DS-852D高级热风拔焊台中文说明书
白光851热风焊台使用说明

白光851热风焊台使用说明
白光851热风焊台的使用方法如下
(1)根据实际情况旋转热风焊台的风力和温度档位,切记温度和风力不宜太大,以免将芯片或部件烧毁。
一般将温度选择在3档,风力调节在4档。
(2)将热风焊台的电源线插入插座,并打开电源开关。
这时会听到热风焊台的风扇开始“嗡嗡”地响,说焊台正在预热,等“嗡嗡”声停止后,就可以开始使用了。
(3)将风枪嘴对准要拆焊的芯片上方2~3cm处。
沿着芯片的周围焊点均匀加热,当焊点熔化后,用镊子将芯片取下。
(4)将芯片对准要焊接的部位放好,并注意引脚与焊盘是否对准,以及各功能区是否放置正确,以免出现元器件反接。
使用热风焊台对其焊点部位加热,直到芯片与焊接部位接触完好。
(5)为了确保焊点部位与主板接触良好,焊接完毕后用电烙铁对虚焊处进行补焊,并将短路处分开。
(6)焊接完成后,先关闭热风焊台的电源开关,这时热风焊台的风扇还在继续工作,等风扇停止转动后,再拔下电源插头。
热风拆焊台操作指导
深圳市一佰电池有限公司
设备操作指导书
1、选择好与需要起拔原件比较匹配的起拔工具(钢綫、镊子);
2、选择与集成电路块尺寸相配合的喷嘴;
3、松开喷嘴螺丝,装置喷嘴,装好后适当紧固螺丝;
4、将电源插头连接电源,打开电源开关;
5、打开电源开关后,自动喷气功能开始通过发热管输送空气,但排出的空气还属于凉风,
6、气流温控调节,温度设置在300℃-350℃之间,气流要根据喷嘴的种类来设置,一般常用的是单喷嘴,
所以公司的操作一般设置在1-5档之间。
7、用喷嘴对准需要融化焊剂部分,使焊剂部分受热,待焊剂融化后用钢线或镊子将集成IC移开,操作完成;
8、使用完毕以后,将温度调节器()调到最低温度关闭,将气流调节器()调到最大,加快散热速度;
二、注意事项:
1、装置喷嘴时必须在发热丝冷却状态时安装,勿使劲紧栓螺丝;
2、发热管内装有石英玻璃,请不要重震或掉落手柄;
3、严禁非专业人员对设备进行调试。
4、设备工作时请不要用手或身体其他部位去触摸或者靠近出风口或者发热管外套,以免烫伤;
5、使用完后应当关闭电源开关,拔掉电源插头。
批准: 审核: 制作:。
热风枪作业指导书

风力调节旋钮:顺时针旋转风量变大,逆时针旋转风量变小;
温度调节旋钮:顺时针旋转温度升高,逆时针旋转温度降低。
档位 风速:1~8 档 温度:1~8 档
风枪嘴
取料操作: 示例一:取贴片 IC
风量调节旋钮
1、 将待取物料的机芯板平放,如图 1-1
2、 用热风枪对 IC 四周引脚处进行循环加热,如图 1-2
3、 待各个引脚的锡完全熔化后,取下料件。
装料操作:
1、 在已拆贴片元件的位置上用热风熔化焊盘上的锡,对准位置放好贴片元件,用镊子固定。
2、 使枪嘴对准贴片元件的引脚,反复均匀加热,待达到一定温度后,移走风枪,冷却几秒后移开镊子即可。
注意事项:
图 2-2
1、 局部加热时间不宜太长,以免把 PCB 板吹坏。 2、 暂停使用时应将温度档设定在最低,风量档设定在最高,起到散热保养的作用。 3、 使用结束后应关闭电源开关,切勿立即切断电源线,应等待余热散尽后再拔去电源插头,以延长风枪的使用寿命。 4、 切记不要长时间高温度、低风速工作,风嘴不要拧的过紧。 5、 在同一温度(指显示温度)下,风量越小,风枪口送出的实际温度就越高,反之越小。 6、 使用中,慎防高温,以免烫伤。
3、 加热的同时观察焊盘上锡的变化。待锡熔化后,以零作用力将 IC 取下。此时注意手持镊子的力度和
镊子夹取的位置。如图 1-3
受控章 后工序
电源开关
QUICK 850
图1
温度调节旋钮
图 1-1
图 1-2
图 1-3
示例二:取插件类(电子调谐器) 1、 待取物料的机芯板如图 2-1
图 2-1
2、 用热风枪对物料引脚各个加热,将锡完全吹开。如图 2-2
3、手持风枪,将枪嘴放在靠近待取物料上方移动均匀加热,待焊锡溶化后,便可用镊子取走料件。(注:取下封装较大
焊接工具 赛克852D

盗用本店原创图片和介绍,举报+投诉。
请勿盗用以免收到淘?Χ阅 难现厍秩ǔ头!?超多附件送到你手软,全套配置为:1个烙铁发热芯,3个烙铁头(刀型马蹄型一字型烙铁头各一个),50G 大焊宝1个,松香1个,普通镊子直和弯2把,耐热海绵2片,IC起拔器1个后面有介绍烙铁架1个,4个风头。
主机852D+连风枪1套烙铁手柄1套。
赠送品不能低扣现金,此价格是全淘宝最底价格。
谢绝还价,还价者请勿打扰。
)切勿贪图便宜购买其他超低价的风枪而得不到保修,只有提供完善的售后保修服务才能走的更远。
特别提醒广大买家。
紧急通告:其他商家把销售价格标的极低,而邮费提高5-10元,羊毛出在羊身上,请切勿上当,本站是申通,圆通,韵达,EMS的大客户,邮费上有绝对的优势。
江苏/浙江/上海/以上3地区圆通能到的地方购买风枪运费只需要8元此852D+连包装一起为4公斤重,运费为全国最底。
注意:由于耗材有寿命,烙铁头,发热芯,焊宝,海绵都不在保修范围内。
对于高端用户可选择898D风枪焊台(现在搞活动赠品包括了风枪发热芯和烙铁发热芯请点击下图)双发热芯937烙铁重点采用进口骨架式发热芯和无刷风机.电脑/手机维修专用本店全部为现货提供,对于新手来说风枪的操作技术是很难的,不会用的人会把风枪的发热芯搞坏,导致反修来回2次的高额运费达70元的亏损。
本店随机器带一份维修工程师对852D+的操作使用心得说明书(包括风枪和烙铁的使用和保养),良好的操作习惯就是对机器的最佳的保养。
请到有专业技术的商家购买。
双数显温度显示。
进口骨架式发热芯,超长寿命。
集成热风枪和高级烙铁。
用无刷风机寿命极长,噪音极小,出柔和风,保护芯片。
手柄装有感应开关,只要手握手柄,系统即可迅速进入工作模式;手柄放手柄架,系统便会进入待机状态。
系统设有自动冷风功能,可延长发热体寿命及保护热风枪852D+的主要功能是风枪,他的最大作用是:能焊接2边,4边几十个引脚的芯片即集成块,能一次焊接取下,能一次焊上,不需要像烙铁一个引脚一个引脚的处理。
热风拆焊台操作说明书
设备操作说明书
第一页共一页
仪器名称热风拆焊台仪器功能拆焊文件编号
仪器型号850 厂商狮王版本B0
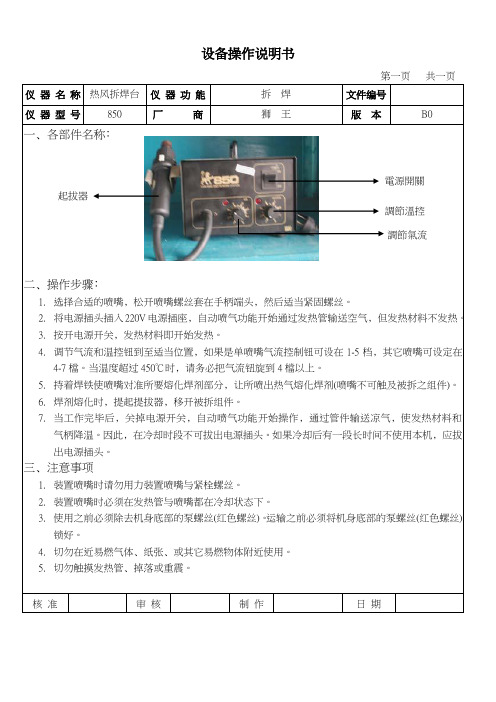
一﹑各部件名称﹕
電源開關起拔器
調節溫控
調節氣流
二﹑操作步骤﹕
1.选择合适的喷嘴﹐松开喷嘴螺丝套在手柄端头﹐然后适当紧固螺丝。
2.将电源插头插入220V电源插座﹐自动喷气功能开始通过发热管输送空气﹐但发热材料不发热。
3.按开电源开关﹐发热材料即开始发热。
4.调节气流和温控钮到至适当位置﹐如果是单喷嘴气流控制钮可设在1-5档﹐其它喷嘴可设定在
4-7檔。
当温度超过450℃时﹐请务必把气流钮旋到4檔以上。
5.持着焊铁使喷嘴对准所要熔化焊剂部分﹐让所喷出热气熔化焊剂(喷嘴不可触及被拆之组件)。
6.焊剂熔化时﹐提起提拔器﹐移开被拆组件。
7.当工作完毕后﹐关掉电源开关﹐自动喷气功能开始操作﹐通过管件输送凉气﹐使发热材料和
气柄降温。
因此﹐在冷却时段不可拔出电源插头。
如果冷却后有一段长时间不使用本机﹐应拔出电源插头。
三﹑注意事项
1.装置喷嘴时请勿用力装置喷嘴与紧栓螺丝。
2.装置喷嘴时必须在发热管与喷嘴都在冷却状态下。
3.使用之前必须除去机身底部的泵螺丝(红色螺丝)。
运输之前必须将机身底部的泵螺丝(红色螺丝)
锁好。
4.切勿在近易燃气体﹑纸张﹑或其它易燃物体附近使用。
5.切勿触摸发热管﹑掉落或重震。
核准审核制作日期。
DS-852D高级热风拔焊台中文说明书

每按一下“▲”或按“▼”鍵,風量上升或下降 5 刻度。若按住“▲”鍵不放至少 2 秒鐘, 則顯示數字快速增加,直到所需顯示數字即可,並釋放“▲”鍵。若按住“▼”鍵不放至少 2 秒鐘,則顯示數字快速減少,直到所需顯示數字即可,並釋放“▼”鍵。
注意事項
LF-852D 高級熱風拔焊台
1. 此熱風拔焊台為專業用工具,不適合未經訓練之人員使用。 2. 請勿讓兒童接觸,以免發生危險。 3. 禁止將熱風射向手及皮膚等人體身體部位,避免高溫燒傷手或皮膚。 4. 禁止將熱風射向易燃易爆物品,避免高溫燃燒或爆炸。 5. 使用機台時,請勿離開視線,以免發生意外。 6. 若本機發生故障,請送回原廠或授權經銷商處維修,如此可確保維修品質。 7. 本機首次使用前請將機台底部固定 PUMP 的四顆螺絲拆下,詳情請參照 Page3。
○6 當設置好相應的溫度與風量後,溫度LED顯示出相應設置好的溫度,風量LED顯示相應設
置好的風速段,同時溫度LED上的加熱燈會一直亮,(溫度LED右下角),直至達到溫度後,加 熱燈會閃亮維持設定的溫度。
○7 以手握住加熱握把,將拆焊頭對準元件,與元件保持約 1mm的距離,稍待幾秒鐘後即開始
溶錫,因元件尺寸大小不固,所以拆焊時間可能從十秒到四十秒不等。一般小型SMD元件, 皆可使用所附之A1130 單管吹風頭順著元件繞幾圈待錫溶解後再用鑷子或吸筆提起元件。
發熱體更換
.發熱體更換方法
○1 關閉電源開關,拔掉電源線。 ○2 鬆開握把上的三顆螺絲,移出硅膠出氣管。 ○3 拆開握把,鬆開接地電線護套,取出管件,管內裝有石英玻璃和熱絕緣體。 ○4 取出發熱體,剪開綁在發熱體線 2pin插頭上的綁線帶,取出發熱體。 ○5 插入新發熱體,切勿磨擦發熱體材料電線,將綁線帶重新綁好。 ○6 傳感器有極性,須注意區別。 ○7 依拆開時的相反程序裝回。
分享热风拆焊台的使用说明
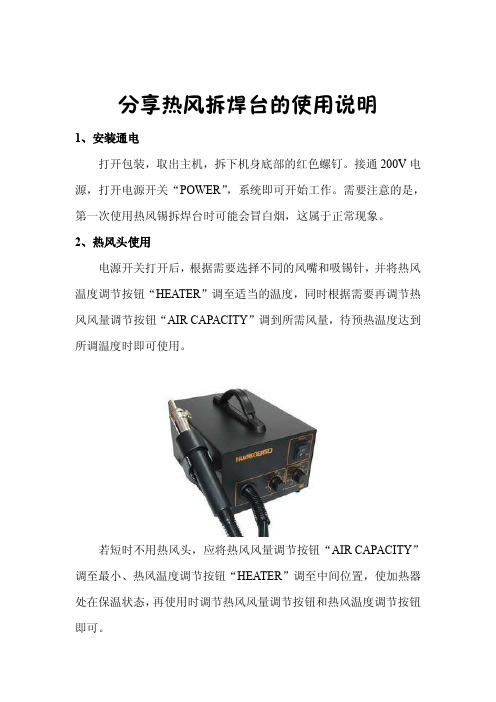
分享热风拆焊台的使用说明1、安装通电打开包装,取出主机,拆下机身底部的红色螺钉。
接通200V电源,打开电源开关“POWER”,系统即可开始工作。
需要注意的是,第一次使用热风锡拆焊台时可能会冒白烟,这属于正常现象。
2、热风头使用电源开关打开后,根据需要选择不同的风嘴和吸锡针,并将热风温度调节按钮“HEATER”调至适当的温度,同时根据需要再调节热风风量调节按钮“AIR CAPACITY”调到所需风量,待预热温度达到所调温度时即可使用。
若短时不用热风头,应将热风风量调节按钮“AIR CAPACITY”调至最小、热风温度调节按钮“HEATER”调至中间位置,使加热器处在保温状态,再使用时调节热风风量调节按钮和热风温度调节按钮即可。
注意:针对不同封装的集成电路,应更换不同型号的专用风嘴;针对不同焊点大小,选择不同温度风量及风嘴距板的距离。
3、拆卸技巧直插元件的拆卸:按上所述,使热风部分正常工作,根据焊扭大小换上合适的风嘴和吸锡针(已配附件),加热即可。
根据不同的电路基板材料和不同的焊盘,选择合适的温度和风量。
本方法适合多种单、双面电路板及各种大小不同的焊点4、注意事项使用前,应将机箱下面最中央的红色螺钉拆下来,否则会引起严重的问题。
使用前,必须接好地线,已被泄放静电。
禁止在焊铁前端网孔放入金属导体,否则会导致发热体损坏及人体触电。
在热风焊枪内部,装有过热自动保护开关,枪嘴过热保护开关自动开启,机器停止工作。
必须把热风风量俺就“AIR CAPACITY”调至最大,延迟2min左右,加热器才能工作,机器恢复正常。
使用后,要注意冷却机身。
关电后,发热管会自动短暂喷出冷风,在此冷却阶段,不要拔去电源插头。
不适用时,请把手柄放在支架上,以防意外。
更多资料请百度搜索【东莞市非泰电子有限公司】。
热风迥流焊机控制软体使用说明书
溫控2000中文視窗版使用手冊2020/09/25 版第一章 (3)前言 (3)第二章 (5)操作說明 (5)第三章 (14)軟體授權注意事項 (14)第一章前言歡迎使用本溫控軟體系統,您將會為其簡單易用的功能介面所驚嘆,在作業系統方面,本軟體支援Windows98/Windows NT/Windows 2000等作業平台。
網路專業版將全面支援網際網路,可以遠端線上控制與設定所有的功能,目前提供溫控模組只有OMRON模組,將來可以視實際之需求加以擴充,使用其他廠牌的溫控裝置,在印表機輸出方面,不限制任何廠牌,也可以直接使用網路印表機或者是直接輸出到傳真軟體,直接傳回總公司,在參數設定方面,可以儲存無限組設定。
在軟體穩定度方面,經實際720小時連續運作測試下(P266 / 80Mb RAM / Win98 / 室溫攝氏22度左右),無發現任何問題,並通過千禧年Y2K問題安全測試,可以安心使用。
第二章操作說明2.1 控制項目說明:啟動軟體之後,首先出現的畫面為版權畫面,接著是控制面版畫面如下:一、通信埠:控制溫控裝置的串列通信埠位置。
二、視窗:切換各個視窗的選項。
三、工具列:快速開啟各個功能視窗的快速鈕。
1234567891011 121314四、電腦控制:設定是否由本軟體控制或者是由人工手動控制,如果打勾表示可經由本軟體設定溫度。
五、裝置數量:設定目前OMRON數量,最多支援10台OMRON。
六、寫入OMRON記憶體:將目前的資料設定,儲存到OMRON的記憶體之中。
七、垂直捲軸:可上下捲動設定溫度。
八、目前溫度:顯示目前正在工作中的溫度。
九、設定溫度:目前預設的溫度,當上下調整捲軸的時候,溫度值會在這邊顯示出來。
十、設定風扇轉速:設定風扇的轉速。
十一、圖表顯示:如果打勾勾表示將顯示於圖表上。
十二、通訊狀態:電腦與溫控裝置的通訊狀態,將會在這裡顯示出來。
十三、套用全部:當我們設定好溫度時候,按下此按鈕將會把設定值傳送到溫度控制裝置。
波峰焊使用方法掌握word精品文档12页

波峰焊使用方法掌握过程:1.将波峰通道从锡炉中卸下。
2.将锡炉温度设置成280~300℃,升温,同时去除锡面浮渣。
3.当温度达到设置温度时,关闭加热器电源,自然降温。
4.自然降温至195℃左右时,开始打捞铜锡合金结晶体。
5.低于190℃时,停止打捞(需要时,重复2、3、4项)。
注意事项:1.280~300℃降至195℃的时间约1.5小时(因锡炉容量而异)。
2.约220℃时,可观察到锡面点、絮状的晶核产生。
随温度的进一步降低,晶核不断聚集增大,逐步形成松针状的CUSN结晶体。
3.195~190℃的时间约20分钟(因锡炉容量而异),打捞期间要快速有序。
4.打捞时漏勺要逐片捞取,切勿搅拌(结晶体受震动极易解体)。
5.打捞时漏勺提出锡面时要轻缓,要让熔融焊料尽量返回炉内。
6.CUSN结晶体性硬、易脆断,小心扎手!化学分析结果:两份取样(脆性体),铜含量分别为17WT%和22WT%。
补充说明:1.铜含量较CU6SN5低,是由于样品中的焊料无法分离的结果。
2.锡炉铜含量达0.25WT%时,凝固后的洁净锡面就可以观察到CU6SN5的结晶体(位置一般靠近结构件)。
铜含量达0.3WT%以上,每星期除一次(这时通道可不撤除,但需要把峰口撤掉,让锡面扩大,便于打捞),每次约5~10GK。
有铅焊料的铜含量已达0.25%是SMD焊接的一个界线,超过就容易发生桥接等焊接缺陷...。
捞前要将锡渣先清除干净了再降温...,然后在190C 时打捞...,其他的仔细看一楼的步骤啊...。
波峰炉的工艺参数及常见问题的探讨一、工艺方面:工艺方面主要从助焊剂在波峰炉中的使用方式,以及波峰炉的锡波形态这两个方面作探讨;1、在波峰炉中助焊剂的使用工艺一般来讲有以下几种:发泡、喷雾、喷射等;A、当使用“发泡”工艺时,应该注意的是助焊剂中稀释剂添加的问题,因为助焊剂在使用过程中容易挥发,易造成助焊剂浓度的升高,如果不能及时添加适量的稀释剂,将会影响焊接效果及PCB板面光洁程度;B、如果使用“喷雾”工艺,则不需添加或添加很少量的稀释剂,因为密封的喷雾罐能够有效地防止助焊剂的挥发,只需根据需要调整喷雾量即可;并要选择固含较低的最好不含松香树脂成份的,适合喷雾用的助焊剂;C、因为“喷射”时易造成助焊剂的涂布不均匀,且易造成原材料的浪费等原因,目前使用喷射工艺的已不多。
AT8502D使用说明
AT8502D二合一智能无铅LED数显“安泰信”拆焊返修台AT8502D二合一智能无铅LED数显“安泰信”拆焊返修台功能特点●MCU电脑提供恒温定温PID高级算法工业控制,控温更精确。
●LCD双屏幕分别独立显示热风台和电焊台的当前工作状态及参数,非常直观。
客户对设备输出状态一目了然。
●输出功率大,升温迅速。
●大流量膜片式压力气泵,适用于各种风嘴拆焊SMD元器件。
●休眠、自动停机等省电功能。
●首创手柄快捷按键,为用户带来更快速的调整温度和风量。
●提供独立三组存储记忆功能,使客户快速转换不同的温度风量组合工作模式。
●各单元均带温度补偿功能,可以保证使用期间用户工作状态稳定性。
●故障报警指示功能。
技术参数总机额定电压:AC 220V±10% 50Hz整机功率:900W温度单位:摄氏/华氏(可转换)设置方式:按键调节显示方式:LED数显校温方式:数字校准温度锁定方式:数字式温度稳定度:±2℃(静态)控温精度:±10℃(静态)校正范围:-50℃~50℃工作环境:0~40℃相对湿度<80%储存温度:-20~80℃相对湿度<80%故障报警:发热芯显示H-E,传感器显示S-E关机:正常关机、冷风延时关机、断电热风枪部分工作电压:AC 220V±10% 50Hz输出功率:800W空气泵:膜片式温度范围:100℃~500℃气流量120L/min(最大)风量范围:020-100级休眠待机:停止加温,吹风延时时进入休眠待机状态冷风:机器吹风,停止加温设置存储(三组):1:200℃,40;2:300℃,60;3:400℃,80喷咀:A1125、A1126、A1130、A1170A发热丝:800W 220V AT860D发热丝电焊台部分工作电压:AC 26V±10% 50Hz输出功率:50W温度范围:200℃~480℃焊咀对地阻抗:<2Ω焊咀对地电压:<2mV设置存储(三组):1:200℃;2:300℃;3:400℃烙铁头:AT-01-SI发热芯:50W四芯陶瓷发热芯包装清单(购买时请检查包装,以证实所列清单项目正确无误。
热风焊台使用方法

热风焊台使用方法原理:热风枪主要是利用发热电阻丝的枪芯吹出的热风来对元件进行焊接与摘取元件的工具。
根据热风枪的工作原理,热风枪控制电路的主体部分应包括温度信号放大电路、比较电路、可控硅控制电路、传感器、风控电路等。
另外,为了提高电路的整体性能,还应设置一些辅助电路,如温度显示电路、关机延时电路和过零检测电路。
设置温度显示电路是为了便于调温。
温度显示电路显示的温度为电路的实际温度,工人在操作过程中可以依照显示屏上显示的温度来手动调节。
注意事项:1.使用前必须接好地线,以备泄放静电。
2.焊台前端网孔不可接触金属导体,否则会导致发热体损坏甚至使人体触电。
3.电源开关打开后一般风力调节在4-5档,温度调节在4-5档,但是温度和风力不宜太大,以免将芯片或部件烧坏。
4.使用结束后注意冷却机身,关电后不要迅速拔掉电源,等待发热管吹出冷风即可。
使用方法:1.将风枪对准拆焊芯片的上方2-3CM处,沿着芯片周围焊点均匀加热。
2.切忌温度和风力不要太大。
吹焊贴片集成:1.在芯片的表面涂放适量的助焊剂。
2.待温度和气流稳定后,用热风枪对着元器件各排引脚均匀加热10-20S后,待底部的锡珠完全溶解并用镊子夹住贴片元件,摇动几下将其取下。
3.对锡点加锡刮平。
焊接贴片集成:1.将元器件各引脚加锡,将贴片集成放在焊接位置,用镊子按紧。
2.用风枪均匀加热,待锡焊融化后停止加热。
3.焊接完毕后检查是否存在虚焊或短路现象,用电烙铁对其补焊并排除短路点。
热风枪的使用技巧和使用方法去CPU在去CPU时把风枪的抢嘴去掉,热风枪的温度调到6热风枪的刻度风量调到7-8实际温度是280度-290度时风枪嘴离CPU的的高度是8CM左右自己掌握,如:3508的CPU,风枪斜着去吹CPU四边尽量把热风吹进CPU下面这样就很容易完好无损的吹下CPU了!你是怎么样去CPU的也是这样吗?主板断线处理方法主板断线和掉点大多是自己操作不当造成的,你知道为什么吗?我告诉你,特别是带胶CPU最容易操作不当造成主板下面断线和掉点的,我自己那下带胶的CPU经验介绍给大家,热风枪的温度调到5.5热风枪的刻度风量调到6.5-7实际温度是270度-280度直上直下对CPU吹大家都知道CPU的封胶一般受热后就松软了如:998的三星的飞利埔的受热后就松软封胶首先把CPU四周的胶加热清净后在去动CPU,给CPU加热时要均匀让CPU下面的锡全部融化时在起CPU这样就不会出现断线和掉点的情况了,你是否想把封胶带在主板上还是带在CPU上你自己就可以做到的,用一个扁铲的起子自己做,就是自己用的制锡板的钢板做材料,剪2CM宽就在把磨成象刀刃就可以了用专用工具夹好它,当你把CPU下面的锡都融化了你把你自己做的工具插在CPU下面你想把封胶带到CPU上你就把工具顺着主板插下去,你要是想把封胶带到主板上那你就把工具顺着CPU下面插下去就可以了,你知道为什么会出现断线和掉点吗,是因为你在加热是没有加热匀大部分CPU下面的锡融化了有一小部分还锡没有完全融化造成的,大家都注意了把为什么断线和掉点都在主板的某一小片比较多其他主板大片都没有断线和掉点呀这就是你在使用风枪时没有对CPU 加热均匀造成的!哈哈知道为什么了把!去焊去或焊塑料排线坐或键盘坐和一些阵铃和去功放一样的主要掌握热风枪的热度和风量就可以了!不防你自己试试!吹焊吹焊CPU是常常会出现短路换新CPU或其他BGA的IC时为什么有时会出现短路现象吗,我自己的经验在吹焊CPU或其他BGA的IC时主要是把主板BGA的IC位置,把主板下面清洗净在涂上助焊剂IC也一样清洗干净最主要是要注意IC在主板的位置一定要准,在吹焊CPU或其他BGA的IC位置不准吹化锡时IC会自动定位你也不知道是不是错位了所以要注意IC在主板的位置要准的使用热风枪风量要小温度在270-280度有自己来定就可以了,在吹焊IC是你要注意一点你制锡的锡球大还是小,锡球大在吹焊是要注意要IC活动范围小一点这样就不容易IC下面的锡球滚到一起了造成短路,IC的锡球小活动范围大一点还可以,我不知道你注意这一点吗!补焊技巧你知道为什么你接主板断线或掉点时在吹焊上CPU成功率这么低吗,我想你没有找到原因,我替你找原因的,大家都知道M系列就是998,8088CPU下面断线和掉点比较多的是大家维修中的一大难题,我自己经验介绍大家,接线我想大家都没有问题可是大家知道吗关键不是在接线上是在焊接上,你接的很好焊接不好成功率就底,有的在接线是常常使用一些胶如:绿油,耐热胶,101,502等胶去固定他的使用这些胶固定也是一个好办法的,可是这样你的技术也到这里为止了没有提高的念头了哈哈看看我的一招不知道大家使用吗,接线不用胶固定就以下焊好CPU不管断多少线和掉多少点哪怕是外飞线也可以一下就搞定了,大家注意这一点为什么在接8088主板CPU位置下面断线和短点在吹焊上CPU成功率比较高为什么998主板CPU位置下面断线和短点在吹焊上CPU成功率比较低我想大家一定知道了,因为8088主板上有明显的CPU白线方框位置的所以就容易点可是998就不容易了因为它没有CPU位置的标志呀,怎么做才能达到焊接最佳位置呢,大家都没有注意这一点都是知道大概的位置去吹焊CPU你要知道CPU下面是一接的线和补焊的点呀,稍微一动你接的线就脱离了所以位置是主要的!我最多接了34根线部7个点用了2个小时不用胶固定一下就搞定了,我讲讲我的经验,掉点的先挖出点来在用锡浆添满他,接线把断线的地方绝缘漆刮出1.5CM长在度锡把线焊好我用的线是最细的漆包线,在把断线的点窑里添平锡浆这样就接好了开始焊CPU,8088CPU位置好定的可是998的位置就不好定了,你在那一个没有折下CPU的998主板看看它那CPU的位置在那里在把你接好线的主板CPU 位置定好呀热风枪的风量要小温度自己掌握一般在270-280度就可以了,主板上不要涂助焊剂在CPU上涂助焊剂(注意在开始接线是要用吸锡线把主板CPU位置上的多余的锡要吸净在接线,这样就不会出现不平的现象了定位就好定了)定好位了在焊接时不要用任何东西去帮CPU不让它动在焊接时CPU下面的锡融化了有一点微小的动或不动,CPU有一点微小你能看出来那成功率就小了你在焊接时看不出CPU动哈哈那你成功了!。
焊台、热风枪的基础知识(高级电子技术人员需要掌握的技能)

焊台、热风枪的基础知识(高级电子技术人员需要掌握的技能)对于有一定基础的实际操作人员、电子爱好者来说。
光会使用电烙铁远远达不到他们的要求。
对于作业需要,对于兴趣需要和能力的提升,我们需要新的装备,那就是焊台,热风枪。
下面我就讲一下焊台和热风枪的使用方法和注意事项。
先说注意事项。
1、电焊台烙铁头应尽量靠近元器件引脚。
但是不能用力碰元器件引脚。
不然引脚容易损坏。
2、切忌不可在焊接时用力顶压烙铁头,以免使烙铁头变形,严重时可能会?报废。
3、在焊接大面积接地或使用无铅焊锡的元器件时,可将温度调到400~450度左右,且可以加热时间略长一些。
在焊接完这类元器件后,必须将温度再调到300~400度左右。
4、当发现烙铁头上粘有黑色污垢时,应马上去除污垢,防止烙铁头氧化(俗称的死头)。
这一点,可以使用高温海绵,把高温海绵放在烙铁架槽里,加水,使海绵膨胀开来。
烙铁头上粘有黑色污垢时,在海绵上擦几下,要擦掉。
防止氧化。
5、一旦死头,可以在焊锡多的地方多磨几次烙铁头,这样可以减少死头的面积,慢慢地死头现象就会消失。
一旦氧化,就粘不上锡了。
烙铁头就会慢慢没有用。
这时候就需要烙铁头修复剂了。
6、当温度调节不准确时,可以通过微调主旋钮下方小孔的可调电阻校准。
使用方法:这里通过焊接贴片电阻,芯片的例子来说明。
1.在焊接之前先在焊盘上涂上助焊剂,用烙铁处理一遍,以免焊盘镀锡不良或被氧化,造成不好焊,芯片则一般不需处理.2.用镊子小心地将芯片放到PCB板上,注意不要损坏引脚.使其与焊盘对齐,要保证芯片的放置方向正确.把烙铁的温度调到300多摄氏度,将烙铁头尖沾上少量的焊锡,用工具向下按住已对准位置的芯片,在两个对角位置的引脚上加少量的焊剂,仍然向下按住芯片,焊接两个对角位置上的引脚,使芯片固定而不能移动.在焊完对角后重新检查芯片的位置是否对准.如有必要可进行调整或拆除并重新在PCB板上对准位置.3.开始焊接所有的引脚时,应在烙铁尖上加上焊锡,将所有的引脚涂上焊剂使引脚保持湿润.用烙铁尖接触芯片每个引脚的末端,直到看见焊锡流入引脚.在焊接时要保持烙铁尖与被焊引脚并行,防止因焊锡过量发生搭接.4.焊完所有的引脚后,用焊剂浸湿所有引脚以便清洗焊锡.在需要的地方吸掉多余的焊锡,以消除任何短路和搭接.最后用镊子检查是否有虚焊,检查完成后,从电路板上清除焊剂,将硬毛刷浸上酒精沿引脚方向仔细擦拭,直到焊剂消失为止. 其实实践中,焊接芯片,主要是用热风枪来完成,因为热风枪没有接触,防静电性能比较好。
热风枪说明

热风枪说明应用范围1.工业生产进行电子产品装配2.科研部门进行产品开发3.维修行业进行电子产品检修4.各企事业单位电工进行锡焊操作5.电子技术爱好者进行电子装配6.各类院校电类学生进行技能实训加包装重量约:5.7KG功能特点●多功能防静电维修系统,能安全有效地拆除扁平IC,配合900M-ESD烙铁,可应付任何维修工作。
●852D+二合一维修系统,发挥全面维修效能,节省宝贵的工作空间,各部分可独立或同时使用,均有拆消静电功能。
●可调节空气量及温度适用于各种QFP PLCC SOIC BGA等。
●热风台开机延时10秒钟,气泵送风,升温方便,拔焊工作完毕,关机后自动送风冷却系统工作,且此时气流可调节大小,约一分钟后自动关闭系统。
若使用不当,造成温度过高,发热材料自动保护,能更好保护发热材料,手柄,风头,延长机器使用寿命。
●电烙铁输出电压为24V,防止因漏电而损坏电路板。
●电烙铁升温迅速,控温稳定,准确,手柄轻巧,长时间使用无疲劳感。
技术参数总机额定电压:AC 220V±10% 50Hz整机功率:600W(max)设置方式:旋钮调节显示方式:LED数字显示校温方式:模拟校准温度锁定方式:机械式温度稳定度:±2℃(静态)工作环境:0~40℃相对湿度<80%储存温度:-20~80℃相对湿度<80%关机:正常关机、冷风xx关机、断电热风枪部分工作电压:AC 220V±10% 50Hz输出功率:550W空气泵:膜片式温度范围:100℃~500℃气流量120L/min(最大) 休眠待机:停止加温,吹风xx时进入休眠待机状态冷风:机器吹风,停止加温发热丝:550W 220V电焊台部分工作电压:AC 26V±10% 50Hz输出功率:50W温度范围:200℃~480℃焊咀对地阻抗:<2Ω焊咀对地电压:<2mV烙铁头:900M(系列)发热芯:50W四芯陶瓷发热芯包装清单(购买时请检查包装,以证实所列清单项目正确无误。
电烙铁、热风枪使用规范

电烙铁、热风枪使用操作指引(一)恒温电烙铁1.恒温电烙铁的特点〈1〉防静电,可以防止因静电及漏电而损坏元器件。
〈2〉能大幅度调节温度,温度可在摄氏200~480度之间调节。
〈3〉具有恒温功能,维持温度恒定,能更好地保护PCB板和元器件。
〈4〉配有多个形状、大小不一的烙铁嘴,可根据被处理元器件的尺寸等特点选用。
2.恒温电烙铁的使用注意事项〈1〉使用前应该确信已经可靠接地,防止工具上的静电损坏元器件。
〈2〉应该调整到合适的温度,根据不同的工作要求、特点调整电烙铁的温度;选择尽可能低之温度(如一些塑胶件、薄膜电容等温度敏感元件的温度选在摄氏200~250度;一般元器件可选在摄氏300±50度;工艺指引有规定的按工艺要求进行)。
〈3〉打开电源开关时要给电烙铁预热至温度稳定后(发热器指示灯不断闪亮)方可进行焊接;在拆焊过程中,注意保护周边元器件的安全。
〈4〉及时清理烙铁头,防止因为氧化物和碳化物损害烙铁头而导致焊接不良,定时给烙铁上锡。
如果烙铁头变形受损或衍生重锈不上锡时,必须替换新的。
〈5〉烙铁不用的时候应当及时关闭电源,防止因长时间的空烧损坏烙铁头。
〈6〉注意人身安全,更换部件、下班要关闭电源,长期不用应该拔出电源插头。
(二)SMD热风拆焊台(热风枪)1.热风枪的特点〈1〉防静电,可以防止因静电及漏电而损坏元器件。
〈2〉采取不需要接触焊点的焊接方式,可免除热冲击效应。
〈3〉能大幅度调节空气量及温度,风量最大可达23公升/分,热空气温度可在摄氏100~450度之间调节。
〈4〉有恒温功能,维持温度恒定,能更好地保护PCB板和元器件。
〈5〉配有多个形状、大小不一的喷嘴,可根据被处理元器件的尺寸等特点选用。
2.热风枪的使用注意事项〈1〉使用前应该确信已经可靠接地,防止工具上的静电损坏元器件。
〈2〉应该调整到合适的温度和风量,根据不同的喷嘴的形状、工作要求特点调整热风枪的温度和风量;电阻、电容等微小元件的拆焊时间5秒左右,一般的IC拆焊时间15秒左右,小BGA拆焊时间30秒左右,大BGA拆焊时间50秒左右(如:白光850B热风枪用A1130的喷嘴时风量调1档,温度调3.5档;不用喷嘴时风量调4档,温度调4档。
防静电二合一拆焊台说明书
GuangZhou YIHUA Electronic Equipment Co.,Ltd.ADD: YongXing industrial district, LongGui, Guang C o n g r o a d , G u a n g Z h o u ,G u a n g D o n g ,C h i n a电话(TEL):+86-20-87470526 传真(FAX):+86-20-87470261广州市谊华电子设备有限公司地址:广东省广州市广从一路龙归永兴工业区声明:本公司保留改进升级产品的权利,产品规格及设计如有变更,恕不另行告知。
Statement: The company reserves the right to improve and upgrade products, product specifications and design are subject to change without notice.防静电二合一拆焊台Thank you for choosing this type of Unsoldering Equipment with Hot Air. The product is designed for soldering and unsoldering without lead. Please read the User Guide thoroughly before use, and keep it in a safe place for future reference.感谢您购买此款热风拆焊台,本产品是专门为无铅拆焊而设计的,使用前请仔细阅读本说明书,阅读后请妥善保管,以供日后参考。
Anti-Static 2 in 1 Flat IC Rework Station8786D一、产品特点1、传感器闭合回路,微电脑控制,控温精准。
数码可显示风枪/烙铁工作状态,按键切PID LCD 换两种显示模式,方便直观。
防静电热风拆焊台设备操作说明书

設備型號SMS-989A 廠商版本A0
4.將鋼絲置于集成塊(IC)之下﹐如果鋼絲寬度與集成塊(IC)尺寸不符﹐可擠壓鋼絲寬
度﹐以適應之。
5.將鋼絲置于集成塊(IC)之下﹐如果鋼絲寬度與集成塊(IC)尺寸不符﹐可擠壓鋼絲寬
度﹐以適應之。
6.熔化焊劑﹐將噴嘴對准所要熔化焊劑之部位﹐讓噴出熱氣熔化焊錫﹐噴嘴切勿觸及
集成塊(IC)﹐以免損壞元件。
7.移開集成塊。
焊錫熔化時提起起拔器﹐移開集成塊(IC)。
8.關電源。
將電源關閉后﹐自動噴氣功能開始通過管件輸送涼氣﹐使發熱材料和手柄降溫﹐因此﹐冷卻時﹐不可拔去電源插頭﹐如果一個月不使用﹐本機器應拔出電源插頭。
三﹑注意事項
1. 裝置噴嘴﹐勿使勁裝置噴嘴﹐或用鉗子拉動噴嘴邊緣﹐勿使勁緊拴螺絲。
2. 安裝噴嘴時﹐應等發熱管與噴嘴冷卻后進行﹐以免燙傷。
3. 切勿在易燃氣體﹑紙張或其它易燃物體附近使用SMD拆焊台﹐以免其它事故發生。
4. 噴頭切勿掉落或重震﹐因發熱管為石英玻璃﹐以免破碎。
5. 如1個月不使用時﹐須拔出電源插頭。
核准審核制作日期。
超特克HV852DB1 EL灯驱动示例板说明书
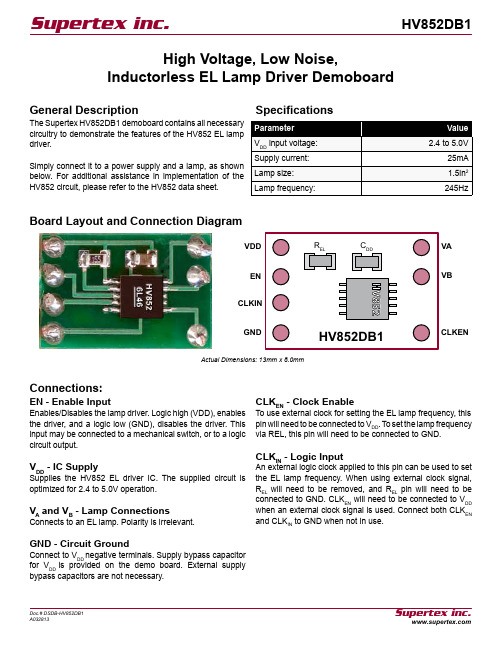
Supertex inc.Supertex inc.HV852DB1Doc.# DSDB-HV852DB1A032813The Supertex HV852DB1 demoboard contains all necessary circuitry to demonstrate the features of the HV852 EL lamp driver.Simply connect it to a power supply and a lamp, as shown below. For additional assistance in implementation of the HV852 circuit, please refer to the HV852 data sheet.High Voltage, Low Noise,Inductorless EL Lamp Driver DemoboardConnections:EN - Enable InputEnables/Disables the lamp driver. Logic high (VDD), enables the driver, and a logic low (GND), disables the driver. This input may be connected to a mechanical switch, or to a logic circuit output.V DD - IC SupplySupplies the HV852 EL driver IC. The supplied circuit is optimized for 2.4 to 5.0V operation.V A and V B - Lamp ConnectionsConnects to an EL lamp. Polarity is irrelevant.GND - Circuit GroundConnect to V DD negative terminals. Supply bypass capacitorfor V DD is provided on the demo board. External supply bypass capacitors are not necessary.CLK EN - Clock EnableTo use external clock for setting the EL lamp frequency, this pin will need to be connected to V DD . To set the lamp frequency via REL, this pin will need to be connected to GND.CLK IN - Logic InputAn external logic clock applied to this pin can be used to setthe EL lamp frequency. When using external clock signal, R EL will need to be removed, and R EL pin will need to beconnected to GND. CLK EN will need to be connected to V DD when an external clock signal is used. Connect both CLK EN and CLK IN to GND when not in use.General DescriptionSpecificationsBoard Layout and Connection DiagramGNDCLKIN ENVDD VA VBCLKENActual Dimensions: 13mm x 8.0mmSupertex inc. does not recommend the use of its products in life support applications, and will not knowingly sell them for use in such applications unless it receives an adequate “product liability indemnification insurance agreement.” Supertex inc. does not assume responsibility for use of devices described, and limits its liability to the replacement of the devices determined defective due to workmanship. No responsibility is assumed for possible omissions and inaccuracies. Circuitry and specifications are subject to change without notice. For the latest product specifications refer to the Supertex inc. (website: http//)©2013 Supertex inc. All rights reserved. Unauthorized use or reproduction is prohibited.Supertex inc.1235 Bordeaux Drive, Sunnyvale, CA 94089Tel: 2HV852DB1Doc.# DSDB-HV852DB1A032813Circuit SchematicThe above circuit may need to be optimized further based on specification of the lamp used.Typical PerformanceThe specific external components used in the above circuit are: C DD = 2.2µF , 6.3V ceramic capacitor and R EL = 1.5MΩ.The following was observed when driving a 0.93in 2 green lamp and 1.5in 2green lamp.EL LampV DD+-。
853D吹焊台操作规程

文件编号
853D吹焊台操作规程版本/修订A/0
一操作说明:
1.1风枪部分:
1.1.1风枪必须放在手柄架上,否则风枪不工作;
1.1.2连接好电源,装置所有风咀;
1.2.3打开热风枪开关,显示“——”,此时拆焊台为待机状态;
1.2.4按上下键设置所需要的温度,调节风量旋钮使风量,等到温度升到所设置的数值时,便可正常作业;
1.2.5作业完毕后,必须将手柄放在手柄架上,此时拆焊台自动切断加热电流,进入送冷风冷却模式,温度低于100℃后,显示”——”,表示机器即将进入待机状态
1.2焊机部分:
1.2.1将烙铁连接好,放在烙铁架上;
1.2.2打开烙铁电源开关,按上下键调节到合适的温度,待温度稳定后便可正常工作
1.3电源部分:
1.3.1把前面板右端下面的输出/测试开关调到输出位置,调节右边的电源旋钮到合适的电压值;
1.3.2把出/测试开关调到测试位置,即可测试外部测试物电压值
二注意事项:
2.1打开电源时风枪必须放在风枪架上;
2.2请保持出风口畅通,不能有阻碍物;
2.3作业完毕后,必须把加热手柄放在加热架上,显示“——”,停止送风后,才能关闭风枪电源开关;
2.4烙铁头温度不宜长时过高,间歇不用时请把温度调低;
2.5切勿用身体任何部分接触仪器加热部分,风枪热风口;
2.6不适用机器或无人看守,请拔掉电源;
2.7所有部件拆除,必须在拔掉电源的情况下进行;
2.8机器在工作后,必须冷却方能存放,机器附近不能有易燃,易爆的物品。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
LF-852D 高級熱風拔焊台
1. 此熱風拔焊台為專業用工具,不適合未經訓練之人員使用。 2. 請勿讓兒童接觸,以免發生危險。 3. 禁止將熱風射向手及皮膚等人體身體部位,避免高溫燒傷手或皮膚。 4. 禁止將熱風射向易燃易爆物品,避免高溫燃燒或爆炸。 5. 使用機台時,請勿離開視線,以免發生意外。 6. 若本機發生故障,請送回原廠或授權經銷商處維修,如此可確保維修品質。 7. 本機首次使用前請將機台底部固定 PUMP 的四顆螺絲拆下,詳情請參照 Page3。
4
LF-852D 高級熱風拔焊台 為”100”表示有密碼狀態。 按一次“SET”鍵,密碼設定完畢,退到上一層設置模式,可以繼續設置其他模式或退 出設定模式。 ④ 華氏度與攝氏度溫度選擇 顯示視窗顯示“F-2”並閃爍,按一次“SET”鍵,系統進入華氏度與攝氏度溫度選擇功 能,顯示視窗顯示當前的溫度狀態。 操作“▲”或“▼”鍵,改變溫度選擇狀態。如果設置為℃,表示為攝氏度溫度值,如 果設置為℉,顯示為華氏度溫度值。
感測器回路斷路:顯示“S—E”,並切斷發熱體電源; Pump 回路斷路:顯示“P-E”,並切斷發熱體電源,確保發熱體不會因為 PUMP 故障而燒 壞。
1
LF-852D 高級熱風拔焊台
產品規格
型號 工作電壓 輸出功率 PUMP 電壓 PUMP 氣量 溫度範圍 風量範圍
尺寸 保險絲(類型)
出廠設置
LF-852D 高級熱風拔焊台
機後立即將其電源線拔掉以免泵浦不能吹氣快速降低發熱體温度,導致發熱體壽命減短。
○6 請小心使用,切勿使握把掉落至地上,如果掉落至地上易使發熱管石英玻璃破碎。
○7 當使用温度超過 350℃時,請將出風量調至 50 以上的風速,此舉可有效保護發熱體壽命。 ○8 長時間不使用,應關閉電源開関。
要點:為了更好地保護機台內的 PUMP,如需做二次運輸,請在下蓋如圖 A 位置裝上四顆螺 絲固定 PUMP。 2. 操作準備
4. 參數設定
① 按住“SET”鍵不放至少 4 秒鐘,顯示“— — —”並放開“SET”鍵,顯示視窗顯示
“— — —”並閃爍。提示需要輸入模式鎖定碼即 “010”(固定)。若輸入數值與鎖定碼
“010”相同,系統進入模式選擇程式,否則系統自動退出。
② 進入模式選擇程式,顯示視窗顯示“F-0” 並閃爍,按“▲”或“▼”鍵選擇設定模式。
○5 .設置合適的風量:在右邊面版設置好相應的風段,按“▲”升高風量,按“▼”降低風量,
每按一下“▲”或按“▼”鍵,風量上升或下降 5 刻度。若按住“▲”鍵不放至少 2 秒鐘, 則顯示數字快速增加,直到所需顯示數字即可,並釋放“▲”鍵。若按住“▼”鍵不放至少 2 秒鐘,則顯示數字快速減少,直到所需顯示數字即可,並釋放“▼”鍵。
置為 100℃,風量設置為 10)
○4 設置合適的溫度與風量:在左邊面版設置好相應的溫度,按“▲”升高溫度,按“▼”降
低溫度,每按一下“▲”或按“▼”鍵,溫度上升或下降一度。若按住“▲”鍵不放至少 2 秒鐘,則顯示數字快速增加,直到所需顯示數字即可,並釋放“▲”鍵。若按住“▼”鍵不 放至少 2 秒鐘,則顯示數字快速減少,直到所需顯示數字即可,並釋放“▼”鍵。
若 15S 內無按“▲”或“▼”鍵或者按一次“SET”鍵,系統立即退出參數設定狀態。
例如:
F-0 → F-1 → F-2
↑
↓
←← ←
③ 密碼狀態設定
顯示視窗顯示“F-1”並閃爍, 按一次“SET”鍵,進入密碼狀態設定,此時顯示視窗顯
示上定值。若設置”000”為無密碼狀態;若設置
○6 當設置好相應的溫度與風量後,溫度LED顯示出相應設置好的溫度,風量LED顯示相應設
置好的風速段,同時溫度LED上的加熱燈會一直亮,(溫度LED右下角),直至達到溫度後,加 熱燈會閃亮維持設定的溫度。
○7 以手握住加熱握把,將拆焊頭對準元件,與元件保持約 1mm的距離,稍待幾秒鐘後即開始
溶錫,因元件尺寸大小不固,所以拆焊時間可能從十秒到四十秒不等。一般小型SMD元件, 皆可使用所附之A1130 單管吹風頭順著元件繞幾圈待錫溶解後再用鑷子或吸筆提起元件。
面板功能簡介
前面板
○1 電源開關 ○2 熱風槍出口 ○3 “▲”: 溫度增加 ○4 “▼”: 溫度降低 ○5 溫度顯示窗 ○6 功能設置鍵 ○7 “▲”: 風量增加 ○8 風量顯示窗 ○9 “▼”: 風量降低
2
LF-852D 高級熱風拔焊台
操作說明
1. 注意事項:
○1 切勿在易燃氣體或易燃物品附近操作。 ○2 使用之前請確定電壓與工作機台電壓相符,以免電壓不對造成機台損壞。 ○3 安裝或更換拆換拆焊頭時必須在關機且發熱體冷却狀態下進行以避免燙傷。 ○4 安裝拆焊頭時勿太用力,勿過度轉緊拆焊頭螺絲。 ○5 本機台關機後會切斷發熱體電源(發熱體不加熱),自動延遲送風以冷卻發熱體,請勿關
結構特徵
1. 鋁合金外殼設計,結構強化,散熱好,並可有效防止電磁干擾。 2. 面板角度符合人體工學,直觀明目螢幕,按鍵操作,方便舒適。 3.立式機身,節省佔用桌面空間。 4. 熱風槍採用小型握把,握感舒適。 5. 鋁外殼機身充分接地,更加安全可靠。
產品功能
1. 單片機控制,產品功能智慧化。 2. 溫度,風量 LED 數碼顯示;直觀明目,按鍵操作,方便舒適。 3. 溫度、風量可密碼鎖定,方便生產管理。 4. 帶有溫度單位轉換功能,方便不同國家地區的人員操作。 5. 採用大功率發熱體,開機後,瞬間功率可達 600W,温升迅速。 6. 使用傳感器閉合回路控温,當温度達到設定温度時,加熱指示紅憕熄滅,發熱體不再發熱,
發熱體更換
.發熱體更換方法
○1 關閉電源開關,拔掉電源線。 ○2 鬆開握把上的三顆螺絲,移出硅膠出氣管。 ○3 拆開握把,鬆開接地電線護套,取出管件,管內裝有石英玻璃和熱絕緣體。 ○4 取出發熱體,剪開綁在發熱體線 2pin插頭上的綁線帶,取出發熱體。 ○5 插入新發熱體,切勿磨擦發熱體材料電線,將綁線帶重新綁好。 ○6 傳感器有極性,須注意區別。 ○7 依拆開時的相反程序裝回。
步驟如下圖 B 所示:
圖B
5
ACCESSORY 拆焊頭規格
LF-852D 高級熱風拔焊台
6
當感測到温度低於設定温度時,加熱指示紅憕亮起加熱,維持温度恆定。 7. 使用傳感器閉合回路控温,當拆焊工作完畢關機後,泵浦自動延遲關機,以冷却發熱體當
温度低於 100℃時,自動關閉泵浦以延長發熱體壽命。 8. 防靜電設計,防止因靜電而損壞 PCB,保護對靜電敏感的元件如 CMOS IC。 9. 出風口線採用耐高溫矽膠線,不燃燒 10. 可調節溫度,適用不同類型的拆焊,如 QFP, SOP, PLCC or SOJ 。 11. 報警功能:
○1 在首次使用時,請將機台下蓋固定PUMP的四顆螺絲拆下。如下圖A所示
圖A
○2 不插電源插座,選擇合適尺寸的吹風嘴。 ○3 裝上吹風嘴到不銹鋼管,保證其安裝到位,並將其螺絲適當旋緊。
3
LF-852D 高級熱風拔焊台 3.操作步驟
○1 使用之前,請確定機台電源開關處於“OFF”位置。 ○2 將AC電源線連結主機後面電源連接座上,AC電源線連接電源插座上。 ○3 將開關打開,位置 處於“ON”。此時機台開始工作,(新機首次使用時出廠設置溫度設
100-120Vac 60Hz 115V
600W
220-240Vac 50Hz 230V
1.5 L / Min -28L / Min
100℃-480℃/212℉-896℉
100℃-480℃/212℉-896℉
10-99
283(W)*120(H)*190(D) mm
10A(快速型)
5A(快速型)
密碼設定狀態 F-1:“000” 溫度單位設定狀態 F-2“℃” 溫度 100 風量 10