yamaha windows 贴片机常见报警及解决方法
雅马哈贴片机操作手册

YAMAHA_Xg系列贴片机编程一、基本概念在PCB的坐标系中,有PCB原点(board/offset/board origin)和拼块原点(board/offset/block origin)。
1.PCB原点(board/offset/board origin)。
PCB原点坐标值是指PCB原点相对于固定定位针中心的距离。
原则上,PCB原点可以在PCB上的任何位置,PCB原点坐标为(0,0)即PCB原点与固定定位针中心重合。
**注意:当机器传送方向从右向左时,固定定位针中心对应的PCB定位孔距离PCB左下角为(5.00mm,5.00mm);当机器传送方向从左向右时,固定定位针中心对应的PCB定位孔距离PCB右下角为(5.00mm,5.00mm)。
一般设定PCB原点坐标为(0,0)。
当然亦可设定为其他值。
例如,当机器传送方向从右向左时,对一块300MMX200MM的PCB,设定PCB原点坐标为(295.00,-5.00)即以PCB 的右下角为PCB原点,。
又例如,当机器传送方向从左向右时,对一块300MMX200MM 的PCB,设定PCB原点坐标为(-295.00,-5.00)即以PCB的左下角为PCB原点。
2.拼块原点(board/offset/block origin)。
拼块原点是指每个拼块上所有的点的的坐标原点,原则上可以在拼块的任何位置,拼块原点坐标值是以PCB原点为坐标原点,拼块原点坐标为(0,0)即该拼块的原点与PCB原点重合。
拼块原点最好选取拼块中某个焊盘的中心或边角,不要选取丝印字符或孔中心。
3.PCB原点和拼块原点的关系。
首先,拼块原点坐标值是以PCB原点为坐标原点。
另外,PCB原点可以在PCB的任何地方,而拼块原点最好在小拼块中。
如果将PCB原点定在第一个拼块的原点位置,则PCB原点坐标值为该点到固定定位针中心的XY距离,第一拼块的拼块原点坐标为(0,0)。
*每个PCB板程序包括PCB信息子文件(board/board)、贴装信息子文件(board/ mount)、原器件信息子文件(parts)、标记信息子文件(parts)、拼块原点信息子文件(board/offset)、局部标记信息子文件(local fid. Mark inf.)和局部坏标记信息子文件(local bad mark inf.)。
YAMAHA_YV100xe设备安全操作规程
YAMAHA_YV100xe设备安全操作规程YAMAHA YV100Xe设备安全操作规程1、目的:对SMT贴片的操作,保养进行控制,以保证产品品质。
2、范围:贴片机:YAMAHA YV100Xe3、职责:3.1 贴片部SMT操作员对的贴片机操作和日常保养。
SMT技术员对贴片机进行保养及维护。
4、运作过程:4.1 贴片机的基本操作步骤4.1.1 合上总开关,给机器供电。
4.1.2开电源。
(1)打开机器前右下方电源开关,机器进行自检。
(2)自检OK,主单显示后,旋开YPU上的[EMERGXENCYSTOP]键,按下[READY]键,[EMERGXENCYSTOP]信息消失,各轴处于伺服控制。
4.1.3回原点(1)选择[1/OPERATLON,1/RUNNING,D2INLT SERVO ORGIN]。
(2)用键盘F2或E1 SWLTCH PCB选择要生产的PCB名称。
(3)选择F4选择PRODUCTION MONLIOR确认物料与站位是否相符。
4.1.4 暖机(1)检查主机:异常停止解除、顶针不会移动、回原点完成、推杆锁紧、所有安全盖合上。
检查供料器:供料器正常安装、托盘未从支架上突出。
(2)在主菜单中选择(D1 WARM UP)机器开始暖机。
(3)按[SPACE]键开始操作,正常情况下执行4-10分钟,选择ECS键或ENTER键停止暖机。
小心:暖机时发生异常,马上停止操作,检查问题原因并解决它。
4.1.5 PCB开始生产:(1)在主菜单中选择F2键,再选择相应的产品程序。
(2)操作员根据各机种《SMT站料表》上料。
(3)选择菜单1/OPERATLON/M,1/RUNNING,A2 AUTO RUNNLNG LRNNGA开始生产。
4.1.6 障碍排除生产中遇到障碍时,红色指示灯亮,并有报警声。
排除障碍时,按下机器上方红色紧急停止键,打开安全门,处理完成后,旋开紧急停止键,关闭安全门,按[REPDY]恢复生产。
雅马哈贴片机_修机_调机的经验之谈1

雅马哈贴片机_修机_调机的经验之谈1SMT设备维修实例随着电子工业的飞速发展,SMT设备正得到越来越广泛的应用,但这些设备在使用过程中不可避免地会出现这样或那样的问题。
一般情况下使用厂家是与设备供应商联系维修,但往往会因为路途等原因耽误相当长时间而影响生产,而且设备维修花费、维修人员的旅途费等也将是一笔不小的开支。
因此,对于SMT 工程技术人员来说,掌握一定的维修技术,就可以避免上述情况的出现。
在维修过程中,我们应找出设备故障产生的根本原因,这样我们在排除故障时才能做到有的放矢。
笔者将结合自己的几次维修典型事例,介绍SMT设备故障分析及排除方法,以供同行参考。
故障分析及排除故障一:托盘(TRAY)元件供料平台位置的调整工作过程:我们使用的高精度贴片机为松下MPA—G3,其托盘元件供料器与机器主体连为一体。
贴装托盘元件(如QFP)时,有一个专用吸头(TRAY HEAD)将元件从托盘中吸出并放在一个供料平台上,然后供料平台移到贴片头所在位置以供贴装头吸取贴装。
故障的产生及分析:我们发现贴装头(MOUNT HEAD)吸取元件时存在一定的偏差,吸嘴很难吸取到元件的正中心上,从而会对贴装造成一定的影响。
但若将机器工作方式改为直接取料,即MOUNT HEAD不通过供料平台而直接从托盘上吸取元件时,就不存在这种情况。
由此我们分析MOUNT HEAD与TRAY HEAD在供料台上吸取放置元件的位置不在一个轴上,从而造成吸取误差。
故障的排除:MOUNT HEAD与TRAY HEAD在供料平台上的吸取放置元件的位置可由机器参数(MA CHINE DATA)来设定,我们以MOUNT HEAD在供料平台上吸取元件的位置为参考点,将TRAY HEAD 在供料平台上放置元件的位置调整到与参考点位置重合即可。
在以后的生产过程中,就再未出现过托盘元件吸取不正的问题。
笔者利用这种方法也曾解决了另外一家单位设备中存在的相类似的问题。
YAMAHA贴片机操作保养规程

1.目的确保YAMAHA贴片机正常工作,延长机器寿命,保证操作人员的人身安全。
2.范围本公司所有YAMAHA贴片机。
3.职责工程部:负责设备维修和监督YAMAHA贴片机的保养情况。
生产部:负责YAMAHA贴片机的操作和保养。
4.定义无5.内容操作前准备:5.1.1检查电源供给是否为指定额定电压3相380V。
5.5.2检查气压是否在~之间。
5.1.3检查紧急开关(Emergency Stop)是否解除。
5.1.4检查Feeder是否装好。
5.1.5检查各轴及平台是否有杂物。
5.1.6检查吸嘴是否良好安装在工作头上。
开机:5.2.1打开总电源开关,打开总气压开关。
5.2.2打开机身主电源开关。
5.2.3机器进入主菜单后,按"Reaady"键,把"EMERGENCY STOP"解除。
5.2.4选择<1/1/RUNNING>后,然后按(ENTER)键。
5.2.5选择<1/1/D2INIT SERVO ORIGIN>然后按<ENTER>键,执行各轴回归原点。
5.2.6选择<1/1/D1 WARM UP>按<ENER>键,执行暖机,十分钟左右,若停机时间不超过2小时,这项可不执行。
5.2.7按任何键退出暖机工作。
生产:5.3.1选择<1/1/RUNNING>然后按<ENTERF>键,进入运行菜单。
5.3.2选择<D3SWITCH PCB>然后按<ENTER>键,进入PCB程序菜单,所光标移至所需生产的PCB文件名,按<ENTER>键,把需要生产PCB程序调出来。
5.3.3选择<1/1D4 RUNING UTILITY>然后按<ETER>键,进行PCB固定安装。
5.3.4选择<1/1A2AUTO RUNNING>然后按<ENTER>键,开始生产。
雅马哈YAMAHA贴片机作业指导书
从左往右依次
是开始建、停止键、清除键 取料器
基板进料口
基板出
料口
屏幕显示器
机台
电源
电压200V
稳压器电源开关
,然后打开紧急停止按钮,按下ACTIVE(鼠标锁止键)和READY(开机键),最后按下START(开始键)(注:确认气压在0.5-0.65Mpa)
清除键取料器基板进料口基板出料口屏幕显示器机台电源电压200v稳压器电源开关
雅马哈YAMAHA贴片机作业指导书
1、准备工作
1.1作业前需进行机ຫໍສະໝຸດ 点检并记录表单中,点检项目如下: 运动导轨。
2、操作说明:
2.1贴片机整机简介
2.2贴片机开机
(确认电压在200V ) 机台气压 紧急停止
从左往右依次
是鼠标锁定键、
YAMAHA中文报错信息及排错方法

L001:CODE ERROR,请咨询您的经销商进一步的信息。
原因:致命错误发生在伺服电路板。
L002:INTERNAL ERROR请咨询您的经销商进一步的信息。
原因:致命错误发生在伺服电路板。
L003:FEEDBACK ERR 0伺服电机伺服板没有响应的命令。
原因:在电机轴的机械锁定。
失败电机编码器连接电缆。
失败电机功率连接电缆。
伺服电机是有缺陷的的。
伺服电路板或驱动板是有缺陷的的。
在短的供电能力。
对策:检查电机轴机械摩擦。
检查电机编码器和电机电力电缆。
更换电机,电缆,伺服电路板,或驱动板。
检查电源电压和容量。
L004:FEEDBACK ERR 1反馈错误1无法正确接收信号的编码器。
原因:编码器电缆接线不正确或断开。
伺服电机是有缺陷的的。
伺服板是有缺陷的的。
对策:正确的编码器电缆线。
更换电机,编码器电缆,或伺服板。
L005:OVER LOAD已检测到伺服电机过载太多的负载。
原因:机械动作不顺畅。
电磁突破是有缺陷的。
对策:检查电机负荷。
检查电磁突破。
L006:Tr.OVER CURRENT驱动板的电流电源模块检测到的电流过大等原因:电机电缆的接线不正确。
电源模块中的驱动板是有缺陷的。
电机或伺服板是有缺陷的的。
对策:正确的编码器电缆线。
更换电机,伺服板,驱动板。
L007:OVER CURRENT过电流伺服电机的电流超过限制。
原因:在电机轴的机械锁定。
失败电机编码器连接电缆。
失败电机功率连接电缆。
伺服电机是有缺陷的的。
伺服电路板或驱动板是有缺陷的的。
在短的供电能力。
对策:检查电机轴的机械摩擦。
检查电机编码器和电机电力电缆。
更换电机,电缆,伺服电路板,或驱动板。
检查电源电压和容量。
L008:MOTOR OVER HEAT电机过热,请咨询您的经销商进一步的信息。
原因:发生致命错误,在伺服电路板。
L009:Tr. OVER HEAT过热,请咨询您的经销商进一步的信息。
原因:发生致命错误,在伺服电路板。
L010:WATCHDOG ERR 0,请咨询您的经销商进一步的信息。
YAMAHA贴片机_YS12-YG12M_保养手册
xxiv
xxv
1-1
1-1 1-1
2. 维修作业前的准备
2.1 消耗品和更换零部件 ( 故障时 ) 2.1.1 消耗品 2.1.2 更换零部件 ( 故障时 ) 2.2 维修工具 2.2.1 清洁工具 2.2.2 加油工具·润滑油 2.3 必备工具
第 2 章 日常点检项目
作业前
1. 吸嘴状态的检查
知
‧ 除警告标贴外,只使用英文。
n 要点 警告标贴有两种形式,一种是只有象形图,一种是除了象形图还附有警告文。附有警告文时,除了有英文标示,还有中文、日文、ห้องสมุดไป่ตู้韩文标示的情况。
A2 有关 EMC 的内容
‧ 电磁波抗干扰(Immunity) 满足 EN61000-6-2 标准的测试基准。
‧ 电磁波放射 满足 EN55011 标准 ISM 机器分类 :Group 1、Class A 的测试基准。
基板下侧 4.2 〜 39.2mm 1.0 〜 31.0mm
上侧出入口板
基板传送面 下侧出入口板
55004-L5-00 备注 以基板传送面为基准 以基板传送面为基准
2. 关于安全标记
为了防止操作人员和其他工作人员发生安全事故,防止机器发生故障或受到损伤,必须采取相应的安全措施,
防患于未然。以下具体说明必须严格遵守的安全注意事项,以不同标记分别说明无视安全而产生的危害和损伤。
1.1 通过软件系统检查 1.2 通过目测检查
2. 送料器架的清洁
3. 相机透明罩的清洁
第 3 章 定期点检项目
1. 每周
1.1 吸嘴的点检和清洁 1.1.1 回弹部的点检和清洁 1.1.2 确认弹簧片 1.2 确认传送装置传感器的状态·动作 1.3 确认基板固定夹的状态·动作 1.3.1 基板固定夹状态的确认 1.3.2 基板固定夹动作的确认
雅马哈贴片机 修机 调机的经验之谈

SMT设备维修实例随着电子工业的飞速发展,SMT设备正得到越来越广泛的应用,但这些设备在使用过程中不可避免地会出现这样或那样的问题。
一般情况下使用厂家是与设备供应商联系维修,但往往会因为路途等原因耽误相当长时间而影响生产,而且设备维修花费、维修人员的旅途费等也将是一笔不小的开支。
因此,对于SMT 工程技术人员来说,掌握一定的维修技术,就可以避免上述情况的出现。
在维修过程中,我们应找出设备故障产生的根本原因,这样我们在排除故障时才能做到有的放矢。
笔者将结合自己的几次维修典型事例,介绍SMT设备故障分析及排除方法,以供同行参考。
故障分析及排除故障一:托盘(TRAY)元件供料平台位置的调整工作过程:我们使用的高精度贴片机为松下MPA—G3,其托盘元件供料器与机器主体连为一体。
贴装托盘元件(如QFP)时,有一个专用吸头(TRAY HEAD)将元件从托盘中吸出并放在一个供料平台上,然后供料平台移到贴片头所在位置以供贴装头吸取贴装。
故障的产生及分析:我们发现贴装头(MOUNT HEAD)吸取元件时存在一定的偏差,吸嘴很难吸取到元件的正中心上,从而会对贴装造成一定的影响。
但若将机器工作方式改为直接取料,即MOUNT HEAD不通过供料平台而直接从托盘上吸取元件时,就不存在这种情况。
由此我们分析MOUNT HEAD与TRAY HEAD在供料台上吸取放置元件的位置不在一个轴上,从而造成吸取误差。
故障的排除:MOUNT HEAD与TRAY HEAD在供料平台上的吸取放置元件的位置可由机器参数(MA CHINE DATA)来设定,我们以MOUNT HEAD在供料平台上吸取元件的位置为参考点,将TRAY HEAD 在供料平台上放置元件的位置调整到与参考点位置重合即可。
在以后的生产过程中,就再未出现过托盘元件吸取不正的问题。
笔者利用这种方法也曾解决了另外一家单位设备中存在的相类似的问题。
故障二:部品贴装偏差大故障的产生:笔者曾使用过YAMAHA公司的中速贴片机YV1OO,该型机器以贴装片状元件为主。
YAMAHA贴片机_YS12-YG12M_保养手册
基板下侧 4.2 〜 39.2mm 1.0 〜 31.0mm
上侧出入口板
基板传送面 下侧出入口板
55004-L5-00 备注 以基板传送面为基准 以基板传送面为基准
2. 关于安全标记
为了防止操作人员和其他工作人员发生安全事故,防止机器发生故障或受到损伤,必须采取相应的安全措施,
防患于未然。以下具体说明必须严格遵守的安全注意事项,以不同标记分别说明无视安全而产生的危害和损伤。
A-1 A-2
Safety instructions
安全须知 w 使用本公司产品前,务必阅读本安全须知。
目录
.1.1 安全的定义 1.1.2 事故、受伤的原因 1.2 防护工具的使用 1.3 使用机器时 1.3.1 操作人员和维修人员的定义 1.3.2 密码限制 1.4 机器操作上的注意事项 1.5 停电时的注意事项 1.6 强磁场的注意事项 1.7 内置式切带机 (YS12) 的使用 1.8 手进入可动部时的安全防范措施 (YS12)
附录
1. 规格
1.1 气压调节部 1.2 电源连接部
3-19 3-19 3-22 3-23 3-24 3-25
3-27
3-27 3-28 3-29 3-30 3-31 3-32 3-34
4-1 4-2 4-3
4-3 4-4 4-5
4-6 4-7 4-9
4-9 4-10 4-10 4-11 4-11
A-1
ii
1.3 使用机器时
1.3.1 操作人员和维修人员的定义
安
c 注意 本机器必须由充分掌握了机器的基本特征和相关知识的操作人员或维修人员使用。
全
须
操作人员的定义 :
知
操作人员指接受过本公司举办的操作培训课程或熟知使用说明书内容,并受过充分操作训练和安全教育的人员。
YAMAHA常见报警

元件识别错误 及时通知技术员 生产数量已达 设定的要生产的数量已经达到,如果 到 想继续生产将数量设为0或更多 部品引脚宽度 通知技术员处理 错误 确认物料是否正确并通知技术员做相 元件尺寸错误 应的确认处理 相机系统输出 通知技术员做相应的处理 超时错误 中途继续提示 按照正确的操作进行,不知道的情况 信息 下通知技术员进行指导操作 预点胶识别错 通知技术员,重新识别预点胶 误 预点胶少胶 及时通知技术员进行处理
确认机板在轨道上面的位置,及时通知相关 人员处理,如果处理不当,机板会报废或打 断吸嘴及撞头
6
PCB/BOARD TRANSFER ERROR
7 8 9 10 11 12 13 14 15
MARK DETECTION ERROR LEAD NUMBER ERROR LEAD PITCH ERROR BRING BACK COMPONENT ERROR CAN NOT EXECUTE ERROR NOZZLE CHANGE SETTING ERROR WARNING!BOARD DATA MOUNT POSETION QUICK STOP ACTIVE:"AIR PRESSURE" COMPONENT DETECTION ERROR
16 DEFINED PRODUCTION AMOUNT OF PCBS IS REACHED 17 18 19 20 21 22 LEAD WIDTH ERROR COMPONENT SIZE ERROR VISION SYSTEM TIMEOUT ERROR HALFWAY CONTINUE DOT RECOGNITIONห้องสมุดไป่ตู้ERROR NO DEFINED DOT WAS FOUND
YAMAHA常见报警 YAMAHA常见报警
YAMAHA贴片机L212 CPU8344 RETRY修机手记
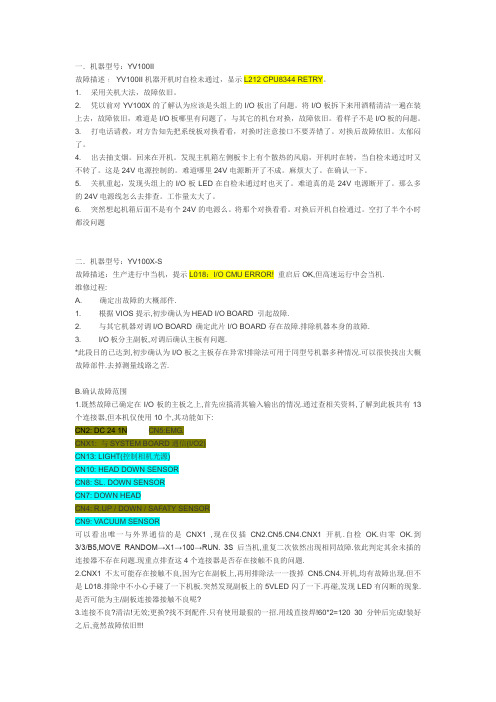
一.机器型号:YV100II故障描述﹕YV100II机器开机时自检未通过,显示L212 CPU8344 RETRY。
1. 采用关机大法,故障依旧。
2. 凭以前对YV100X的了解认为应该是头组上的I/O板出了问题。
将I/O板拆下来用酒精清洁一遍在装上去,故障依旧,难道是I/O板哪里有问题了,与其它的机台对换,故障依旧。
看样子不是I/O板的问题。
3. 打电话请教,对方告知先把系统板对换看看,对换时注意接口不要弄错了。
对换后故障依旧。
太郁闷了。
4. 出去抽支烟。
回来在开机。
发现主机箱左侧板卡上有个散热的风扇,开机时在转,当自检未通过时又不转了。
这是24V电源控制的。
难道哪里24V电源断开了不成。
麻烦大了。
在确认一下。
5. 关机重起,发现头组上的I/O板LED在自检未通过时也灭了。
难道真的是24V电源断开了。
那么多的24V电源线怎么去排查。
工作量太大了。
6. 突然想起机箱后面不是有个24V的电源么。
将那个对换看看。
对换后开机自检通过。
空打了半个小时都没问题二.机器型号:YV100X-S故障描述:生产进行中当机,提示L018:I/O CMU ERROR! 重启后OK,但高速运行中会当机.维修过程:A. 确定出故障的大概部件.1. 根据VIOS提示,初步确认为HEAD I/O BOARD 引起故障.2. 与其它机器对调I/O BOARD 确定此片I/O BOARD存在故障.排除机器本身的故障.3. I/O板分主副板,对调后确认主板有问题.*此段目的已达到,初步确认为I/O板之主板存在异常!排除法可用于同型号机器多种情况.可以很快找出大概故障部件.去掉测量线路之苦.B.确认故障范围1.既然故障已确定在I/O板的主板之上,首先应搞清其输入输出的情况.通过查相关资料,了解到此板共有13个连接器,但本机仅使用10个,其功能如下:CN2: DC 24 1N CN5:EMG.CNX1: 与SYSTEM BOARD通信(I/O2)CN13: LIGHT(控制相机光源)CN10: HEAD DOWN SENSORCN8: SL. DOWN SENSORCN7: DOWN HEADCN4: R.UP / DOWN / SAFA TY SENSORCN9: VACUUM SENSOR可以看出唯一与外界通信的是CNX1 ,现在仅插X1开机.自检OK.归零OK.到3/3/B5,MOVE RANDOM→X1→100→RUN. 3S后当机,重复二次依然出现相同故障.依此判定其余未插的连接器不存在问题.现重点排查这4个连接器是否存在接触不良的问题.X1不太可能存在接触不良,因为它在副板上,再用排除法一一拨掉4.开机,均有故障出现.但不是L018.排除中不小心手碰了一下机板.突然发现副板上的5VLED闪了一下.再碰,发现LED有闪断的现象.是否可能为主/副板连接器接触不良呢?3.连接不良?清洁!无效;更换?找不到配件.只有使用最狠的一招.用线直接焊!60*2=120 30分钟后完成!装好之后,竟然故障依旧!!!4.排除此连接器的问题,还原连接器!5.在第2步排除掉5,唯独没排除CN2. CN2怎么排除?焊上去啰!在操作时由于晕了头未关电就顺手拨下CN2了,不经意发现屏幕显示L018 !!!莫非电源部分有问题.7.联想到碰.高速会当机,会不会是由于在剧烈情况下电源部份的元件的瞬间接触不良而产生的呢?8.当I/O板正常时,D23常亮D22启动前慢闪,启动OK后快闪.LED2常亮.9.取下机板分析.此板电源部份组件不多,将组件焊点加锡一遍后故障依旧.测量元件.经对比后也没发现有什么问题.10.转到正面,取下X1 (小心,此东东比较难拆). 发现在它的掩盖之后还有一个二极管.太小,本人近视,用放大镜观察,终于发现传说中的假焊.此发现纯属巧合,鬼子的东西也有假焊??加锡焊接先!11.装机,开机,祈祷,启动OK!归零OK!! 3/3/B5 正常.运行10分钟OK!12.初出判定故障排除!C .总结1.解决此问题还有一个办法.就是换I/O 板!2.充分运用排除法,操作中胆大心细!3.具体操作中要一步步做好相关记录三.机型YG100xg 轨道不能自动调整1. 轨道不动2.马达略微异响2. 检查开始1.手动转动轨道马达皮带调整宽度发现a.轨道喇叭口b.拉动皮带过程有异响3. c.丝杆轴承上的固定螺丝松动少两个2.检查轨道马达a.带动皮带的轴承螺丝松动b.皮带有略微磨损无多大影响处理经过1.紧固轨道马达皮带,查看原点百分比有没有跑掉。
YAMAHA贴片机操作界面英文单词

YAMAHA贴片机操作界面英文单词1. 控制面板按键active 激活ready 准备(准备好)reset 复位start 开始加工(自动加工)stop 停止(停止加工)error clear 清除错误(消错)emergency 紧急制动键2. 操作界面①setup 安装(文件、数据处理)board 打开(程序)create 新建(程序)board name 程序名称(电路板名称)board counter 电路板计数器total 总数produced 已生产(电路板)数board size 电路板尺寸condition 状态、状况speed (机器运行)速度feeder plate priority 供料器平台优先级front fdr priority 前面供料器优先rear fdr priority 后面供料器优先tray magazine priority 托盘仓位优先级utility 公共部分(公用、实用)origin 原点(回原点)warm up 热身warm up type 热身类型warm-up time 热身时间stop after time over 时间到后停止progress status 进程状态expired time 已用时间start 开始stop 停止close 关闭cycle stop 周期停止(完成一个周期后停止)halfway continue 中断继续(生产过程中出现意外停止后,继续完成生产任务) feeder bulk 散料供料器required parts 所需元件类型required nozzles 所需吸嘴check nozzles 检查吸嘴step 步进History 历史记录Software Setting 软件设定SW Version 程序类型转换Board Explorer 程序浏览器(程序编辑、删除、复制等操作) Database (元件、标志点)数据库(数据库的备份、恢复)System Backup 系统备份(系统参数的备份、恢复)②Board 电路板⑪Board 电路板(基本属性)Board Size Height 电路板尺寸高度Board Comment 电路板描述(注释)Board Fix Device 电路板固定方式(固定设备、装置)Locate Pin 顶针固定Edge Clamp 边夹固定Pin+PushUP 顶针+升底板固定Alignment 排列、定位UseAlign 使用排列、使用定位IgnoreErr 忽略错误Vacuum Check 真空检测、真空检查Check 检测、检查NoCheck 不检测、检查⑫Offset 原点Board Origin 电路板原点Block Offset 块原点Row Edit 行编辑(复制、粘贴、删除等操作)Teach 学习(记录坐标信息)⑬Fiducial 基准点Local 本地基准点⑭Mount 贴装(元器件)Edit 编辑Execute 执行Skip 跳过、不执行Pattern Name 图案名称R 角度P.No 元件类型序号Part Name 元件类型名称Head 吸嘴头(指定使用那个吸嘴吸取、贴装) ⑮Badmark 坏点Teach 学习Set Point 设定(标记)点Clear Point 清除(标记)点Teach 学习(记录坐标)Trace 跟踪Trace Previous 跟踪前一数据Trace Next 跟踪下一数据③Parts 元器件Basic 基本属性Pick 拾取、取料、抓料Mount 贴装Vision 视图、图像Shape 形状Tray 托盘Option 选项④Mark 标记点Mark Type 标记点类型Basic 基本属性Shape 形状Vision 视图、图像⑤Unit 机械部件、组件Conveyor 传送带Width 导轨宽度Left 向左传送Right 向右传送Exit Stopper 出口挡板Main Stopper 主挡板Entrance Stopper 入口挡板Push Up 升底板Locate Pin 升顶针Push In 后顶Edge Clamp 边夹Head 吸嘴头Feeder 供料器I/O 输入/输出接口⑥Operator 操作者、用户登陆⑦Save 保存⑧Optimizer 优化器⑨Machine 机器参数⑩Off 关机。
贴片机常见故障解答

C/M线常见故障原因及处理方法1.GL541报警:Machine not ready?或者报警Encode Alarm?答:发生此类报警的时候第一时间需要检查Z1、Z2、Z3三个头上方的传感器是不是正常的,传感器亮或者灭都不能代表传感器正常,此时需要在IO里查看传感器是否有信号输出,方法就是进入IO找到Z1 AXIS ZERO,如果该传感器亮灭的时候,IO里的信号相应的在”O”和”X”之间变化,则表示此传感器是正常的,否则可以肯定传感器不正常,此时检查该传感器的黑色线是否断了。
当传感器正常的时候,要检查是哪个头发生了故障,方法就是检查哪个驱动器报警了,电箱中从左至右依次为Z1、Z2、Z3、Q,找出亮红灯的驱动器,一般情况下都是马达的电源线断或者接触不良,12M1、12M1ENCODE、12M2、12M2ENCODE、12M3、12M3ENCODE、11M1、11M1ENCODE分别代表Z1马达电源线、Z1马达信号线、Z2马达电源线、Z2马达信号线、Z3马达电源线、Z3马达信号线、Q马达电源线、Q马达信号线,不要检查其他地方,传感器、马达电源线、马达信号线,可以肯定是这三者之一出了问题。
2.GL541报警HEATER ALARM?答:加热报警。
a.检查温度调节器上的温度显示是否正常,如果低于36度并且升不上来,则可能是加热线断了,此时需要关闭电源接线。
还可能是后面的加热模块上的按钮异常,此时要将此按钮按下去。
b.如果温度调节器上没有显示温度,则表示电箱中控制加热部分的空气开关跳闸了,跳闸的原因是短路或者接触不良,关闭电源检查加热部分的线后将空气开关推上去再开电。
c.如果温度调节器上显示乱码,则可以肯定是测温线断开了,接好就可以了。
3.JVK生产时脚长?答:一般要先检查基板定位是否合理,再检查坐标是否正确,有必要时重新修正坐标(照孔),如果全部是一边的脚长,就考虑偏移值的问题;JVK的INTERFERENCE DATA CHECK SETTING的含义如果0度的跨接线左边脚长,则可以把0度的X值输一个正值,右边脚长则输一个负值;如果90度的跨接线上面脚长,则可以把90度的Y输一个负值,下面脚长输一个正值;可以想一下,为什么这样选择输正和输负?如果0度的跨接线左边弯脚角度太大,则可以把0度的X值输一个正值,右边角度太大则输一个负值;如果90度的跨接线上面角度太大,则把90度的Y输入一个负值,下面角度太大就输入一个正值,同样,结合这个值的含义分析一下选择正或者负的原因。
yamaha windows 贴片机常见报警及解决方法

yamaha windows 贴片机常见报警及解决方法1、PCB传输故障:①E0070:PCB TRANSFER ERRORUnexpected PCB is on the ConveyorPCB传输故障,额外的PCB在运输轨上意义:在运输轨上的PCB,数量超过额定的数量。
②E0071:The PCB detected before transfer is not detected after transfer. Maybe there is the PCB on the edge of the moving conveyor . Set the PCB to its normal Position Manually.传输前检测的PCB在传输后检测不到,可能在移动运输轨的边缘有PCB,用手将PCB放置在其正常的位置。
意义:载入开始检测的PCB在载入后不能确认,卸出前确认的PCB在出口处检测不到,或载入卸出前不能确认的PCB 在载入卸出后被检测到。
③E0072:Machine in Unable to start running because the conveyor width is not ready . The conveyor width will be changed first . Misaligment of PUSH-UP PINS or PCB onconveyor may danage machine .Assure Safety and push the [ENTER] key.意义:因未准备运输轨宽度机器不能开始运行,运输轨宽度将先被改变,在运输轨上的PCB 或上推顶针的失调可能损坏机器,确保安全并按[ENTER]键。
④E0073:PCB is detected on the edge of the moving conveyor. Set the PCB to its normal Position mannally.在移动运输轨边上检测到PCB,将PCB手动放置在正常位置。
贴片机常见错误代码

贴片机常见错误代码Emergency stop SW pccurred.元件废弃异常。
Failed in the Lar recog angle error.激光识别角度发生异常。
R1-Head failed to relea component.在R1-Head中,带回了贴片元件。
The gotten nozzle width does not meet that of le.测定的吸嘴宽度与设置的吸嘴宽度不一致。
Feeder Flow Seneor detected.E051001E109132开倒车在线翻译英译汉E109134The part abandonment is abnormal.Error was detected in checking if any nozzles attached.E242508E249001E291004Axis movement error (Z axis driver error)轴浮动错误。
(Z轴驱动错误)The origin point return is non-completion,plea operate again after compe E109220橙子的英文检查吸嘴安装,发生错误。
Return to home not yet been completed.没有执行返回原点。
Failde to originate,becau of Feeder-Floating.Plea retry.因传送带浮动,返回原点失败,请再次执行。
Failde t北方民族大学怎么样o detect the home of Theta-axis,plea retry origination.因为查出θ轴原点错误,返回原点失败,请再次执行。
E500302E500602E501999E509606E301028E301012merrychristmas是什么意思中文E301015E541502E610026藏语翻译E610200E611030E509701E520231E520238E541132E615065E616049发生紧急停止。
yamaha windows 贴片机常见报警及解决方法

yamaha windows 贴片机常见报警及解决方法1、PCB传输故障:①E0070:PCB TRANSFER ERRORUnexpected PCB is on the ConveyorPCB传输故障,额外的PCB在运输轨上意义:在运输轨上的PCB,数量超过额定的数量。
②E0071:The PCB detected before transfer is not detected after transfer. Maybe there is the PCB on the edge of the moving conveyor . Set the PCB to its normal Position Manually.传输前检测的PCB在传输后检测不到,可能在移动运输轨的边缘有PCB,用手将PCB放置在其正常的位置。
意义:载入开始检测的PCB在载入后不能确认,卸出前确认的PCB在出口处检测不到,或载入卸出前不能确认的PCB 在载入卸出后被检测到。
③E0072:Machine in Unable to start running because the conveyor width is not ready . Theconveyor width will be changed first . Misaligment of PUSH-UP PINS or PCB onconveyor may danage machine .Assure Safety and push the [ENTER] key.意义:因未准备运输轨宽度机器不能开始运行,运输轨宽度将先被改变,在运输轨上的PCB或上推顶针的失调可能损坏机器,确保安全并按[ENTER]键。
④E0073:PCB is detected on the edge of the moving conveyor. Set the PCB to its normal Position mannally.在移动运输轨边上检测到PCB,将PCB手动放置在正常位置。
雅马哈多功能贴片机点检表
检查平台上有否片件或遗留物体
独立视觉镜头
检查镜头有否污物或零件掉到镜头上,必要时清洁
背照光源
检查是否位于右边
工程技术员签名
设备人员签名
备注: 正常(√) 异常(×)
XX有限公司
设备点检表
设备编号:年月份
设备名称
雅马哈多功能贴片机
使用单位
SMT课
核准
审查
制作
检查项目
检查内容
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
23
24
25
26
27
28
29
30
31
气源
检查位于机器后面右边的气压表,黑指针是否在0.5~0.6Mpa
电源
检查位于后面左边的电源盒是否接上规定电源
异常停止
检查是否解除
安全盖
检查是否关闭
供料器
检查是否牢固地装在平台上并未翘起,无遗留物
运输轨
检查是否无遗留物,检查上推顶针等部件在运输带下被垫起
吸嘴
检查吸嘴有无磨损或损坏,吸嘴上有无锡膏或其他杂物
工作头
吸嘴正常装置
弹片
检查弹片有否正确安装,如果疲劳(弹性不够)则更换
激光部件
窗口有否灰尘或碎屑,必要时用蘸酒清的软布清洁
雅马哈YAMAHA贴片机,贴装程序编程教材

5.BADMARK
BADMARK”等参数的设定和调试。
几种常用Bad Mark概念: Board Bad Mark: 定义用于判断整块PCB是否贴装的Bad Mark;Block Bad Mark:定义用 于判断某一拼板是否贴装元件的Bad Mark;Local Fid.:在整板程序中 用于判断某一个元件是否贴装的Bad Mark Edit: 点击该按钮可以选择是否使用以上所述各种Bad Mark。 * 上图中表格里的X、Y、值分别表示定义的各个的坐标。 Mark: 该列数字表示前面X、Y坐标定义的Bad Mark在“Mark”参数中对应的行号。
YAMAHA程序组成培训教材 程序组成培训教材
1
P1
目
录
主 界 面介绍 一个程式主要由如下几项构成: 一个程式主要由如下几项构成 1. Board (基板)参数 2. MOUNT (贴装)参数 3. OFFSET (拼板)参数 4. FIDUCIAL MARK (光学点参考点)参数 5. BADMARK (光学坏点)参数 6. Part (元件)参数 7. Optimizer (程序的转换及优化)
board基板参数mount贴装参数offset拼板参数fiducialmark光学点参考点参数badmark光学坏点参数part元件参数optimizer程序的转换及优化setup生产计划origin原点board基板warmupmonitor监控器cyclestop贴装周期停止parts元件conveyoutstop轨道上传出后停止mis生产记录halfwaycontinue中途运行mark标记setupmove生产移动unitlog历史记录history生产记录unit装置softwaresetting软件设置operator操作者swversion软件版本save保存requiredparts必需的元件editor编辑step分步运行optimizer优化boardexplorer基板资源管理器utilities调整requirednozzles需要的吸嘴machine机器设置database数据库help帮助systembackup系统备份off关机create新建speed速度编程11pcbdata程式的创建111pcb名称输入112pcb板参数输入boardsizex
贴片机报警原因分析

贴片机报警原因分析报警信息:left chip pickup miss error(51)中文翻译:左边芯片拾起丢失错误(LED芯片没有被吸起来)原因分析:A,顶针中心位置与芯片中心位置不匹配B,顶针高度不合适C,升顶针动作被禁止D,吸嘴损坏E,吸嘴中心位置与芯片中心位置不匹配F,吸嘴与芯片相对高度不合适G,芯片PR设置不合适G,其他未知原因报警信息:left collet hole miss error(52)中文翻译:左边吸嘴孔眼丢失错误(LED没有被贴上框架)原因分析:A,吸嘴损坏或堵塞B,芯片在框架上的贴片位置不准确C,吸嘴与框架相对高度不合适D,传感器中心位置不准确E,传感器高度不合适F,其他未知原因报警信息:left mount vision -epoxy volume check error(150)中文翻译:左边框架图像-银浆体积检查错误(框架上没点银浆或银浆大小位置不准确)原因分析:A,出现左边轨道堵塞报警时,有时会出现不点银浆的情况B,银浆轮盘内银浆量太少,使所点银浆体积太小C,框架变形D,定位针位置变动E,框架定位孔位置变动F,点浆针异常G,其他未知原因报警信息:left mount vision search error(138)中文翻译:左边框架图像识别错误(当前框架图像与样本框架图像不匹配)原因分析:A,框架变形B,框架变色C,摄像机灯光亮度不合适D,定位针位置变动E,框架定位孔位置变动F,轨道底板生锈磨损G,其他未知原因报警信息:loader vacuum error(21)中文翻译:装载真空错误(框架没被吸起来)原因分析:A,放置框架的位置不合适B,放置框架的高度不合适C,框架变形或粘接D,框架用完E,框架吸嘴的位置不合适F,框架吸嘴的高度不合适G,框架吸嘴的真空吸力不够H,其他未知原因报警信息:right feeding pin overload(X145,X146)(163)中文翻译:右边传送针过载(右边框架卡料)原因分析:A,框架变形B,框架定位孔孔径或孔距偏差C,轨道定位针位置变动D,过桥推进距离变动(过桥定位螺杆位置变动)--0号位卡料E,其他未知原因报警信息:right mount vision search error (247)中文翻译:右边框架图像识别错误(当前框架图像与样本框架图像不匹配)原因分析:A,框架变形B,框架变色C,摄像机灯光亮度不合适D,定位针位置变动E,框架定位孔位置变动F,轨道底板生锈磨损G,其他未知原因报警信息:right mount vision work time over (246)中文翻译:右边框架图像识别工作时间超出(当前框架图像与样本框架图像不匹配)原因分析:A,框架变形B,框架变色C,摄像机灯光亮度不合适D,定位针位置变动E,框架定位孔位置变动F,轨道底板生锈磨损G,其他未知原因。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
yamaha windows 贴片机常见报警及解决方法1、PCB传输故障:①E0070:PCB TRANSFER ERRORUnexpected PCB is on the ConveyorPCB传输故障,额外的PCB在运输轨上意义:在运输轨上的PCB,数量超过额定的数量。
②E0071:The PCB detected before transfer is not detected after transfer. Maybe there is the PCB on the edge of the moving conveyor . Set the PCB to its normal Position Manually.传输前检测的PCB在传输后检测不到,可能在移动运输轨的边缘有PCB,用手将PCB放置在其正常的位置。
意义:载入开始检测的PCB在载入后不能确认,卸出前确认的PCB在出口处检测不到,或载入卸出前不能确认的PCB 在载入卸出后被检测到。
③E0072:Machine in Unable to start running because the conveyor width is not ready . Theconveyor width will be changed first . Misaligment of PUSH-UP PINS or PCB onconveyor may danage machine .Assure Safety and push the [ENTER] key.意义:因未准备运输轨宽度机器不能开始运行,运输轨宽度将先被改变,在运输轨上的PCB或上推顶针的失调可能损坏机器,确保安全并按[ENTER]键。
④E0073:PCB is detected on the edge of the moving conveyor. Set the PCB to its normal Position mannally.在移动运输轨边上检测到PCB,将PCB手动放置在正常位置。
意义:在移动运输轨的的连接部分,危险警告传感器检测到一块PCB。
⑤E0074:PCB FIXING ERRORPCB trans-Unit, Locate-Pin or push-up-Unit does not response to command. PCB固定故障PCB传输部件,定位针或上推部件不响应指令。
意义:在PCB传输部件上的定位针传感器或上推部件,传感器不能正确响应电磁阀的状况。
⑥E0078: When the PCB was transfered to fixed conveyor of PCB exit Side ,error happened for time over Maybe the PCB stoppered between fix conveyor and moving enveyor or the PCB stopped is fixedConveyor of PCB exit side .Set the PCB to its normal position mannally.当PCB 传送到PCB出口处边的固定运输轨时,发生超时故障,PCB 可能停在固定运输轨和移动轨之间,或PCB停在PCB出口边的固定运输轨中,用手将PCB放在正常位置。
意义:当从运输轨上卸出PCB时,PCB不能到达出口传感器。
⑦E0079: The PCB was not able to exit from fixed conveyor of PCB exit side . Maybe the PCB stopped on edge of fixed conveyor of PCB exit side. Set the PCB to its mormal position mannally.PCB不能从出口边的固定运输轨出来,PCB可能停在PCB出口边固定运输轨边上,手动将PCB放在正常位置。
意义:PCB不能载出到下一工序。
⑧E0080:Moving conveyor can’t net move, because there is the PCB on the edge of the moving conveyor . Set the PCB to its normal position mannally.移动运输轨不能移动,因为在移动运输轨边缘有PCB ,手动将PCB放于正确位置。
意义:工作台A和B之间有一块PCB ,阻碍工作台移动。
⑨E0081:Fixed conveyor of PCB entrance side stopper for time over. Check whether thePCB stops in fixed conveyor of PCB extrance side .PCB入口边的固定运输轨因超时停止,检查是否有PCB停止在入口边的固定运输轨中。
意义:一块PCB载入无问题,但不能运到准备位置的传感器处。
⑩E0082: PCBS are found both on extrance and extrance stopper, check whether more than 1PCBS are conveyed to the working position.在入口处和入口挡板上发现PCBS,检查是否多过一块PCBS运送到工作位置。
2、丢料故障E0075:DUMP STATION FULLDump station is filled with components. Please remove the components manuallyfrom the dump Station then start again.丢料站满丢料站上元件满溢,请用手从丢料站上移走元件,然后再开始。
3、元件计数停止故障:E0076:COMPONENT COUNT STOPComponent counter reached to specified number, Fill the component and run again .元件计数停止元件计数器达到规定的数目,装上元件并重新运行。
Componeht data 151 元件数据Feeder Set position 21 供料器安装位置意义:测试运行期间,测试的规定数目运行后发生故障。
4、托盘供料器故障①E0300: Tray unit error: The component is not placed correctly on the traverser station. Ifthe component is on the station, Please remove it .托盘单元故障:元件未正确放置在送料横梁的站上,如果元件留在站上,移走它。
Mount data 765 贴装数据Component data 153 元件数据Station 2 站Next tray position is for the next pick sequerice (x=6, y=3)下一托盘位置是用于下一拾取工序的(x=6, y=3?意义:托盘供料器不能将元件放置在横梁站上,如果额外的元件放在规定的横梁上,移开它。
②E0301:Tray unit error: Returned component is not placed correctly on the traverser station. Ifthe component is on the station. Please remove it托盘部件故障,退回的元件未正确放置在横梁站上,如果在横梁站上有元件,请移开它。
意义:从主机退回的元件不能正确放置在横梁站上。
③E0302:Tray unit error: Returned component is not placed correctly on the traverser station . Ifthe component is on the station,please remove it .托盘部件故障:不能从托盘上拾取元件,托盘部件不能从下面的托盘位置拾取元件。
Mount data 765 贴装数据Component data 153 元件数据Station 2 站Next tray position is for the next pick sequence (x=6, y=3)下一托盘位置是用于下一拾取工序的(x=6, y=3)。
意义:不能从托盘上拾取元件。
④E0306: Tray unit error: Failed to store the pallet . To start production again , please return thepallet to its assigned magazine .不能存放载盘,要再开始生产,请将载盘装回指定的载架上。
Mount data 765 贴装数据Component data 153 元件数据Pallet 9 载盘意义:载盘不能装到载架上。
⑤E0307: Tray unit error : Failed to pull out the pallet to start production again. Please return thepallet to its assigned magazine.不能抽出载盘,要再开始生产,请将载盘装回指定的载架上。
意义:从载架上抽出载盘时发生故障。
⑥E0308:Tray Unit error : The hook action was performed incorrect, Please check the followingitems:1) Pallet (No:9) access position 2) The hook narl , If the pallet is out of the magazine ,then:1) Make sure to push EMERGENCY STOP ON.2) Remove the pallet from the stage section.3) Return the pallet to its magazine .不能正确执行拉钩的动作,请检查下列项:1)载盘(编号9)放置位置;2)拉钩的钩子如果载盘已伸出载架,执行下列步骤:1)确使按紧急停止钮;2)从台架部件移走载盘3)将载盘装回载架。
意义:拉钩不能正确响应开或关的批示。