直流正接80-100 20-30 0.8-1.0/0.9-1.1 2 60 / 王进Gc1-6 GTAW /SMAW 4 2 304/A102 1.2/3.2 / 直流正接80-100 20-30 0.8-1.0/0.9-1.1 2 60 / 宋波Gd1-6 GTAW /SMAW 4 2 304/A102 1.2/3.2 / 直流正接80-100 20-30 0.8-1.0/0.9-1.1 2 60 / 自检情况施工单位:上海天德建设(集团)有限公司填报人:工程名称:山东省博兴县洁源环保有限公司污水处理设施二期扩建项目日期:2014年12月17、18日单位工程:污水处理设施二期扩建预处理单元管线号介质名称来自至材质工作温度工作压力图号80-SL-802、4、6、8、10-1S1 污泥P801A、B、C、D、E S802A/B/C/D/E SS304 常温10KG 8690-2014/SC-HB00-13焊缝示意图架总数:个其中:滑动支架个、固定支架个、弹簧支架个、其他形式支架个;焊工姓名焊缝编号焊接方法焊接层数焊接材料焊接参数环境气候正面背面牌号规格mm烘干温度℃电源极性电流A 电压V 焊速(mm/秒)温度℃相对湿度℃风力王进Ga1-21/Ha1/2 GTAW 4 2 304 1.2 / 直流正接80-100 20-30 0.8-1.0 3 60 / 王进Gb1-21/Hb1/2 GTAW 4 2 304 1.2 / 直流正接80-100 20-30 0.8-1.0 3 60 / 王进Gc1-21/Hc1/2 GTAW 4 2 304 1.2 / 直流正接80-100 20-30 0.8-1.0 3 60 / 王进Gd1-21/Hd1/2 GTAW 4 2 304 1.2 直流正接80-100 20-30 0.8-1.0 3 60王进Ge1-21/He1/2 GTAW 4 2 304 1.2 / 直流正接80-100 20-30 0.8-1.0 3 60 / 自检情况施工单位:上海天德建设(集团)有限公司填报人:工程名称:山东省博兴县洁源环保有限公司污水处理设施二期扩建项目日期:2014年12月17、18日单位工程:污水处理设施二期扩建预处理单元管线号介质名称来自至材质工作温度工作压力图号125-SL-801、3、5、7、9-1S1 污泥T801 P801A~E SS304 常温10KG 8690-2014/SC-HB00-13焊缝示意图架总数:个其中:滑动支架个、固定支架个、弹簧支架个、其他形式支架个;焊工姓名焊缝编号焊接方法焊接层数焊接材料焊接参数环境气候正面背面牌号规格mm烘干温度℃电源极性电流A 电压V 焊速(mm/秒)温度℃相对湿度℃风力王进Ga1-9/Ha1 GTAW /SMAW 4 2 304/A102 1.2/3.2 / 直流正接80-100 20-30 0.8-1.0/0.9-1.1 3 60 / 王进Gb1-9/Hb1 GTAW /SMAW 4 2 304/A102 1.2/3.2 / 直流正接80-100 20-30 0.8-1.0/0.9-1.1 3 60 / 王进Gc1-9/Hc1 GTAW /SMAW 4 2 304/A102 1.2/3.2 / 直流正接80-100 20-30 0.8-1.0/0.9-1.1 3 60 / 王进Gd1-9/Hd1 GTAW /SMAW 4 2 304/A102 1.2/3.2 / 直流正接80-100 20-30 0.8-1.0/0.9-1.1 3 60王进Ge1-9/He1 GTAW /SMAW 4 2 304/A102 1.2/3.2 / 直流正接80-100 20-30 0.8-1.0/0.9-1.1 3 60 / 自检情况工程名称:山东省博兴县洁源环保有限公司污水处理设施二期扩建项目日期:2014年12月17、18日单位工程:污水处理设施二期扩建预处理单元管线号介质名称来自至材质工作温度工作压力图号100-SL-111/112/113/115-1S1 污泥S103 P103A/B SS304 常温10KG 8690-2014/SC-HB00-04焊缝示意图架总数:个其中:滑动支架个、固定支架个、弹簧支架个、其他形式支架个;焊工姓名焊缝编号焊接方法焊接层数焊接材料焊接参数环境气候正面背面牌号规格mm烘干温度℃电源极性电流A 电压V 焊速(mm/秒)温度℃相对湿度℃风力冯琳杰G1-G16 GTAW 4 2 304 1.2 / 直流正接80-100 20-30 0.8-1.0 5-10 60 / 冯琳杰Ga1-4/Ha1/2 GTAW 4 2 304 1.2 / 直流正接80-100 20-30 0.8-1.0 5-10 60 / 冯琳杰Gb1-4/Hb1/2 GTAW 4 2 304 1.2 / 直流正接80-100 20-30 0.8-1.0 5-10 60 / 冯琳杰Gc1-8 GTAW 4 2 304 1.2 / 直流正接80-100 20-30 0.8-1.0 5-10 60冯琳杰Gd1-8 GTAW 4 2 304 1.2 / 直流正接80-100 20-30 0.8-1.0 5-10 60 / 冯琳杰Ge1-8 GTAW 4 2 304 1.2 / 直流正接80-100 20-30 0.8-1.0 5-10 60 / 自检情况工程名称:山东省博兴县洁源环保有限公司污水处理设施二期扩建项目日期:2014年12月19日单位工程:污水处理设施二期扩建预处理单元管线号介质名称来自至材质工作温度工作压力图号80-SL-114/116-1S1 污泥P103A/B T801 SS304 常温10KG 8690-2014/SC-HB00-04 焊缝示意图架总数:个其中:滑动支架个、固定支架个、弹簧支架个、其他形式支架个;焊工姓名焊缝编号焊接方法焊接层数焊接材料焊接参数环境气候正面背面牌号规格mm烘干温度℃电源极性电流A 电压V 焊速(mm/秒)温度℃相对湿度℃风力冯琳杰G1-G16 GTAW 4 2 304 1.2 / 直流正接80-100 20-30 0.8-1.0 5-10 60 / 冯琳杰Ga1-4/Ha1/2 GTAW 4 2 304 1.2 / 直流正接80-100 20-30 0.8-1.0 5-10 60 / 冯琳杰Gb1-4/Hb1/2 GTAW 4 2 304 1.2 / 直流正接80-100 20-30 0.8-1.0 5-10 60 / 冯琳杰Gc1-8 GTAW 4 2 304 1.2 / 直流正接80-100 20-30 0.8-1.0 5-10 60冯琳杰Gd1-8 GTAW 4 2 304 1.2 / 直流正接80-100 20-30 0.8-1.0 5-10 60 / 冯琳杰Ge1-8 GTAW 4 2 304 1.2 / 直流正接80-100 20-30 0.8-1.0 5-10 60 / 自检情况工程名称:山东省博兴县洁源环保有限公司污水处理设施二期扩建项目日期:2014年12月19/20日单位工程:污水处理设施二期扩建预处理单元管线号介质名称来自至材质工作温度工作压力图号100-SL-102/104/106/108-1S1污泥P102A/B/C/D T801 SS304 常温10KG 8690-2014/SC-HB00-04 150-SL-109/110-1S1200-SL-110-1S1焊缝示意图架总数:个其中:滑动支架个、固定支架个、弹簧支架个、其他形式支架个;焊工姓名焊缝编号焊接方法焊接层数焊接材料焊接参数环境气候正面背面牌号规格mm烘干温度℃电源极性电流A 电压V 焊速(mm/秒)温度℃相对湿度℃风力宋波G1-15 GTAW /SMAW 4 2 304/A102 1.2/3.2 / 直流正接80-100 20-30 0.8-1.0/0.9-1.1 3-8 55 / 王进Ga/b/c/d1~9 GTAW 4 2 304 1.2 / 直流正接80-100 20-30 0.8-1.0 3-8 55 / 王进Gs/t1-7 GTAW 4 2 304 1.2 / 直流正接80-100 20-30 0.8-1.0 3-8 55 / 自检情况工程名称:山东省博兴县洁源环保有限公司污水处理设施二期扩建项目日期:2014年12月20日单位工程:污水处理设施二期扩建预处理单元管线号介质名称来自至材质工作温度工作压力图号100-SL-101/105-1S1 污泥S102A/C P102A/C SS304 常温10KG 8690-2014/SC-HB00-04 焊缝示意图架总数:个其中:滑动支架个、固定支架个、弹簧支架个、其他形式支架个;焊工姓名焊缝编号焊接方法焊接层数焊接材料焊接参数环境气候正面背面牌号规格mm烘干温度℃电源极性电流A 电压V 焊速(mm/秒)温度℃相对湿度℃风力冯琳杰H1-4 GTAW 4 2 304 1.2 / 直流正接80-100 20-30 0.8-1.0 2-9 65 / 冯琳杰G1-30 GTAW 4 2 304 1.2 / 直流正接80-100 20-30 0.8-1.0 2-9 65 / 自检情况工程名称:山东省博兴县洁源环保有限公司污水处理设施二期扩建项目日期:2014年12月21日单位工程:污水处理设施二期扩建预处理单元管线号介质名称来自至材质工作温度工作压力图号100-SL-103/107-1S1 污泥S102B/D P102B/D SS304 常温10KG 8690-2014/SC-HB00-04 焊缝示意图架总数:个其中:滑动支架个、固定支架个、弹簧支架个、其他形式支架个;焊工姓名焊缝编号焊接方法焊接层数焊接材料焊接参数环境气候正面背面牌号规格mm烘干温度℃电源极性电流A 电压V 焊速(mm/秒)温度℃相对湿度℃风力冯琳杰H1-4 GTAW 4 2 304 1.2 / 直流正接80-100 20-30 0.8-1.0 3-8 60 / 冯琳杰G1-30 GTAW 4 2 304 1.2 / 直流正接80-100 20-30 0.8-1.0 3-8 60 / 自检情况工程名称:山东省博兴县洁源环保有限公司污水处理设施二期扩建项目日期:2014年12月21日单位工程:污水处理设施二期扩建预处理单元管线号介质名称来自至材质工作温度工作压力图号400-PF-119-1S1 废水S103 T102 SS304 常温10KG 8690-2014/SC-HB00-04 焊缝示意图架总数:个其中:滑动支架个、固定支架个、弹簧支架个、其他形式支架个;焊工姓名焊缝编号焊接方法焊接层数焊接材料焊接参数环境气候正面背面牌号规格mm烘干温度℃电源极性电流A 电压V 焊速(mm/秒)温度℃相对湿度℃风力宋波G1-9 GTAW /SMAW 4 2 304/A102 1.2/3.2 / 直流正接80-100 20-30 0.8-1.0/0.9-1.1 3-8 60 / 自检情况管道焊接记录表工程名称:山东省博兴县洁源环保有限公司污水处理设施二期扩建项目日期:2014年12月22~24日单位工程:污水处理设施二期扩建预处理单元管线号介质名称来自至材质工作温度工作压力图号300-PF-107-1S1 废水T100 S101 SS304 常温10KG 8690-2014/SC-HB00-04 300-PF-108-1S1 废水300-PF-107-1S1400-PF-109-1S1SS304 常温10KG 8690-2014/SC-HB00-04 400-PF-109-1S1、200-PF-110~113-1S1 废水S101 S102A/B/C/D SS304 常温10KG 8690-2014/SC-HB00-04焊缝示意图架总数:个其中:滑动支架个、固定支架个、弹簧支架个、其他形式支架个;焊工姓名焊缝编号焊接方法焊接层数焊接材料焊接参数环境气候正面背面牌号规格mm烘干温度℃电源极性电流A 电压V 焊速(mm/秒)温度℃相对湿度℃风力冯琳杰H1-8 GTAW /SMAW 4 2 304/A102 1.2/3.2 / 直流正接80-100 20-30 0.8-1.0/0.9-1.1 4-12 65冯琳杰G1-10 GTAW /SMAW 4 3 304/A102 1.2/3.2 / 直流正接80-100 20-30 0.8-1.0/0.9-1.1 4-12 65冯琳杰S1-30 GTAW /SMAW 4 2 304/A102 1.2/3.2 / 直流正接80-100 20-30 0.8-1.0/0.9-1.1 4-12 65 / 自检情况施工单位:上海天德建设(集团)有限公司填报人:。
管道焊接工作记录
φ114×4
20#
PWGH-D114×4-3
J427
1684
SMAW
排污去干化池线
φ114×4
20#
PWGH-D114×4-4
J427
469
SMAW
排污去干化池线
φ114×4
20#
PWGH-D114×4-5
J427
1818
SMAW
班(组)长:
2013年8月13日
项目技术负责人
年月日
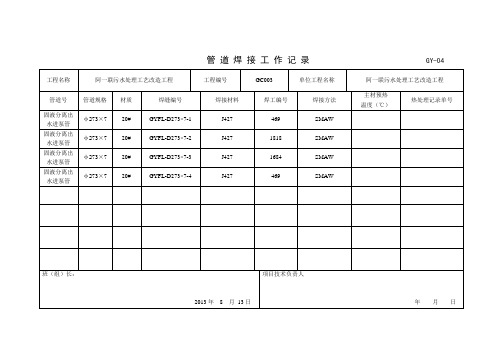
管道焊接工作记录GY-04
工程编号
GC003
单位工程名称
阿一联污水处理工艺改造工程
管道号
管道规格
材质
焊缝编号
焊接材料
焊工编号
焊接方法
主材预热
温度(℃)
热处理记录单号
排污伴热线
φ60×3.5
20#
PWBR-D60×3.5-13
J427
469
SMAW
排污伴热线
φ60×3.5
20#
PWBR-D60×3.5-14
J427
1684
SMAW
J427
1684
SMAW
固液分离出水进泵管
φ273×7
20#
GYFL-D273×7-7
J427
469
SMAW
固液分离出水进泵管
φ273×7
20#
GYFL-D273×7-8
J427
1818
SMAW
班(组)长:
2013年8月14日
项目技术负责人
年月日
管道焊接工作记录GY-04
工程名称
阿一联污水处理工艺改造工程
J427
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
管道焊接记录
单位工程名称:浙江省平湖市独山港区天然气综合利用工程-线路工程施工单位:南京南化建设有限公司
记录人:施工技术负责人:监理工程师:第 1 页
管道焊接记录
单位工程名称:浙江省平湖市独山港区天然气综合利用工程-线路工程施工单位:南京南化建设有限公司
记录人:施工技术负责人:监理工程师:第2页
管道焊接记录
单位工程名称:浙江省平湖市独山港区天然气综合利用工程-线路工程施工单位:南京南化建设有限公司
记录人:施工技术负责人:监理工程师:第3页
管道焊接记录
单位工程名称:浙江省平湖市独山港区天然气综合利用工程-线路工程施工单位:南京南化建设有限公司
记录人:施工技术负责人:监理工程师:第4页
管道焊接记录
单位工程名称:浙江省平湖市独山港区天然气综合利用工程-线路工程施工单位:南京南化建设有限公司
记录人:施工技术负责人:监理工程师:第5页
管道焊接记录
单位工程名称:浙江省平湖市独山港区天然气综合利用工程-线路工程施工单位:南京南化建设有限公司
记录人:施工技术负责人:监理工程师:第6页
管道焊接记录
单位工程名称:浙江省平湖市独山港区天然气综合利用工程-线路工程施工单位:南京南化建设有限公司
记录人:施工技术负责人:监理工程师:第7页
管道焊接记录
单位工程名称:浙江省平湖市独山港区天然气综合利用工程-线路工程施工单位:南京南化建设有限公司
记录人:施工技术负责人:监理工程师:第8页
管道焊接记录
单位工程名称:浙江省平湖市独山港区天然气综合利用工程-线路工程施工单位:南京南化建设有限公司
记录人:施工技术负责人:监理工程师:第9页
管道焊接记录
单位工程名称:浙江省平湖市独山港区天然气综合利用工程-线路工程施工单位:南京南化建设有限公司
记录人:施工技术负责人:监理工程师:第10页
管道焊接记录
单位工程名称:浙江省平湖市独山港区天然气综合利用工程-线路工程施工单位:南京南化建设有限公司
记录人:施工技术负责人:监理工程师:第11页
管道焊接记录
单位工程名称:浙江省平湖市独山港区天然气综合利用工程-线路工程施工单位:南京南化建设有限公司
记录人:施工技术负责人:监理工程师:第12页。