模具历史
模具的发展历史

模具的发展历史模具的发展历史模具是一种用于制造各种工业产品的工具,其历史可以追溯到古代。
以下是对模具发展历史的简要概述:1.初始阶段在古代,人们已经开始使用简单的模具来制造各种物品,如陶器、金属制品等。
这些模具通常是由石头、木头、泥土等材料制成,其制造技术较为简单。
这一阶段的模具主要用于制造一些简单的物品,如工具、餐具等。
2.工业化阶段随着工业化的不断发展,模具也逐渐实现了工业化生产。
这一阶段的模具制造技术得到了较大的提高,出现了钢制模具、铜合金模具等更高级别的模具。
这些模具能够更精确地复制和生产各种工业产品,如机器零件、车辆零部件等。
3.精度提升阶段随着科技的不断进步,人们对模具精度的要求也越来越高。
因此,在精度提升阶段,模具制造技术得到了更大的改进。
高精度数控机床、电火花加工等先进技术的出现,使得模具的精度得到了极大的提高,同时也缩短了模具的制造周期。
4.高效快速制造阶段为了满足市场对于产品更新的快速响应和满足交货期的要求,高效快速制造技术逐渐发展起来。
这一阶段的模具制造技术采用了更先进的计算机辅助设计软件和快速原型制造技术,能够在短时间内制造出高质量的模具。
同时,高效快速制造技术还提高了模具的可靠性和稳定性,降低了生产成本。
5.智能化与自动化阶段随着人工智能技术的不断发展,智能化与自动化逐渐成为模具制造的重要趋势。
这一阶段的模具制造采用了更先进的传感器、执行器和控制系统的智能集成技术,实现了对模具制造全过程的自动化控制和智能化监控。
同时,智能集成技术还能够对模具进行故障诊断和预测性维护,提高了模具的使用寿命和可靠性。
总之,模具的发展历史经历了多个阶段,从最初的简单手工制作到现在的智能化与自动化生产,其制造技术和精度不断提高。
目前,模具已经成为了一种重要的工业生产工具,广泛应用于汽车、电子、航空航天、医疗等领域。
未来,随着科技的不断发展,模具制造技术还将继续得到改进和提升。
中国泥塑资料
从考古资料看,华夏先民用泥土塑造各种形象的历史由来已久。
泥塑起源于中国古代图腾崇拜、生殖崇拜、神灵崇拜。
“天地初开,女娲抟黄土为人,剧务,力不暇供,乃引绳横泥中,举以为人。
”(《风俗通义》)女娲抟土造人,这大概是中国神话传说中最有影响的泥塑创造活动。
经过数千年的文化传承,泥塑在民间已经演变为与普通生活相关的一种老百姓喜闻乐见的艺术形式,在各地蓬勃发展,具有浓郁的中国地方特色。
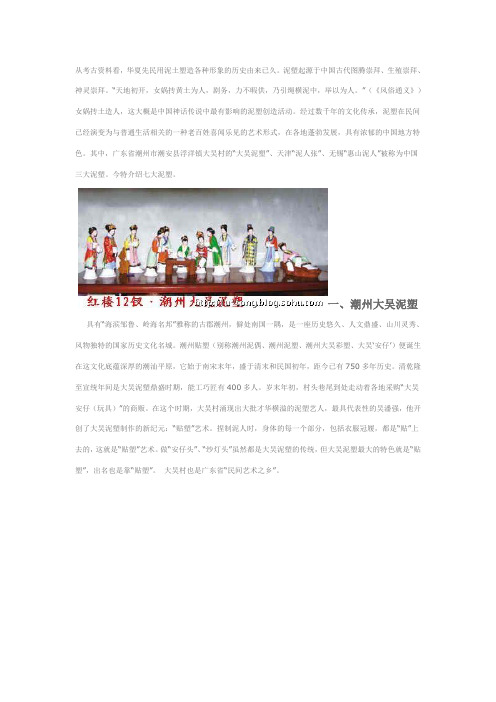
其中,广东省潮州市潮安县浮洋镇大吴村的“大吴泥塑”、天津“泥人张”、无锡“惠山泥人”被称为中国三大泥塑。
今特介绍七大泥塑。
一、潮州大吴泥塑具有“海滨邹鲁、岭海名邦”雅称的古郡潮州,僻处南国一隅,是一座历史悠久、人文鼎盛、山川灵秀、风物独特的国家历史文化名城。
潮州贴塑(别称潮州泥偶、潮州泥塑、潮州大吴彩塑、大吴…安仔‟)便诞生在这文化底蕴深厚的潮汕平原,它始于南宋末年,盛于清末和民国初年,距今已有750多年历史。
清乾隆至宣统年间是大吴泥塑鼎盛时期,能工巧匠有400多人。
岁末年初,村头巷尾到处走动着各地采购“大吴安仔(玩具)”的商贩。
在这个时期,大吴村涌现出大批才华横溢的泥塑艺人,最具代表性的吴潘强,他开创了大吴泥塑制作的新纪元:“贴塑”艺术。
捏制泥人时,身体的每一个部分,包括衣服冠履,都是“贴”上去的,这就是“贴塑”艺术。
做“安仔头”、“纱灯头”虽然都是大吴泥塑的传统,但大吴泥塑最大的特色就是“贴塑”,出名也是靠“贴塑”。
大吴村也是广东省“民间艺术之乡”。
大吴泥塑种类齐全,制作工艺形成固定模式。
它的工艺程序大致包括挖泥、炼泥、捏塑、烧坯、彩绘等五大环节。
从捏塑成形到煅烧直至上彩,一个泥人起码要五天才能完成,数量有限。
加上制作的时候只能用原始焙烤方式,成品率也低。
或许这也是传统工艺的无奈。
潮州贴塑主要以脸谱、贺丁喜童、戏剧典故为题材,艺术手法有雕、塑、捏、贴、刻、划、彩等,尤其以手工贴塑技艺为主(这也是潮州贴塑别于其它泥塑的最大特点)。
文献翻译原文-模具的历史发展
1 The historical development of moldDavid O.Kazmer.Injection mold design engineering.Hanser Gardner PublicationsThe emergence of mold can be traced back thousands of years ago, pottery and bronze foundry, but the large-scale use is with the rise of modern industry and developed.The 19th century, with the arms industry (gun's shell), watch industry, radio industry, dies are widely used. After World War II, with the rapid development of world economy, it became a mass production of household appliances, automobiles, electronic equipment, cameras, watches and other parts the best way. From a global perspective, when the United States in the forefront of stamping technology - many die of advanced technologies, such as simple mold, high efficiency, mold, die and stamping the high life automation, mostly originated in the United States; and Switzerland, fine blanking, cold in Germany extrusion technology, plastic processing of the Soviet Union are at the world advanced. 50's, mold industry focus is based on subscriber demand, production can meet the product requirements of the mold. Multi-die design rule of thumb, reference has been drawing and perceptual knowledge, on the design of mold parts of a lack of real understanding of function. From 1955 to 1965, is the pressure processing of exploration and development of the times - the main components of the mold and the stress state of the function of a mathematical sub-bridge, and to continue to apply to on-site practical knowledge to make stamping technology in all aspects of a leap in development. The result is summarized mold design principles, and makes the pressure machine, stamping materials, processing methods, plum with a structure, mold materials, mold manufacturing method, the field of automation devices, a new look to the practical direction of advance, so that pressing processing apparatus capable of producing quality products from the first stage.Into the 70's to high speed, launch technology, precision, security, development of the second stage.Continue to emerge in this process a variety of high efficiency, business life, high-precision multi-functional automatic school to help with. Represented by the number of working places as much as other progressive die and dozens of multi-station transfer station module. On this basis, has developed both a continuous pressing station there are more slide forming station of the press - bending machine. In the meantime, the Japanese stand to the world's largest - the mold into the micron-level precision, die life, alloy tool steel mold has reached tens of millions of times, carbide steel mold to each of hundreds of millionsof times p minutes for stamping the number of small presses usually 200 to 300, up to 1200 times to 1500 times. In the meantime, in order to meet product updates quickly, with the short duration (such as cars modified, refurbished toys, etc.) need a variety of economic-type mold, such as zinc alloy die down, polyurethane rubber mold, die steel skin, also has been very great development.From the mid-70s so far can be said that computer-aided design, supporting the continuous development of manufacturing technology of the times. With the precision and complexity of mold rising, accelerating the production cycle, the mold industry, the quality of equipment and personnel are required to improve. Rely on common processing equipment, their experience and skills can not meet the needs of mold. Since the 90's, mechanical and electronic technologies in close connection with the development of NC machine tools, such as CNC wire cutting machine, CNC EDM, CNC milling, CNC coordinate grinding machine and so on. The use of computer automatic programming, control CNC machine tools to improve the efficiency in the use and scope. In recent years, has developed a computer to time-sharing by the way a group of direct management and control of CNC machine tools NNC system.With the development of computer technology, computers have gradually into the mold in all areas, including design, manufacturing and management. International Association for the Study of production forecasts to 2000, as a means of links between design and manufacturing drawings will lose its primary role. Automatic Design of die most fundamental point is to establish the mold standard and design standards. To get rid of the people of the past, and practical experience to judge the composition of the design center, we must take past experiences and ways of thinking, for series, numerical value, the number of type-based, as the design criteria to the computer store. Components are dry because of mold constitutes a million other differences, to come up with a can adapt to various parts of the design software almost impossible. But some products do not change the shape of parts, mold structure has certain rules, can be summed up for the automatic design of software. If a Japanese company's CDM system for progressive die design and manufacturing, including the importation of parts of the figure, rough start, strip layout, determine the size and standard templates, assembly drawing and parts, the output NC program (for CNC machining Center and line cutting program), etc., used in 20% of the time by hand, reduce their working hours to 35 hours; from Japan in the early 80s will be three-dimensional cad / cam system for automotive panel die. Currently, the physical parts scanning input, map lines and data input,geometric form, display, graphics, annotations and the data is automatically programmed, resulting in effective control machine tool control system of post-processing documents have reached a high level; computer Simulation (CAE) technology has made some achievements. At high levels, CAD / CAM / CAE integration, that data is integrated, can transmit information directly with each other. Achieve network. Present. Only a few foreign manufacturers ca2 StampingStamping is a kind of plastic forming process in which a part is produced by means of the plastic forming of the material under the action of a die.Stamping is usually carried out under cold state, so it is also called cold stamping. Heat stamping is used only when the blank thickness is greater than 8-100mm. The blank material for stamping is usually in the form sheet or strip, and therefore it is also called sheet metal forming. Some non-metal sheets (such as plywood, mica sheet, asbestos, leather) can also be formed by stamping.Stamping is widely used in various metalworking industry, and it plays a crucial role in the industries for manufacturing automobiles, instruments, military parts and household electrical appliances, etc.The process,equipment and die are the three foundational problems that needed to be studied in stamping.The characteristics of the sheet metal forming are as follows:(1) High material utilization.(2) Capacity to produce thin-walled parts of complex shape.(3) Good interchangeability of stamping parts precision in shape and dimension.(4) Parts with lightweight,high strength and fine rigidity can be obtained.(5) High productivity, easy to operate and to realize mechanization and automatization. The manufacture of the stamping die is costly, and therefore it only fits to mass production. For the manufacture of products in small batch and rich variety, the simple stamping die and the new equipment such as a stamping machining center, are usually adopted to meet he market demands.The materials for sheet metal stamping include mild steel, copper, aluminum, magnesium alloy and high-plasticity alloy steel, etc.Stamping equipment includes plate shear and punching press. The former shears plate into strips with a definite width, which would be pressed later. The later can be used both in shearing and forming.There are various processes of stamping forming with different working patterns and names,but these processes are similar to each other in plastic deformation.There are following conspicuous characteristics in stamping:(1) The force per unit area perpendicular to the blank surface is not large but is enough to cause the material plastic deformation. It is much less than the inner stresses on the plate plane directions.In most cases stamping forming can be treated approximately as that of the plane stress state to simplify vastly the theoretical deformation mechanics analysis and the calculation of the process parameters.(2) Due to the small relative thickness,the anti-instability capability of the blank is weak under compressive stress.As a result,the stamping process is difficult to proceed successfully without using the anti-instability device (such as blank holder).Therefore the variety of the stamping processes dominated by tensile stress are more than those dominated by compressive stress.(3) During stamping forming,the inner stress of the blank is equal to or sometimes less than the yield stress of the material.In this point,the stamping is different from the bulk forming. During stamping forming,the influence of the hydrostatic pressure of the stress state in the deformation zone to the forming limit and the deformation resistance is not so important as to the bulk forming.In some circumstances,such influence may be neglected.Even in the case when this influence should be considered,the treating method is also different from that of bulk forming.(4) In stamping forming,the restrain action of the die to the blank is not severe as in the case of the bulk forming(such as die forging).In bulk forming, the constraint forming is proceeded by the die with exactly the same shape of the part.Whereas in stamping,in most cases,the blank has a certain degree of freedom, only one surface of the blank contacts with the die.In some extra cases, such as the forming of the suspended region of sphere or cone,and curling at the end of tube, neither sides of the blank on the deforming zone contact with the die. The deformation in these regions are caused and controlled the die applying an external force to its adjacent area.Due to the characteristics of stamping deformation and mechanics mentioned above,the stamping technique is different from the bulk metal forming:(1) The importance of the strength and rigidity of the die in stamping forming is less than that in bulk forming because the blank can be formed without applying large pressure unit area on its surface.Instead,the techniques of the simple die and the pneumatic and hydraulic forming are developed.(2) Due to the plane stress or simple strain state in comparison with bulk forming,more research on deformation or force and power parameters has been done, stamping forming canbe performed by more reasonable scientific methods.Based on the real time measurement and analysis on the sheet metal properties and stamping parameters, by means of computer and some modem testing apparatus research on the intellectualized control of stamping process is also in proceeding.(3) It is shown that there is a close relationship between stamping forming and raw material. The research on the properties of the stamping forming,that is,forming ability and shape stability, has become a key point in stamping technology. The research on the properties of the sheet metal stamping not only meets the need of the stamping technology development,but also enhances the manufacturing technique of iron and steel industry, and provides a reliable foundation for increasing sheet metal quality.3 China's mold industry and its development trendDue to historical reasons for the formation of closed, "big and complete" enterprise features, most enterprises in China are equipped with mold workshop, in factory matching status since the late 70s have a mold the concept of industrialization and specialization of production. Mold production industry is small and scattered, cross-industry, capital-intensive, professional, commercial and technical management level are relatively low.According to incomplete statistics, there are now specialized in manufacturing mold, the product supporting mold factory workshop (factory) near 17 000, about 600 000 employees, annual output value reached 20 billion yuan mold. However, the existing capacity of the mold and die industry can only meet the demand of 60%, still can not meet the needs of national economic development. At present, the domestic needs of large, sophisticated, complex and long life of the mold also rely mainly on imports. According to customs statistics, in 1997 630 million U.S. dollars worth of imports mold, not including the import of mold together with the equipment; in 1997 only 78 million U.S. dollars export mold. At present the technological level of China Die & Mould Industry and manufacturing capacity, China's national economy in the weak links and bottlenecks constraining sustainable economic development.3.1 Research on the Structure of industrial products moldIn accordance with the division of China Mould Industry Association, China mold is divided into 10 basic categories, which, stamping die and plastic molding two categoriesaccounted for the main part. Calculated by output, present, China accounts for about 50% die stamping, plastic molding die about 20%, Wire Drawing Die (Tool) about 10% of the world's advanced industrial countries and regions, the proportion of plastic forming die die general of the total output value 40%.Most of our stamping die mold for the simple, single-process mode and meet the molds, precision die, precision multi-position progressive die is also one of the few, die less than 100 million times the average life of the mold reached 100 million times the maximum life of more than accuracy 3 ~ 5um, more than 50 progressive station, and the international life of the die 600 million times the highest average life of the die 50 million times compared to the mid 80s at the international advanced level.China's plastic molding mold design, production technology started relatively late, the overall level of low. Currently a single cavity, a simple mold cavity 70%, and still dominant.A sophisticated multi-cavity mold plastic injection mold, plastic injection mold has been able to multi-color preliminary design and manufacturing. Mould is about 80 million times the average life span is about, the main difference is the large deformation of mold components, excess burr side of a large, poor surface quality, erosion and corrosion serious mold cavity, the mold cavity exhaust poor and vulnerable such as, injection mold 5um accuracy has reached below the highest life expectancy has exceeded 20 million times, the number has more than 100 chamber cavity, reaching the mid 80s to early 90s the international advanced level.3.2 mold Present Status of TechnologyTechnical level of China's mold industry currently uneven, with wide disparities. Generally speaking, with the developed industrial countries, Hong Kong and Taiwan advanced level, there is a large gap.The use of CAD / CAM / CAE / CAPP and other technical design and manufacture molds, both wide application, or technical level, there is a big gap between both. In the application of CAD technology design molds, only about 10% of the mold used in the design of CAD, aside from drawing board still has a long way to go; in the application of CAE design and analysis of mold calculation, it was just started, most of the game is still in trial stages and animation; in the application of CAM technology manufacturing molds, first, the lack of advanced manufacturing equipment, and second, the existing process equipment (including the last 10years the introduction of advanced equipment) or computer standard (IBM PC and compatibles, HP workstations, etc.) different, or because of differences in bytes, processing speed differences, differences in resistance to electromagnetic interference, networking is low, only about 5% of the mold manufacturing equipment of recent work in this task; in the application process planning CAPP technology, basically a blank state, based on the need for a lot of standardization work; in the mold common technology, such as mold rapid prototyping technology, polishing, electroforming technologies, surface treatment technology aspects of CAD / CAM technology in China has just started. Computer-aided technology, software development, is still at low level, the accumulation of knowledge and experience required. Most of our mold factory, mold processing equipment shop old, long in the length of civilian service, accuracy, low efficiency, still use the ordinary forging, turning, milling, planing, drilling, grinding and processing equipment, mold, heat treatment is still in use salt bath, box-type furnace, operating with the experience of workers, poorly equipped, high energy consumption. Renewal of equipment is slow, technological innovation, technological progress is not much intensity. Although in recent years introduced many advanced mold processing equipment, but are too scattered, or not complete, only about 25% utilization, equipment, some of the advanced functions are not given full play.Lack of technology of high-quality mold design, manufacturing technology and skilled workers, especially the lack of knowledge and breadth, knowledge structure, high levels of compound talents. China's mold industry and technical personnel, only 8% of employees 12%, and the technical personnel and skilled workers and lower the overall skill level. Before 1980, practitioners of technical personnel and skilled workers, the aging of knowledge, knowledge structure can not meet the current needs; and staff employed after 80 years, expertise, experience lack of hands-on ability, not ease, do not want to learn technology. In recent years, the brain drain caused by personnel not only decrease the quantity and quality levels, and personnel structure of the emergence of new faults, lean, make mold design, manufacturing difficult to raise the technical level.3.3 mold industry supporting materials, standard parts of present conditionOver the past 10 years, especially the "Eighth Five-Year", the State organization of the ministries have repeatedly Material Research Institute, universities and steel enterprises, research and development of special series of die steel, molds and other mold-specific carbide special tools, auxiliary materials, and some promotion. However, due to the quality is not stable enough, the lack of the necessary test conditions and test data, specifications andvarieties less, large molds and special mold steel and specifications are required for the gap. In the steel supply, settlement amount and sporadic users of mass-produced steel supply and demand contradiction, yet to be effectively addressed. In addition, in recent years have foreign steel mold set up sales outlets in China, but poor channels, technical services support the weak and prices are high, foreign exchange settlement system and other factors, promote the use of much current.Mold supporting materials and special techniques in recent years despite the popularization and application, but failed to mature production technology, most still also in the exploratory stage tests, such as die coating technology, surface treatment technology mold, mold guide lubrication technology Die sensing technology and lubrication technology, mold to stress technology, mold and other anti-fatigue and anti-corrosion technology productivity has not yet fully formed, towards commercialization. Some key, important technologies also lack the protection of intellectual property.China's mold standard parts production, the formation of the early 80s only small-scale production, standardization and standard mold parts using the coverage of about 20%, from the market can be assigned to, is just about 30 varieties, and limited to small and medium size. Standard punch, hot runner components and other supplies just the beginning, mold and parts production and supply channels for poor, poor accuracy and quality.3.4 Die & Mould Industry Structure in Industrial OrganizationChina's mold industry is relatively backward and still could not be called an independent industry. Mold manufacturer in China currently can be divided into four categories: professional mold factory, professional production outside for mold; products factory mold factory or workshop, in order to supply the product works as the main tasks needed to die; die-funded enterprises branch, the organizational model and professional mold factory is similar to small but the main; township mold business, and professional mold factory is similar. Of which the largest number of first-class, mold production accounts for about 70% of total output. China's mold industry, decentralized management system. There are 19 major industry sectors manufacture and use of mold, there is no unified management of the department. Only by China Die & Mould Industry Association, overall planning, focus on research, cross-sectoral, inter-departmental management difficulties are many.Mold is suitable for small and medium enterprises organize production, and our technical transformation investment tilted to large and medium enterprises, small and medium enterprise investment mold can not be guaranteed. Including product factory mold shop, factory, including, after the transformation can not quickly recover its investment, or debt-laden, affecting development.Although most products factory mold shop, factory technical force is strong, good equipment conditions, the production of mold levels higher, but equipment utilization rate.Price has long been China's mold inconsistent with their value, resulting in mold industry "own little economic benefit, social benefit big" phenomenon. "Dry as dry mold mold standard parts, standard parts dry as dry mold with pieces of production. Dry with parts manufactured products than with the mold" of the class of anomalies exist.4 EngineeringEngineering is the discipline, art and profession of acquiring and applying scientific, mathematical, economic, social, and practical knowledge to design and build structures, machines, devices, systems, materials and processes that safely realize solutions to the needs of society.The American Engineers' Council for Professional Development (ECPD, the predecessor of ABET) has defined "engineering" as:The creative application of scientific principles to design or develop structures, machines, apparatus, or manufacturing processes, or works utilizing them singly or in combination; or to construct or operate the same with full cognizance of their design; or to forecast their behavior under specific operating conditions; all as respects an intended function, economics of operation and safety to life and property.One who practices engineering is called an engineer, and those licensed to do so may have more formal designations such as Professional Engineer, Chartered Engineer, Incorporated Engineer, or European Engineer. The broad discipline of engineering encompasses a range of more specialized subdisciplines, each with a more specific emphasis on certain fields of application and particular areas of technology.4.1 Engineering HistoryThe concept of has existed since ancient times as humans devised fundamental inventions such as the pulley, lever, and wheel. Each of these inventions is consistent with the modern definition of engineering, exploiting basic mechanical principles to develop useful tools and objects.The term engineering itself has a much more recent etymology, deriving from the word engineer, which itself dates back to 1325, when an engine’er (literally, one who operates an engine) originally referred to “a constructor of military engines.” In this context, now obsolete, an “engine” referred to a military machine, i.e., a mechanical contraption used in war (for example, a catapult). Notable exceptions of the obsolete usage which have survived to the present day are military engineering corps, e.g., the U.S. Army Corps of Engineers.The word “engine” itself is of even older origin, ultimately deriving from the Latin ingenium (c. 1250), meaning “innate quality, especially mental power, hence a clever invention.”Later, as the design of civilian structures such as bridges and buildings matured as a technical discipline, the term civil engineering entered the lexicon as a way to distinguish between those specializing in the construction of such non-military projects and those involved in the older discipline of military engineering.4.2 Ancient eraThe Pharos of Alexandria, the pyramids in Egypt, the Hanging Gardens of Babylon, the Acropolis and the Parthenon in Greece, the Roman aqueducts, Via Appia and the Colosseum, Teotihuacán and the cities and pyramids of the Mayan, Inca and Aztec Empires, the Great Wall of China, among many others, stand as a testament to the ingenuity and skill of the ancient civil and military engineers.The earliest civil engineer known by name is Imhotep. As one of the officials of the Pharaoh, Djosèr, he probably designed and supervised the construction of the Pyramid ofDjoser (the Step Pyramid) at Saqqara in Egypt around 2630-2611 BC. He may also have been responsible for the first known use of columns in architecture[citation needed].Ancient Greece developed machines in both the civilian and military domains. The Antikythera mechanism, the first known mechanical computer, and the mechanical inventions of Archimedes are examples of early mechanical engineering. Some of Archimedes' inventions as well as the Antikythera mechanism required sophisticated knowledge of differential gearing or epicyclic gearing, two key principles in machine theory that helped design the gear trains of the Industrial revolution, and are still widely used today in diverse fields such as robotics and automotive engineering.Chinese, Greek and Roman armies employed complex military machines and inventions such as artillery which was developed by the Greeks around the 4th century B.C., the trireme, the ballista and the catapult. In the Middle Ages, the Trebuchet was developed.4.3 Renaissance eraThe first electrical engineer is considered to be William Gilbert, with his 1600 publication of De Magnete, who was the originator of the term "electricity".The first steam engine was built in 1698 by mechanical engineer Thomas Savery. The development of this device gave rise to the industrial revolution in the coming decades, allowing for the beginnings of mass production.With the rise of engineering as a profession in the eighteenth century, the term became more narrowly applied to fields in which mathematics and science were applied to these ends. Similarly, in addition to military and civil engineering the fields then known as the mechanic arts became incorporated into engineering.4.4 ModernThe International Space Station represents a modern engineering challenge from many disciplines.Electrical engineering can trace its origins in the experiments of Alessandro Volta in the 1800s, the experiments of Michael Faraday, Georg Ohm and others and the invention of the electric motor in 1872. The work of James Maxwell and Heinrich Hertz in the late 19thcentury gave rise to the field of Electronics. The later inventions of the vacuum tube and the transistor further accelerated the development of electronics to such an extent that electrical and electronics engineers currently outnumber their colleagues of any other Engineering specialty.The inventions of Thomas Savery and the Scottish engineer James Watt gave rise to modern Mechanical Engineering. The development of specialized machines and their maintenance tools during the industrial revolution led to the rapid growth of Mechanical Engineering both in its birthplace Britain and abroad.Chemical Engineering, like its counterpart Mechanical Engineering, developed in the nineteenth century during the Industrial Revolution. Industrial scale manufacturing demanded new materials and new processes and by 1880 the need for large scale production of chemicals was such that a new industry was created, dedicated to the development and large scale manufacturing of chemicals in new industrial plants. The role of the chemical engineer was the design of these chemical plants and processes.Aeronautical Engineering deals with aircraft design while Aerospace Engineering is a more modern term that expands the reach envelope of the discipline by including spacecraft design. Its origins can be traced back to the aviation pioneers around the turn of the century from the 19th century to the 20th although the work of Sir George Cayley has recently been dated as being from the last decade of the 18th century. Early knowledge of aeronautical engineering was largely empirical with some concepts and skills imported from other branches of engineering.The first PhD in engineering (technically, applied science and engineering) awarded in the United States went to Willard Gibbs at Yale University in 1863; it was also the second PhD awarded in science in the U.S.Only a decade after the successful flights by the Wright brothers, the 1920s saw extensive development of aeronautical engineering through development of World War I military aircraft. Meanwhile, research to provide fundamental background science continued by combining theoretical physics with experiments.In 1990, with the rise of computer technology, the first search engine was built by computer engineer Alan Emtage.。
关于模具放电原理

放电加工在现代模具制造业中,与磨床.铣床.车床.线切割等具有同等位置,且是不可或缺的一个工序。
它的工作原理是原苏联人发明的。
它的历史可追塑到上个世纪六十年代,类型可分为二极管和三极管式两种。
在此我们介绍一下放电的加工原理:
如果从宏观说明的话:放电的加工原理是通过无限靠近但不接触的正负带电体(即电极与工件),在绝缘液(火花油)作用下,将电能转变成热能的过程(瞬间10000度左右),从而达到腐蚀加工物成型的目的。
如果从微观说明的话:放电的加工原理是通过机械控制使带负的电极,无限靠近,但不接触带正电的工件时,产生强大电场。
从而产生电子流,冲击绝缘液微粒的外围电子,使其电子数目以金字塔的形式大量增加,然后以极高的加速度与速度轰击工件表面的原子微粒,使其产生高温后在爆破力的作用下脱落。
当然,电极的原子微粒也会受到正离子的轰击从而产生高温后在爆破力的作用下脱落。
同时,在此过程中产生一定数量的正负离子和大量的中性微粒。
然后,部分正离子移至电极一边,且吸附于电极表面,使其损耗得补偿。
部分负离子则移至工件一边,且吸附于工件表面。
最后当下一波的休止脉冲奏效时,一切脱落物将随绝缘液冲走。
实践中,我们使用不同的条件时,有不同的粗糙度,速度,损耗,火花位。
原因是在上述的过程中,在时间上各种变化是否同步达到最好的配合。
当然还有与电极和工件材质的导热性.熔点.密度等物理特性及介质有很大关系。
塑料模具工艺流程

塑料模具工艺流程【塑料模具工艺流程】一、塑料模具的历史其实啊,塑料模具的历史不算特别长,但它的发展可是相当迅速。
在 19 世纪中叶,塑料刚刚被发明出来的时候,制作塑料制品可没那么容易,形状简单不说,质量也不太稳定。
随着工业的不断进步,到了 20 世纪,塑料模具开始崭露头角。
那时候,模具的制作还比较粗糙,只能生产一些简单的塑料零件。
比如说,早期的塑料梳子、塑料纽扣,就是用比较初级的塑料模具制造出来的。
到了 20 世纪中叶,随着塑料工业的快速发展,塑料模具的技术也越来越成熟。
模具的精度提高了,能够生产出更加复杂和精美的塑料制品。
就像我们现在常见的各种塑料玩具、塑料家居用品等等,都离不开先进的塑料模具技术。
说白了就是,塑料模具的历史就是一部不断进化、不断创新的历史,它让我们的生活变得更加丰富多彩。
二、塑料模具的制作过程1. 设计阶段这可是整个流程的关键一步。
设计师们会根据产品的需求,比如说形状、尺寸、功能等等,来构思模具的结构。
他们就像建筑师一样,要画出详细的图纸,确定模具的各个部分怎么组合在一起。
举个例子,如果要制作一个塑料杯子的模具,设计师就要考虑杯子的壁厚、把手的位置和形状,以及如何让塑料能够均匀地填充整个模具腔。
2. 材料选择选对材料至关重要。
一般来说,常用的模具材料有钢材、铝合金等。
钢材硬度高、耐用,适合生产大批量的产品;铝合金则比较轻便,适合一些小批量或者对精度要求不是特别高的产品。
比如说,汽车上的塑料零部件,由于产量大、要求精度高,通常会选用优质的钢材来制作模具;而一些小型电子产品的塑料外壳,可能就会用铝合金模具来生产。
3. 加工制造这一步就是把设计好的模具从图纸变成实实在在的东西。
包括切削、铣削、电火花加工等等。
比如说,要用铣削的方法把一块钢料加工成模具的型腔,就像雕刻师一点点地把一块石头雕刻成精美的雕像一样。
4. 装配调试各个零部件加工好后,就要把它们装配在一起,形成一个完整的模具。
活字印刷术的方法与步骤-概述说明以及解释
活字印刷术的方法与步骤-概述说明以及解释1.引言1.1 概述活字印刷术是一种古老的印刷技术,其历史可以追溯到公元九世纪。
通过使用特制的金属活字,印刷者可以将文字逐个排印出来,然后再将它们组合在一起形成完整的印刷页面。
这项技术在欧洲的文艺复兴时期得到了广泛应用,对于信息传播和学术发展起到了重要作用。
本文将探讨活字印刷术的方法与步骤,了解这一古老技术的工作原理和操作流程。
通过深入研究活字印刷术,我们不仅可以体会到古代印刷技术的魅力,还可以更好地理解当代印刷技术的发展和变革。
活字印刷术的工艺繁复,但它所呈现出来的文字却是深具魅力和历史意义的。
文章结构部分主要描述了整篇文章的组织和内容安排。
在本篇文章中,我们将按照以下结构进行展开:1. 引言1.1 概述:介绍活字印刷术的背景和重要性1.2 文章结构:解释文章的组织和内容安排1.3 目的:阐明本文旨在揭示活字印刷术的方法与步骤2. 正文2.1 活字印刷术的历史背景:探讨活字印刷术的起源和发展历程2.2 活字印刷术的方法:详细介绍活字印刷术的实施方法和工具使用2.3 活字印刷术的步骤:具体说明进行活字印刷的步骤和流程3. 结论3.1 活字印刷术的重要性:总结活字印刷术在文化传播和信息传递中的地位和作用3.2 活字印刷术的影响:分析活字印刷术对社会和文明的影响和贡献3.3 未来展望:展望活字印刷术在数字化时代的发展前景和价值通过以上结构,读者可以清晰地了解本文的内容安排和逻辑发展,帮助读者更好地理解活字印刷术的方法与步骤。
1.3 目的文章的目的是探讨活字印刷术的方法与步骤,通过分析其历史背景、方法和步骤,深入了解这一重要的印刷技术。
同时,通过对活字印刷术的重要性、影响以及对未来的展望进行讨论,希望能够揭示活字印刷术在传播信息、推动文化发展和社会进步方面的价值和意义。
通过本文的论述,读者可以更好地理解活字印刷术在人类历史和文化中的地位,以及其对今天和未来的影响。
文献翻译译文-模具的历史发展
1 模具的历史发展David O.Kazmer.Injection mold design engineering.Hanser Gardner Publications,2007.模具的出现可以追溯到几千年前的陶器和青铜器铸造,但其大规模使用却是随着现代工业的掘起而发展起来的。
19世纪,随着军火工业(枪炮的弹壳)、钟表工业、无线电工业的发展,冲模得到广泛使用。
二次大战后,随着世界经济的飞速发展,它又成了大量生产家用电器、汽车、电子仪器、照相机、钟表等零件的最佳方式。
从世界范围看,当时美国的冲压技术走在前列——许多模具先进技术,如简易模具、高效率模具、高寿命模具和冲压自动化技术等,其大多起源于美国;而瑞士的精冲、德国的冷挤压技术、苏联对塑性加工的研究也处于世界先进行列。
50年代,模具行业工作重点是根据用户的要求,制作能满足产品要求的模具。
模具设计多凭经验,参考已有图纸和感性认识,对所设计模具零件的机能缺乏真切了解。
从1955年到1965年,是冲压工业的探索和开发时代——对模具主要零部件的机能和受力状态进行了数学分桥,并把这些知识不断应用于现场实际,使得冲压技术在各方面有飞跃的发展。
其结果是总结出了模具的设计原则,并使得压力机械、冲压材料、加工方法、模具结构、模具材料、模具制造方法、自动化装置等领域更新换代,并向实用化的方向前进,从而使冲压加工进入生产优良产品的第一阶段。
进入70年代,模具进入高速化、机械化、精密化、安全化发展的第二阶段。
在这个过程中不断涌现各种高效率、高寿命、高精度、多功能的自动化模具。
其代表是多个工位的级进模和十几个工位的多工位传递模。
在此基础上又发展出既有连续冲压工位又有多滑块成形工位的压力机—弯曲机。
在此期间,日本站到了世界最前列——其模具加工精度进入了微米级,模具寿命,合金钢制造的模具达到了几千万次,硬质合金钢制造的模具达到了几亿次。
在冲压模具中,每分钟冲压次数,小型压力机通常为200至300次,最高为1200次至1500次。
月饼模具——民间雕刻艺术的奇葩

内中的月饼模具却宛若一个精美的艺术世界。
月饼模具被原师傅称为“脱脱”。
“月饼脱脱”,这样的称呼生动形象又令人倍感亲切,透着浓浓的乡土味。
传统的手工月饼就像农家闺女,质朴、明艳、实在,虽没那么精致,却自有最淳朴的味道。
“还是咱自己做的月饼好呀!满月形的月饼从‘脱脱’里扣出来,是不是和十五的月亮一样圆?”他做的模具造型基本以圆形为主,直径在13厘米左右,寓意“团圆”,象征着阖家安康。
有单面的,还有双面的,除常见的圆形外,还有桃形、兔形、月牙等不同形状,而成套的有专用祝寿的“福禄寿喜”、专用婚庆的“吉祥如意”(图2)、专用过年的“合家团圆”等,都是饼模经久不衰的主题。
一个直径近50厘米的“庆贺中秋”(图3)模具因体型大而分外引人注目。
其上精致细腻的雕刻纹样,构图简约匀称,刻制细致讲究,有一种典型的“晋地氛围”;门前地砖规整有序,寓意着家族康宁、生意顺畅;桂树枝蔓蜿蜒,寥寥几枝图1 原提明“小饼如嚼月,中有酥与饴。
”岁月传承,月饼馅料香甜味美,而外形图案更精美,纹路清晰地篆刻在饱含祝福的饼皮上,吉祥的寓意蕴藏着丰富的历史文化内涵。
月饼上处处是传奇,而月饼模子——制作月饼的器具,把生活和艺术合二为一,背后也有说不尽的老故事,堪称凝结我们民族情感的雕刻艺术奇葩。
月饼模具样式繁多山西省古城孝义的兑镇前岭村是个坐落在大山深处的原生态古村,月饼模具手艺人原提明(图1)的家就在这里。
原师傅手下诞生出的各式各样形状各异的月饼模具,让人眼界大开。
原师傅给人的印象,自然古朴却满是沧桑。
村里的多数人都搬走了,他却不愿离开,更不愿意放下相伴了40多年的刻刀。
若搬进城里,做月饼模具敲敲打打切割木料,肯定会影响周围人的生活,留在村里,才能一直做自己喜欢的饼模。
窑洞虽简陋,月饼模具/白英意境全出;玉兔形象滑稽可爱,两只长耳朵朝天直立形象夸张,像人一样持杵站立捣药的动作生动传神。
月饼模上的纹饰图案每一处都有着古老的文化渊源,与中国传统文化密不可分。
铸造技术
铸造技术铸造技术,是一门古老而重要的金属加工技术,其历史可以追溯到几千年前的中国和古埃及。
铸造技术通过将熔融金属倒入模具中,使其冷却凝固,最终得到各种形状的金属制品。
这项技术在现代工业中扮演着重要的角色,广泛应用于汽车、航空航天、机械制造等领域。
铸造技术有许多不同的方法和工艺,其中最常见的是砂型铸造、金属型铸造和压力铸造。
砂型铸造是最古老的铸造方法之一,通过将熔融金属倒入特制的砂型中,然后等待其冷却凝固,最后得到所需的金属制品。
金属型铸造是一种高精度的铸造方法,通过使用金属模具来制造金属制品,可获得更高的尺寸精度和表面质量。
压力铸造则是通过将熔融金属注入模具中,并施加高压来加速凝固过程,从而得到均匀致密的金属制品。
铸造技术的发展受到材料科学和制造工艺的双重影响。
随着科学技术的进步,新型金属合金被开发出来,这些合金具有更高的强度、耐腐蚀性和耐高温性能。
同时,制造工艺的改进也使得铸造技术更加高效和可靠。
自动化设备和先进的生产线使得铸造过程更加精确和稳定,大大提高了生产效率。
铸造技术的应用非常广泛。
在汽车工业中,大多数发动机和传动系统的零部件都是通过铸造技术制造的。
这些部件需要具备高强度和高耐磨性,以应对高温和高压的工作环境。
航空航天工业也是铸造技术的重要应用领域。
飞机的发动机、起落架和机身结构等关键部件都是通过铸造技术制造的。
另外,铸造技术还被广泛应用于制造工业的各个领域,如机械制造、能源、建筑等。
随着现代科技的进步,一些新的铸造技术也得到了发展。
例如,数控铸造是一种将计算机控制技术应用于铸造过程的方法,可以实现复杂造型的制造。
激光铸造则是利用激光束对金属粉末进行加热和熔化,从而形成金属制品,这种方法特别适用于制造高度个性化的产品。
尽管铸造技术在现代工业中广泛应用且不断进步,但仍面临一些挑战和问题。
首先,铸造技术的能源消耗较高,会产生大量的废料和污染物。
其次,铸造工艺需要专业的知识和技能,操作人员的培训和素质要求较高。
注塑模设计的发展史

①澳大利亚所公司的1系统.
也是20世纪70年代率先推出的注塑模流动分析软件,具有流动分析、冷却分析、翘曲分析、收缩分析、结构应力分析、注塑机参数优化、气体辅助注塑分析、塑件纤维取向分析、中型面自动生成、热固性塑料流动与融合分析等功能.
②美国丁汉公司的系统.
从1972年开始,加拿大化学工程系教授领导的研究小组对注塑成形工艺的计算机模拟、过程控制和塑料性能试验等进行了系统研究,在此基础上建立了注塑工艺过程计算机模拟集成系统,从领导的注塑模科研组从1974年开始对注塑模技术进行了深入研究,先后建立了注塑过程流动、保压、冷却的一维、二维和三维数学模型,开展了塑料熔体流变性能和热性能的实验研究,创立了流道平衡计算的数学模型.经过20多年的研究和发展,注塑模设计计算机辅助技术已进入实用阶段.目前,市场上比较流行的用于注塑模设计的软件系统主要有:
③美国公司的④美国也丁公司的系统.
它也是一个通用的系统,具有很强的参数化特征造型功能.另外它还包含一个专用的模具设计模块,使模具设计更为方便和直观.
⑤美国30尺公司的系统.
是一个通用机械处系统,采用主模型参数化方法进行三维产品模型设计,并首次采用技术.另外它的有限元分析及处理功能强大.
铸造技术发展历程

铸造技术的发展历程铸造是人类掌握比较早的一种金属热加工工艺,已有约6000年的历史。
中国约在公元前1700~前1000年之间已进入青铜铸件的全盛期,工艺上已达到相当高的水平。
中国商朝的重875公斤的司母戊方鼎,战国时期的曾侯乙尊盘,西汉的透光镜,都是古代铸造的代表产品。
早期的铸件大多是农业生产、宗教、生活等方面的工具或用具,艺术色彩浓厚。
那时的铸造工艺是与制陶工艺并行发展的,受陶器的影响很大。
中国在公元前513年,铸出了世界上最早见于文字记载的铸铁件晋国铸型鼎,重约270公斤。
欧洲在公元八世纪前后也开始生产铸铁件。
铸铁件的出现,扩大了铸件的应用范围。
例如在15~17世纪,德、法等国先后敷设了不少向居民供饮用水的铸铁管道。
18世纪的工业革命以后,蒸汽机、纺织机和铁路等工业兴起,铸件进入为大工业服务的新时期,铸造技术开始有了大的发展。
进入20世纪,铸造的发展速度很快,其重要因素之一是产品技术的进步,要求铸件各种机械物理性能更好,同时仍具有良好的机械加工性能;另一个原因是机械工业本身和其他工业如化工、仪表等的发展,给铸造业创造了有利的物质条件。
如检测手段的发展,保证了铸件质量的提高和稳定,并给铸造理论的发展提供了条件;电子显微镜等的发明,帮助人们深入到金属的微观世界,探查金属结晶的奥秘,研究金属凝固的理论,指导铸造生产。
在这一时期内开发出大量性能优越,品种丰富的新铸造金属材料,如球墨铸铁,能焊接的可锻铸铁,超低碳不锈钢,铝铜、铝硅、铝镁合金,钛基、镍基合金等,并发明了对灰铸铁进行孕育处理的新工艺,使铸件的适应性更为广泛。
50年代以后,出现了湿砂高压造型,化学硬化砂造型和造芯,负压造型以及其他特种铸造、抛丸清理等新工艺,使铸件具有很高的形状、尺寸精度和良好的表面光洁度,铸造车间的劳动条件和环境卫生也大为改善。
20世纪以来铸造业的重大进展中,灰铸铁的孕育处理和化学硬化砂造型这两项新工艺有着特殊的意义。
这两项发明,冲破了延续几千年的传统方法,给铸造工艺开辟了新的领域,对提高铸件的竞争能力产生了重大的影响。
模具行业分析报告
台州(黄岩)模具行业分析报告模具行业是随着制造行业的发展所发展的,作为台州制造业重要支撑之一的模具业,其状态既表明我市本地制造的发达程度,也反映制造业可持续发展的后劲大小。
作为扩张中的区域性金融机构,我社目前的模具企业客户为数不少,如果2006年我社能在黄岩增设网点成功,则将使得该行业客户数明显增加。
因此,让我社信贷人员了解模具行业经济结构、熟悉模具加工制作流程、掌握模具成本财务特征,既有利于减少我社信贷风险,也将给银企双方带来更大的收益。
为此,我信贷管理部门上阶段成立了小组进行专业调研。
有调研结论与分析结果如下,供大家参考!第一部分黄岩模具行业概况一、模具行业历史概况之所以以黄岩模具产业而非台州模具产业作为调研对象,是因为台州的模具制造企业有70%的从业人员、60%的信贷收入集聚在黄岩,且黄岩的塑模制造业处于全国先进地位,又是中国汽摩塑模的生产基地,故择之。
黄岩模具产业萌芽于20世纪50年代中期,80年代初随着作坊式塑料制造业的兴起而兴起,86年时任机械工业部副部长杨铿考察时给黄岩誉为“模具之乡”。
89年模具业作为单独行业独立发展,时至今日终成为基础扎实,优势明显的支柱产业。
二、模具行业特征(一)黄岩模具的产业特点黄岩模具行业具有一些明显的特点。
一是模具生产企业几乎都是私营企业;二是模具企业相对集中,已形成模具市场;三是模具在可满足不同层次用户需求的同时,高水平的模具快速发展,并已占有较大比例;四是通过多次创业,已涌现出了一批高素质的骨干重点企业;五是已自然形成专业化分工,主要企业特色明显;六是模具工业发展对当地和周边地区工业发展的拉动作用明显。
(二)黄岩模具的结构特点台州生产的模具,有95%左右是塑料模具,以注塑、吹塑模具为主。
就塑模的用途而言,台州的塑料模具主要是汽摩配件和日用制品塑模。
2000年的主要产品为:生产汽车摩托车配件的塑料模具1.07万吨,占全部模具总产量的39.1%。
以上两类产品主要为本地塑料制品加工业提供配套,而用于生产家电的模具,其市场大部分在台州以外。
描写模具行业的句子唯美(精选100句)

描写模具行业的句子唯美(精选100句)1. 模具行业如一幅精心雕刻的画卷,展现着工艺和艺术的完美结合。
2. 在模具的世界里,每个细微的雕刻和微弱的巧思都传递着无尽的可能。
3. 模具的诞生,诉说着珍贵材料中的灵感触动,以及工匠们的智慧和技艺。
4. 模具犹如一双无形的巧手,塑造着人们所见所触的各种物品。
5. 它们是塑料产品诞生的媒介,是金属加工的得力助手。
6. 模具行业的发展,为各行各业注入了创新和无限可能。
7. 一枚完美的模具,能够凝聚着设计师的精巧构思和才华横溢。
8. 它不仅仅是一个形状,更是一种心灵与艺术的碰撞和融合。
9. 模具行业背后隐藏着无数位默默无闻的工匠,他们用双手将设计的梦想实现。
10. 这些工匠们从最细微的细节出发,打磨出精致的模具作品。
11. 利落的刀口和精确的测量,展现着工匠们对于精益求精的执着。
12. 模具行业,如同一个世界上最美妙的手工艺品的集合。
13. 它们不仅仅满足人们的需求,更是一种对美的追求和耐心的探索。
14. 每一个模具的产生,都代表着一位工匠的艰辛付出和智慧结晶。
15. 它们孕育着生活的方方面面,成为现代工业化的重要支持力量。
16. 模具行业犹如一片辛勤耕耘的土地,培育着未来的发展和进步。
17. 一个优秀的模具,如同一抹靓丽的色彩,丰富着生活的层次与质感。
18. 它们能够为产品注入特殊的外观和独特的气质,使其脱颖而出。
19. 模具的设计和制造,是一门絮语般的艺术,让人心生向往。
20. 呈现在我们面前的每一个精致模具,都是一次匠心独具的创造过程。
21. 模具行业,绽放着无数美丽的轮廓和精准的曲线。
22. 每一个模具都孕育着设计师的创新思想,将产品提升至巅峰。
23. 模具的成功,源于每个设计师对细节的关注和用心的雕琢。
24. 它们如同世间最华丽的珠宝,闪耀出工艺和美学的辉煌光芒。
25. 模具行业是质感的代言人,以它们的存在使物品更加高贵和尊贵。
26. 它们赋予了产品生命,让人们感受到美的力量和艺术的魅力。
模内装饰工艺简介 -回复

模内装饰工艺简介-回复1. 什么是模内装饰工艺?模内装饰工艺是指在制造产品的过程中,在产品的模具(或模板)内部进行各种装饰处理的技术。
这些装饰可以包括纹理、图案、字母、数字等,以增加产品的美观度和附加值。
2. 模内装饰工艺的发展历史模内装饰工艺最早起源于古代陶器制作过程中的贴花技术。
随着时代的发展和技术的进步,模内装饰工艺逐渐应用于更多的工业领域。
在工业革命以后,随着模具制造技术的改进,模内装饰工艺也得到了进一步的发展和突破。
今天,模内装饰工艺已在汽车、电子产品、家用电器、建筑材料等众多领域得到广泛应用。
3. 模内装饰工艺的应用领域模内装饰工艺广泛应用于各个行业,其中最常见的应用领域包括汽车工业、建筑材料和家用电器。
在汽车工业中,模内装饰工艺可以为汽车内饰板、仪表盘、门板等部件添加质感纹理或仿真木纹,提升整体的豪华感和品质感。
在建筑材料领域,模内装饰工艺可以为砖瓦、地板、墙面等产品赋予各种纹理和花纹,增加产品的装饰效果和视觉吸引力。
在家用电器领域,模内装饰工艺可以为电视机、音响、洗衣机等产品的外壳添加个性化的色彩和图案,提升产品的市场竞争力。
4. 模内装饰工艺的实施步骤模内装饰工艺的实施步骤通常可以分为以下几个阶段:(1)设计阶段:根据产品需求和装饰效果的要求,设计师会进行纹理、图案等的设计,以及模具的结构设计。
(2)模具制造阶段:根据设计要求制作模具,包括模具的材料选择、加工方式和精密度的要求。
(3)装饰物制造阶段:根据设计要求制作装饰物,通常使用的材料有塑料、树脂、木材等。
(4)模具装配阶段:将装饰物安装在模具内部,通常采用粘接、固定或注塑等方式。
(5)产品制造阶段:将装饰了模具的材料进行制造,可以是热压、注塑等方式。
5. 模内装饰工艺的优势和挑战模内装饰工艺具有以下优势:(1)产品效果好:利用模内装饰工艺可以实现更多元化的产品装饰效果,提供更多的选择。
(2)生产效率高:模具装饰工艺可以在产品制造过程中一次完成多个装饰步骤,提高生产效率。
液晶聚合物LCP
液晶聚合物(LCP)物料性能模具设计制造商及品牌发展历史1. 1972年Carborundum(CBO)公司,推出了(EKKCEL)1~2000(p-羟基安息香酸),对苯二甲酸, 4,4'-二羟基联苯(对联苯二酚)。
2. 1976年EastmanKodak公司发表了用p-羟基安息香酸改性的液晶性聚酯(X-7G)。
3. 1979年住友化学工业采用独自的技术开发了(ECONOL)E2000系列。
4. 1984年CBO公司将技术转让给Dart公司,Dart的子公司Dartco(现在的Amoco公司)向市场上推出了高耐热性的I型LCP(XYDAR)。
5. 1985年Celanese公司(现在的Ticona公司)又向市场上推出了新型的具有协调的耐热性和成型加工性能的II型LCP(VECTRA),同年,宝理塑料公司开始进口和销售。
何谓液晶聚配列与具有LCP依其热•I型LCP:•II型LCP(•II型LCP(•III型LCP由于液晶聚合物指的是塑料的分子内含有7. 螺杆:螺杆长径比为20。
8. 料筒温度:I型:355-400℃;II型:330-370℃;III型:290-320℃。
9. 模具温度:80 - 120 ℃。
10. 注射压力:15-45MPa(150—450bar)。
11. 注射速度:高速,100 - 300mm/sec。
12. 背压:0 - 2MPa(0-20bar)。
13. 螺杆转速:100 - 200 rpm。
14. 成型收缩率:流动方向:0.02-0.07%;垂直方向:0.5-0.7%。
15. 二次加工:可进行粘接,超声波镕接等二次加工。
模具设计1. 钢材:LCP对模具的腐蚀性比较小,所以,标准的模具材料均可使用。
由于充填物中可能存在磨损模具的物质,此时,与加入同种充填物的一般成型材料一样,需要选择切实的钢材,或采取淬火等对策。
2. 流道:一般而言,按照加工容易程度的排列顺序为半圆流道、梯形流道、圆形流道。
聚碳酸酯(PC)

碳氢、氧化及还原物质、油脂、酒精(甲醇除外)及清洁剂。 8. 不可抵抗的化学物质: 不耐强碱、氧化性酸及胺、酮类,溶于氯化烃类和芳
香族溶剂。 9. 耐水解性:在高温下对水解很敏感,长期暴露在 60℃的热水中易引起水解
和开裂。 10. 耐辐射性:良好的抗电离辐射能力。
成型性能
可采用以下方式成型:
1. 注塑 2. 挤出 3. 模压 4. 吹塑 5. 热成型
1964 年、1965 年正式开工生产。之后陆续有其它公司投产 PC 并推向市场。
物料性能
结构式:
聚碳酸酯是分子主链中含有—[O-R-O-CO]—链节的热塑性树脂,按
分子结构中所带酯基不同可分为脂肪族、脂环族、脂肪一芳香族型,
其中具有实用价值的是芳香族聚碳酸酯,并以双酚 A 型聚碳酸酯为
最重要,分子量通常为 3-10 万。具有优良的物理机械性能,缺点是
置。 7. 螺杆:三区螺杆,长径比为 25:1,压缩比为 2.5:1。 8. 料筒温度:230-320℃(黏度低则融温低,黏度高则融温高)。 9. 模具温度:普通品级和特殊品级的模温为 80℃,玻纤增强品级的模温为 110
℃。 10. 注塑压力:130 – 180MPa(1300 – 1800bar)。 11. 注射速度:中等到快。 12. 背压:10 – 15MPa(100 – 150bar)。 13. 螺杆转速:40 – 70 rpm。 14. 成型收缩率:0.6-0.8%,若为玻璃增强类型,0.2-0.4%。 15. 二次加工:PC 可进行印刷、粘接、涂覆和机加工等二次加工。为了降低产品
制造商 Lanxess 朗盛 Ticona 泰科纳 Polyplastics 宝理 BASF 巴斯夫 DuPont 杜邦 Sabic 沙伯 MEP 三菱工程 Toray 东丽 Chang Chun 长春 DSM 帝斯曼 Sam Yang 三养 Nan Ya 南亚
模具历史
模具技术模具的概念来源于一种对复制物品的意识,它需要一种意识的参与,除此之外,它也需要一种行为做基底。
现代模具工业的发展就是建立在这样一个双重的基础之上。
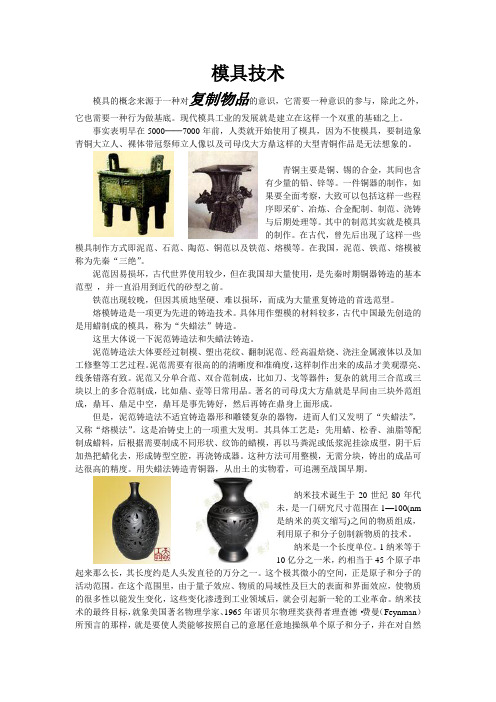
事实表明早在5000──7000年前,人类就开始使用了模具,因为不使模具,要制造象青铜大立人、裸体带冠祭师立人像以及司母戊大方鼎这样的大型青铜作品是无法想象的。
青铜主要是铜、锡的合金,其间也含有少量的铅、锌等。
一件铜器的制作,如果要全面考察,大致可以包括这样一些程序即采矿、冶炼、合金配制、制范、浇铸与后期处理等。
其中的制范其实就是模具的制作。
在古代,曾先后出现了这样一些模具制作方式即泥范、石范、陶范、铜范以及铁范、熔模等。
在我国,泥范、铁范、熔模被称为先秦“三绝”。
泥范因易损坏,古代世界使用较少,但在我国却大量使用,是先秦时期铜器铸造的基本范型,并一直沿用到近代的砂型之前。
铁范出现较晚,但因其质地坚硬、难以损坏,而成为大量重复铸造的首选范型。
熔模铸造是一项更为先进的铸造技术。
具体用作塑模的材料较多,古代中国最先创造的是用蜡制成的模具,称为“失蜡法”铸造。
这里大体说一下泥范铸造法和失蜡法铸造。
泥范铸造法大体要经过制模、塑出花纹、翻制泥范、经高温焙烧、浇注金属液体以及加工修整等工艺过程。
泥范需要有很高的的清晰度和准确度,这样制作出来的成品才美观漂亮、线条错落有致。
泥范又分单合范、双合范制成,比如刀、戈等器件;复杂的就用三合范或三块以上的多合范制成,比如鼎、壶等日常用品。
著名的司母戊大方鼎就是早间由三块外范组成,鼎耳、鼎足中空,鼎耳是事先铸好,然后再铸在鼎身上面形成。
但是,泥范铸造法不适宜铸造器形和雕镂复杂的器物,进而人们又发明了“失蜡法”,又称“熔模法”。
这是冶铸史上的一项重大发明。
其具体工艺是:先用蜡、松香、油脂等配制成蜡料,后根据需要制成不同形状、纹饰的蜡模,再以马粪泥或低浆泥挂涂成型,阴干后加热把蜡化去,形成铸型空腔,再浇铸成器。
这种方法可用整模,无需分块,铸出的成品可达很高的精度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
模具技术
模具的概念来源于一种对复制物品的意识,它需要一种意识的参与,除此之外,它也需要一种行为做基底。
现代模具工业的发展就是建立在这样一个双重的基础之上。
事实表明早在5000──7000年前,人类就开始使用了模具,因为不使模具,要制造象青铜大立人、裸体带冠祭师立人像以及司母戊大方鼎这样的大型青铜作品是无法想象的。
青铜主要是铜、锡的合金,其间也含
有少量的铅、锌等。
一件铜器的制作,如
果要全面考察,大致可以包括这样一些程
序即采矿、冶炼、合金配制、制范、浇铸
与后期处理等。
其中的制范其实就是模具
的制作。
在古代,曾先后出现了这样一些模具制作方式即泥范、石范、陶范、铜范以及铁范、熔模等。
在我国,泥范、铁范、熔模被称为先秦“三绝”。
泥范因易损坏,古代世界使用较少,但在我国却大量使用,是先秦时期铜器铸造的基本范型,并一直沿用到近代的砂型之前。
铁范出现较晚,但因其质地坚硬、难以损坏,而成为大量重复铸造的首选范型。
熔模铸造是一项更为先进的铸造技术。
具体用作塑模的材料较多,古代中国最先创造的是用蜡制成的模具,称为“失蜡法”铸造。
这里大体说一下泥范铸造法和失蜡法铸造。
泥范铸造法大体要经过制模、塑出花纹、翻制泥范、经高温焙烧、浇注金属液体以及加工修整等工艺过程。
泥范需要有很高的的清晰度和准确度,这样制作出来的成品才美观漂亮、线条错落有致。
泥范又分单合范、双合范制成,比如刀、戈等器件;复杂的就用三合范或三块以上的多合范制成,比如鼎、壶等日常用品。
著名的司母戊大方鼎就是早间由三块外范组成,鼎耳、鼎足中空,鼎耳是事先铸好,然后再铸在鼎身上面形成。
但是,泥范铸造法不适宜铸造器形和雕镂复杂的器物,进而人们又发明了“失蜡法”,又称“熔模法”。
这是冶铸史上的一项重大发明。
其具体工艺是:先用蜡、松香、油脂等配制成蜡料,后根据需要制成不同形状、纹饰的蜡模,再以马粪泥或低浆泥挂涂成型,阴干后加热把蜡化去,形成铸型空腔,再浇铸成器。
这种方法可用整模,无需分块,铸出的成品可达很高的精度。
用失蜡法铸造青铜器,从出土的实物看,可追溯至战国早期。
纳米技术诞生于20世纪80年代
未,是一门研究尺寸范围在1—100(nm
是纳米的英文缩写)之间的物质组成,
利用原子和分子创制新物质的技术。
纳米是一个长度单位。
1纳米等于
10亿分之一米,约相当于45个原子串起来那么长,其长度约是人头发直径的万分之一。
这个极其微小的空间,正是原子和分子的活动范围。
在这个范围里,由于量子效应、物质的局域性及巨大的表面和界面效应,使物质的很多性以能发生变化,这些变化渗透到工业领域后,就会引起新一轮的工业革命。
纳米技术的最终目标,就象美国著名物理学家、1965年诺贝尔物理奖获得者理查德·费曼(Feynman)所预言的那样,就是要使人类能够按照自己的意愿任意地操纵单个原子和分子,并在对自然
界物质的本质进行深入探讨和研究的基础上,按照人们的期望,在原子和分子的水平上设计和制造全机关报的物质。
按照科学家们早期的设想,纳米技术最理想的目标就是利用具有人工智能的纳米机器人,来直接实现纳米产品的大规模的自动化生产。
在模具技术上,这也就是利用纳米机器人,直接按照产品的开头和大小进行原子或分子的排列,以实现无模化生产。