雅马哈贴片机编程方法 (2)
雅马哈贴片机编程方法

雅马哈贴片机编程方法第一章零件认识与介绍常见的SMD零件包装方式CHIP/MELF/TR/SOPSOIC/SOJ/PLCC/QFP/BGA.电阻R RN VRCHIP=有公制/英制两种规格,在台湾说法以英制为准,常用的CHIP零件如下表: 零件规格长L 宽W 厚T REMARK 0402英/1005公 1.0mm 0.5mm 0.4-0.7mm0603英/1608公 1.6mm 0.8mm 0.4-1.0mm0805英/2125公 2.0mm 1.25mm 0.5-1.0mm1206英/3216公 3.2mm 1.6mm 0.6-1.2mmCHIP分电阻及电容,偶尔有电感/特殊规格等零件,一般平面四方称为CHIP.A. 电阻在PC板简称R , 排阻称RN , 可变电阻称VRa1. R的误差值有J Type=+/-5% 常用以3位数字显示.F Type=+/-1% 精密以4位数字显示.J Type 零件外观显示=电阻值000=1Ω100=10Ω101=100Ω102=1KΩ103=10KΩ104=100KΩ105=1MΩF Type 零件外观显示=电阻值1R2=1.2Ω1000=100Ω1001=1KΩ1002=10KΩ1003=100KΩ1004=1MΩRN和J Type一样外观显示, 在主机板常见规格1206.SMD的RN有8个点吃锡, 不像1206有2个点吃锡.VR用在通信产品上, 有2/3个吃锡点.B. 主机板MAIN BOARD常见的电阻规格0603/0805/RN…C. 通信产品因高频关系, 常见的电阻规格0603/1608/VR, 但会以F Type出现居多.D. 零件的趋势渐被0603所取代, 主要LAYOUT及机板的密度Notebook的需求加上材料的耐压特性及锡膏和钢板精度都已克服, 以后0603零件会逐渐普遍.电容 CA. 电容在PC板简称C , 它的外观没有数字可供分辨, 通常颜色愈浅, 电容值愈小.a1. C的误差值有Z Type=+80%, -20%常用104ZM Type=+10%, -10%K Type=+20%, -20%常用103KJ Type=+/-5%F Type=+/-1%它的电容值换算1P10P100P=101P=0.0001uf1000P=102P=0.001uf=1n10000P=103P=0.01uf=10n100000P=104P=0.1uf=100n 104P用在主机板的IC旁SOP的10pin-20pin1000000P=105P=1uf 工厂的写法与说法104P10000000P=10uf用在主机板的5V, 过滤电流噪声电容有正负极性之分, 有Mark为正极料带前进的右SMD电容因特性及耐压等关系有不同的材料电容材料以分陶瓷/钽质/电解以计算机主机板看在286时代都以DIP+PLCC零件为主, 当时的PLCC不是直接焊在PC板上, 都会安装在一个零件座上SOCKET, 也看不到1206的踪迹.二极体 C /晶体管/电感/震荡器QUARTZ二极体 D二极体有IN4148/ZD 5.6V极纳稳压及整流二极体IN4001/IN4002及发光二极体,俗称LED.IN4148有在主机板上顺流之用SIZEΦ1.4mm3.4mmZD5.6V用在Power部份主要限流电压.SIZEΦ1.4mm3.4mmIN4001用在Power部份主要将AC电压转成DC之用SIZEΦ2.5mm3.4mm, 现已改成桥式整流器所取代.LED主要显示用, 市场已出现双色,红,黄,绿,缺蓝.二极体有正负极之分, 有Mark为负极料带前进的左电感L电感规格有HZ计量单位:亨利, 用电表量=0Ω线圈晶体管Q主机板有2N3904,2N3906常见两种.通信产品规格更多有3,4,5,6只脚, 形状长方及圆形加十字……在5,6只晶体管, 其实它是IC零件之类, 用在B.B.CALL之类性产品.SOP/SOJ/PLCC/QFPCHIP SET/BGA USOP外观2边向外弯, 脚数有8,14,16,20……SOJ外观2边向外弯, 脚数有20,24,28,32,40,44, 主要DRAM, SRAM……TSOP外观2边向外, 脚数有20,24,28…… PCMCIA, Fast IC卡, 主要它的零件厚度在1.0mm以下.PLCC外观4边向内弯, 脚数有20,28,32,44,54,68,84.QFP外观4边向外弯, 脚数有44-256pin, PITCH脚和脚的间距0.8-0.3之间.主机板常见SOP零件74系列7404/F244/F245/ALS244/LS244/752321488,1489SOJ用在SIMM MODULE 如主机板72pin simm.第二章YAMAHA 程式编写步骤开机:0-1 打开电源0-2 等机器自我测试完成后, 光标移至2/DATA/M, 按ENTER, 进入第二层<<MODE>>.0-3 光标移至4/MANUAL, 按ENTER, 进入第三层<COMMAND_LIST>.0-4 游标移至B6 INIT.ORIGIN, 按ENTER, 开始归原点.0-5 归完原点,按ESC, 再按ENTER, 跳回第二层<<MODE>>.建立新档案:1-1 光标移至1/EDIT_DATE, 按ENTER, 进入第三层<COMMAND_LIST>.1-2 游标移至D2 CREAT PCB DATA, 按ENTER, 建立PCB档案.1. 输入欲建立之档名.2. 按SPACE, 选择EXEC后, 按ENTER执行.1-3 游标移至D1 SWITCH PCB DATA, 按ENTER, 开启PCB档案.1. 用上下键选择欲开启之文件名称后, 按ENTER开启.2. 或直接键入文件名称, 光标会自动跳到与输入名称相同或近似的文件名称上, 再按ENTER开启VER. 1.12以后.1-4 选择PCB INFO., 按ENTER.编写PCB INFORMATION:2-1 按ESC, 进入第三层<COMMAND_LIST>.2-2 光标移至B7 CONVEYOR UNIT, 按ENTER, 进行PCB定位.一使用LOCATE PIN定位1. 游标移至CONVEYOR WIDTH上, 按ENTER.2. 输入PCB宽度, 按ENTER, 轨道自动调整为所输入的宽度.3. 游标移至MAIN STOPPER上, 按ENTER, 升起MAIN STOPPER.4. 将PCB放在输送带上.5. 游标移至CONVEYOR MOTOR上, 按ENTER, 将PCB送入定位, 待PCB和MAIN STOPPER相碰后, 再按一次ENTER, 停止输送带.6. 游标移至LOCATE PIN上, 按ENTER, 升起LOCATE PIN.7. 按下紧急开关.8. 放松锁定LOCATE PIN 2和PUSH IN 的卡榫. ※实机讲解.9. 调整LOCATE PIN 2至正确插入第二个定位孔.10. 锁紧卡榫.11. 解除紧急开关, 并按READY.12. 游标移至PUSH UP上, 按ENTER, 升起底板.13. 调整PUSH UP ROD高度. ※实机讲解.14. 游标移至MAIN STOPPER上, 按ENTER放下MAIN STOPPER.15. 按ESC, 跳回第三层<COMMAND_LIST>.二使用EDGE CLAMP定位1. 游标移至CONVEYOR WIDTH上, 按ENTER.2. 输入PCB宽度, 按ENTER, 轨道自动詷为所输入的宽度.3. 游标移至MAIN STOPPER上, 按ENTER, 升起MAIN STOPPER.4. 将PCB放在输送带上.5. 游标移至CONVEYOR MOTOR上, 按ENTER, 将PCB送入定位, 待PCB和MAIN STOPPER相碰后, 再按一次ENTER, 停止输送带.6. 游标移至PUSH UP上, 按ENTER, 升起底板.7. 调整PUSH UP ROD高度.8. 游标移至EDGE CLAMP上, 按ENTER, 夹起板边.9. 游标移至PUSH IN上, 按ENTER, 升起PUSH IN.10. 按下紧急开关.11. 放松锁定LOCATE PIN 2和PUSH IN的卡榫. ※实机讲解.12. 调整PUSH IN至刚好碰到PCB尾端.13. 锁紧卡榫.14. 解除紧急开关, 并按READY.15. 游标移至MAIN STOPPER上, 按ENTER, 放下MAIN STOPPER.16. 按ESC, 跳回第三层<COMMAND_LIST>.2-3 光标移至B0 TEACHING, TRACE CONDITION, 按ENTER, 设定及启动MOVING CAMERA.1. 选择CAMERA, 按ENTER.2. 选择速度任意, 按ENTER.3. 设定使不使用FIDUCIAL, 选择NOT USE, 按ENTER.2-4 Teaching PCB ORIGIN坐标.1. 在PCB上选定易目视的位置,如PAD转角.2. 按住YPU上的JOYSTICK按键.3. 推游戏杆,并从VISION MONITOR上观察是否已移至选定的位置上.4. 移到定位点后, 按两次F10, 自动输入X和Y坐标.2-5 Teaching PCB FIDUCIAL坐标, 设为USE.1. 在整块PCB上选定光学识点对角.2. 按住YPU上的JOYSTICK按键.3. 推游戏杆, 并从VISION MONITOR上观察是否已移至选定的位置上.4. 移到定点后, 按两次F10, 自动输入X和Y坐标.5. 再把SKIP 项, 设为USE, 表示要使用.2-6 Teaching BLOCK FUDUCIAL坐标,并设为USE.1. 在BLOCK上选定光学辨识点对角.2. 按住YPU上的JOYSTICK按键.3. 推游戏杆,并从VISION MONITOR上观察是否已移至选定的位置上.4. 移到定点后, 按两F10, 自动输入X和Y坐标.5. 再把SKIP 项, 设为USE, 表示要使用.2-7 选择PcbFixDevice定位方式.1. 游标移至PcbFixDevice.2. 按SPACE, 选择定位方式.2-8 按ESC, 进入第三层<COMMAND_LIST>.2-9 按F3或游标移至A1 MAIN WINDOW按ENTER, 选择MARK INFO., 按ENTER.编写MARK INFORMATION:3-1 任意输入MARK NAME.3-2 按TAB, 切换至MARK TYPE INFO.子窗口.3-3 按ESC进入第三层<COMMAND_LIST>.3-4 游标移至A3 VIEW DATABASE No. , 按ENTER,在DATABASE中选择适当的MARK编号后,按ENTER.3-5 按F7,复制DATABASE的设定.3-6 检查MARK TYPE是否正确FIDUCIAL/CAMERA.3-7 按F4,切换至MARK SIZE INFO.子窗口.3-8 测量并输入MARK OUTSIZE.3-9 按F4,切换至VISION INFO.子窗口.3-10 检查MARK SHAPE是否正确.3-11 检查MARK SUPFACE TYPE是否正确.3-12 按F6, 进行视觉辨识调整.1. 光标移至FIX PCB, 按ENTER, 进行PCB定位. 参考2-2.2. 游标移至TEACH MARK, 按ENTER两次.3. 按住YPU上的JOYSTICK按键.4. 推游戏杆, 并从VISION MONITOR上观察是否已移至MARK位置上.5. 已移至MARK位置上后, 按ENTER.6. 光标移至VISION TEST, 按ENTER, 进行辨识.7. 若失败, 将游标移至PARM.SEARCH, 按ENTER做参数搜寻.8. 完成参数搜寻后,将游标移至VISION TEST, 按ENTER.9. 若失败,重复步骤7; 若仍失败, 请检查MARK OUT SIZE是否正确. 直到VISION TEST成功.10. 成功后, 游标移至EXIT, 按ENTER跳出.3-13 按ESC进入第三层<COMMAND_LIST>.3-14 按F3或游标移至A1 MAIN WINDOW, 按ENTER, 选择BLOCK REPEAT INFO.,按ENTER.编写BLOCK REPEAT INFORMATION:4-1 输入各BLOCK REPEAT点的名称.4-2 按ESC进入第三层<COMMAND_LIST>.4-3 游标移至B0 TEACING, TRACE CONDITION, 按ENTER.1.选择CAMERA, 按ENTER.2. 选择速度任意, 按ENTER.3. 设定使不使用FIDUCIAL, 选择USE, 按ENTER.4-4 第一个BLOCK REPEAT点的坐标取与PCB ORIGIN一样, 故坐标为0, 0.4-5 其余BLOCK REPEAT点则取各BLOCK上和第一个BLOCK上的BLOCK REPEAT点相同的位置.1. 按住YPU上的JOYSTICK按键.2. 推游戏杆, 并从VISION MONITOR上观察是否已移至正确位置上.3. 移到定点后, 按两次F10, 自动输入X和Y坐标.4-6 输入各个BLOCK和第一个BLOCK比较后的旋转角度.4-7 按ESC,进入第三层<COMMAND_LIST>.4-8 按F3或游标移至A1 MAIN WINDOW, 按ENTER, 选择COMPONENT INFO., 按ENTER.编写COMPONENT INFORMATION:5-1 任意输入各种零件名称所有零件都要做以下CHECK.5-2 按TAB, 切换至USER ITEM子窗口.5-3 游标移至DATABASE NO.上.5-4 游标移至2/1/A3, 按ENTER, 在DATABASE中选择适当的COMPONENT编号后,按ENTER.5-5 按F7, 复制DATABASE的设定.5-6 检查COMP. PACKAGE.5-7 检查FEEDER TYPE.5-8 检查REQUIRED NOZZLE.5-9 检查ALLGNMENT MODULD.5-10 按F4, 切换至PICK&MOUNT子窗口.5-11 检查PICK UP ANGLE.5-12 检查PICK HEIGHT及MOUNT HEIGHT.5-13 检查DUMP WAY.5-14 检查MOUNT ACTION.5-15 检查PICK SPEED及MOUNT SPEED.5-16 检查PICK VACUUM及MOUNT VACUUM.5-17 按F4, 切换至TRAY子窗口.5-18 检查X及Y-COMP.AMOUNT.5-19 检查X及Y-COMPPITCH.5-20 检查X及Y-CURRENTPOS.5-21 检查WASTESPACE L 及WASTESPACE R 或PALLETSTART及PALLET-END及PALLET-CURRENT.5-22 检查X及Y-TRAYAMOUNT.5-23 检查X及Y-TRAYPITCH.5-24 检查X及YCURRENTTRAY.5-25 检查COUNTOUTSTOP.5-26 按F4, 切换至VISION子窗口.5-27 检查ALIGNMENT TYPE.5-28 按F4, 切换至SHAPE子窗口.5-29 检查BODY SIZE X及Y及Z.5-30 检查LEAD NUMBER.5-31 检查REFLECTLL.5-32 检查LEAD PITCH.5-33 检查LEAD WIDTH.5-34 检查MOLD SIZE X及Y.5-35 按F6, 进行视觉辨识调整.5-36 所有零件都做完后, 按F3或游标移至A1 MAIN WINDOW, 按ENTER, 选择MOUNT INFO.,按ENTER.编写MOUNT INFORMATION:6-1 输入所有MOUNT点名称.6-2 光标移至2/1/B0, 启动MOVING CAMERA.6-3 输入所有MOUNT点坐标.6-4 检查并输入所有MOUNT点角度.6-5 按F4, 切换至COMPONENT INFO.子窗口.6-6 按TAB, 回到MOUNT INFO.主画面.6-7 对照各个MOUNT点所使用的零件,并将该零件在COMPONENT INFO.中的编号输入到MOUNTINFO.中的COMP参数内.6-8 按ESC, 叫出命令列COMMAND…LIST.6-9 游标移至2/1/E0 SAVE PCB & EXIT, 按ENTER, 储存档案并跳出.进行自动编排:7-1 游标移至2/2/A1 OBJECT SELECTION, 按ENTER.7-2 游标移至PCB SELECTION, 按ENTER.7-3 选择欲编排之PCB档案后, 按ENTER.7-4 游标移至QUIT, 按ENTER.7-5 光标移至2/2/A4 CONDITION SETTING, 按ENTER, 设定编排状况.7-6 光标移至2/2/A5 EXECUTE, 按ENTER, 进行编排.7-7 若有错误产出, 详读错误讯息后做适当的修正.。
yamaha贴片机操作教程
程 序 编 辑 ---标 记 信 息(MARK INFO)<4>
MARK测试时,得出红框 内提示时,表示测试通过, 反之不通过,需重新设定 相关参数
使用[PARAM SEARCH]检测 MARK信息时,所得出的圆圈越多, 越靠前面的数字,表示MARK信息 越精确,反之如得出的结果没有圆 圈,全是“—”,则表示信息有错 误,无法识别,需重新设定MARK 参数
对策:如下依次确认各工程潜在因素 SOLDER印刷 MOUNT坐标
元件参数(NOZZLE,FEEDER)
• • • • • • • •
元件抛料: 原因分析:1.FEEDER不良,间距错误,弹簧、轴承不良 2.NOZZLE不良,堵塞,破损,型号错误,无弹性 3.元件参数不良,尺寸,光照强度,及PICK/MOUNT TIME(SPEED) 4.其他:电磁阀,头杆无弹性,镜头,R轴错位 [注:这些属于设备异常,一般很少发生] 对策:如下依次确认各工程潜在因素 FEEDER NOZZLE
E.方向元件引脚数量 E.方向元件引脚长度 E.方向元件引脚宽度 两个元件引脚之间的间距
程 序 编 辑 ---贴 装 信 息 (MOUNT INFO)
元件位置号
贴装坐标参数
贴装角度参数
局部不良MARK
元件FEEDER位置 号,此号码必需与 FEEDER相对应, 否则会发生错料严 重不良
6号贴片头 执行贴装 局部MARK
程序编辑
基板信息 贴装信息 元件信息 标记信息 拼板信息 局部标记信息 局部不良标记信息 从(2/DATA/M)/ (1/EDIT—DATA)/D1 该界 面的快捷键为[CTRL+F5] 可进入程序编辑界面,如图所 示,选择生产所需程序进行编 辑
雅马哈贴片机编程方法

雅马哈贴片机编程方法第一章零件认识与介绍常见的SMD零件包装方式CHIP/MELF/TR/SOP(SOIC)/SOJ/PLCC/QFP/BGA、电阻[ R ] [ RN ] [VR]CHIP=有公制/英制两种规格,在台湾说法以英制为准,常用的CHIP零件如下表:零件规格长(L) 宽(W) 厚(T) REMARK 0402(英)/1005(公) 1、0mm 0、5mm 0、4-0、7mm 0603(英)/1608(公) 1、6mm 0、8mm 0、4-1、0mm 0805(英)/2125(公) 2、0mm 1、25mm 0、5-1、0mm 1206(英)/3216(公) 3、2mm 1、6mm 0、6-1、2mm CHIP分电阻及电容,偶尔有电感/特殊规格等零件,一般平面四方称为CHIP、A、电阻在PC板简称[ R ], 排阻称[ RN ], 可变电阻称[ VR ]a1、R的误差值有J Type=+/-5% (常用)以3位数字显示、F Type=+/-1% (精密)以4位数字显示、J Type 零件外观显示=电阻值000=1Ω100=10Ω101=100Ω102=1KΩ103=10KΩ104=100KΩ105=1MΩF Type 零件外观显示=电阻值1R2=1、2Ω1000=100Ω1001=1KΩ1002=10KΩ1003=100KΩ1004=1MΩRN与J Type一样外观显示, 在主机板常见规格1206、SMD的RN有8个点吃锡, 不像1206有2个点吃锡、VR用在通信产品上, 有2/3个吃锡点、B、主机板(MAIN BOARD)常见的电阻规格0603/0805/RN…C、通信产品因高频关系, 常见的电阻规格0603/1608/VR, 但会以F Type出现居多、D、零件的趋势渐被0603所取代, 主要LAYOUT及机板的密度(Notebook)的需求加上材料的耐压特性及锡膏与钢板精度都已克服, 以后0603零件会逐渐普遍、电容[ C ]A、电容在PC板简称[ C ], 它的外观没有数字可供分辨, 通常颜色愈浅, 电容值愈小、a1、C的误差值有Z Type=+80%, -20%(常用104Z)M Type=+10%, -10%K Type=+20%, -20%(常用103K)J Type=+/-5%F Type=+/-1%它的电容值换算1P10P100P=101P=0、0001uf1000P=102P=0、001uf=1n10000P=103P=0、01uf=10n100000P=104P=0、1uf=100n *104P用在主机板的IC旁SOP的10pin-20pin1000000P=105P=1uf *工厂的写法与说法104P10000000P=10uf(用在主机板的5V, 过滤电流噪声)电容有正负极性之分, 有Mark为正极(料带前进的右)SMD电容因特性及耐压等关系有不同的材料电容材料以分陶瓷/钽质/电解以计算机主机板瞧在286时代都以DIP+PLCC零件为主, 当时的PLCC不就是直接焊在PC板上, 都会安装在一个零件座上(SOCKET), 也瞧不到1206的踪迹、二极体[ C ] /晶体管/电感/震荡器[ QUARTZ ]二极体[ D ]二极体有IN4148/ZD 5、6V(极纳稳压)及整流二极体IN4001/IN4002及发光二极体,俗称LED、IN4148有在主机板上顺流之用(SIZEΦ1、4mm*3、4mm)ZD5、6V用在Power部份主要限流电压、(SIZEΦ1、4mm*3、4mm)IN4001用在Power部份主要将AC电压转成DC之用(SIZEΦ2、5mm*3、4mm), 现已改成桥式整流器所取代、LED主要显示用, 市场已出现双色,红,黄,绿,缺蓝、二极体有正负极之分, 有Mark为负极(料带前进的左)电感[ L ]电感规格有HZ(计量单位:亨利), 用电表量=0Ω线圈晶体管[ Q ]主机板有2N3904,2N3906常见两种、通信产品规格更多有3,4,5,6只脚, 形状长方及圆形加十字……在5,6只晶体管, 其实它就是IC零件之类, 用在B、B、CALL之类性产品、SOP/SOJ/PLCC/QFP(CHIP SET)/BGA[ U ]SOP外观2边向外弯, 脚数有8,14,16,20……SOJ外观2边向外弯, 脚数有20,24,28,32,40,44, 主要DRAM, SRAM……TSOP外观2边向外, 脚数有20,24,28…… PCMCIA, Fast IC卡, 主要它的零件厚度在1、0mm以下、PLCC外观4边向内弯, 脚数有20,28,32,44,54,68,84、QFP外观4边向外弯, 脚数有44-256pin, PITCH(脚与脚的间距)0、8-0、3之间、主机板常见SOP零件74系列7404/F244/F245/ALS244/LS244/75232(1488,1489)SOJ用在SIMM MODULE 如主机板72pin simm、第二章YAMAHA 程式编写步骤开机:0-1 打开电源0-2 等机器自我测试完成后, 光标移至2/DATA/M, 按[ENTER], 进入第二层<<MODE>>、0-3 光标移至4/MANUAL, 按[ENTER], 进入第三层<COMMAND_LIST>、0-4 游标移至B6 INIT、ORIGIN, 按[ENTER], 开始归原点、0-5 归完原点,按[ESC], 再按[ENTER], 跳回第二层<<MODE>>、建立新档案:1-1 光标移至1/EDIT_DATE, 按[ENTER], 进入第三层<COMMAND_LIST>、1-2 游标移至D2 CREAT PCB DATA, 按[ENTER], 建立PCB档案、1、输入欲建立之档名、2、按[SPACE], 选择EXEC后, 按[ENTER]执行、1-3 游标移至D1 SWITCH PCB DATA, 按[ENTER], 开启PCB档案、1、用上下键选择欲开启之文件名称后, 按[ENTER]开启、2、或直接键入文件名称, 光标会自动跳到与输入名称相同或近似的文件名称上, 再按[ENTER]开启(VER、1、12以后)、1-4 选择PCB INFO、, 按[ENTER]、编写PCB INFORMATION:2-1 按[ESC], 进入第三层<COMMAND_LIST>、2-2 光标移至B7 CONVEYOR UNIT, 按[ENTER], 进行PCB定位、(一) 使用LOCATE PIN定位1、游标移至CONVEYOR WIDTH上, 按[ENTER]、2、输入PCB宽度, 按[ENTER, 轨道自动调整为所输入的宽度、3、游标移至MAIN STOPPER上, 按[ENTER], 升起MAIN STOPPER、4、将PCB放在输送带上、5、游标移至CONVEYOR MOTOR上, 按[ENTER], 将PCB送入定位, 待PCB与MAINSTOPPER相碰后, 再按一次[ENTER], 停止输送带、6、游标移至LOCATE PIN上, 按[ENTER], 升起LOCATE PIN、7、按下紧急开关、8、放松锁定LOCATE PIN 2与PUSH IN 的卡榫、※实机讲解、9、调整LOCATE PIN 2至正确插入第二个定位孔、10、锁紧卡榫、11、解除紧急开关, 并按[READY]、12、游标移至PUSH UP上, 按[ENTER], 升起底板、13、调整PUSH UP ROD高度、※实机讲解、14、游标移至MAIN STOPPER上, 按[ENTER]放下MAIN STOPPER、15、按[ESC], 跳回第三层<COMMAND_LIST>、(二) 使用EDGE CLAMP定位1、游标移至CONVEYOR WIDTH上, 按[ENTER]、2、输入PCB宽度, 按[ENTER], 轨道自动詷为所输入的宽度、3、游标移至MAIN STOPPER上, 按[ENTER], 升起MAIN STOPPER、4、将PCB放在输送带上、5、游标移至CONVEYOR MOTOR上, 按[ENTER], 将PCB送入定位, 待PCB与MAIN STOPPER相碰后, 再按一次[ENTER], 停止输送带、6、游标移至PUSH UP上, 按[ENTER], 升起底板、7、调整PUSH UP ROD高度、8、游标移至EDGE CLAMP上, 按[ENTER], 夹起板边、9、游标移至PUSH IN上, 按[ENTER], 升起PUSH IN、10、按下紧急开关、11、放松锁定LOCATE PIN 2与PUSH IN的卡榫、※实机讲解、12、调整PUSH IN至刚好碰到PCB尾端、13、锁紧卡榫、14、解除紧急开关, 并按[READY]、15、游标移至MAIN STOPPER上, 按[ENTER], 放下MAIN STOPPER、16、按[ESC], 跳回第三层<COMMAND_LIST>、2-3 光标移至B0 TEACHING, TRACE CONDITION, 按[ENTER], 设定及启动MOVING CAMERA、1、选择CAMERA, 按[ENTER]、2、选择速度(任意), 按[ENTER]、3、设定使不使用FIDUCIAL, 选择NOT USE, 按[ENTER]、2-4 Teaching PCB ORIGIN坐标、1、在PCB上选定易目视的位置,如PAD转角、2、按住YPU上的JOYSTICK按键、3、推游戏杆,并从VISION MONITOR上观察就是否已移至选定的位置上、4、移到定位点后, 按两次[F10], 自动输入X与Y坐标、2-5 Teaching PCB FIDUCIAL坐标, 设为USE、1、在整块PCB上选定光学识点(对角)、2、按住YPU上的JOYSTICK按键、3、推游戏杆, 并从VISION MONITOR上观察就是否已移至选定的位置上、4、移到定点后, 按两次[F10], 自动输入X与Y坐标、5、再把SKIP?项, 设为USE, 表示要使用、2-6 Teaching BLOCK FUDUCIAL坐标,并设为USE、1、在BLOCK上选定光学辨识点(对角)、2、按住YPU上的JOYSTICK按键、3、推游戏杆,并从VISION MONITOR上观察就是否已移至选定的位置上、4、移到定点后, 按两[F10], 自动输入X与Y坐标、5、再把SKIP?项, 设为USE, 表示要使用、2-7 选择PcbFixDevice(定位方式)、1、游标移至PcbFixDevice、2、按[SPACE], 选择定位方式、2-8 按[ESC], 进入第三层<COMMAND_LIST>、2-9 按[F3]或游标移至A1 MAIN WINDOW按[ENTER], 选择MARK INFO、, 按[ENTER]、编写MARK INFORMATION:3-1 任意输入MARK NAME、3-2 按[TAB], 切换至MARK TYPE INFO、子窗口、3-3 按[ESC]进入第三层<COMMAND_LIST>、3-4 游标移至A3 VIEW DATABASE No、, 按[ENTER],在DATABASE中选择适当的MARK编号后,按[ENTER]、3-5 按[F7],复制DATABASE的设定、3-6 检查MARK TYPE就是否正确(FIDUCIAL/CAMERA)、3-7 按[F4],切换至MARK SIZE INFO、子窗口、3-8 测量并输入MARK OUTSIZE、3-9 按[F4],切换至VISION INFO、子窗口、3-10 检查MARK SHAPE就是否正确、3-11 检查MARK SUPFACE TYPE就是否正确、3-12 按[F6], 进行视觉辨识调整、1、光标移至FIX PCB, 按[ENTER], 进行PCB定位、参考2-2、2、游标移至TEACH MARK, 按[ENTER]两次、3、按住YPU上的JOYSTICK按键、4、推游戏杆, 并从VISION MONITOR上观察就是否已移至MARK位置上、5、已移至MARK位置上后, 按[ENTER]、6、光标移至VISION TEST, 按[ENTER], 进行辨识、7、若失败, 将游标移至PARM、SEARCH, 按[ENTER]做参数搜寻、8、完成参数搜寻后,将游标移至VISION TEST, 按[ENTER]、9、若失败,重复步骤7; 若仍失败, 请检查MARK OUT SIZE就是否正确、直到VISION TEST成功、10、成功后, 游标移至EXIT, 按[ENTER]跳出、3-13 按[ESC]进入第三层<COMMAND_LIST>、3-14 按[F3]或游标移至A1 MAIN WINDOW, 按[ENTER], 选择BLOCK REPEAT INFO、,按[ENTER]、编写BLOCK REPEAT INFORMATION:4-1 输入各BLOCK REPEAT点的名称、4-2 按[ESC]进入第三层<COMMAND_LIST>、4-3 游标移至B0 TEACING, TRACE CONDITION, 按[ENTER]、1、选择CAMERA, 按[ENTER]、2、选择速度(任意), 按[ENTER]、3、设定使不使用FIDUCIAL, 选择USE, 按[ENTER]、4-4 第一个BLOCK REPEAT点的坐标取与PCB ORIGIN一样, 故坐标为(0, 0)、4-5 其余BLOCK REPEAT点则取各BLOCK上与第一个BLOCK上的BLOCK REPEAT点相同的位置、1、按住YPU上的JOYSTICK按键、2、推游戏杆, 并从VISION MONITOR上观察就是否已移至正确位置上、3、移到定点后, 按两次[F10], 自动输入X与Y坐标、4-6 输入各个BLOCK与第一个BLOCK比较后的旋转角度、4-7 按[ESC],进入第三层<COMMAND_LIST>、4-8 按[F3]或游标移至A1 MAIN WINDOW, 按[ENTER], 选择COMPONENT INFO、, 按[ENTER]、编写COMPONENT INFORMATION:5-1 任意输入各种零件名称(所有零件都要做以下CHECK)、5-2 按[TAB], 切换至USER ITEM子窗口、5-3 游标移至DATABASE NO、上、5-4 游标移至2/1/A3, 按[ENTER], 在DATABASE中选择适当的COMPONENT编号后,按[ENTER]、5-5 按[F7], 复制DATABASE的设定、5-6 检查COMP、PACKAGE、5-7 检查FEEDER TYPE、5-8 检查REQUIRED NOZZLE、5-9 检查ALLGNMENT MODULD、5-10 按[F4], 切换至PICK&MOUNT子窗口、5-11 检查PICK UP ANGLE、5-12 检查PICK HEIGHT及MOUNT HEIGHT、5-13 检查DUMP WAY、5-14 检查MOUNT ACTION、5-15 检查PICK SPEED及MOUNT SPEED、5-16 检查PICK VACUUM及MOUNT VACUUM、5-17 按[F4], 切换至TRAY子窗口、5-18 检查X及Y-COMP、AMOUNT、5-19 检查X及Y-COMPPITCH、5-20 检查X及Y-CURRENTPOS、5-21 检查WASTESPACE ( L )及WASTESPACE( R )或PALLETSTART及PALLET-END及PALLET-CURRENT、5-22 检查X及Y-TRAYAMOUNT、5-23 检查X及Y-TRAYPITCH、5-24 检查X及YCURRENTTRAY、5-25 检查COUNTOUTSTOP、5-26 按[F4], 切换至VISION子窗口、5-27 检查ALIGNMENT TYPE、5-28 按[F4], 切换至SHAPE子窗口、5-29 检查BODY SIZE X及Y及Z、5-30 检查LEAD NUMBER、5-31 检查REFLECTLL、5-32 检查LEAD PITCH、5-33 检查LEAD WIDTH、5-34 检查MOLD SIZE X及Y、5-35 按[F6], 进行视觉辨识调整、5-36 所有零件都做完后, 按[F3]或游标移至A1 MAIN WINDOW, 按[ENTER], 选择MOUNT INFO、,按[ENTER]、编写MOUNT INFORMATION:6-1 输入所有MOUNT点名称、6-2 光标移至2/1/B0, 启动MOVING CAMERA、6-3 输入所有MOUNT点坐标、6-4 检查并输入所有MOUNT点角度、6-5 按[F4], 切换至COMPONENT INFO、子窗口、6-6 按[TAB], 回到MOUNT INFO、主画面、6-7 对照各个MOUNT点所使用的零件,并将该零件在COMPONENT INFO、中的编号输入到MOUNT INFO、中的COMP参数内、6-8 按[ESC], 叫出命令列(COMMAND…LIST)、6-9 游标移至2/1/E0 SAVE PCB & EXIT, 按[ENTER], 储存档案并跳出、进行自动编排:7-1 游标移至2/2/A1 OBJECT SELECTION, 按[ENTER]、7-2 游标移至PCB SELECTION, 按[ENTER]、7-3 选择欲编排之PCB档案后, 按[ENTER]、7-4 游标移至QUIT, 按[ENTER]、7-5 光标移至2/2/A4 CONDITION SETTING, 按[ENTER], 设定编排状况、7-6 光标移至2/2/A5 EXECUTE, 按[ENTER], 进行编排、7-7 若有错误产出, 详读错误讯息后做适当的修正、。
雅马哈YAMAHA贴片机作业指导书
从左往右依次
是开始建、停止键、清除键 取料器
基板进料口
基板出
料口
屏幕显示器
机台
电源
电压200V
稳压器电源开关
,然后打开紧急停止按钮,按下ACTIVE(鼠标锁止键)和READY(开机键),最后按下START(开始键)(注:确认气压在0.5-0.65Mpa)
清除键取料器基板进料口基板出料口屏幕显示器机台电源电压200v稳压器电源开关
雅马哈YAMAHA贴片机作业指导书
1、准备工作
1.1作业前需进行机ຫໍສະໝຸດ 点检并记录表单中,点检项目如下: 运动导轨。
2、操作说明:
2.1贴片机整机简介
2.2贴片机开机
(确认电压在200V ) 机台气压 紧急停止
从左往右依次
是鼠标锁定键、
YAMAHA贴片机操作教程
YAMAHA贴片机操作教程第一节:贴片机的基本原理贴片机是电子制造中常用的自动插件设备,用于将电子元器件精确地安装在印刷电路板上。
贴片机的组成部分:1.供料系统:负责将元器件供给到贴片机的作业区;2.视觉定位系统:用图像采集和处理技术,准确地确定元器件和PCB 的位置;3.移动部分:控制贴片头在x、y、z方向上的移动,实现元器件稳定的贴片操作;4.贴片头:将元器件安装在PCB上的部件;5.控制系统:负责整个设备的控制和管理。
第二节:贴片机的操作步骤1.准备工作a.检查并确认贴片机的状态,确保设备正常;b.准备好需要安装的元器件和PCB板。
2.设置工作参数a.开启贴片机,并进入系统设置界面;b.根据需要设置工作参数,如贴片速度、吸嘴尺寸、吸嘴压力等。
3.调试校准a.运行自动校准程序,让贴片机自动检测和调整各个部件的位置和运动范围,以保证贴片的准确性;b.根据实际需要进行手动调整和校准,以进一步提高贴片的精度。
4.载入元器件库a.将元器件库文件导入贴片机系统;b.按照元件库中的信息,设置相应的元件参数,如类型、尺寸、引脚数等。
5.载入工程文件a.将需要贴片的PCB文件导入贴片机系统;b.根据实际需要设置PCB文件的参数,如尺寸、引脚数、层数等。
6.设置吸嘴和供料a.根据元器件的尺寸和类型,选择适当的吸嘴,并将其安装到贴片机上;b.调整供料系统,确保元器件正常供给到贴片机的作业区。
7.开始贴片a.执行自动贴片程序,让贴片机按照设定的参数和顺序进行贴片;b.观察贴片过程中的各项指标,如贴位精度、吸嘴压力等。
8.检查贴片质量a.完成贴片后,对贴片质量进行检查,确保元器件的位置、方向和焊接状况等符合要求;b.如发现问题,及时进行调整和修复。
9.结束操作a.关闭贴片机及相关设备,并清理工作区域;b.根据需要保存相关的工程文件和数据。
第三节:贴片机操作的注意事项1.在操作贴片机前,确保操作人员已经接受过相关的培训,熟悉相关的操作规程和安全注意事项。
YAMAHA-YV100Ⅱ SMT贴片机操作

YAMAHA-YV100ⅡSMT贴片机操作一、编辑新程序1、进入2-data 选择建立新程序;2、进入到程序编程画面,选择PCB尺寸设定(PCB Info);①先设定PCB尺寸(PCB size)就是PCB本身的宽度;按Esc选择B-7设定好轨道宽度。
②在B-7选择主挡板顶针顶起和皮带转动,把PCB板放入,在进行固定(注意:固定的PCB在一平面上,用手移动PCB不会上下左右晃动);③选定最佳MARK点和原点和MARK点并设定MARK点为使用状态;④设定好打板时的固定方式:PCB Fix Device 一般为Edge clamp;3、按F3进入主页面选择MARK点设定(MARK Info)①先在PCB info 中使视频对准你设定的MARK点坐标;②设定好你选MARK点的尺寸()、大小()、形状(shape type)、是否反光(surface type)、扫描面积(search area):一般2-3倍;(按F4翻页、Tab换栏目);③按F6进入到MARK点验证画面,调整MARK亮度补偿(MARK Threshold)、误差值(Tolerance %)、扫面面积(search area)一定使MARK点通过;(注意:误差值不能超过40%否则打板时会误差很大打不准);4、进入到MOUNT Info贴片点坐标设定,最好MARK点先验证(使确定的贴片点坐标更加准确)再进行贴片位置选定,注意:选定贴片位置坐标要居中、方向(角度:从12点钟逆时针开始0°-360°)确定;5、进入到Component Info物料设定(快捷键:F4翻页、F8可看你所规定尺寸的图、F6识别、shit+F7数据反馈回数据库、F7调数据库、A3查看数据库、F8可以看自己画的图、A4查看元件封装):取名称,可用游标卡尺测出物料的X轴、Y轴、Z轴方向的长度并写入,按F6选择站台放入物料选择吸嘴进行验证;经验分享:①物料可直接调用选项:530-539 铝电容;550-572钽电容;600-615三极管;620-622三极管;699-725 IC芯片;520-527MELF二极管(数字从小到大封装依次增大);②吸嘴:31 的选择1608/3216/2125;32 的选择4532/5650/7343/MELF;33的选择SOP20.封装:0805对应2125;1206对应3216;0603对应1608;0402对应1005.③取料高度,一般情况可设置为是:电阻0.2mm;二极管0.8-1.0(正朝下、负朝上)④编辑IC芯片物料:首先注意扫描的角度和你所画的图(F8)是不是在同一个方向,不是可设置取料角度(pick angle deg)使物料和你所画的图在同一个方向再进行验证;IC的一些设定,Lead Number N:N向零件的脚数;Lead Number E:E向零件的脚数;Reflect LL:脚长;Lead Width:脚的宽度;Co-planarity一般设置为Not Use;⑤验证(F6):Search Area mm(扫描面积)QFP208设定6mm;QFP100设定5mm;SOP8-32设定4mm;603-3216/4148/3906设定2.5mm。
YAMAHA贴片机作业指导书
YS12气压表(图一)YV100XG气压表(图一1)(图二)
控制面板(图三)
工作画面
图四
制表
审核
标准作业指导书
作业名
作业指
导书
文件编号
版本
A0
日期
2016年9月1日
机型
YS12YV100XG
发行部门
SMT部
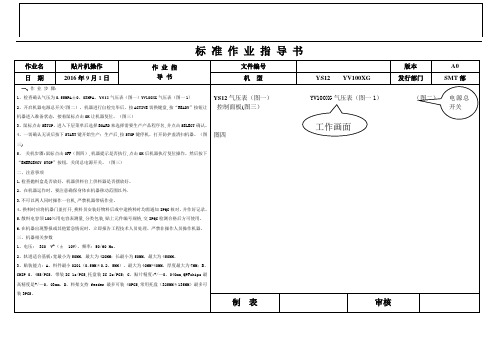
一、作业步骤:
1、检查确认气压为0.55MPA±0。03MPA。YS12气压表(图一)YV100XG气压表(图一1)
2、开启机器电源总开关(图二),机器进行自检完毕后,按ACTIVE切换键盘,按“READY”按钮让机器进入准备状态,接着鼠标点击OK让机器复位。(图三)
6.在机器出现警报或其他紧急情况时,立即报告工程技术人员处理。严禁非操作人员操作机器。
三机器相关参数
1、电压:380 V~(±10V),频率:50/60 Hz。
2、轨道适合基板:宽最小为50MM,最大为420MM;长最小为50MM,最大为450MM。
3、贴装能力:A、料件最小0201(0.5MM*0.2。5MM),最大为40MM*40MM,厚度最大为7MM;B、CHIP 0。45S/PCS、带装IC 1s/PCS,托盘装IC 2s/PCS;C、贴片精度:+/—0。040mm,QPFchips最高精度是+/—0。03mm。D、料架支持feeder最多可装40PCS,常用托盘(325MM*135MM)最多可装3PCS。
二、注意事项
1.检查抛料盒是否放好,机器供料台上供料器是否摆放好。
2。在机器运作时,要注意确保身体在机器移动范围以外.
3.不可以两人同时操作一台机,严禁机器带病作业。
4。换料时应将机器门盖打开,换料员安装好物料后或中途换料时均需通知IPQC核对,并作好记录。
YAMAHA贴片机在线编程步骤
然后调出相关的 Mark database。点击上图右边的 database.如下图:
当选好了之后。我们要看一下 Mark 的尺寸是不是和我们实际的尺 寸是一样的???这个尺寸一定要输准确。要不然等一下优化 Mark 的时候是肯定不会过的。如下图:
然后要注意的就是 Mark 的反光程度,反光的就要选用反光,不是 的就不要反光,如图
这个时候用机器找出坐标之后,只要我们输入该元件的角度就好了。 然后,我们就可以去做元件信息了。 点击基本界面左边的 Parts 即可进入里面做元件信息了,如下图:
在这里和做 Mark 有一点类似。首先在“Parts Name”那一栏里面输 入元件名字,如:100P,10K,1M,1UF。。。。。。等等。再从右边的 Data base 里面调出相应的数据库。如下图:
到了现在就可以侦测 Mark 了。如上图所示的点击右边的 Adjust 就可以进去了。图:
在里面去了首先要把 Move Camera 移动到要测试的 Mark 上面,让 它可以照到 Mark。再点击 Find Best 让它自己找最好值就好了。找好 之后再 Test 一下就只要成功就好了。如果亮度不好的话,我们还可以 调一下灯光。如下图:
下图所示为提前取料:
现在就可以固板了,如下图:
之后我们就可以到原点信息里面做 PCB 的原点了。如下图:
在这里我们就可以输入 PCB 的原点了。一般来说大板的原点都为 X: -5,Y:-5。不过也可以不是这个数值。当我们输入该数值的时候, 那么 PCB 的原点就刚好是在左下角的哪个角落那里。这样对于和其 它的机器进行数据倒换的时候会方便很多。所以输入 X:-5 和 Y:-5 的时候会比较好。我建议大家都用这个数值。不过你要是不用这个数 值呢也是没多大的关系的!!!下图所示 X:-5 和 Y:-5。
雅马哈贴片机编程方法
雅马哈贴片机编程方法第一章零件认识与介绍常见得SMD零件包装方式CHIP/MELF/TR/SOP(SOIC)/SOJ/PLCC/QFP/BGA.电阻[R ] [RN ][VR]CHIP=有公制/英制两种规格,在台湾说法以英制为准,常用得CHIP零件如下表:零件规格长(L) 宽(W) 厚(T) REMARK 0402(英)/1005(公) 1.0mm0、5mm 0.4-0、7mm0603(英)/1608(公) 1。
6mm0.8mm 0.4-1、0mm 0805(英)/2125(公)2。
0mm1。
25mm0、5-1、0mm 1206(英)/3216(公) 3。
2mm1。
6mm 0。
6-1。
2mm CHIP分电阻及电容,偶尔有电感/特殊规格等零件,一般平面四方称为CHIP。
A。
电阻在PC板简称[R], 排阻称[ RN ], 可变电阻称[ VR]a1.R得误差值有J Type=+/—5%(常用)以3位数字显示、F Type=+/—1%(精密)以4位数字显示。
J Type 零件外观显示=电阻值000=1Ω100=10Ω101=100Ω102=1KΩ103=10KΩ104=100KΩ105=1MΩF Type 零件外观显示=电阻值1R2=1。
2Ω1000=100Ω1001=1KΩ1002=10KΩ1003=100KΩ1004=1MΩRN与J Type一样外观显示,在主机板常见规格1206、SMD得RN有8个点吃锡, 不像1206有2个点吃锡、VR用在通信产品上, 有2/3个吃锡点、B。
主机板(MAIN BOARD)常见得电阻规格0603/0805/RN…C. 通信产品因高频关系, 常见得电阻规格0603/1608/VR, 但会以F Type出现居多、D、零件得趋势渐被0603所取代, 主要LAYOUT及机板得密度(Notebook)得需求加上材料得耐压特性及锡膏与钢板精度都已克服, 以后0603零件会逐渐普遍。
YAMAHA 贴片机编程
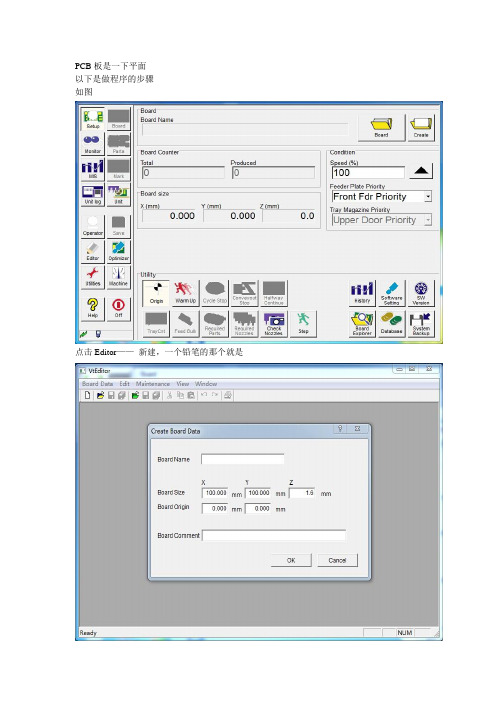
PCB板是一下平面以下是做程序的步骤如图点击Editor——新建,一个铅笔的那个就是文件名为PCB板的名,PCB上有,X为板的长度,Y为板的宽度,Z为PCB的厚度(Z一般是默认的1.6MM),这个是YAMAHA YV100的控制软件界面,YG12大同小异保存文件点OK,关闭界面,返回到点右上角Board找到并打开你新建的文件如下图中部的5个选项:Board为PCB板基本信息,新建的时候已经搞定,Mount为要贴装的元件名和对应的坐标,(元件坐标要把PCB板放入机子里才可以制作),Offset为原点和拼块坐标,Fiducial为校准点坐标(有两个点,PCB工艺边上有专门的这两个小圆点,要在MARK 里面建原点的识别数据),Badmark一般没怎么用就不用管好了,编辑步骤如下:1.把PCB放入机器里,不用用手推滴,入进板口点Convey In就好,如图:没有板就是灰色的,放了板就有色了。
2.在Offest里找一个原点,一般是你认为好记一点的,这样下次生产调机或复制这个文件到别的机子上的时候好找(我的习惯是找PCB板焊盘上的一个角,这样做拼块也很好记)点Teach进入界面如图:看图就知道怎么移动了,点Teach确定原点坐标,做好以后看33.在Fiducial里面也是点Teach,也是跟上面的界面差不多的,有两个点,这个是PCB板厂商做好的点,找到并Teach,这还没完,因为这两个点是要有识别数据的,所以还要在MARK里做识别(如大小是多少,灰度是多少机器才看的清什么的,这个一般是识别一个洞,就是识别黑,或识别反射光,就是白)里面也有常用数据,直接调出来用就好了点MARKADJ进入图:这个界面就不多说了,得慢慢才能熟,搞好以后回到把这个识别数据分配到Fiducial标记后面,如这个数据库的NO是1。
就在Fiducial的坐标后的那个空格写上1.这样标记点就做好了4.现在就要开始贴装元件名称输入,拿到清单,按清单上输入:如电阻用R,电容用C,二极管用D……。
雅马哈YAMAHA贴片机作业指导书

1、准备工作1.1作业前需进行机台点检并记录表单中,点检项目如下: 1.1.1确认贴片机电源和气压 运动导轨。
2、操作说明:2.1贴片机整机简介2.2贴片机开机2.2.1打开稳压器电源开关 (确认电压在200V )机台气压紧急停止从左往右依次是鼠标锁定键、开机键、复位键从左往右依次是开始建、停止键、清除键取料器基板进料口基板出料口屏幕显示器机台电源电压200V稳压器电源开关2.2.2先打开机台电源和显示屏开关,然后打开紧急停止按钮,按下ACTIVE(鼠标锁止键)和READY(开机键),最后按下START(开始键)(注:确认气压在0.5-0.65Mpa)⑵打开显示屏⑷按下ACTIVE和READY键⑶打开紧急停止键⑸按下START⑴打开机台电源2.2.3机器预热:首先确认返回原点,然后在生产设计页面下点击暖机,设定时间5分钟。
(注:观察各运动部件动作是否流畅、有异响,如有立即向领班反应情况)2.3程序编写前的准备2.3.1将元器件安装在取料器上安装前取料器的状态 安装时取料器的状态将元器件顺着打开的轨道装入,元器件带上的小孔要完全装入齿轮上,在复原取料器按钮的位置注:元器件安装好后,按下取料器按钮,观察是不是按一次,出来一个元器件。
如果不是重暖机生产设计点击开始设定5分钟取料器按钮在上方取料器按钮在下方取料器轨道新安装调整。
大的元器件用大的取料器,小的元器件用小的取料器。
2.3.2将取料器安装在贴片机上将取料器安装在编有阿拉伯数字的安装轨道上,并记住位置。
安装成功后取料器上的感应器会亮。
(感应器在取料器的左右两侧,一边一个;大的取料器占有2个安装轨道,小的取料器是1个安装轨道。
)安装成功后,取料器感应器就会亮2.3.3基板底座与基板治具基板底座基板治具:在治具上粘上高温双面胶带,一般一个基板槽内粘3个高温双面胶带。
2.3.4将基板装在治具上⑴在基板治具上贴上高温双面胶带,如上页右图所示;⑵把基板治具放入基板底座上;(注:基板治具和基板底座上的A60U1标示都朝前)⑶将基板放入基板治具内。
雅马哈YAMAHA贴片机,贴装程序编程教材

8
2.MOUNT(贴装 参数 贴装)参数 贴装
Row Edit: : Insert: : Ow Paste: : Ins Paste: : Cut(Del): ( ): Cut(Crl): ( ): Replace: :
选择该标签如上图,可以进行数据的“插入、删除、复制、粘贴、以及 剪切”等操作。 在光标所在位置插入空行,原有内容自动下移. 将复制的内容贴到光标所在处,新的内容直接覆盖原来的内容 将复制的内容贴到光标所在处,原来的内容自动下移,不会被覆盖 剪切,下面的内容直接上移,剪掉的内容还可以贴到其它位置, 清空剪切当前行内容被删除,但保留空行,剪掉的内容还可以贴到其它位置。 替代,可以按照设定的条件进行替换操作。“ABC Replace”只对满足 条件的第一行执行操作,
雅马哈YAMAHA贴片机,贴装程序编程教材
2.MOUNT(贴装 参数 贴装)参数 贴装
单击“TEACH”画面如下,通过Camerห้องสมุดไป่ตู้来直接寻找元件的贴装坐标 。
10
2.MOUNT(贴装 参数 贴装)参数 贴装
Step Mode: 点亮后用图中的箭头键移动相机时可以平稳匀速移动。 : 该框显示的数据为单步移动的幅度,可用下面的三角箭头选择 “0.010”: ” 0.010mm、0.1mm、以及1mm等。 Speed(%): 可以调整移动的速度,可以用下面的三角箭头选择不同的度。 Light: 可选择不同的灯光照明,以达到视野清晰的效果。 : Setting: 可以选择是否通过识别Mark来补偿PCB位置偏移,同时也可 选择对拼板的某一小块操作。 Trace: 用于追踪但前坐标,Trace Previous、Trace Next,用于追踪 : 上一行或下一行坐标。 Set Point: 当元件尺寸超出Camera视野时,可以通过多点的方式找到元 : 件中心。 Teach: 可以将当前坐标直接计入程序。 Adjust 按钮用于调试目前材料的各项识别参数,请参见”PARTS”一节 讲述, 这里不再赘述.
8
2.MOUNT(贴装 参数 贴装)参数 贴装
Row Edit: : Insert: : Ow Paste: : Ins Paste: : Cut(Del): ( ): Cut(Crl): ( ): Replace: :
选择该标签如上图,可以进行数据的“插入、删除、复制、粘贴、以及 剪切”等操作。 在光标所在位置插入空行,原有内容自动下移. 将复制的内容贴到光标所在处,新的内容直接覆盖原来的内容 将复制的内容贴到光标所在处,原来的内容自动下移,不会被覆盖 剪切,下面的内容直接上移,剪掉的内容还可以贴到其它位置, 清空剪切当前行内容被删除,但保留空行,剪掉的内容还可以贴到其它位置。 替代,可以按照设定的条件进行替换操作。“ABC Replace”只对满足 条件的第一行执行操作,
YAMAHA(雅马哈)贴片机编程培训教材

鼠标点击示教表格画面, 进行拼板位移坐标的设定。
4
11.基板—拼板设定
2020/11/2
点击跟踪按钮,点击移动 相机轴,至相机移至下个 拼板标记处。
4
11.基板—拼板设定
2020/11/2
移动完成后,点击示教进 行坐标的确认,完成一小 块后,点击向后跟踪进行 下一块小板坐标的设定, 以此类推,完成整块PCB 板连板的设定。(设定小 板原点的必须在同一个位 置上)
移动到位后,点击示教, 进行X/Y坐标的确认。确 认OK,鼠标点击关闭即 可。
4
6.基板标记设定
2020/11/2
原点设定OK后,鼠标点 击“基板标记” 按钮, 进行PCB板M11/2
鼠标点击示教,进入 MARK点设定画面。
4
6.基板标记设定
2020/11/2
3
2.1设置基板信息
2020/11/2
在基板设置对话框中,点 击基板按扭,进入基板参 数设置对话框。
4
2.2设置基板信息
2020/11/2
在基板设置对话框中,用 鼠标点击对应的栏,分别 输入基板的长、宽和厚度。 完成后点击“位移”按扭。
4
3.轨道宽度调整
2020/11/2
完成基板尺寸设定后,使 用鼠标点击“装置”,进 行轨道的调整。
2020/11/2
标记设定OK,点击编辑。
4
7.基板标记启用设定
2020/11/2
使用鼠标勾选基板,点击 OK,启用PCB板标记使 用。
4
8.元件物料制定
2020/11/2
鼠标点击“元件”数据画 面。
4
8.元件物料制定
2020/11/2
进入画面后,点击元件栏, 对应BOM输入相对应元件 料号。同时设定元件的基 本信息—吸料—贴料—识 别—形状,另可根据物料 的种类调用相对应数据库。
YAMAHA贴片机离线编程
第一章、格式转化�加工单位所给的BOM文件一般都是Excel表格文件,首先要对Excel表格进行简单整理。
�如果BOM文件是文本文档(*.txt)或其他格式文档,可以用Excel来打开,将其转换成Excel表格文件再整理,如下:1.整理文件:�以表格格式打开BOM文件�导入所需文件�设置文本格式�在分隔符号选项处,分别勾选“Tab键”、“空格”两个选项。
如图:�打开BOM文件后,保留BOM文件中的点位名称、原件编号、贴装坐标及角度坐标。
�删除其它辅助信息。
�整理如下图示:�在首行插入一行,输入“#MOUNT#”�在尾行输入“#END#”�设置表格格式:字体居中�设置坐标数据,统一小数点位数�图示如下:2.保存文件�将整理好的Excel表另存为�保存位置选择一个容易找到的地方,这里我们选择保存到桌面。
�注意:在保存类型一栏,选择为“带格式文本文件(空格分隔)”的格式。
�点击保存,会弹出一个对话框,点击确认。
�保存好的文件如下图:第二章、编辑Font文件�说明:Font格式文件是基板资源管理器唯一识别的文件格式,在离线编程中必须使用符合程序文件的Font文件,否则将无法编辑。
Font文件可以看做是数据转换时的“通行证”�从开始菜单找到并打开“基板资源管理器”。
�打开基板资源管理器 Ascii Font Edit 编辑Font 文件 :�编辑Font文件出现下面窗口:�在File中打开Open(ASCIIFile)…整理好的坐标文件。
�找到刚才另存为的文件,选择后单击打开。
�打开文件后的编辑界面:设置各项参数�在Font文件编辑中只需要编辑贴装数据与原件信息即可。
�根据数据所在标尺上相对应的位置,分别在Start Pos(起始位置)和End Pos(结束位置)里输入相应的参数。
�注意:Land Pattern 、 X_pos 、 Y_pos、R_pos 、 Part Name 的Change选项中都选择Not change;只有Part No.的Change选项中选择Set block。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
雅马哈贴片机编程方法第一章零件认识与介绍常见的SMD零件包装方式CHIP/MELF/TR/SOP(SOIC)/SOJ/PLCC/QFP/BGA.电阻[R][ RN ] [VR]CHIP=有公制/英制两种规格,在台湾说法以英制为准,常用的CHIP零件如下表:零件规格长(L) 宽(W) 厚(T) REMARK 0402(英)/1005(公)1。
0mm 0。
5mm 0。
4—0.7mm0603(英)/1608(公) 1。
6mm0。
8mm 0。
4-1.0mm0805(英)/2125(公) 2.0mm 1。
25mm 0.5—1.0mm1206(英)/3216(公) 3.2mm 1.6mm 0.6-1.2mm CHIP分电阻及电容,偶尔有电感/特殊规格等零件,一般平面四方称为CHIP。
A。
电阻在PC板简称[R ], 排阻称[RN], 可变电阻称[ VR ] a1。
R的误差值有J Type=+/-5%(常用)以3位数字显示。
F Type=+/-1% (精密)以4位数字显示.J Type零件外观显示=电阻值000=1Ω100=10Ω101=100Ω102=1KΩ103=10KΩ104=100KΩ105=1MΩF Type零件外观显示=电阻值1R2=1.2Ω1000=100Ω1001=1KΩ1002=10KΩ1003=100KΩ1004=1MΩRN和J Type一样外观显示,在主机板常见规格1206。
SMD的RN有8个点吃锡, 不像1206有2个点吃锡。
VR用在通信产品上, 有2/3个吃锡点.B. 主机板(MAINBOARD)常见的电阻规格0603/0805/RN…C。
通信产品因高频关系,常见的电阻规格0603/1608/VR,但会以F Type出现居多.D.零件的趋势渐被0603所取代, 主要LAYOUT及机板的密度(Notebook)的需求加上材料的耐压特性及锡膏和钢板精度都已克服,以后0603零件会逐渐普遍。
电容[ C ]A。
电容在PC板简称[ C ], 它的外观没有数字可供分辨,通常颜色愈浅, 电容值愈小。
a1。
C的误差值有ZType=+80%, -20%(常用104Z)MType=+10%, —10%K Type=+20%, —20%(常用103K)J Type=+/—5%F Type=+/-1%它的电容值换算1P10P100P=101P=0.0001uf1000P=102P=0.001uf=1n10000P=103P=0。
01uf=10n100000P=104P=0。
1uf=100n*104P用在主机板的IC旁SOP的10pin—20pin1000000P=105P=1uf *工厂的写法与说法104P10000000P=10uf(用在主机板的5V,过滤电流噪声)电容有正负极性之分, 有Mark为正极(料带前进的右)SMD电容因特性及耐压等关系有不同的材料电容材料以分陶瓷/钽质/电解以计算机主机板看在286时代都以DIP+PLCC零件为主,当时的PLCC不是直接焊在PC板上,都会安装在一个零件座上(SOCKET),也看不到1206的踪迹.二极体[C] /晶体管/电感/震荡器[QUARTZ]二极体[ D ]二极体有IN4148/ZD 5.6V(极纳稳压)及整流二极体IN4001/IN4002及发光二极体,俗称LED。
IN4148有在主机板上顺流之用(SIZEΦ1。
4mm*3。
4mm)ZD5。
6V用在Power部份主要限流电压。
(SIZEΦ1。
4mm*3.4mm)IN4001用在Power部份主要将AC电压转成DC之用(SIZEΦ2.5mm*3。
4mm), 现已改成桥式整流器所取代。
LED主要显示用,市场已出现双色,红,黄,绿,缺蓝。
二极体有正负极之分,有Mark为负极(料带前进的左)电感[ L ]电感规格有HZ(计量单位:亨利),用电表量=0Ω线圈晶体管[ Q ]主机板有2N3904,2N3906常见两种。
通信产品规格更多有3,4,5,6只脚,形状长方及圆形加十字……在5,6只晶体管,其实它是IC零件之类,用在B。
B.CALL之类性产品.SOP/SOJ/PLCC/QFP(CHIPSET)/BGA[ U ]SOP外观2边向外弯, 脚数有8,14,16,20……SOJ外观2边向外弯,脚数有20,24,28,32,40,44,主要DRAM, SRAM……TSOP外观2边向外,脚数有20,24,28…… PCMCIA,FastIC卡, 主要它的零件厚度在1。
0mm以下。
PLCC外观4边向内弯,脚数有20,28,32,44,54,68,84.QFP外观4边向外弯, 脚数有44—256pin,PITCH(脚和脚的间距)0.8-0。
3之间。
主机板常见SOP零件74系列7404/F244/F245/ALS244/LS244/75232(1488,1489)SOJ用在SIMM MODULE如主机板72pin simm。
第二章YAMAHA 程式编写步骤开机:0-1打开电源0-2 等机器自我测试完成后, 光标移至2/DATA/M, 按[ENTER], 进入第二层〈<MODE>〉.0-3 光标移至4/MANUAL, 按[ENTER],进入第三层〈COMMAND_LIST>。
0-4游标移至B6INIT。
ORIGIN, 按[ENTER], 开始归原点.0-5归完原点,按[ESC],再按[ENTER], 跳回第二层<〈MODE〉〉。
建立新档案:1-1光标移至1/EDIT_DATE,按[ENTER], 进入第三层<COMMAND_LIST〉.1—2游标移至D2CREATPCB DATA,按[ENTER], 建立PCB档案。
1。
输入欲建立之档名。
2。
按[SPACE],选择EXEC后, 按[ENTER]执行.1—3 游标移至D1 SWITCH PCB DATA,按[ENTER],开启PCB档案.1。
用上下键选择欲开启之文件名称后, 按[ENTER]开启。
2. 或直接键入文件名称,光标会自动跳到与输入名称相同或近似的文件名称上,再按[ENTER]开启(VER。
1.12以后)。
1—4 选择PCB INFO.,按[ENTER].编写PCB INFORMATION:2-1 按[ESC], 进入第三层<COMMAND_LIST〉。
2-2 光标移至B7 CONVEYOR UNIT,按[ENTER], 进行PCB定位.(一)使用LOCATE PIN定位1.游标移至CONVEYOR WIDTH上,按[ENTER]。
2.输入PCB宽度, 按[ENTER,轨道自动调整为所输入的宽度。
3. 游标移至MAIN STOPPER上, 按[ENTER],升起MAIN STOPPER.4. 将PCB放在输送带上.5。
游标移至CONVEYORMOTOR上, 按[ENTER], 将PCB送入定位,待PCB和MAI NSTOPPER相碰后,再按一次[ENTER],停止输送带。
6.游标移至LOCATEPIN上,按[ENTER],升起LOCATEPIN.7.按下紧急开关。
8.放松锁定LOCATEPIN 2和PUSH IN的卡榫.※实机讲解.9。
调整LOCATE PIN 2至正确插入第二个定位孔。
10。
锁紧卡榫。
11。
解除紧急开关,并按[READY].12. 游标移至PUSHUP上,按[ENTER], 升起底板。
13。
调整PUSH UP ROD高度. ※实机讲解.14. 游标移至MAIN STOPPER上,按[ENTER]放下MAIN STOPPER.15.按[ESC], 跳回第三层<COMMAND_LIST〉.(二)使用EDGE CLAMP定位1。
游标移至CONVEYOR WIDTH上,按[ENTER].2. 输入PCB宽度,按[ENTER],轨道自动詷为所输入的宽度.3.游标移至MAIN STOPPER上, 按[ENTER],升起MAIN STOPPER.4. 将PCB放在输送带上。
5. 游标移至CONVEYOR MOTOR上,按[ENTER],将PCB送入定位, 待PCB和MAIN STOPPER相碰后, 再按一次[ENTER], 停止输送带。
6.游标移至PUSH UP上,按[ENTER],升起底板。
7。
调整PUSH UPROD高度。
8。
游标移至EDGE CLAMP上, 按[ENTER],夹起板边。
9.游标移至PUSH IN上, 按[ENTER],升起PUSH IN.10。
按下紧急开关.11。
放松锁定LOCATEPIN 2和PUSH IN的卡榫。
※实机讲解.12.调整PUSH IN至刚好碰到PCB尾端。
13.锁紧卡榫.14。
解除紧急开关,并按[READY]。
15.游标移至MAIN STOPPER上,按[ENTER], 放下MAIN STOPPER.16. 按[ESC],跳回第三层〈COMMAND_LIST>.2-3 光标移至B0 TEACHING, TRACE CONDITION, 按[ENTER],设定及启动MOVING CAMERA.1. 选择CAMERA,按[ENTER].2. 选择速度(任意),按[ENTER].3。
设定使不使用FIDUCIAL, 选择NOT USE,按[ENTER].2-4 Teaching PCBORIGIN坐标.1。
在PCB上选定易目视的位置,如PAD转角。
2。
按住YPU上的JOYSTICK按键。
3。
推游戏杆,并从VISIONMONITOR上观察是否已移至选定的位置上.4。
移到定位点后,按两次[F10], 自动输入X和Y坐标.2-5 Teaching PCB FIDUCIAL坐标, 设为USE。
1. 在整块PCB上选定光学识点(对角)。
2。
按住YPU上的JOYSTICK按键.3.推游戏杆, 并从VISIONMONITOR上观察是否已移至选定的位置上。
4. 移到定点后, 按两次[F10], 自动输入X和Y坐标。
5. 再把SKIP?项, 设为USE,表示要使用。
2—6 Teaching BLOCK FUDUCIAL坐标,并设为USE.1。
在BLOCK上选定光学辨识点(对角).2. 按住YPU上的JOYSTICK按键.3。
推游戏杆,并从VISION MONITOR上观察是否已移至选定的位置上.4.移到定点后, 按两[F10],自动输入X和Y坐标。
5。
再把SKIP?项,设为USE, 表示要使用。
2—7 选择PcbFixDevice(定位方式)。
1.游标移至PcbFixDevice。
2。
按[SPACE],选择定位方式。
2-8 按[ESC], 进入第三层〈COMMAND_LIST〉。
2—9按[F3]或游标移至A1 MAINWINDOW按[ENTER], 选择MARK INFO.,按[ENTER].编写MARKINFORMATION:3—1任意输入MARK NAME.3-2按[TAB],切换至MARK TYPEINFO.子窗口。