抽检品质记录表
监理抽检记录表
应满足两个85﹪即85﹪厚度达设计要求,最小厚度不低于85﹪。
无损探伤
见探伤报告
检测结论
质检员: 质检主管:驻厂监理:
日期:日期:日期:
钢管成品质量证明书
合格名称:证书编号:
产 品 名 称
生产许可证编号
生 产 标 准
合同编号
制 造 单 位
产品规格
材质
管件长度
(M)
管件编号
安装位置
桩 号
验收日期
日期:日期:日期:日期:
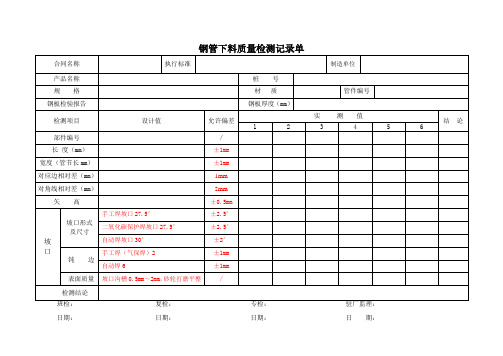
管件制造防腐表面处理质量检测记录单
合同名称
制造单位
执行标准
产品名称
规格
桩号
材 质
管件编号
序号
检测项目
规范要求或允许偏差
实测记录
1
环境状况
湿度<85﹪, 环境温度≥5℃或钢管表面温度≥露点3℃
2
管件表面处理
无焊渣、无飞溅、无油脂、无污物、无焊疤、无毛刺、无焊瘤
3
喷射用压缩空气
油水分离器处理:无油、干燥
<4
5000<D≤8000(弦长1000)
<5
5
弯管角度
≤0.5°
6
三通、四通位置偏差
±5
7
三通、四通垂直度
<5
8
加劲环与管壁的垂直度
a≤0.02H, 且≤5
9
加劲环平面与管壁的垂直度
b≤4D/1000,且≤12
10
相邻两加劲环间距
/
±30
11
圆度
/
DN≥800
≤3D/1000
DN<800
≤3D/1000,但最大8
检测结论
备注
探伤人员:评审人员:日期:
成品抽检记录表

订单号
产品编码
成品抽检记录表
产品型号
数量
抽检数 量
外观
编号:
功能Biblioteka 包装检验人/日期审核人/日期:
《成品抽检记录表》使用说明
一、使用范围:适用于成品抽检的整个过程的填写。
二、编号:各部门自行编号,建议采取以下格式:
□□-□□□□□□□
部门缩写,2位,参见《体系文件编写导则》; 年度缩写,2位,如2019年缩写为19; 月份缩写,2位,如4月份缩写为04; 序号,3位,从1开始,连续编号。 三、填写要求: 1、订单号、产品编码:抽查产品的订单号及产品编码。 2、产品型号、数量:抽检的产品型号及数量。 3、抽检数量、外观、功能、包装:检验人根据抽检实际情况如实填写。 四、原件存档及保存期规定: 原件由申请部门填写,保存期为1年。 五、归口管理部门:品质部。 六、发放范围:品质部 七、生效日期:
主要零部件检验记录表
阿尔泰机械电子科技有限公司
主要零部件抽检记录表
(立体车库)
编制:审核:批准:日期:
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录。
监理抽检记录表
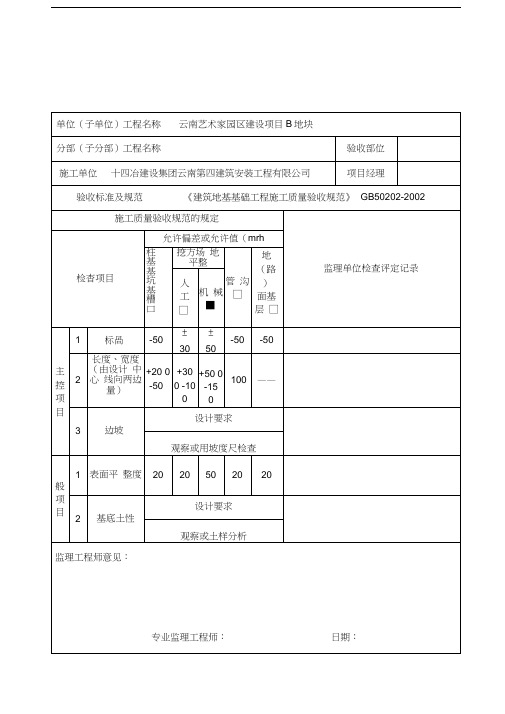
监理工程师检查记录表混凝土施工检验批
《混凝土结构工程施工质量验收规范》 GB50204-2002
专业监理工程师:
1 外观质量 第8.2.1条
2 过大尺寸偏差处理及验收
第831条
1 外观质量一般缺陷
第8.2.2条
2
轴线位置 (mm ) 基础
15
:独、立基础 10
墙、柱、梁
8
剪力墙
5
3
垂直度 (mm )
层咼
< 5m 8
> 5m
10
全高(H )
H/1000 且 w
30
4
标咼
(mm ) 层咼 ± 10
全高
± 30
5 截面尺寸
+8, -5
6
电梯井
井筒长、宽对定位中 心线(mm )
+25, 0
井筒全高(H )垂直 度(mm ) H/1000 且 w
30
7 表面平整度(mm ) 8
8 预埋设施中 心线位置 (mm ) 预埋件 10
预埋螺栓
5
预埋管 5
9 预留洞中心线位置(mm ) 15
监理单位检查评定记录 质量验收规范的规定
般 项 目
监理工程师意见:
主
控 项
目 单位(子单位)工程名称 云南艺术家园区建设项目B 地块 分部(子分部)工程名称
验收部位 施工单位十四冶建设集团云南第四建筑安装工程有限公司
项目经理
验收标准及规范 日期:。
抽检作业记录表

B级需纠正)
异常说明及处理:
重量
重量
班 别:
重量
重量
异常说明及处理:
河南省三健乐食品有限公司
品控员抽检检记录表
日期:
线别
时间
项目
不良描述
品项
有异物(A)
包装物用错;中包和小包不匹配(A)
包材破洞、开裂(A)
包装 封口开裂、漏气(A) 状况 下封留边>1.5cm 或<0.5cm(B)
两边留边>1cm或<0.5cm(B)
边封、底封皱褶,收缩变形 (B)
包膜易撕口一端或两端易撕性差(B)
纸箱用错、数量短缺、空袋(A )
封箱 状况
开胶、少胶点(B) 明显变形,封舌外露(B) 侧封露面(B)
打印
开胶、侧封、顶封错位达5mm以上(B) 1.无打印、打印错误、残缺及辨识困难
(A) 2.外箱/内膜打印不一致(A) 3.同一包装物上有2个或以上的不同批号
(A) 1.不清晰、压主图案 (B)
2.两个或两个以上同批号打印 (B)
3.打印位置不符合包装物标识的位置 (B)
夹生、焦糊、油哈味(A)
产品 状况
有异物、脏污 (A) 产品不平整(B) 拌料不均或破损不完整(B)
长度不符合产品标准(B)
产品 单件重量低于标识净含量(A) 重量 整箱均重低于标准含量(A)
合计不A级良点数 NhomakorabeaB级
结果判定(出现A级、3个B级记不合格,出现1个和2个
抽检记录表

日 期
产品名称生产日期
抽样数量代表数量日期情况包装破坏性实验
包装状况筛上物状况气味编号班长签字抽检员签字合格 不合格
合格 不合格
合格 不合格
合格 不合格
合格 不合格
合格 不合格
合格 不合格
合格 不合格
合格 不合格
合格 不合格
合格 不合格
合格 不合格
合格 不合格
合格 不合格
合格 不合格
合格 不合格
合格 不合格
合格 不合格
合格 不合格
合格 不合格
合格 不合格
合格 不合格
合格 不合格
合格 不合格
合格 不合格
合格 不合格
合格 不合格
合格 不合格
合格 不合格
合格 不合格
合格 不合格
合格 不合格
合格 不合格成品抽检员工作记录表。
包装材料抽检记录表

产品名称
生产日期
生产批号
顾客名称
检验日期
检验人
抽样方案
采用GB2828.1-2012正常检查一次抽样计划
产品重量
检验水平
一般水平Ⅱ级抽样
AQL值
6.5%
样品代号
样品大小
Ac合格判定数
Re不合格判定数
检测严宽程度
检测标准:①外观:无色透明 ②容斜度不超0.3cm
⑤纸箱:无破损、字体标识无倒立 ⑥打包带:每箱两根、整齐
⑦合格证:箱内必须有合格证 ⑧泄漏:随机抽取10瓶、无泄漏
(合格打√,不合格打×)
检测结果
序号
外观
容量
瓶盖松紧度
标签
纸箱
打包带
合格证
泄漏检查
结论
抽查数量
合格数量
不合格数量
合格率
结论
处理
处理意见:
签名:
年月日
审批
审批意见:
签名:
年月日
原材料抽检记录表

原材料抽检记录表日期:[日期]抽检人员:[抽检人员姓名]抽检地点:[抽检地点名称]编号 | 原材料名称 | 抽检数量 | 合格数量 | 不合格数量 | 抽检结果--- | ---------- | -------- | -------- | ---------- | --------1 | [原材料1] | [数量] | [合格数量] | [不合格数量] | [合格/不合格]2 | [原材料2] | [数量] | [合格数量] | [不合格数量] | [合格/不合格]3 | [原材料3] | [数量] | [合格数量] | [不合格数量] | [合格/不合格]...N | [原材料N] | [数量] | [合格数量] | [不合格数量] | [合格/不合格]备注:- 抽检数量为每个原材料的抽检数量。
- 合格数量为通过抽检的原材料数量。
- 不合格数量为未通过抽检的原材料数量。
- 抽检结果可以填写为“合格”或“不合格”。
示例:日期:2021-01-15抽检人员:张三抽检地点:生产车间编号 | 原材料名称 | 抽检数量 | 合格数量 | 不合格数量 | 抽检结果--- | ---------- | -------- | -------- | ---------- | --------1 | A型原材料 | 1000 | 990 | 10 | 合格2 | B型原材料 | 500 | 500 | 0 | 合格3 | C型原材料 | 200 | 180 | 20 | 不合格4 | D型原材料 | 300 | 300 | 0 | 合格备注:- 日期为抽检记录的日期。
- 抽检人员为负责进行抽检的人员姓名。
- 抽检地点为进行抽检的具体场所名称。
- 编号为原材料的序号,用于区分不同的原材料。
- 原材料名称为被抽检的原材料的名称。
- 抽检数量为该原材料的抽检数量。
- 合格数量为通过抽检的该原材料的数量。
- 不合格数量为未通过抽检的该原材料的数量。