2013-06-10基于广义成形理论的汽车覆盖件起皱缺陷的分析与消除_阎洁
汽车覆盖件拉伸起皱和开裂现象分析及控制措施_梁云荣

汽车覆盖件拉伸起皱和开裂现象分析及控制措施东风汽车公司车身厂(湖北十堰442040)梁云荣[摘要]对汽车覆盖件在拉伸过程中的起皱和开裂现象进行了分析,并从工艺、设计、调整等几个方面较详细地说明了解决零件拉伸起皱、开裂的方法和控制措施。
关键词汽车覆盖件拉伸起皱开裂控制措施[Abstract]It anal y zed the wrinklin g and cr ackin g p heno menon dur in g stretchin g p r ocess of automob ile blanketing pieces.And it amply illuminated the method and controlling measur e to solve the wrinklin g and cr ackin g durin g stretchin g p r ocess b y the as p ects of cr afts,desi g n and ad j ustin g.Keywords auto mobile blanketing pieces,str etching,wrinkling,cracking,contr olling mea-sures的受力及变薄乃至拉断有较大影响,因此也应取较大值,r1在(17~20)t均可。
第2次拉伸凸模圆角r2在(14~16)t均可,最好能等于或近似于成品底部圆角。
第1次拉伸为改善润滑条件,减少摩擦力,应取较大间隙,单面间隙为(1.1~ 1.2)t。
第2次拉伸条件较好,且直筒部分即为成品外壁,因此间隙不应太大,单面间隙取(1.02~ 1.06) t,但应较低碳钢件拉伸间隙大。
4其它问题4.1拉伸速度不锈钢材料的深拉伸,特别是薄壁材料对拉伸速度很敏感,在此极限状态下更应采用低速,第1次拉伸应控制在[9mm/s,速度大可能会造成拉断,第2次拉伸可适当加快,速度在13~14m m/s 均可。
汽车覆盖件成型过程中缺陷的产生原因和分析

汽车覆盖件成型过程中缺陷的产生原因和分析汽车覆盖件是指汽车外部的可移动或可拆卸的部件,如车门、引擎盖、后备箱盖等。
在汽车覆盖件的成型过程中,可能会出现一些缺陷,影响产
品的质量和性能。
下面将对汽车覆盖件成型过程中缺陷的产生原因和分析
进行详细阐述。
1.原材料问题:汽车覆盖件常用的材料有钢板、铝板、塑料等。
如果
原材料质量不好或存在焊接接头等问题,会导致成型过程中产生缺陷,如
裂纹、气泡等。
2.设计问题:不合理的设计会导致成型过程中产生缺陷。
比如,在覆
盖件的拐角处加强筋不够,容易发生变形或破裂;覆盖件连接处的设计不
合理,容易发生接缝开裂等。
3.成型工艺问题:成型工艺是影响覆盖件成型质量的重要因素。
如果
压力、温度、注射速度等参数不合理或控制不良,容易导致缺陷的产生。
例如,注塑成型时,塑料料筒温度不均匀、反应时间过短等,会导致覆盖
件的尺寸不一致或强度不足。
4.模具问题:模具是汽车覆盖件成型的关键工具,模具质量的好坏直
接影响成型质量。
如果模具的设计、制造不良或磨损严重,则会导致成型
中产生缺陷,如模具接缝处的破损、模具表面的划痕等。
针对以上问题,可以采取以下措施来减少缺陷的产生:
1.严格选择优质原材料,保证其质量稳定,避免原材料的问题对成型
过程造成影响。
2.合理设计覆盖件的结构,充分考虑材料的性能和力学特性,避免设计缺陷引起的问题。
3.优化成型工艺参数,确保温度、压力、速度等参数的准确控制,以提高成型质量。
4.保养和维护模具,定期检查和修复,避免模具质量问题对成型产生影响。
汽车覆盖件冲压成型的典型缺陷分析

汽车覆盖件冲压成型的典型缺陷分析摘要:覆盖件作为汽车的主要组成部件,其设计、制造的速度对汽车工业的发展有着直接的影响作用。
汽车覆盖件的重要生产方式之一即板料冲压成型,这是一种非常关键的制造技术,已广泛的应用于汽车、航空、电器等工业领域,尤其是在汽车制造中更为重要。
本文对汽车覆盖件冲压成型过程中的出现的缺陷进行分析,有着重要的现实意义。
关键词:冲压成型;缺陷;分析1、汽车覆盖件概述所谓的汽车覆盖件,指的是构成汽车车身或者驾驶室、覆盖发动机和底盘的异形体表面和汽车零件。
汽车覆盖件不仅仅有着很强的装饰性,同时还承担着一定的冲击力,所以说汽车覆盖件的功能是十分复杂的。
汽车覆盖件除了我们经常能看见的车门外板、侧围外板、机盖等外覆盖件外,还包括一些隐藏在车内的地板面板和左右纵梁等内覆盖件。
2、覆盖件冲压工艺的特征在对汽车车身进行设计的时候,必须要从整体的造型和结构功能来进行设计,而汽车的覆盖件是完成汽车造型和结构功能的重要配件,所以往往汽车的设计者对其十分重视。
但是虽然覆盖件是汽车的重要配件,由于受到设计人员专业知识的限制,可能在一些制造工艺方面的考虑还不是很深入,所以就导致了覆盖件制造工艺存在一定的问题。
而覆盖件的冲压工艺对于覆盖件的制造又有着非常重要的意义,所以说必须对其引起足够的重视,在进行覆盖件的设计时,必须要考虑冲压的工艺性。
3、汽车覆盖件冲压成型过程中的典型缺陷分析板材冲压成型过程可以被看作是板材经过塑性变形变为想要获得的形状的过程。
板材成型过程包括成型材料选择、成型工序制定、模具设计制造、成型操作以及后续处理等,其中,比较关键的是成型工序的制定,包括弯曲、胀形、拉延和翻边等几道工序。
由于板料尺寸、材料特性和环境条件使冲压成型过程的预测性和可重复性变得困难,一般要通过多次试验才能使成型工序与工艺参数确定出来。
板材冲压成型过程中的任何一道工序都会直接影响到产品质量和价格。
材质不当、模具形状不合适或加工失误,都容易产生成型件拉裂、回弹或起皱等形状不良问题。
汽车覆盖件拉延起皱开裂的影响因素及控制措施

汽车覆盖件拉延起皱开裂的影响因素及控制措施一、引言以车身覆盖件为代表的冲压零件多由复杂的空间自由曲面组成,其成形时坯料上各部分的变形状态比较复杂,差别较大,各处应力也很不均匀,常出现破裂、起皱、波纹、扭曲、松弛、瘪塘等质量缺陷。
使得汽车覆盖件成为板料成形领域最难成形的零件。
拉延件的工艺性是编制覆盖件冲压工艺首先要考虑的问题,只有设计出一个合理的、工艺性好的拉延件,才能保证在拉延过程中不起皱、不开裂或少起皱、少开裂。
在设计拉延件时不但要考虑冲压方向、压料面形状、拉伸筋的形状等可变量的设计,还要合理地增加工艺补充部分。
各可变量设计之间又有相辅相成的关系,如何协调各变量的关系,是成形技术的关键,要使之不但满足该工序的拉延,还要满足该工序冲模设计和制造工艺的需要,并给下道修边、翻边工序创造有利条件。
二、覆盖件的结构特征与成形特点1、覆盖件的含义覆盖件主要指覆盖汽车发动机和底盘、构成驾驶室及构成车身的一些零件,如轿车的挡泥板、顶盖、车门外板、发动机盖、水箱盖、行李箱盖、骨架等。
覆盖件组装后构成了车身或驾驶室的全部外部和内部形状,它既是外观装饰性零件,又是封闭薄壳的受力零件。
覆盖件的制造是汽车车身制造的关键环节。
覆盖件表面一般都具有装饰性,除考虑好用、好修、好造外,要求美观大方。
覆盖件与一般冲压件的区别:材料薄、形状复杂(多为立体曲面),结构尺寸大,尺寸精度高,因此冲压工艺编制、冲模设计、冲模制造工艺都有一些特殊的要求,冲压设计中常把他作为一种特殊类型研究。
2、覆盖件应满足的条件1.良好的表面质量;2.符合要求的几何尺寸和曲面形状;3.要有足够的刚性;4.良好的工艺性。
3、覆盖件主要冲压工序覆盖件的主要冲压工序有:落料、拉深、校形、修边、切断、翻边、冲孔等。
其中最关键的工序是拉深工序。
4、覆盖件的结构特征及成形特点1)分类:按功能和部位分类,可分为外部覆盖件、内部覆盖件和骨架件(结构件)三类。
外部覆盖件和骨架类覆盖件的外观质量有特殊要求,内部覆盖件的形状往往更复杂。
汽车覆盖件修边模具刃口失效分析以及优化方法

汽车覆盖件修边模具切粉失效分析以及优化方法包彦青上海赛科利汽车模具应用技术有限公司冲压焊接生产部摘要针对汽车修边模具切刃在自动化生产中容易产生切粉导致模具损伤和影响零件表面质量问题,全面分析可能导致失效的影响因素,结合实际维修和实验情况,提出优化方案加以改进,并将方案应用到实际生产当中,有效解决切粉问题。
关键词:汽车覆盖件修边模具刃口间隙切粉ABSTRACTAiming at problem of vehicle trimming dies happen cutting powder easily and cause dies damage and the influence part Surface quality question in automated production , the comprehensive analysis possibly causes the influence factor which expires , the union actual service and the experimental situation , proposed the optimization plan improves ,the effective addressing the problem of powder.Key word : Automobile panel Trimming dies Cutting edge Gap Cutting powder目录中文摘要ABSTRACT第一章绪论1.1 背景与介绍 (1)第二章解决D06门外板主筋滑移的问题 (2)2.1汽车外覆盖件概述 (3)2.2外覆盖件拉延模具概述 (3)2.3具体事例分析 (3)2.3.1目前现状调查 (3)2.3.2确定目标 (4)2.3.3原因分析 (5)2.3.4 解决措施 (10)2.3.5 措施实施 (10)2.4总结 (11)参考文献 (12)第一章绪论1.1在自动化冲压生产过程中,汽车覆盖件特别大型外板零件修边过程会产生大量的切粉,切粉粘结在模具或带入模具中,造成了模具的损伤和影响零件外观质量。
汽车覆盖件冲压成形中的起皱研究
汽车覆盖件冲压成形中的起皱研究摘要:起皱是影响汽车覆盖件表面质量的一种常见缺陷。
本文介绍了起皱的机理和分类,通过仿真模拟计算和结合现场制件的案例,分析出制件起皱的原因,并且针对起皱原因的不同给出一些有效的预防和改善措施。
关键词:起皱机理;影响因素;预防措施在新车的开发过程中,面形状的精度问题已经成为重要的技术课题。
所谓的面形状精度不良是指毛坯在冲压成形过程中受到的不均匀变形而使制件局部与标准型面不能吻合的现象。
面形状精度包括起皱、面畸变、回弹、滑移线、冲击线、划伤等,其中最主要的问题是起皱和面畸变。
起皱和面畸变都是汽车覆盖件冲压成形中出现的重要面形状精度不良的问题。
一般认为,在冲压零件上形状急剧变化部件的周围,由于毛坯的变形分布极不均匀,容易在零件表面上产生局部起伏,这种高度在0.2mm的范围时,称为“面畸变”,当起伏高度在0.2mm以上时则称为“起皱”[1]。
1 起皱的机理和分类1.1 起皱的机理起皱是板材在冲压成形过程中受压失稳的一个主要表现形式[2]。
板材在塑性变形过程中,会受到复杂的应力状态的作用,由于板厚方向尺寸与其他两个方向的尺寸相比很小,因此厚度方向最不稳定。
当板面内的压应力达到一定程度时,板厚方向最容易因受压而不能维持稳定的塑性变形,产生受压失稳起皱。
因此,对于任意一个起皱现象,在其发生与发展过程中,在与皱纹长度垂直的方向上都必然存在压应力。
但是直接作用在毛坯上的力却不一定是压力,这个压力有可能是直接作用在毛坯上压力引起的,也有可能是因为毛坯受到不均匀的拉力而诱发产生的。
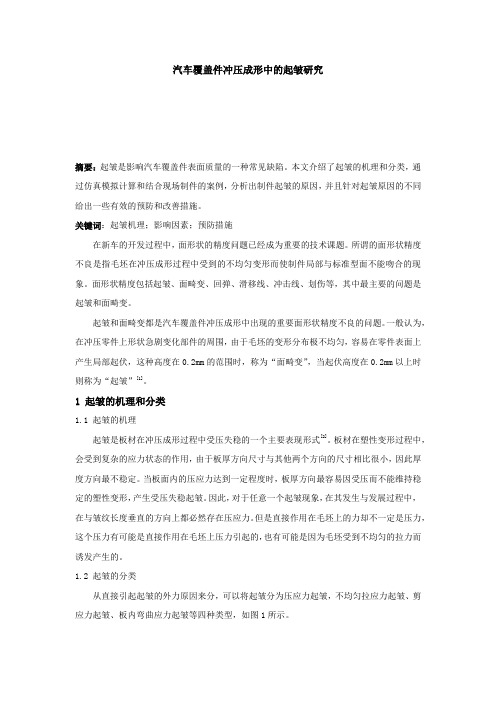
1.2 起皱的分类从直接引起起皱的外力原因来分,可以将起皱分为压应力起皱,不均匀拉应力起皱、剪应力起皱、板内弯曲应力起皱等四种类型,如图1所示。
(a)压应力 (b)剪应力 (c)不均匀拉应力 (d)板内弯曲力图1 板材起皱分类图按起皱发生的部位分类,可以将起皱分为法兰起皱、凹模口圆角处起皱、侧壁起皱和凸模底部起皱四种等四种类型。
浅谈汽车外覆盖件冲压成型关键缺陷以及解决方法
浅谈汽车外 覆盖件 冲压成 型关键缺 陷以及解决方法
魏阿梅 , 白振江 , 曹 彪
( 上汽通用五菱汽车股份有限公司 , 广西 柳州 5 4 5 0 0 7 )
对于复杂的拉深件来说 , 在冲压成形 时 , 内部 的
( 1 ) 拉延开裂。开裂是拉伸失稳的最后阶段 , 主 毛坯不是 同时贴模 ,而是 随着冲压过程 的进行而逐 这种逐步贴模过程 , 使毛坯保 持塑性变形所 要产生在 以拉应力为主的塑性变形过程 中,是衡量 ’ 步贴模 , 需的成形力不断变化 ,毛坯各部位板 面内的主应力 冲压板材是否达到极 限变形能力的标 志 ,也是 冲压 过程应该避免的首要缺陷。在板料成形过程 中, 随着 方 向与大小 、板平面内两 主应力之 比等受力情况不 毛坯 ( 特别是 内部毛坯 ) 产生 变形的主应变 变形的发展 , 材料 的承载面积不断缩减 , 其应变强化 断变化 ,
措施显得尤为重要 , 为材 料 选 择 、 工艺设计 、 模 具设 敏感区 , 从实际拉延照片中可以看 出 , 在拉深之后 圆
计以及调试提供依据 ,从 而增加制造调试的可靠性 圈标 识 区域 仍是 产生 开裂 的敏感 区 。 和 准确性 , 降低 模具 制 造成 本 , 提升模 具 的质量 。
摘 要: 汽车覆盖件 大都 采用薄板 冲压而成, 在钣金冲压过程 中经常会 出现开裂 、 减薄、 起皱等缺 陷, 以C N1 0 0 e n j o y门内
板 为例 , 详 细分析 了产生这些缺陷的原 因及 影响因素 , 最后提 出了一些 解决冲压成型缺 陷的措施。
关键词 : 冲压成型 ; 缺 陷; 解决措施
汽车覆盖件拉深成型缺陷产生的原因和解决措施

39中国设备工程Engineer ing hina C P l ant中国设备工程 2018.12 (上)1 汽车覆盖件的特点汽车覆盖件成型材料薄、结构尺寸大、形状复杂(多为立体曲面),不但要求具有特定的使用功能,而且要求有一定的观赏功能,被拉深的材料应经过充分的塑性变形,使制件有一定的刚性,有光顺挺拔的表面和均匀而清晰的棱线,不允许有缺陷,尺寸精度高,以保证装配准确。
2 汽车覆盖件的成型工艺汽车覆盖件通常采用高强度、高质量、抗腐蚀的钢板,成型设备采用具有稳定压边力的双动压床或三动冲床。
汽车覆盖件冲压工艺编制、冲模设计、冲模制造工艺都有一些特殊的要求,汽车覆盖件模具常把落料、拉深、修边、翻边、冲孔工序进行组合设计,力求减少冲压工序,降低生产成本。
拉深、修边和翻边是最基本的工序,其中拉深工序是覆盖件冲压成型的关键工序,它直接影响产品质量、材料利用率、生产效率和制造成本。
模具在设计过程中采取有限元来分析冲压过程中板料的受力和流动方向,并通过结构设计控制板料受力的大小和流动方向,大大提高模具成型质量。
3 汽车覆盖件拉深成型缺陷产生的主要原因模具设计质量、模具零件的制造精度、模具的装配精度直接影响模具本身质量,是影响汽车覆盖件拉深成型缺陷产生的主要原因。
模具材料的机械性能(拉深系数、屈强比等)、模具的间隙大小、模具加工工艺和热处理工艺的选择、模具零件使用过程中的正常磨损、使用状况和保养、模具在机床上安装或使用不当都会造成汽车覆盖件拉深成型过程中缺陷产生。
冲压设备的精度也会影响汽车覆盖件拉深成型质量。
4 汽车覆盖件拉深成型缺陷分析及解决措施4.1 拉伤 图1 拉伤缺陷 图2 模具成型表面整体镀铬上图1为汽车顶盖,成型过程中在侧面经常产生拉伤,应检查模具以下技术状态。
(1)检查上道工序模具(制品)是否有划伤。
(2)检查本工序模具表面是否有划痕拉伤制品表面。
(3)检查模具成型表面是否因粗糙度未达到要求拉伤制品表面。
汽车覆盖件拉伸起皱开裂分析与控制

定期对设备进行 维护和检查,确 保设备处于良好 的工作状态。
加强员工培训,提 高员工对生产过程 中可能出现的异常 情况的敏感度和应 对能力。
建立完善的生产过 程监控体系,对生 产过程中的关键环 节进行实时监控和 记录。
定期进行设备维护和检查
定期进行设备维 护和检查,确保 设备处于良好状 态。
严格控制材料质 量,选用优质材 料,避免因材料 问题导致起皱开 裂。
复合材料:结合 多种材料的优点, 提高综合性能
新工艺研究:探 索新的加工工艺, 降低起皱开裂风 险
新型检测技术的研发与应用
介绍新型检测技术如红外线检测、超声波检测等在汽车覆盖件拉伸起皱开裂检测中的应用。
探讨新型检测技术的优势,如高精度、高效率、非接触等。
分析新型检测技术对汽车覆盖件拉伸起皱开裂控制的影响,如提高控制精度、降低生产成 本等。
湿度控制:保持生产环境的湿 度适中,避免过湿或过干。
清洁度控制:保持生产环境的 清洁度,避免灰尘、杂物等污 染汽车覆盖件。
空气质量控制:确保生产环境 中空气流通,避免有害气体和 异味影响汽车覆盖件的品质。
汽车覆盖件拉伸起皱开裂的预 防措施
加强生产过程监控
对生产过程中的各 个环节进行严格监 控,确保工艺参数 的稳定性和准确性。
汽车覆盖件拉伸起皱开裂会导致车辆的安全性能下降,增加交通事故的风险。
增加生产成本
增加生产成本:由于需要修复或更 换损坏的零件,导致生产成本增加。
损害品牌形象:汽车表面出现质量 问题,会损害品牌形象和消费者对 品牌的信任度。
添加标题
添加标题
添加标题
添加标题
降低产品质量:起皱和开裂会影响 汽车的外观和性能,降低产品质量。
浅析汽车覆盖件拉伸起皱开裂现象及控制措施
浅析汽车覆盖件拉伸起皱开裂现象及控制措施
殷梅妮
【期刊名称】《模具制造》
【年(卷),期】2013(013)004
【摘要】对汽车覆盖件在拉伸过程中的起皱和开裂现象进行了分析,并从工艺、设计、调试等方面较详细地说明了解决制件拉伸起皱、开裂的方法和控制措施.
【总页数】5页(P39-43)
【作者】殷梅妮
【作者单位】奇瑞汽车股份有限公司,安徽芜湖241009
【正文语种】中文
【中图分类】TG385.2
【相关文献】
1.汽车覆盖件拉延模通过压边面的选择预防起皱设计 [J], 董红
2.汽车覆盖件拉伸受力分析及解决起皱和开裂的措施 [J], 黎一强;林彩梅
3.基于广义成形理论的汽车覆盖件起皱缺陷的分析与消除 [J], 阎洁;张向奎;张健伟;胡平;郑国君
4.汽车冲压件拉伸起皱现象分析及控制措施 [J], 赵明; 张路学; 谢保; 丁炎; 陶彬彬; 孙春玲
5.汽车覆盖件拉伸起皱和开裂现象分析及控制措施 [J], 梁云荣
因版权原因,仅展示原文概要,查看原文内容请购买。
汽车覆盖件冲压成形中的起皱研究

汽车覆盖件冲压成形中的起皱研究
摘要:随着汽车行业发展,汽车覆盖件冲压加工已经成为行业基本生
产工艺之一、冲压成形过程中,起皱是最常见的成形缺陷,会对成品质量
产生显著影响。
因此,本文将对起皱机理、影响因素及控制策略进行综述,旨在为汽车覆盖件冲压加工起皱提供理论支持与参考。
起皱是模具在冲压成形过程中的未期望变形,主要由板料径向和环向
向外凸出而产生,严重影响模具加工件的外观和性能。
塑料冲压成形过程中,起皱的影响因素很多,从静态因素到动态参数及机械性能均有关联,
如模具设计、板料特性、成形参数及冲压机械性能等。
为了解决塑料成型中的起皱问题,可以从模具设计、板料特性、成形
参数、冲压机械性能等方面进行改进。
首先,针对模具设计,可以考虑延
展模块、模温控制和凹凸模设计等改进策略;其次,对板料特性,可以采
取准备压缩性试验、改善表面防护层等方法;再次,对成形参数,可以根
据不同材料来制定有效成形参数;最后,对冲压机械性能,可以进行重型
改造、加强机器的剪切力等。
通过以上研究,本文探讨了汽车覆盖件冲压加工中起皱的影响因素及
控制策略。
基于广义成形理论的汽车覆盖件起皱缺陷的分析与消除

论 引入有 限元环境的可行性 。
关键词 :广义成 型理论 ;汽车覆盖件 ;起皱 ;有 限元法 中图分 类号 :u 4 6 6 文献标识码 :A 文章编号 :1 0 0 9 -0 1 3 4 ( 2 0 1 3 ) 0 6 ( 上) -O O l 0 -0 4
D o i : 1 0 . 3 9 6 9 / J . i s s n . 1 0 0 9 -0 1 3 4 . 2 0 1 3 . 0 6 ( 上) . 0 4
程 需 要 ,冲 压 工 程 师 必 须 利 用 试 错 法 弥 补 此 分 析 缺 陷 ,通 过 重 复 测 试 仿 真 方 法 达 到 冲 压 件 表 面 质 量 要 求 ’ 】 。在 本 文 中 ,利 用 广 义 成 形 理 论
一
属 流 动 的 不 稳 定 造 成 的 。 由于 近 年 来 高 强 度 钢 材
的 广 泛 应 用 ,冲 压 件 起 皱 缺 陷 的 预 测 和 预 防研 究
越来 越 受到 重视 。
分 析 方 法 是 早期 研 究 冲 压 件 起 皱 缺 陷 的主 要
方 法 。H u t c h i n s o n 依据 分 叉 准则 计算 出板料 由平 面
( Un i v e r s a l F o r ma b i l i t y T h e o r y ,简称UF T)提 供 了 种 对 表面 质量 成形 状 态准 确全 面 的描述 。
( 1 . 大连理工大学 汽车工程学院 ,大连 1 1 6 0 2 4 ;2 . 大连 迪克斯科技有限公司 ,大连 1 1 6 0 2 4 ) 摘 要 :起皱是汽车覆盖件成形过程 中的一种主要缺陷 。本文主要 实现 利用广义成形理论对汽车覆盖件 的起 皱缺陷进 行分析 和消除 。本文 利用相关 算法和 软件模块将 广义成 形理论 引入到有 限元环 境中 ,并 以汽车翼 子板为模 型对翼 子板表面 的起皱缺 陷进行 分析 ,并提出消 除起皱的 具体方 法。 分析 结果证 明了利用 广义成 形理论分 析起皱缺 陷的有 效性 ,同时也证 明了广义 成形理
汽车覆盖件拉伸起皱和开裂现象分析及控制措施

由于覆盖件在拉伸时受多方面因素的影响,如
万方数据
!( 压力机精度、模具制造误差等,造成压料面间隙不 均匀, 各点的压力不均匀, 导致拉伸开裂、 起皱。增 加平衡块的作用是调整压料面的间隙,稳定进料阻 力, 使材料流动均匀。平衡块数量一般为 ’ 个, 用内 六角螺钉分别安装于压料圈与凹模上,其间隙调整 为最大不产生皱纹, 最小不低于制件料厚。 ( 起皱和开裂现象的解决方法 零件起皱 拉伸件产生凸缘起皱和筒壁起皱主要是由于 拉伸时板料受压缩变形而引起的,通常采用提高板 内径向拉应力来消除皱纹, 其调整方法如下: ( $ # $ # 调整压边力的大小 当皱纹在制件四周均匀产生时,应判断为压料 力不足,逐渐加大压料力即可消除皱纹。当拉伸锥 形件和半球形件时,拉伸开始时大部分材料处于悬 空状态, 容易产生侧壁起皱, 故除增加压边力外, 还 应采用增加拉伸筋来增大板内径向拉应力,消除皱 纹。 ( $ # $ ! 调整凹模圆角半径 凹模圆角半径太大, 会增大坯料悬空部位, 减弱 控制起皱的能力, 调整时可适当减小凹模圆角半径。 ( $ # $ ) 调整压料面的间隙 调整压料面间隙的方法有以下几种: * # + 采用里紧外松的原则。在凹模口直线弯曲 变形区和伸长变形区应允许压料面稍有里紧外松 现象, 如图 ’ 所示, 即里侧间隙应略小于料厚 ! , 外 侧间隙应略大于料厚 ! 。 因为在此两类区域中, 材料 变形过程中料厚 ! 或不变或变薄,这样就造成了压 料间隙的变化。
# $ 凸模 图5 增加缓冲装置 ) $ 橡胶 ( $ 凹模 ! $ 压边圈 图( 东风 01 !#"! 中支柱外板拉伸件 4 $ 拉伸筋 0 $ 凹模 3 $ 工艺切口 图) 东风 */ 平头柴油车侧围外板 2 $ 修边线 3 $ 工艺切口
汽车覆盖件成型过程中缺陷的产生原因和分析

控制回弹的方法
①选用屈服强度小的材料
②增加防回弹筋 ③热处理法 ④补偿法 ⑤多次成型法
⑥内侧圆角硬化法
⑦成型硬化加工法
参考文献
[1]李少岩.汽车覆盖件冲压成型过程中常见的缺陷[A].公路运输,2009(01) [2]施雄飞.车身外板冲压缺陷B].汽车与配件,2012(46) [3]赵栋.冲压件缺陷分析[A].理论与研究,2012(66) [4]王玉峰.冲压件调试生产常见缺陷分析及改进[B].汽车与配件,2013(27) [5]王玉峰.冲压制件翻边缺陷分析[B].汽车与配件,2013(02) [6]赵金升.冲压制件回弹研究[B].模具制造,2013(08) [7]韩宗斌.汽车表面覆盖件常见冲压缺陷及处理措施[B].装备制造技术,2012(8) [8]李淑慧.车身覆盖件冲压成形面畸变缺陷形成机理研究[J].机械工程学报,2013(03) [9]江东海.汽车覆盖件拉伸站中起皱、拉裂、回弹的分析[A].民营科技,2013(03) [10]郭瑞景.浅谈汽车冲压件成形及其缺陷分析[A].工程技术与产业经济,2010(02) [11] Liu Yuqi.QUANTITATIVE PREDICTION FOR SPRINGBACK OF UNLOADING AND TRIMMING IN SHEET METAL STAMPING FORMING[J]. Chinese Journal of Mechanical Engineering ,2003(16)
阳东永 工硕136班
一、前言
中国是汽车使用大国,据有关资料统计,中国汽车在 2013年销量将达到约1935万辆,而保有量更是将突破一亿。 对于汽车来说,其中一个重要组成部分就是冲压而成的车身 覆盖件,其表面质量尤为重要,除了考虑车身冲压件的一般 工艺特点外,其表面不允许有缺陷,棱线应清晰、平直、曲 线应圆滑、过渡均匀。另外,汽车覆盖件还需具有很高的尺 寸精度,以保证焊接和组装的准确性要求。因此,冲压成型 过程中缺陷的控制,是汽车工业中一个重要的环节。
汽车覆盖件冲压成型过程中的常见缺陷及分析

Abstrac:t This paper describes meta l shee t ramming fo rming, w hich is the key manufacture technology of automotive cover pane ls, and its mi po rtant position. It p resents the causes of the de fects (frac turing, th inning, w rinkling), and the influenc ing factors (materia l parame ters, d -ie surface pa rameters, manufacture p rocess parameters). Through an ana lysis of parameter smi ula tion of the scro ll o f a certa in type ca r engine, a more in tu itive unde rstand ing of the factors in pressing forming is made and the suggestions are g iven for solving the defects. Key Words: Meta l shee;t Ramm ing fo rming; De fects; Ana lysis; Solve
3 冲压件拉深仿真模拟
基于灰理论的汽车覆盖件成形优化方法

基于灰理论的汽车覆盖件成形优化方法梁丰;陈剑锋【摘要】针对汽车覆盖件成形出现的起皱、拉裂等缺陷,建立相应评价目标。
以钣金成形有限元软件为试验数据获取工具,对工艺参数进行四水平的正交试验,得到对应的评价目标值。
采取灰理论算法,把多质量目标优化问题转化为单质量目标优化问题,通过计算工艺参数对单目标的关联系数和多目标的关联度,换算出工艺参数的平均关联度。
以此判断使评价目标最小时的工艺参数数据,得到最佳的工艺组合,通过有限元数值模拟验证,覆盖件产品成形质量得到了有效的提高。
【期刊名称】《制造业自动化》【年(卷),期】2015(000)013【总页数】4页(P116-119)【关键词】灰理论;数值模拟;正交试验;汽车覆盖件;工艺优化【作者】梁丰;陈剑锋【作者单位】河源职业技术学院机电工程学院,河源 517000;广州本田汽车有限公司黄埔区模具生产部,广州 510700【正文语种】中文【中图分类】TG3940 引言汽车钣金覆盖件是具有复杂的造型、整体尺寸较大的一类薄壁钣金件,由于其加工进程中复杂的金属流动和应力应变状态,无法对模具设计与冲压工艺参数进行理论公式计算,一般是凭借设计人员的经验根据结果反馈不断的调整参数、修模,最终达到满意效果。
这种传统的汽车覆盖件成形方法耗时长,甚至有可能由于设计者经验不足导致昂贵的汽车模具报废。
为了提升设计效率和降低成本,有限元技术被大量运用在汽车覆盖件的开发上[1~3],为模具设计与冲压工艺参数设置提供了有效的指导。
灰理论是基于数理系统工程的交叉学科,它重点研究外部确定,内涵模糊的事件,具有分析影响因子与响应目标关联度大小的功能,能对系统的优化进行预测[4]。
本文以汽车翼子板为例阐述优化方法,以有限元数值模拟为试验基础,结合灰理论的邓氏关联度优化算法,计算出如压边力、拉深筋高度等参数的最佳组合,达到对产品起皱、破裂、变薄严重等质量缺陷进行控制的目的。
1 基于灰理论的邓氏关联度优化方法邓氏关联度算法是采取对收集序列矩阵数学关系的对比来分别系统中众多影响因素的联系程度,用于表达影响因子和响应之间变化趋势的关联程度。
汽车覆盖件拉伸起皱和开裂现象分析及控制措施

汽车覆盖件拉伸起皱和开裂现象分析及控制措施来源:CAD世界网作者:梁云荣时间:2005-08-28 点击:3031、引言汽车车身外形是由许多轮廓尺寸较大且具有空间曲面形状的覆盖件焊接而成,因此对覆盖件的尺寸精度和表面质量有较高要求。
车身覆盖件要求表面平滑、按线清晰,不允许有皱纹、划伤、拉毛等表面缺陷,此外还要求具有足够的刚性和尺寸稳定性。
车身表面质量的好坏取决于覆盖件拉伸的结果,而拉伸模是拉出合格覆盖件的关键。
由于影响拉伸件质量的因索主要是起皱、开裂、拉毛和回弹,所以从编制冲压工艺到模具设计都必须认真考虑。
模具制造完毕,在拉伸模调试过程中,还必须对拉伸件的起皱和开裂现象进行仔细分析与研究,并采取相应的措施。
拉伸件在拉伸过程中起皱和开裂的原因很多,主要原因有以下几个方面:(1)拉伸模设计工艺性是否合理。
(2)模具加工质量(表面精度、硬度等)引起的问题。
(3)压力机精度(滑块平行度等)。
(4)板料质量(厚度超差)。
现对上述造成开裂、起皱的原因分别进行讨论。
2、拉伸件加工工艺的确定拉伸件的工艺性是编制覆盖件冲压工艺首先要考虑的问题,只有设计出一个合理的、工艺性好的拉伸件,才能保证在拉伸过程中不起皱、不开裂或少起皱、少开裂。
在设计拉伸件时不但要考虑冲压方向、冲压位置、压料面形状、拉伸筋的形状及配置、工艺补充部分等可变量的设计,还要合理地增加工艺补充部分,正确确定压料面。
各可变量设计之间又有相辅相成的关系,如何协调各变量的关系.是成形技术的关键,要使之不但满足该工序的拉伸,还要满足该工序冲模设计和制造工艺的需要,并给下道熔边、翻边工序创造有利条件,一般应注意以下几个方面。
2.1 冲压方向的确定零件的冲压方向是确定拉伸工艺首先要遇到的问题,它不但决定能否拉伸出满意的拉伸件,而且还影响到工艺补充部分的多少和压料面的形状。
合理确定冲压方向应满足以下3方面的要求。
(1)保证凸模能够进入凹模。
如图1a所示,凹模右方下边的形状向外凸出,最凸出点超过凹模口尺寸,使凸模不能进入凹模,这个拉伸方向是不能进行拉伸的,必须改变拉伸方向,使凸模能够进入凹模。
基于汽车薄板覆盖件成形过程及联接过程的缺陷分析
基于汽车薄板覆盖件成形过程及联接过程的缺陷分析吴玉逢;张云龙;李彬【摘要】In order to solve the questions such as too much forming defect, not high surface quality of the final product on auto covering parts, the causes of all kinds of quality problems were analyzed and a variety of measures on effectively predicting defects and eliminating the deformation were proposed considering various kinds of influence factors in the process of forming and connecting in this paper.%为解决现有汽车薄板覆盖件成形缺陷多,最终成品表面质量不高等问题,综合考虑冲压成形过程和联接过程中的各种影响因素,分析了各种缺陷产生的原因,并提出了有效控制缺陷的意见、方法.【期刊名称】《现代制造技术与装备》【年(卷),期】2016(000)001【总页数】2页(P98-99)【关键词】覆盖件;成形缺陷;联接缺陷;分析;解决【作者】吴玉逢;张云龙;李彬【作者单位】泰安航天特种车有限公司,泰安 271000;泰安航天特种车有限公司,泰安 271000;泰安航天特种车有限公司,泰安 271000【正文语种】中文覆盖件的制造是汽车车身制造的关键环节,覆盖件组装后构成车身或驾驶室的全部外部和内部形状,既是外观装饰性的零件,又是封闭薄壳状的受力零件[1]。
因此,覆盖件不仅要求结构性能优良,而且要有美观的外形设计。
同一般冲压件相比,覆盖件具有外轮廓结构尺寸大、形状复杂、立体自由曲面多、表面粗糙度要求高等特点。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
但是,有限元分析结果的准确度与单元类 型 、 网格密度 、 分析类型等仿真参数的设置关 系 密 切 [8]。 传 统 的 有 限 元 分 析 不 能 满 足 实 际 工 程需要 , 冲压工程师必须利用试错法弥补此分 析缺陷 , 通过重复测试仿真方法达到冲压件表 面质量要求 [9,10] 。 在本文中 , 利用广义成形理论 (Universal Formability Theory,简称UFT)提供了 一种对表面质量成形状态准确全面的描述。
0 引言
起皱是一种由板料压缩不稳定造成的塑性失 稳现象 。 换言之 , 起皱是由于板料压缩应力和金 属流动的不稳定造成的 。 由于近年来高强度钢材 的广泛应用 , 冲压件起皱缺陷的预测和预防研究 越来越受到重视。 分析方法是早期研究冲压件起皱缺陷的主要 方法。Hutchinson依据分叉准则计算出板料由平面 内变形模式转变为局部平面外弯曲模式的起皱临 界应力[1]。Hutchinson和Neale得到起皱发生时计算 临界应力的简易公式[2]。Yu和Johnson利用能量法 和二维模型研究了起皱产生的临界条件 , 并预测 出压边圈对皱曲形成和皱波数量的影响 [3] 。 同时 期,起皱缺陷的相关试验研究得到发展。Yoshida 进行了起皱试验用以研究材料属性对皱曲形成和 起皱高度的影响[4]。Szacinski和Thomson利用起皱 极限试验中得到的塑性和弹性各向异性参数对起 皱形成的影响进行了分类总结[5]。近年来,随着有 限元法(Finite Element Method,简称FEM)的发 展和计算机计算容量的增加 , 数值方法在板料成 形模拟中扮演着重要的作用 。 Proubet 对拉深过程 中起皱缺陷的形成过程进行了数值仿真分析[6]。De Magalhães利用分叉理论完善了各向异性金属薄板 拉深过程中的起皱缺陷分析[7]。
cos i 1 sin 2 i 1sin 2 cos
图5 拟轮廓线的建立
在板料成形过程中 , 避免塑性压缩失稳 、 获 取和保持最优成形模式和几何形状需要控制金属 流动量在合理范围内 。 当起皱发生时 , 金属流动 调节量包括起皱横截面上的起皱长度增量和沿起 皱横截面方向压缩变形导致的位移增量 [12]。 起皱 长度增量(δ l )等于起皱长度与相应横截面参考线的 长度差,如图6所示,用公式表示为:
l l l0 起皱位移增量 ( δ u w ) 为沿起皱横截面方向上
【12】 第35卷 第6期 2013-06(上)
因此,应变调节范围为Δε'i~Δε''i。金属流 动量调节方向即为拟轮廓线方向。
的概念为金属流动调节量的计算提供参考方向 , 并将广义成形理论引入有限元环境中对汽车覆盖 件表面的I类起皱进行分析。在以后研究中,需验 证广义成形理论在有限元环境中消除汽车覆盖件 表面的II类和III类起皱的具体情况。 参考文献:
基于广义成形理论的汽车覆盖件起皱缺陷 的分析与消除
Finite element analysis and elimination of wrinkling in autobody panels based on universal formability technology 阎 洁1,张向奎1,张健伟1,胡 平1,2, 郑国君2 YAN Jie1, ZHANG Xiang-kui1, ZHANG Jian-wei1, HU Ping1,2, ZHENG Guo-jun2
调节方向
的所以单元的次应变调节增量的积分值,如图7所 示,用公式表示为: n uw i 1 i li 其中 , n 为拟轮廓线经过的网格单元总数 , Δ ε i为沿参考线方向的单元应变调节量 , l i为拟轮 廓线过网格单元的长度 。 因此 , 理想的金属流动 调节量为:
u l nson, “Plastic buckling”, Adv. Appl. Mech., 图8 应变调节量计算模型 14, 67-144(1974). [2] J.W. Hutchinson and K. W. Neale, “Wrinkling of curved thin sheet metal” in Plastic Instability, Proceedings of the Considere Memorial Symposium, Presses Ponts et Chaussées, Paris, 1985,pp. 71-78. [3] T. X. Yu and W. Johnson,“The buckling of annular plates in relation to deep-drawing process”, Int. J. Mech. Sci., 24, 175-188(1982). [4] K. Yoshida,“Purpose and feature of Yoshida buckling test (YBT)”,J. Jap. Soc. for Technol. of Plasticity,24,901 (1983). [5] A.M. Szacinski and P.F. Thomson,“Critical conditions for wrinkling during the forming of anisotropic sheet metal”, J. Mater. Process. Technol., 35, 213-226(1992). [6] J. Proubet, “ Numerical simulations of wall wrinkling in food can drawing ” ,J. Mater. Process. Technol.,45,
起皱长度(l)
参考线长度(l0)
图6
起皱长度增量的计算模型
ε1
α
单元E
ε2
拟轮廓线
图7 拟轮廓线在网格单元上的分布
拟轮廓线
波脊
在计算过程中 , 单元 E 的金属流动调节方向 根据平面次应变与拟轮廓线在该处切线方向的夹 角确定为 ∠α, 如图 7 所示 。 在简化的应变分布 坐标系中 , 点 E 为单元 E 在应变空间内所在位置 , 如图 8 所示 。 在应变分布坐标系内过点 E 作一条 水平射线 , 以该射线为起始边沿逆时针方向作出 ∠α,∠α 的末边射线方向即为金属流动量的调 节方向 。 由于汽车翼子板为永久覆盖件 , 对成形 件表面质量要求较高 , 以区域 (c) 作为安全区域 , 斜率为 - (1 + R) / R的边界线P作为最小应变调节 边界线 。 在实际成形过程时起皱横截面会产生张 力应变Δ εt。根据实际工程经验,Δ εt一般取值为 在 2%~5% 范围内 。 在有限元环境中分析时 ,Δ εt 默认一般为 3% , 同时根据实际需要 , 可调节 Δ εt 取值大小 。 在计算应变调节量时需要考虑张力应 变的影响 , 沿次应变坐标轴向右平移 3% 作边界 线 P 的平行线 Q , 边界线 Q 即为最大应变调节边界 线。∠α的末边射线与临界线P和Q的交点分别为 点 A 、 B , 则线段 AE 和 BE 表示次应变调节具体范 围,应变调节最小值的计算公式为:
ε2
图4
变形模式图 2013-06(上) 【11】
第35卷 第6期
根据广义成形理论中应变分布图和成形极限 图,在ε 2 0ε 1 平面坐标系内建立变形模式图 , 如 图4所示,将平面空间划分为六个区域:区域(a)和 区域(b)代表不同严重程度的破裂缺陷,区域(c)表 示安全区域,区域(d) 、(e) 和(f)代表不同严重程度 的起皱缺陷。边界线P是划分起皱区域和安全区域 的边界线,其斜率为: k (1 R) R 对于落在起皱区域的网格单元来说 , 当平面 主应变保持不变时 , 冲压件起皱严重程度随平面 次应变代数值的减小而增加。如图4所示,在选取 特征单元后, 确定其应变轨迹l 。该应变轨迹落在 区域 (e) 内 , 说明起皱关注区内存在起皱缺陷 , 板 料表面变形不足但残余应变能力较强 , 该区域成 形状态确定为不安全 。 因此 , 需通过调节金属流 动量,可以达到消除起皱缺陷的目的。 2.2 消除方法 在冲压成形过程中,起皱关注区域有多余的金 属量流入模具内,由于板料拉延不稳定导致的皱波 的产生。在广义成形理论中,消除起皱的主要方法 是确定调节金属流动量调节方向和计算多余的金属 流动量。为确定金属流动调节的方向和规模,需建 立拟轮廓线用以辅助计算。拟轮廓线方向建立方向 应尽量与皱曲波脊方向垂直,如图5所示。
(1. 大连理工大学 汽车工程学院,大连 116024;2. 大连迪克斯科技有限公司,大连 116024) 要:起皱是汽车覆盖件成形过程中的一种主要缺陷。本文主要实现利用广义成形理论对汽车覆盖件 的起皱缺陷进行分析和消除。本文利用相关算法和软件模块将广义成形理论引入到有限元环 境中,并以汽车翼子板为模型对翼子板表面的起皱缺陷进行分析,并提出消除起皱的具体方 法。该分析结果证明了利用广义成形理论分析起皱缺陷的有效性,同时也证明了广义成形理 论引入有限元环境的可行性。 关键词:广义成型理论;汽车覆盖件;起皱;有限元法 中图分类号:U466 文献标识码:A 文章编号:1009-0134(2013)06(上)-0010-04 Doi:10.3969/j.issn.1009-0134.2013.06(上).04 摘
变形关注区的划分
Δhw
(a)约束起皱 工具模面 板料 工具模面 (b) 非约束起皱
图3 起皱高度的定义
在广义成形理论中 , 变形分析针对变形最严 重的板料网格单元进行 。 针对起皱缺陷 , 特征单 元在最大起皱单元和次应变代数值最小单元中选 取 。 同时 , 可根据特征单元附近的应变分布和几 何形状确定皱曲存在的具体位置 。 当板料某单元 的平面次应变与平面主应变的比值范围在 -1和 -R / (1 + R)内时,该单元由于不均匀压缩被认定为存在 起皱缺陷,即:
2.1 变形分析
图2