铰刀的规格
铰刀切削参数表【免费下载】
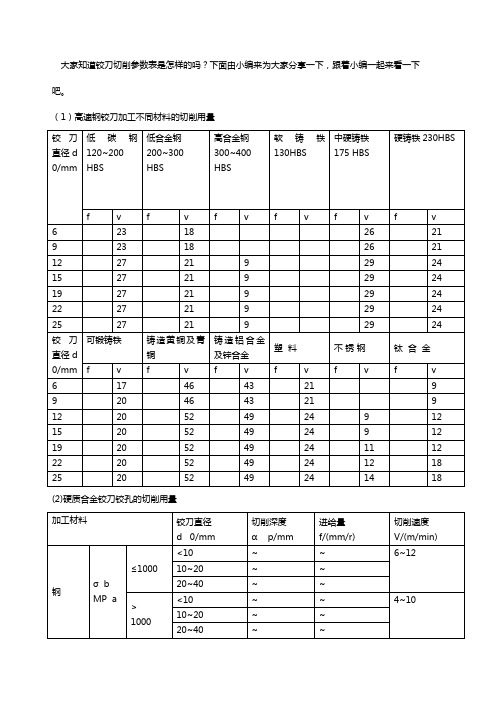
大家知道铰刀切削参数表是怎样的吗?下面由小编来为大家分享一下,跟着小编一起来看一下吧。
(1)高速钢铰刀加工不同材料的切削用量(2)硬质合金铰刀铰孔的切削用量扩展资料:铰刀进给速度和转速的选择:合理选择切削用量的原则是,粗加工时,一般以提高生产率为主,但也应考虑经济性和加工成本;半精加工和精加工时,应在保证加工质量的前提下,兼顾切削效率、经济性和加工成本。
具体数值应根据机床说明书、切削用量手册,并结合经验而定。
1、切削深度t在机床、工件和刀具刚度允许的情况下,t就等于加工余量,这是提高生产率的一个有效、措施。
为了保证零件的加工精度和表面粗糙度,一般应留一定的余量进行精加工。
数控机床的精加工余量可略小于普通机床。
2、切削宽度L一般L与刀具直径d成正比,与切削深度成反比。
经济型数控加工中,一般L的取值范围为:L=(0.6~0.9)d。
3、切削速度v提高v也是提高生产率的一个措施,但v与刀具耐用度的关系比较密切。
随着v的增大,刀具耐用度急剧下降,故v的选择主要取决于刀具耐用度。
另外,切削速度与加工材料也有很大关系,例如用立铣刀铣削合金刚30CrNi2MoVA时,v可采用8m/min左右;而用同样的立铣刀铣削铝合金时,v可选200m/min以上。
4、主轴转速n(r/min)主轴转速一般根据切削速度v来选定。
计算公式为:式中,d为刀具或工件直径(mm)。
数控机床的控制面板上一般备有主轴转速修调(倍率)开关,可在加工过程中对主轴转速进行整倍数调整。
5、进给速度vFvF应根据零件的加工精度和表面粗糙度要求以及刀具和工件材料来选择。
vF的增加也可以提高生产效率。
加工表面粗糙度要求低时,vF可选择得大些。
在加工过程中,vF也可通过机床控制面板上的修调开关进行人工调整,但是最大进给速度要受到设备刚度和进给系统性能等的限制。
随着数控机床在生产实际中的广泛应用,数控编程已经成为数控加工中的关键问题之一。
在数控程序的编制过程中,要在人机交互状态下即时选择刀具和确定切削用量。
常用铰刀的规格与类型
常用铰刀的规格与类型铰刀最大直径尺寸为30mm,最小直径尺寸为2mm。
铰刀精度为D4、H7、H8、H9等精度等级。
直径一般分为2、2.5、3、3.5、4、4.5等尺寸。
铰刀结构大部分由工作部分和刀柄组成。
工作部分主要有切割和校准功能,校准直径有倒锥度。
手柄部分用于夹钳、直柄和锥柄。
铰刀根据用途的不同可以分为很多种,所以对铰刀的标准比较多。
我们比较常用的一些标准有GB/T1131手用铰刀、GB/T1132直柄机用铰刀、GB/T1139直柄莫氏锥度铰刀等。
用一种具有一个或多个刀齿的旋转刀具,用于在孔的加工表面上切割薄金属层。
通过铰刀加工孔可以获得精确的尺寸和形状。
铰刀用于孔加工后已钻(或铰)孔的工件,主要是为了提高孔的加工精度,降低表面粗糙度,用于孔精加工和半精加工刀具,加工余量为一般很小。
铰刀特点:铰刀效率(精镗为单刃切削,而铰刀为4-8刃切削,因此效率远高),精度高,铰刀刃带刃带,因此获得更好的粗糙度;用于铰链工件经过钻孔、铰孔、镗孔加工后的孔,主要是为了提高孔的加工精度,提高工件表面的粗糙度,用于孔的精加工和半精加工一个刀具,加工余量一般都很大。
常用于加工圆柱孔的铰刀。
用于加工锥形孔的铰刀是锥形铰刀,使用较少。
根据手用铰刀和机用铰刀的用途,机用铰刀可分为直柄铰刀和锥柄铰刀。
手是直柄。
铰刀结构大部分由工作部分和刀柄组成。
工作部分主要有切割和校准功能,校准直径有倒锥度。
手柄部分用于夹钳、直柄和锥柄。
铰刀根据用途的不同可以分为很多种,所以对铰刀的标准比较多。
我们比较常用的一些标准是手用铰刀、直柄机用铰刀、锥柄机用铰刀、直柄莫氏锥铰刀等。
铰刀按使用方式分为手动铰刀和机用铰刀;按铰孔形状分为圆柱铰刀和锥度铰刀,(标准锥度铰刀有1:50锥度销铰刀和莫氏锥度铰刀两种)。
铰刀溜槽方向有直溜槽和螺旋溜槽。
铰刀精度D4、H7、H8、H9等精度等级。
根据铰孔的形状,分为圆柱形、圆锥形和门形三种。
安装夹方式分为拉手式和套装式两种;按齿槽形状分直槽和螺旋槽两种定制铰刀:在定制非标刀具中,铰刀是比较常见的定制刀具,根据不同的产品、孔深、直径、精度、粗糙度要求、工件材质定制铰刀,会得到更好的寿命、精度、粗糙度和稳定性。
合金铰刀 合金铰刀规格 合金浮动铰刀

合金铰刀合金铰刀规格合金铰刀精度合金铰刀材料合金螺旋铰刀规格硬质合金铰刀(钨钢铰刀)螺旋钨钢铰刀进口合金铰刀、合金铰刀H7精度、高性能硬质合金铰刀、加工不锈钢的、含钴高速钢精密铰刀、钨钢螺旋铰刀、铰刀材质一般为HSS-E(M42)即本身硬度HRC67度多。
合金铰刀、硬质合金、碳化钨粉+钴(WC)硬度在HRC92.多、高性能整体钨钢(硬质合金)铰刀,可以加工各种中低强度的钢件,包括(淬火)合金钢、碳钢、结构钢等,以及铸铁。
比较难加工的等材质。
立浩数控刀具公司(上图1)45度螺旋角直柄)(上图2)7度螺旋角直柄)(上图3)直槽直柄)螺旋铰刀属于“刀刃极不等距”铰刀,其每个铰刀刃刀齿的分度都是不一样的。
这在力学上是比较对应的、在这种铰刀上,没有哪两个刀刃齿是在直径方向上完全相对分布的,它所铰出孔的圆度偏差在1-2μ(0.002mm)之间。
立浩数控切削工具位于中国模具工业重镇东莞市长安镇、公司创建于2006年。
公司奔着、诚信、互惠互利、薄利多销、精益求精、实实在在的。
经营思路一步步发展、公司一级代理。
德国贝克、德国美奇峰、法国GEM宝石铰刀、美国TRTW钴钨钢铣刀、TSUN钨钢铣刀、TMG钨钢棒材、TSUN高钴钢铣刀、等品牌;德国Tbeck贝克铰刀、CNC机用铰刀、螺旋铰刀。
法国的、CNC倒角刀、锪钻、宝石M42铰刀、德国悍马测量头。
美国的TRTW、TSUN高钴铣刀、钨钢铣刀、TMG钨钢棒材、高端、高精密、高品质。
切削、钻铰、等高端产品与此对应的是比较精准,这些铰刀不等距铰刀刃加工出的圆度偏差可达10μ。
这些铰刀的柄部公差为H6.这样就可以应用在传统钻床和液压式或热胀式刀具夹持系统上,可以提供更好的精度和同心度。
通常这些铰刀是按铰出来的(孔公差为H7)来制作的。
但当铰刀规格为2位有效小数时,铰刀的制造公差可精密为0~0.004、铰刀当规格≤5.50时)或0~0.005(当规格>5.50时)。
直槽铰刀,上图2.为左旋7°铰刀,这些铰刀都为内冷却铰刀。
铰刀和钻头规格信息

规格
φ16*150 φ12*150 φ10*150 φ8*150 φ6*120 Φ50*30*32*150(孔径H7) Φ40*32*150(孔径H7) Φ32*30*25*150(孔径H7) Φ25*30*20*150(孔径H7) Φ22*30*20*150(孔径H7) Φ20*30*16*150(孔径H7) Φ13*30*12*150(孔径H7) Φ49.7*30*32*150 Φ44.7*30*32*150 Φ37.7*30*32*150 Φ31.7*30*25*150 Φ24.7*30*20*150 Φ21.7*30*20*150 Φ19.7*30*16*150 Φ15.7*30*12*150 Φ12.7*30*12*150 10mm ф10*200 12mm ф12*200 8mm 20mm ф6*150 ф8*180 Φ6 Φ8 Φ17*Φ28*MT3 MTA4-ф42-300 ф10*200 ф12*230 ф13 H7 ф13 H7 MTA2*Φ16*250
精加工成型刀
中加工成型刀
锥柄合金铰刀
其他铰刀
第 1 页,共 1 页
铰刀
铰刀信息 刀具类型
直柄钨钢铰刀
名称
直柄钨钢铰刀 直柄钨钢铰刀 直柄钨钢铰刀 直柄钨钢铰刀 直柄钨钢铰刀 精加工成型刀 精加工成型刀 精加工成型刀 精加工成型刀 精加工成型刀 精加工成型刀 精加工成型刀 精加工成型刀 中加工成型刀 中加工成型刀 中加工成型刀 中加工成型刀 中加工成型刀 中加工成型刀 中加工成型刀 中加工成型刀 中加工成型刀 锥柄合金铰刀 锥柄合金铰刀(加长) 锥柄合金铰刀 锥柄合金铰刀(加长) 合金铰刀 锥柄合金铰刀 直柄铰刀 直柄铰刀 直柄铰刀 直柄铰刀 焊刃锥柄铰刀 焊刃铰刀 加长直柄铰刀 加长直柄铰刀 直柄铰刀 锥柄铰刀 钨钢铰刀
美标铰刀尺寸公差标准

美标铰刀尺寸公差标准全文共四篇示例,供读者参考第一篇示例:美标铰刀尺寸公差标准是指美国标准化协会制定的用于衡量铰刀尺寸的规范,旨在确保产品质量和尺寸精度符合国际标准。
铰刀是一种常用的切削工具,用于在工件上加工凹凸面或倒角。
铰刀的质量和精度对加工质量和效率有着重要影响,因此必须严格遵守相关的尺寸公差标准。
根据美标铰刀尺寸公差标准,铰刀的尺寸应该符合特定的公差范围,以确保铰刀的几何形状和尺寸精度满足加工要求。
铰刀的尺寸公差包括直径、长度、刃尖半径、切铣角度等多个方面的要求。
直径公差是指铰刀的直径与理论标准直径之间的允许差值范围,长度公差是指铰刀的长度与理论标准长度之间的误差范围。
刃尖半径公差是指刃尖半径与标准值之间的允许差值范围,切铣角度公差是指铰刀的切削角度与标准值之间的误差范围。
在生产过程中,制造商必须严格按照美标铰刀尺寸公差标准进行生产和质量控制,以确保铰刀的尺寸精度和几何形状满足客户的需求。
一旦铰刀的尺寸超出公差范围,可能导致工件加工精度下降,甚至影响产品质量和使用效果。
铰刀制造商必须严格控制生产工艺和质量检测,以确保产品质量。
除了尺寸公差标准外,美标铰刀还对铰刀材料、硬度、涂层、表面粗糙度等方面进行了规定。
铰刀材料应选用高品质的合金钢或硬质合金材料,以保证铰刀的强度和耐磨性。
铰刀的表面硬度应符合标准要求,以确保刀具在使用过程中不易磨损和变形。
铰刀的涂层应具有较好的耐磨性和切削性能,以延长铰刀的使用寿命。
美标铰刀尺寸公差标准是保证铰刀质量和精度的重要依据,制造商必须严格遵守相关规范进行生产和质量控制,以确保铰刀的质量和尺寸精度符合国际标准。
只有这样,才能满足客户的需求,提高产品质量,推动行业的发展和进步。
第二篇示例:美标铰刀尺寸公差标准是指美国标准协会(ANSI)制定的关于铰刀尺寸公差的规范,旨在确保铰刀的尺寸精度和质量,以提高产品的可靠性和稳定性。
铰刀是一种用于连接两个或多个部件并允许它们相对旋转的机械零件,广泛应用于各种工业领域,如机械制造、汽车制造、航空航天等。
机械加工如何选用铰刀
如何选用铰刀1.概述机械加工生产的铰刀是用于孔的精加工和半精加工的刀具。
由于是精加工,故加工余量一般很小约0.1-0.2mm,这就要求铰刀的齿数多,修光刃长,为此其加工精度及表面粗糙度精度都必须较高,才能适合加工的需要。
铰刀普遍用来加工圆柱形孔,有时也可用来加工锥形孔,加工锥形孔的铰刀是锥形铰刀。
按其使用情况可分为手用铰刀和机用铰刀,机用铰刀又可分为直柄铰刀和锥柄铰刀。
铰刀的规格型号以其加工工作部分直径划分,手用较刀为Φ2.8~22mm,直柄机用铰刀为Φ2.8~20mm,锥柄机用铰刀为Φ10~23mm。
铰刀由工作部分、颈部及柄部三部分组成。
工作部分主要有切削部分和校准部分,校准部分由圆柱部分与倒锥部分组成。
2.检验标准铰刀按不同的用途可分许多种,所以铰刀的标准很多,常用的有以下一些标准:GB1131-84《手用铰刀》,GB1132-84《直柄机用铰刀》,GB1133-84《锥柄机用铰刀》,GB4245-84《机用铰刀技术条件》,GB4246-84《铰刀专用公差》,GB1139-84《直柄莫氏圆锥铰刀》,GB1140-84《锥柄莫氏圆锥和公制圆锥铰刀》,GB4250-84《圆锥铰刀技术条件》,GB4251-84《硬质合金直柄机用铰刀》,GB4252-84《硬质合金锥柄机用铰刀》,GB4253-84《硬质合金铰刀技术条件》,GB4254-84《硬质合金可调节浮动铰刀》等。
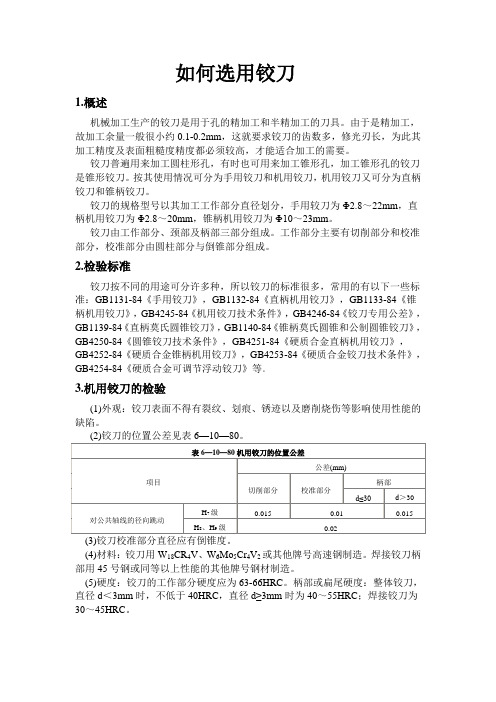
3.机用铰刀的检验(1)外观:铰刀表面不得有裂纹、划痕、锈迹以及磨削烧伤等影响使用性能的缺陷。
(3)铰刀校准部分直径应有倒锥度。
(4)材料:铰刀用W18CR4V、W6Mo5Cr4V2或其他牌号高速钢制造。
焊接铰刀柄部用45号钢或同等以上性能的其他牌号钢材制造。
(5)硬度:铰刀的工作部分硬度应为63-66HRC。
柄部或扁尾硬度:整体铰刀,直径d<3mm时,不低于40HRC,直径d≥3mm时为40~55HRC;焊接铰刀为30~45HRC。
常用铰刀规格与类型

常用铰刀规格与类型铰刀是一种用于加工铰孔(即内螺纹)的切削工具,常用于机械加工中。
根据不同的需求和加工材料,铰刀可以有多种规格和类型。
本文将介绍一些常用的铰刀规格与类型。
一、规格1. 直径:铰刀的直径通常是指刀具的切削直径,也就是刀具的最大直径。
常见的直径规格有3mm、5mm、10mm等。
直径越大,切削能力越强,但也需要相应的加工设备和强大的切削力。
2. 长度:铰刀的长度是指刀具的有效长度,也就是刀具能够切削的深度。
常见的长度规格有20mm、30mm、50mm等。
长度越长,切削深度越大,但也需要相应的加工设备和稳定的加工条件。
3. 齿数:铰刀的齿数是指刀具上的切削齿数,也就是每圈切削次数。
常见的齿数规格有2齿、4齿、6齿等。
齿数越多,切削效率越高,但也需要相应的加工设备和更高的切削力。
二、类型1. 平底铰刀:平底铰刀是最常见的一种铰刀类型。
它的刀具切削面是平面的,用于加工平底铰孔。
平底铰刀通常有两个刃,也有一些特殊的规格可能有更多的刃。
它适用于加工各种材料,广泛应用于机械、汽车、航空等行业。
2. 锥底铰刀:锥底铰刀的刀具切削面是锥形的,用于加工锥底铰孔。
锥底铰刀通常有两个刃,也有一些特殊的规格可能有更多的刃。
它适用于加工锥面接合部件,如锥销孔等。
3. 倒角铰刀:倒角铰刀的刀具切削面是倒角的,用于加工倒角铰孔。
倒角铰刀通常有两个刃,也有一些特殊的规格可能有更多的刃。
它适用于加工需要倒角的孔,如连接件的装配孔等。
4. T型铰刀:T型铰刀的刀具切削面呈T形,用于加工T型铰孔。
T 型铰刀通常有两个刃,也有一些特殊的规格可能有更多的刃。
它适用于加工需要T型结构的孔,如机床导轨孔等。
5. 特殊铰刀:除了上述常见的铰刀类型外,还有一些特殊的铰刀类型。
比如,球头铰刀用于加工球形铰孔;螺纹铰刀用于加工螺纹铰孔;插刀铰刀用于加工插入式铰孔等。
这些特殊铰刀根据加工需求和特殊形状的孔设计而成,能够满足特定的加工要求。
总结:铰刀作为一种常用的切削工具,根据不同的加工需求和材料,有多种规格和类型可供选择。
铰刀直径选用标准

铰刀直径选用标准
铰刀的直径选择需要根据具体的加工需求和应用场景来决定。
一般来说,铰刀的直径主要分为以下几类:
1. 小直径铰刀:直径在2\~之间,主要用于加工小孔和精密孔。
2. 中直径铰刀:直径在\~20mm之间,适用于一般孔的加工。
3. 大直径铰刀:直径在20\~50mm之间,主要应用于大型孔或特殊孔的加工,如大型机械零件上的孔等。
除了直径的选择,铰刀的精度等级也是需要考虑的因素。
常见的精度等级有D4、H7、H8和H9等,其中D4为最高精度等级。
根据加工需求和孔的精度要求,选择合适的精度等级是非常重要的。
另外,不同直径的铰刀在使用时,其刀头的长度、角度、型号等也会有所不同。
因此,在选择铰刀时,需要综合考虑加工需求、孔的尺寸、精度要求以及刀头的类型等因素,以确保加工质量和效率。
总之,选择合适的铰刀直径和精度等级,需要综合考虑多种因素,如加工需求、孔的尺寸和精度要求、刀头的类型等。
如果您需要更具体的信息,建议咨询专业的机械加工人员或技术人员。
铰刀切削参数表
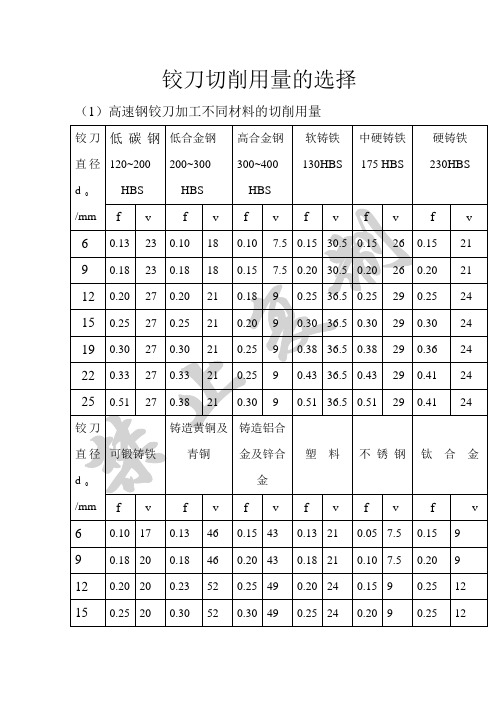
(1)高速钢铰刀加工不同材料的切削用量
铰刀直径d0/mm
低碳钢120~200
HBS
低合金钢
200~300
HBS
高合金钢
300~400
HBS
软铸铁130HBS
中硬铸铁
175 HBS
硬铸铁230HBS
f
v
f
v
f
v
f
v
f
v
f
v
6
0.13
23
0.10
18
0.10
7.5
0.15
30.5
0.15
0.08~0.12
0.15~0. 25
8~15
10~20
0.12~0.15
0.20~0.35
灰铸铁
HBS
≤200
20~40
0.15~0.20
0.30~0.50
8~15
>200
<10
0.08~0.12
0.15~0. 25
5~10
10~20
0.12~0.15
0.20~0.35
20~40
0.15~0.20
V/(m/min)
钢
σb
MPa
≤1000
<10
0.08~0.12
0.15~0.25
6~12
10~20
0.12~0.15
0.20~0.35
20~40
0.15~0.20
0.30~0.50
>
1000
<10
0.08~0.12
0.15~0.25
4~10
10~20
0.12~0.15
0.20~0.35