滚齿培训资料(日本三菱)
滚齿机作业指导书
滚齿机作业指导书引言概述:滚齿机是一种用于齿轮加工的重要设备,广泛应用于机械制造行业。
为了确保滚齿机的正常运行和提高齿轮加工的质量,本文将为您提供一份滚齿机作业指导书。
该指导书将详细介绍滚齿机的操作流程、注意事项以及常见故障处理方法,帮助您正确、高效地操作滚齿机。
一、滚齿机操作流程:1.1 准备工作在操作滚齿机之前,需要进行一系列的准备工作:1.1.1 清洁工作台面和滚齿机设备,确保无杂物和灰尘。
1.1.2 检查滚齿机设备的电源和气源是否正常,确保供电和气源稳定。
1.1.3 检查滚齿机刀具的磨损情况,如有需要,及时更换刀具。
1.1.4 检查滚齿机润滑系统的油液是否充足,如不足,及时添加。
1.2 操作步骤接下来,我们将介绍滚齿机的操作步骤:1.2.1 打开滚齿机电源和气源开关,确保设备正常运行。
1.2.2 将待加工的齿轮放置在滚齿机工作台上,并进行夹紧固定。
1.2.3 调整滚齿机的刀具位置和滚动速度,确保加工效果和速度的最佳匹配。
1.2.4 启动滚齿机,开始加工齿轮。
1.2.5 监控加工过程中的各项参数,如切削力、加工时间等,确保加工质量和效率。
1.3 结束工作在完成滚齿机操作后,需要进行以下工作:1.3.1 关闭滚齿机电源和气源开关,确保设备安全停止。
1.3.2 清理滚齿机工作台和设备,保持整洁。
1.3.3 对滚齿机刀具进行清洗和保养,延长使用寿命。
1.3.4 记录加工过程中的参数和结果,以备后续分析和改进。
二、滚齿机操作注意事项:2.1 安全操作在操作滚齿机时,需要注意以下安全事项:2.1.1 穿戴好防护设备,如安全帽、护目镜、防护手套等。
2.1.2 熟悉滚齿机的操作规程和紧急停机按钮的位置,确保在紧急情况下能够及时停机。
2.1.3 避免触摸滚齿机运动部件,以免造成伤害。
2.1.4 禁止将手指或其他物体伸入滚齿机工作区域,以免夹伤。
2.2 加工质量控制为了保证加工齿轮的质量,需要注意以下事项:2.2.1 定期检查滚齿机的刀具磨损情况,及时更换磨损严重的刀具。
滚齿机作业指导书

滚齿机作业指导书一、引言滚齿机是一种用于加工齿轮的专用机械设备,广泛应用于机械制造、汽车制造、航空航天等领域。
本作业指导书旨在提供滚齿机操作人员进行作业时所需的详细指导,确保作业的安全性、高效性和质量。
二、作业环境准备1. 确保滚齿机及其周边区域的清洁和整洁,清除可能的障碍物。
2. 检查滚齿机的电源及其它电气设备是否正常工作,确保接地良好。
3. 准备所需的工具和材料,包括切削刀具、量具、冷却液等。
三、安全操作规程1. 操作人员应穿戴个人防护装备,包括安全帽、安全眼镜、防护手套等。
2. 在操作滚齿机之前,操作人员应接受相关培训,熟悉滚齿机的结构和操作流程。
3. 确保滚齿机的开关处于关闭状态,然后将电源插头插入电源插座。
4. 在操作滚齿机之前,检查滚齿机的刀具是否安装正确、固定可靠。
5. 在操作滚齿机之前,检查工件夹持装置是否牢固、可靠,以防止工件移动或脱落。
6. 在操作滚齿机时,操作人员应保持专注,注意观察切削过程,及时发现异常情况并采取相应措施。
7. 在操作滚齿机时,严禁将手部或其他身体部位靠近刀具或工件,以免发生意外伤害。
8. 在操作滚齿机时,禁止戴手套,以免手套被卷入滚齿机的运动部件中。
9. 在操作滚齿机时,禁止使用损坏或磨损严重的刀具,以免影响加工质量和安全性。
10. 在操作滚齿机时,禁止超负荷操作,以免损坏滚齿机或导致事故发生。
四、滚齿机操作流程1. 打开滚齿机的电源开关,确保滚齿机处于正常工作状态。
2. 调整滚齿机的工作台高度,使其适应工件的加工需求。
3. 将工件夹持在滚齿机的工作台上,并进行合理的夹持固定。
4. 调整滚齿机的刀具位置和角度,确保刀具与工件的加工要求相匹配。
5. 使用手动或自动控制装置,启动滚齿机的加工过程。
6. 在加工过程中,观察切削过程,确保刀具和工件之间的接触良好,及时调整刀具位置和角度。
7. 在加工过程中,根据需要添加冷却液,以减少切削热量和摩擦,提高加工质量。
滚齿工艺培训

滚刀的安装
KN151滚齿机使用的是组合式滚刀(滚刀+芯轴与滚刀+轴套两类),所以滚刀组装完成后需要 在滚刀径跳检测仪上校正好两端径跳(径跳≤0.01mm),再安装上刀架。
+
滚刀
轴套
+
滚刀
芯轴
滚刀跳动的检测与调整
15
滚刀的安装角δ取决于滚刀的螺旋升角λ0和被加工齿轮的旋向、螺旋角β,具体情况如下:
工作台实际转速=Kn/z(1±f/p) (滚刀与被切斜齿轮旋向相同时为+,相反时为-)
5
3、设备(加工设备和检测设备)原理
南昌工厂滚齿机种类如下: Kashifuji KN151、 Kashifuji KN152、Gleason210H、YS3120CNC6、Felsomat FHC180、 Kashifuji KA200E、 YKX3132M、Kashifuji KN152 Gleason130H,它们的加工原理基本一致,下 面以Kashifuji KN151滚齿机为例进行介绍。
滚齿工艺培训
二、内容
1.滚齿工序的输出
2.过程流程介绍
3.滚齿加工原理
4.滚齿设备(加工设备和检测设备)原理
设备的整体结构 传动原理 工装结构及原理
5.设备输入参数和产品参数计算
6.PFMEA内容的展开与控制方法
工装 设备 检具 来料
7.考试
2
1、滚齿工序的输出:
滚齿过程是对零件齿形、齿向的粗加工,再经过热处理变形+磨齿、珩齿对齿形精加工或剃齿+ 热处理变形,最终得到产品要求的齿轮参数。
1.走刀次数的确定: 一般情况下零件Mn≥3时采用两次走刀,V6一轴Mn=2,所以采用一次走刀完成加工。
滚齿安全操作规程及滚齿常见问题分析 安全操作规程 岗位作业指导书 岗位操作规程
××××有限公司标准安全操作规程文件编号:XXX-XXX-XXX滚齿安全操作规程及滚齿常见问题分析编制:审核:批准:版本:受控状态:20××年10月10日发布20××年10月10日实施标准、完整的Word版文档,下载后可根据实际工作情况适当修改,自由编辑,适合相关行业人员参考,实际使用请删除本行文字。
滚齿安全操作规程及滚齿常见问题分析滚齿安全操作规程操作者必须熟悉本设备结构性能,经考核合格后方可独立操作。
操作者要认真做到“三好”(管好.用好.修好)“四会”(会使用.会保养.会检查.会排除故障)。
操作者必须遵守使用设备的“五项纪律”和设备维护的“四项要求”规定。
操作者要随时安装“设备点检卡”的要去对设备进行检查。
严格按照设备润滑图表进行加油,做到“五定”(定时.定点.定量.定质.定人),注油后应将油杯(池)的盖子盖好。
停机八小时以上再开机时,应先低速运转五分钟,确认润滑系统畅通,各部位传动正常后再开始工作。
工作前必须确认刀具正确安装:(1)刀具的内空.端面与心轴及垫圈的接触面要清洁,配合要适当。
(2)刀具不合规格.锥度不对不得强行装刀。
(3)装的刀具必须稳固。
开动机床前应先启动润滑油泵,检查各部位润滑正常,指示信号正确后才能开机。
修改产品时应正确计算各挂轮架的齿轮,挂换的齿轮要锁紧.啮合间隙要适当(一般在0.06mm左右)。
选用的挂轮齿面要清洁.无毛刺.无油污。
工作前根据滚齿宽度调好行程挡块的位置。
加工前应按工件材质.齿轮模数.滚刀耐用度选择切削用量。
根据直齿轮.斜齿轮更换差动机构离合器,以防止发生事故。
操作者不得自行调整各部间隙。
多工件堆积切削时,其接触面要平直清洁,不得有铁销等杂物。
装夹工件要紧固牢靠,不得松动。
不得在机床运转时上刀和对刀。
禁止在运转中变速。
禁止用磨钝了的刀具进行切削。
禁止操作者离开机床太远.太久,防止设备以外发生故障,造成机床不可修复的损伤。
齿轮滚刀知识总汇

4 ASP60 磨后不镀
80m/min-120m/min
5
ASP60 不镀
80m/min-100m/min
6
ASP30+镀层
100m/min-150m/min
7 ASP30 磨后不镀
70m/min-100m/min
8
ASP30 不镀
60m/min-90m/min
9
M35+镀层
70m/min-80m/min
0.9
28
1°20′
0.95
27
1°25′
0.977
26
1°25′
1.0
25
1°30′
1.05
24
1°35′
1.1
23
1°40′
1.15
22
1°45′
1.2
21
1°50′
1.25
20
1°55′
1.388
18.3
2°07′
1.4
18
2°10′
1.5
17
2°20′
1.6
16
2°30′
1.75
15
2°45′
齿轮滚刀知识总汇 ——赵红荣整理
共7页
五、 小模数滚刀精度检验规格
规格
等级
AAA
1.孔径(+)
AA
A
AAA
垂
2.台阶圆振幅
AA A
直
3.端面振幅
AAA AA
A
AAA
4.齿顶圆振幅
AA
A
AAA
5.单一分割误差
AA
A
偏
AAA
6.累积分割误差
AA
滚齿机作业指导书

滚齿机作业指导书标题:滚齿机作业指导书引言概述:滚齿机是一种用于加工齿轮的机械设备,具有高效、精度高等特点。
为了确保滚齿机的正常运行和操作人员的安全,制定一份详细的作业指导书是非常必要的。
一、设备概述1.1 滚齿机的基本结构:滚齿机主要由床身、主轴、滚刀、进给系统等部件组成。
1.2 滚齿机的工作原理:滚齿机通过滚刀与工件之间的相对运动来完成齿轮的加工。
1.3 滚齿机的主要优点:滚齿机具有高效、精度高、加工质量好等优点。
二、操作规程2.1 滚齿机的开机操作:确保电源、润滑系统正常,按照操作手册正确启动滚齿机。
2.2 滚齿机的加工操作:根据工件要求选择合适的滚刀、设定加工参数,进行齿轮加工。
2.3 滚齿机的停机操作:加工完成后,及时清理工作台面、关闭机器,做好设备的保养工作。
三、安全注意事项3.1 操作人员必须穿戴好防护用具,如安全帽、护目镜等。
3.2 操作人员禁止在滚齿机运行时进行调整、维修等操作。
3.3 发现设备异常时,应及时停机检查,切勿强行继续操作。
四、设备维护4.1 定期检查滚齿机的润滑系统,确保各部位润滑正常。
4.2 定期清洁滚刀、进给系统等部件,保持设备的清洁。
4.3 定期对滚齿机进行维护保养,及时更换易损件,延长设备使用寿命。
五、操作技巧5.1 熟练掌握滚齿机的操作流程,提高生产效率。
5.2 注意观察加工过程中的各项指标,及时调整参数,保证加工质量。
5.3 不懂得操作的人员不得擅自操作滚齿机,必须经过专业培训后方可操作。
通过以上作业指导书,操作人员可以更加规范地操作滚齿机,确保设备的正常运行和加工质量,同时也能有效提高工作效率和安全性。
希望广大操作人员认真遵守相关规定,做好滚齿机的操作和维护工作。
滚齿机作业指导书

滚齿机作业指导书一、引言滚齿机是一种用于加工齿轮的机床,它通过滚刀和工件的相对运动来实现齿轮的加工。
本作业指导书旨在提供滚齿机操作人员正确操作滚齿机的指导,确保操作安全、提高加工质量。
二、安全要求1. 操作人员必须穿戴好个人防护装备,包括安全帽、防护眼镜、耳塞、防护手套等。
2. 在操作滚齿机之前,必须仔细阅读并理解操作手册,熟悉滚齿机的结构和工作原理。
3. 滚齿机必须放置在平稳的工作台上,并保持机床稳定。
4. 在操作滚齿机时,应保持清醒状态,严禁饮酒或服用药物。
5. 操作人员禁止戴长发、宽松的衣物或饰品,以防被卷入滚刀中。
三、操作步骤1. 准备工作a. 检查滚齿机的电源线是否连接稳定,电源开关是否处于关闭状态。
b. 检查滚刀的固定情况,确保其安装牢固。
c. 清理工作台和滚齿机的工作区域,确保无杂物。
2. 开机准备a. 打开滚齿机的电源开关,待机床启动完成后,进行预热。
b. 检查滚齿机各部位的润滑情况,如有需要,添加适量润滑油。
c. 调整滚刀的位置和角度,以适应所需加工齿轮的要求。
3. 加工操作a. 将待加工的工件放置在工作台上,并固定好。
b. 调整滚齿机的进给速度和滚刀的转速,根据工件材料和加工要求进行设置。
c. 打开滚齿机的进给开关,开始加工操作。
d. 在加工过程中,操作人员应时刻关注加工质量,如发现异常情况,应及时停机检查。
4. 加工完成a. 加工完成后,关闭滚齿机的进给开关。
b. 关闭滚齿机的电源开关,断开电源。
c. 清理滚齿机和工作台,清除加工过程中产生的废料和切屑。
d. 对滚刀进行清洗和保养,确保其良好的工作状态。
四、常见故障及排除方法1. 滚刀卡住:停机后,检查滚刀的固定情况,重新调整位置和角度。
2. 加工质量不合格:检查滚刀的磨损情况,如有需要,更换新的滚刀。
3. 电源故障:检查电源线是否连接稳定,检查电源开关是否正常。
五、注意事项1. 操作人员必须经过专业培训,并持有相应的操作证书。
机械毕业设计764滚齿机差动机构、分度轴及走刀挂轮架设计说明书正文
目录1 前言 (1)2 总体设计 (3)2.1 滚齿机工作原理 (3)2.2 拟定选择传动方案 (3)2.3 主切削力的估算及电动机的选择 (7)3 差动机构设计 (9)3.1 总传动比的计算 (9)3.2 传动比的分配 (9)3.3 设计计算 (10)3.3.1 螺旋伞齿轮的设计 (10)3.3.2 运动合成机构设计 (11)3.3.3 差动蜗轮设计 (12)3.3.4 圆柱直齿轮的设计 (16)4 分度轴及走刀挂轮架的设计 (21)4.1 轴的设计 (21)4.2 确定分度轴的材料及热处理方法 (21)4.3 分度轴的结构设计 (21)4.4 分度轴强度的校核 (23)4.5 走刀挂轮架的设计 (24)5 结束语 (26)参考文献 (27)致谢 (28)附件清单 (29)1 前言齿轮加工机床指用齿轮切削工具加工齿轮齿面或齿条齿面的机床及其配套辅机。
齿轮加工按加工原理分为两类,仿形法和范成法(或称展成法)。
仿形法是用刀具的刀刃形状来保证齿轮齿形的准确性,用单分齿来保证分齿的均匀。
范成法是按照齿轮啮合原理进行加工,假想刀具为齿轮的牙形,它在切削被加工齿轮时好似一对齿轮啮合传动,被加工齿轮就是在类似啮合传动的过程中被范成成形的,范成法具有加工精度高,粗糙度值低,生产率高等特点,因而得到广泛应用,范成法按其加工方法和加工对象分为:a) 插齿机:多用于粗、精加工内外啮合的直齿圆柱齿轮,特别适用于双联、多联齿轮,当机床上装有专用装置后,可以加工斜齿圆柱齿轮及齿条。
b) 滚齿机:可进行滚铣圆柱直齿轮、斜齿轮、蜗轮及花键轴等加工。
c) 剃齿机:按螺旋齿轮啮合原理,用剃齿刀带动工件(或工件带动刀具)旋转,剃削圆柱齿轮齿面的齿轮再加工机床。
d) 刨齿机:用于外啮合直齿锥齿轮加工。
e) 铣齿机:用于加工正交、非正交(轴交角不等于90°)的弧齿锥齿轮、双曲线锥齿轮加工。
f) 磨齿机:用于热处理后各种高精度齿轮再加工。
滚齿安全操作规程及滚齿常见问题分析
滚齿安全操作规程及滚齿常见问题分析滚齿安全操作规程操作者必须熟悉本设备结构性能,经考核合格后方可独立操作。
操作者要认真做到“三好”(管好.用好.修好)“四会”(会使用.会保养.会检查.会排除故障)。
操作者必须遵守使用设备的“五项纪律”和设备维护的“四项要求”规定。
操作者要随时安装“设备点检卡”的要去对设备进行检查。
严格按照设备润滑图表进行加油,做到“五定”(定时.定点.定量.定质.定人),注油后应将油杯(池)的盖子盖好。
停机八小时以上再开机时,应先低速运转五分钟,确认润滑系统畅通,各部位传动正常后再开始工作。
工作前必须确认刀具正确安装:(1)刀具的内空.端面与心轴及垫圈的接触面要清洁,配合要适当。
(2)刀具不合规格.锥度不对不得强行装刀。
(3)装的刀具必须稳固。
开动机床前应先启动润滑油泵,检查各部位润滑正常,指示信号正确后才能开机。
修改产品时应正确计算各挂轮架的齿轮,挂换的齿轮要锁紧.啮合间隙要适当(一般在0.06mm左右)。
选用的挂轮齿面要清洁.无毛刺.无油污。
工作前根据滚齿宽度调好行程挡块的位置。
加工前应按工件材质.齿轮模数.滚刀耐用度选择切削用量。
根据直齿轮.斜齿轮更换差动机构离合器,以防止发生事故。
操作者不得自行调整各部间隙。
多工件堆积切削时,其接触面要平直清洁,不得有铁销等杂物。
装夹工件要紧固牢靠,不得松动。
不得在机床运转时上刀和对刀。
禁止在运转中变速。
禁止用磨钝了的刀具进行切削。
禁止操作者离开机床太远.太久,防止设备以外发生故障,造成机床不可修复的损伤。
工作前应检查各液压表显示的压力是否正常。
加工齿数少的出来时,应按机床规定计算,不得超过工作台蜗杆允许的工作速度。
工作中必须经常检查各部运转情况和润滑系统的工作情况。
如运转不良时,应立即停机通知报修。
禁止在设备上堆放工具.附件和杂物,避免杂物掉落在运转的刀具上,造成刀具受损。
经常检查清除导轨及丝杆上的铁销和油污,并保持周围环境卫生。
严禁在机床工作台.导轨上敲打工件。
滚齿机作业指导书

滚齿机作业指导书一、引言滚齿机是一种用于加工齿轮的机械设备,广泛应用于汽车、航空航天、机械制造等行业。
本作业指导书的目的是为操作人员提供详细的操作步骤和注意事项,以确保滚齿机的安全运行和高效加工。
二、操作准备1. 确保滚齿机处于良好的工作状态,检查各部件是否正常运转。
2. 根据工作要求选择合适的滚刀和夹具,并进行正确的安装。
3. 检查工件的尺寸和质量要求,确保工件符合加工要求。
4. 穿戴好个人防护装备,包括安全帽、防护眼镜、耳塞、手套等。
三、操作步骤1. 启动滚齿机前,确保工作区域内没有杂物和其他人员。
2. 打开电源开关,启动滚齿机,并调整工作台的高度和角度,使其适合操作。
3. 将工件放置在工作台上,并使用夹具固定好。
4. 调整滚刀的位置和角度,使其与工件正确对位。
5. 根据工件的要求,调整滚刀的进给速度和滚刀的旋转速度。
6. 操作人员应站在安全位置,并使用操作手柄控制滚齿机的运行。
7. 在滚齿机运行的过程中,操作人员应时刻关注工件的加工情况,确保加工质量。
8. 加工完成后,关闭滚齿机,并等待滚刀完全停止运转。
9. 取下加工好的工件,并进行质量检查和记录。
四、安全注意事项1. 在操作滚齿机之前,操作人员必须接受相关的培训,了解滚齿机的操作原理和安全规定。
2. 操作人员必须穿戴好个人防护装备,并严格按照操作规程进行操作。
3. 在操作滚齿机时,不得戴手套,以免发生危险。
4. 禁止在滚齿机运行时触摸滚刀或工件,以免造成伤害。
5. 在滚齿机运行过程中,禁止将手或其他物品靠近滚刀,以免发生意外。
6. 操作人员应时刻保持专注,不得分心或与他人交谈。
7. 若发现滚齿机有异常情况,如异常声响、异味等,应立即停机检查,并报告相关人员。
8. 滚齿机的维护和保养应定期进行,确保其正常运行和安全性能。
五、操作常见问题及解决方法1. 问题:工件加工后尺寸不符合要求。
解决方法:检查滚刀的位置和角度是否正确,调整滚刀的位置和角度。
滚齿切削加工

轴向行程
Cutting speed UP
coating
1.提高加工速度 =》涂层。
Smaller Hob cutter diameter 2。滚刀小径化。 Increase Hob cutter stars 3。增加滚刀的条数。 Speed UP axial feed rate
Faxial:每分钟的送刀速度。 4。提高轴向送刀量。
Conventional 1-cut with Radial cutting 径向+逆向1次削切
径向+顺向1次削切 Climb 1-cut 顺向1次削切 Climb 1-cut with Radial cutting Climb/Climb 2-cuts 顺向/逆向 2次削切
Crowning (1-cut) 鼓面削切。(一次削切)
特殊齿形的滚刀 要注意加工完成品的精度规格。 因为不是渐开线,不能用渐开线测定机,所以要明确测定方法,公差 值,计算值。
特殊滚刀齿形
Special Hob Tooth profile
滚刀
Hob cutter
用于加工“缺齿锯齿轮”的滚刀
Hob cutter
Hob for Serration with Removed teeth
Gear cutting by Hobbing
MITSUBISHI HEAVY INDUSTRIES, LTD. MACHINE TOOL DIVISION
30 September. 2007
Hobbing Mechanism
滚齿加工法 滚刀与工件同期回转
Gear and Gear cutting Basic
Serration with low grade accuracy Hob lead angle is over 10 degree.
滚齿机作业指导书
滚齿机作业指导书一、引言滚齿机是一种常用的金属加工设备,用于创造各种齿轮。
本作业指导书旨在提供滚齿机操作的详细步骤和注意事项,以确保操作人员的安全和生产效率。
二、设备准备1. 确保滚齿机处于稳定的工作台上,并且固定坚固。
2. 检查滚齿机的电源线是否正常,电源开关是否处于关闭状态。
3. 检查滚齿机的刀具和夹具是否完好,并且清洁无杂质。
三、操作步骤1. 打开滚齿机的电源开关,确保设备处于工作状态。
2. 将待加工的齿轮放置在滚齿机的工作台上,并使用夹具将其固定住。
3. 调整滚齿机的刀具位置和角度,确保与齿轮的齿槽对齐。
4. 根据齿轮的要求,调整滚齿机的加工参数,如齿轮模数、齿数等。
5. 启动滚齿机,观察加工过程中的齿轮质量和加工效果。
6. 在加工过程中,及时清理切屑和冷却液,以保持设备的正常运行和加工质量。
7. 完成加工后,关闭滚齿机的电源开关,并进行设备的清洁和维护。
四、注意事项1. 操作人员在操作滚齿机时,应穿戴好防护装备,如安全帽、护目镜、防护手套等。
2. 在调整滚齿机刀具和夹具时,务必关闭电源开关,以免发生意外伤害。
3. 加工过程中,操作人员应保持专注,避免分散注意力。
4. 在加工过程中,如发现异常情况或者设备故障,应即将住手操作,并报告相关人员进行检修。
5. 加工完成后,及时清理工作台、刀具和夹具,保持设备的整洁和正常运行。
6. 定期对滚齿机进行维护保养,包括清洁、润滑和检查设备的各项部件。
五、操作安全1. 操作人员应接受滚齿机操作培训,并具备相关的技术知识和操作经验。
2. 操作人员应遵守操作规程,严格按照操作步骤进行操作。
3. 在操作滚齿机时,应保持警惕,避免发生意外伤害。
4. 如发生事故或者意外情况,应即将住手操作,并采取相应的应急措施。
六、总结滚齿机作业指导书提供了滚齿机操作的详细步骤和注意事项,操作人员应严格按照指导书的要求进行操作,确保操作的安全和生产效率。
在操作滚齿机时,操作人员应保持警惕,遵守操作规程,及时进行设备的维护保养,以确保设备的正常运行和加工质量。
滚齿机作业指导书
滚齿机作业指导书滚齿机是一种常用的金属加工设备,用于生产各种齿轮和齿条。
为了确保滚齿机的安全操作和高效生产,制定一份详细的作业指导书是非常重要的。
本文将从滚齿机的基本原理、操作流程、安全注意事项、常见故障及解决方法、保养维护等五个方面进行详细介绍。
**一、滚齿机的基本原理**1.1 滚齿机是一种金属加工设备,通过滚压的方式将齿轮或齿条加工成所需的形状。
1.2 滚齿机的工作原理是利用两个滚轮的旋转来将金属材料塑形,使其具有特定的齿形或齿条形状。
1.3 滚齿机的加工精度高,生产效率也比较高,适用于批量生产齿轮和齿条。
**二、滚齿机的操作流程**2.1 准备工作:检查滚齿机各部件是否完好,准备好所需的刀具和工件。
2.2 调整参数:根据工件的要求调整滚齿机的参数,如滚压速度、压力等。
2.3 开始加工:将工件放置在滚齿机上,启动设备,按照操作规程进行加工。
**三、滚齿机的安全注意事项**3.1 操作人员应穿戴好安全防护用具,如安全帽、护目镜、手套等。
3.2 在操作过程中,严禁将手或其他物体伸入滚齿机的工作区域,以免发生意外。
3.3 定期检查滚齿机的电气设备和润滑系统,确保设备的安全性和稳定性。
**四、滚齿机的常见故障及解决方法**4.1 滚齿机加工出现齿形不准确:检查刀具是否磨损严重,及时更换刀具。
4.2 滚齿机工作时出现异常声音:检查滚轮的轴承是否损坏,及时维修或更换。
4.3 滚齿机加工速度过慢:检查润滑系统是否正常,及时添加润滑油。
**五、滚齿机的保养维护**5.1 定期清洁滚齿机的各部件,保持设备的清洁卫生。
5.2 定期检查滚齿机的润滑系统,确保各部件的润滑充足。
5.3 定期对滚齿机进行维护保养,及时发现问题并进行处理,延长设备的使用寿命。
通过以上内容的介绍,相信大家对滚齿机的作业指导书有了更深入的了解。
只有严格按照操作规程进行操作,严格遵守安全注意事项,及时进行维护保养,才能确保滚齿机的安全运行和高效生产。
滚齿工艺专业资料
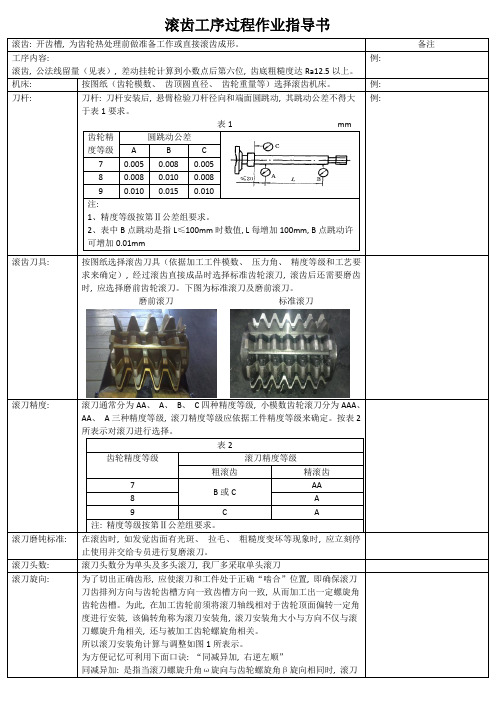
滚齿工序过程作业指导书滚齿: 开齿槽, 为齿轮热处理前做准备工作或直接滚齿成形。
备注工序内容:滚齿, 公法线留量(见表), 差动挂轮计算到小数点后第六位, 齿底粗糙度达Ra12.5以上。
例:机床: 按图纸(齿轮模数、 齿顶圆直径、 齿轮重量等)选择滚齿机床。
例: 刀杆:刀杆: 刀杆安装后, 悬臂检验刀杆径向和端面圆跳动, 其跳动公差不得大于表1要求。
表1 mm齿轮精度等级 圆跳动公差A B C7 0.005 0.008 0.005 8 0.008 0.010 0.008 90.0100.0150.010注:1、精度等级按第Ⅱ公差组要求。
2、表中B 点跳动是指L ≤100mm 时数值, L 每增加100mm, B 点跳动许可增加0.01mm例:滚齿刀具:按图纸选择滚齿刀具(依据加工工件模数、 压力角、 精度等级和工艺要求来确定), 经过滚齿直接成品时选择标准齿轮滚刀, 滚齿后还需要磨齿时, 应选择磨前齿轮滚刀。
下图为标准滚刀及磨前滚刀。
磨前滚刀 标准滚刀滚刀精度:滚刀通常分为AA 、 A 、 B 、 C 四种精度等级, 小模数齿轮滚刀分为AAA 、 AA 、 A 三种精度等级, 滚刀精度等级应依据工件精度等级来确定。
按表2所表示对滚刀进行选择。
表2齿轮精度等级滚刀精度等级粗滚齿精滚齿 7 B 或C AA 8 A 9CA注: 精度等级按第Ⅱ公差组要求。
滚刀磨钝标准: 在滚齿时, 如发觉齿面有光斑、 拉毛、 粗糙度变坏等现象时, 应立刻停止使用并交给专员进行复磨滚刀。
滚刀头数: 滚刀头数分为单头及多头滚刀, 我厂多采取单头滚刀滚刀旋向:为了切出正确齿形, 应使滚刀和工件处于正确“啮合”位置, 即确保滚刀刀齿排列方向与齿轮齿槽方向一致齿槽方向一致, 从而加工出一定螺旋角齿轮齿槽。
为此, 在加工齿轮前须将滚刀轴线相对于齿轮顶面偏转一定角度进行安装, 该偏转角称为滚刀安装角, 滚刀安装角大小与方向不仅与滚刀螺旋升角相关, 还与被加工齿轮螺旋角相关。
齿形初级操作理论知识参考
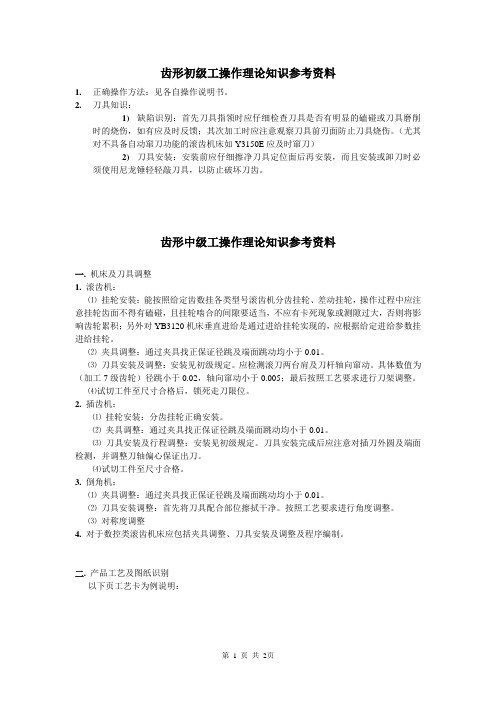
齿形初级工操作理论知识参考资料1.正确操作方法:见各自操作说明书。
2.刀具知识:1)缺陷识别:首先刀具指领时应仔细检查刀具是否有明显的磕碰或刀具磨削时的烧伤,如有应及时反馈;其次加工时应注意观察刀具前刃面防止刀具烧伤。
(尤其对不具备自动窜刀功能的滚齿机床如Y3150E应及时窜刀)2)刀具安装:安装前应仔细擦净刀具定位面后再安装,而且安装或卸刀时必须使用尼龙锤轻轻敲刀具,以防止破坏刀齿。
齿形中级工操作理论知识参考资料一. 机床及刀具调整1.滚齿机:⑴挂轮安装:能按照给定齿数挂各类型号滚齿机分齿挂轮、差动挂轮,操作过程中应注意挂轮齿面不得有磕碰,且挂轮啮合的间隙要适当,不应有卡死现象或测隙过大,否则将影响齿轮累积;另外对YB3120机床垂直进给是通过进给挂轮实现的,应根据给定进给参数挂进给挂轮。
⑵夹具调整:通过夹具找正保证径跳及端面跳动均小于0.01。
⑶刀具安装及调整:安装见初级规定。
应检测滚刀两台肩及刀杆轴向窜动。
具体数值为(加工7级齿轮)径跳小于0.02,轴向窜动小于0.005;最后按照工艺要求进行刀架调整。
⑷试切工件至尺寸合格后,锁死走刀限位。
2.插齿机:⑴挂轮安装:分齿挂轮正确安装。
⑵夹具调整:通过夹具找正保证径跳及端面跳动均小于0.01。
⑶刀具安装及行程调整:安装见初级规定。
刀具安装完成后应注意对插刀外圆及端面检测,并调整刀轴偏心保证出刀。
⑷试切工件至尺寸合格。
3.倒角机:⑴夹具调整:通过夹具找正保证径跳及端面跳动均小于0.01。
⑵刀具安装调整:首先将刀具配合部位擦拭干净。
按照工艺要求进行角度调整。
⑶对称度调整4.对于数控类滚齿机床应包括夹具调整、刀具安装及调整及程序编制。
二. 产品工艺及图纸识别以下页工艺卡为例说明:。
滚齿机作业指导书
滚齿机作业指导书一、引言滚齿机是一种用于加工齿轮的专用设备,它能够高效地完成齿轮的滚齿加工,提高生产效率和产品质量。
本作业指导书旨在为滚齿机操作人员提供详细的操作流程和注意事项,以确保安全、高效地完成滚齿作业。
二、设备概述滚齿机是一种采用滚刀滚切法加工齿轮的机床,主要由主轴、工作台、滚刀、滚刀架等部分组成。
滚齿机的操作简单,但需要操作人员具备一定的机械加工知识和技能。
三、作业准备1. 检查滚齿机的工作状态,确保设备正常运行。
2. 准备齿轮样品和滚刀,确保其质量良好。
3. 确保操作人员穿戴好个人防护装备,包括安全帽、工作服、防护眼镜、耳塞等。
四、操作流程1. 将齿轮样品安装在工作台上,并调整好工作台的位置,使其与滚刀的位置相匹配。
2. 调整滚刀架的位置,使滚刀与齿轮样品的齿槽相吻合。
3. 打开滚齿机的电源,启动设备,确保设备正常运行。
4. 调整滚刀的进给速度和滚刀架的滚刀压力,根据齿轮样品的要求进行调整。
5. 开始滚齿作业,操作人员需注意以下事项:- 保持滚刀和齿轮样品的配合良好,防止滚刀偏移或滑动。
- 观察滚齿过程中的工件表面质量,及时调整滚刀的进给速度和滚刀架的滚刀压力。
- 定期清理滚刀和齿轮样品上的切屑,防止切屑堆积影响滚齿效果。
6. 完成滚齿作业后,关闭滚齿机的电源,停止设备运行。
五、安全注意事项1. 操作人员应经过专门培训,掌握滚齿机的操作技能和安全知识。
2. 在操作滚齿机时,应保持专注,严禁分心或进行不必要的交谈。
3. 在滚齿作业过程中,严禁将手指、手部或其他身体部位靠近滚刀或齿轮样品。
4. 若发现设备异常或故障,应立即停止作业,并及时通知维修人员进行检修。
5. 滚齿机作业现场应保持整洁,设备周围不得堆放杂物,以免影响操作安全。
六、常见问题及解决方法1. 问题:滚齿作业过程中,齿轮样品表面出现破损或划痕。
解决方法:检查滚刀的状态,及时更换磨损严重的滚刀;调整滚刀的进给速度和滚刀架的滚刀压力,确保适当的滚刀力。
车床滚齿操作方法
车床滚齿操作方法
车床滚齿操作方法如下:
1. 准备工作:确定要滚齿的工件和齿轮的材料,并进行必要的测量和准备工作。
2. 调整车床:确保车床的各个功能部件和测量装置都处于工作状态,并按照需要进行调整和校准。
3. 安装工件:将要滚齿的工件安装在车床上,并进行必要的夹紧和支撑操作,以确保工件在滚齿过程中的稳定性和精度。
4. 调整滚齿装置:根据所需的滚齿参数和齿轮的要求,调整滚齿刀具和滚齿装置的位置和角度,以确保滚齿操作的准确性和质量。
5. 进行滚齿操作:根据滚齿刀具和滚齿装置的调整,通过控制车床的进给和转速,将滚齿刀具和工件的齿轮硬齿面接触,应用必要的压力和转动运动进行滚齿操作。
6. 监测和调整:在滚齿过程中,根据需要进行监测和调整,以确保滚齿操作的质量和精度。
7. 结束操作:滚齿操作完成后,进行必要的清理和维护工作,将车床恢复到正
常工作状态。
注意事项:
1. 在滚齿操作过程中,要严格按照操作规程和安全操作要求,注意个人安全和设备安全。
2. 在滚齿操作前,要对车床和滚齿刀具进行必要的维护和检查,确保其正常运转和使用。
3. 滚齿操作中要注意工件的材质和硬度,以及刀具的选择和使用,保证滚齿操作的质量和效果。
4. 在滚齿操作过程中,要进行必要的监测和调整,以确保滚齿操作的准确性和稳定性。