重力铸造工艺
水龙头重力铸造工艺
树
呋喃II型:苯酚,甲醛,糠醇(含氮低,淡蓝色)
脂
ZHR—I型:尿醛,酚醛,糠醇(中氮树脂,深绿色)
*砂芯的发气量主要是因为树脂中尿素受热分解,产生NH3与H2
固化剂:常温呈碱性,中和树脂酸性,减缓树脂反应们延长混好砂的存放时间 添加剂:增加粘合强度 涂料:填补凹坑
制芯篇——制芯工艺1
一,砂芯配比
精炼的目的:
通过锌的沸腾除去铜水中析出的气体 利用精炼剂(一般为盐类)与铜水中的杂质形成高熔点(高于铜水熔炼温度)化合物, 上浮至液面,扒渣扒出。
浇铸篇——铸造常见缺陷
1、浇不满(欠铸)
2、气孔(真空,皮下气孔,憋气) 3、沙眼、掉砂 4、渣孔(粘砂,翘渣等) 5、缩料 6、裂纹 7、冷隔 8、变形 9、断芯
挂件砂:50kg砂+180ml固化剂+800ml树脂+30ml添加剂 龙头砂:50kg砂+170ml固化剂+700ml树脂+30ml添加剂
二,混砂工艺 砂+固化剂
树脂
添加剂
1-2分钟
2-3分钟
1分钟
要求混沙机转速120~150转/分,太低的转速不易搅拌均匀,太高的 转速沙芯易发热,树脂易板结,流动性不好。混砂时,原砂温度不 应超过35度 混好的树脂砂在存放过程中流动性将逐渐下降,所以混好的砂应 在一小时内用完,混砂时,要根据车间生产需要,不宜多混。特别
5,石墨水日常需维护,严禁沙粒入 内,取样目测,如不良,及时更换石 墨水
铸造篇——渣孔形成原因
• 渣孔 (被金属液卷入的液渣或在浇铸过程中
急剧氧化在重力模型腔内的液渣所造成的凹坑,
一般聚结与铸件表面,主要分布在浇道附近)
铜水龙头重力铸造设计手册
4.2.3具有良好的溃散性,便于产品的整理。
5 铸造工艺流程﹕
重力铸造工艺流程见图 1-3 所示(以公司现实际生产状况为例),从流程图
可以看出,铸造铜水的熔炼过程,实际上是一方面对铜锭的消耗,同时又对毛边、
浇道、以及报废铜产品回收利用以及加入微量元素对铜水成份进行调整的过程。
瑞雪设计工作室
铸 造 工 艺 流 程 图(图 1-3)
第三章:砂芯的制作及控制工艺
一、原砂的检验要求 二、砂芯的制作 三、砂芯的常见缺陷
第四章:铜合金的熔化及控制工艺
一、铸造对铜水的要求 二﹑铜合金的熔炼工艺 三、铜合金的精练
第五章:重力铸造工艺
一、浇铸前的准备 二、浇铸工艺控制 三、铸件常见的缺陷及控制
第六章:车间的管理
瑞雪设计工作室
第一章:重力铸造概述
第一节 模具设计的要求 模具设计是重力浇铸过程中的一个十分关键问题,合理的模具设计,科学的 操作工艺及严格控制的熔融金属成分,是重力铸造的品质保证,下面我们就目前 公司重力模设计的经验及模具设计的标准进行简单的介绍: 1 重力模对材料的要求: 1.1 具有耐高温性能,即高温下不熔化﹑不变形; 1.2 具有一定的热稳定性,即高温下不氧化﹑不腐蚀﹑不生长﹑不与铸造合金
提高铸件的力学性能; 3.1.3 金属模具尺寸准确、表面光洁,从而提高了铸件的尺寸精度及表面质量,
也便于加工定位及减少抛光余量; 3.1.4 节省了场地,可以提高铸造车间单位面积上铸件产量; 3.1.5 易实现机械化、自动化,提高生产效率,减轻劳动强度; 3.1.6 减少了混砂、制型等工艺,所以一定程度上减少了噪音、刺激性气体、粉
RQ=∆X/λ ➁。
其中∆X 为物体厚度,λ为物体导热系数。所以在铸件壁厚、间隙、重力模
铜合金重力铸造教程(第二部分)
③沸腾除气法:沸腾除气是在工频有芯感 应电炉熔炼高锌黄铜时常用的一种特殊除气方 法。如熔化黄铜时锌的蒸发就可以将溶解在合 金液体中的气体去除。由于熔化温度较高超过 锌的沸点(907℃),因此在熔炼后期会出现 喷火现象,即锌的沸腾,这样有利于气体的排 除。
• (2)除渣精炼 ①静置澄清法:静置澄清过程一般是让熔 体在精炼温度下,保持一段时间使氧化及熔渣 上浮或下沉而除去。 ②浮选除渣法:浮选除渣是利用熔剂或惰 性气体与氧化物产生的某种物理化学作用,即 吸附或部分溶解作用,造成浮渣而将氧化物除 去。 ③熔剂除渣法:在熔体中加入熔剂,通过 对氧化物的吸附、溶解、化合造渣,将渣除去, 熔剂的造渣能力越强,除渣精炼的效果越好。
• 5.4.铜合金的配比
根据铁模尺寸大小要求合金配料总量为1200g
(1)黄铜(H68) 纯铜:1200g×68%=816g 锌: 1200g×32%=384g (需考虑烧损量 1.5~2%)
(2)铝青铜(QAl10) 纯铜: 1200g×90%=1080g 铝: 1200g×10%=120g
重铸基础知识
1,调整模具,清理砂筒 2,调整气压 3,漏气处贴胶 4,对准射砂口
1,增加固化时间 2,提高固化温度 3,严格按照参数混砂 1,减少固化时间 2,降低固化温度 1,仔细刮砂芯 2,射砂道小心掰掉或用锯条锯掉
夹生
焦酥
1,固化时间过长 2,固化温度过高 1,刮砂芯不仔细 2,连接射砂道敲掉后型砂表面有凹坑
4.影响铸模铸锭质量的主要因素
• (1)浇铸温度:浇铸温度过高或过低都是不 利的,因为采用较高的浇铸温度,势必就要使 炉内熔体的温度作相应的提高,这将引起铜合 金在熔化和保温过程中大量的吸气,同时也会 增加烧损,在浇铸时会使氧化加剧。此外,过 高的浇铸温度也会对铸模的寿命产生不利影响, 尤其是平模浇铸时模底板更容易遭到破坏。当 浇铸温度偏低时,熔体流动性变差,不利于气 体和夹渣上浮,也易使铸锭产生冷隔缺陷。因 此,必需根据合金的性质,结合具体的工艺熔炼时金属的损耗和氧化
铝合金重力铸造综述
铝合金重力铸造综述目录铝合金重力铸造综述1.概述:---------------------------------------------------42.铝合金铸件金属型重力铸造工艺技术 ------------------------5 2.1铝合金铸件金属型铸造工艺设计---------------------------52.1.1铸件浇注位置-------------------------------------------52.1.2浇冒系统---------------------------------------------52.1.3砂芯的定位方式---------------------------------------62.1.4模具工作温度-----------------------------------------62.1.5模具的结构设计---------------------------------------62.1.6 铝合金浇注温度、浇注速度----------------------------62.2铝合金金属型设计及材料---------------------------------72.2.1金属型设计及制造-------------------------------------72.2.2金属型材料-------------------------------------------72.3 铝合金重力铸造制芯工艺--------------------------------72.3.1热芯-------------------------------------------------82.3.2 壳芯------------------------------------------------82.3.3 冷芯------------------------------------------------93.铝合金铸造工艺性能--------------------------------------103.1流动性-------------------------------------------------103.2收缩性-------------------------------------------------103.2.1体收缩-----------------------------------------------113.2.2线收缩-----------------------------------------------113.3 热裂性------------------------------------------------113.4 气密性------------------------------------------------123.5铸造应力-----------------------------------------------123.5.1热应力-----------------------------------------------123.5.2相变应力---------------------------------------------123.5.3收缩应力---------------------------------------------123.6 吸气性------------------------------------------------124.金属型重力铸造的优缺点 ---------------------------------134.1优点--------------------------------------------------134.2 缺点--------------------------------------------------135.金属型铸件常见缺陷及预防 ------------------------------135.1 针孔------------------------------------------------135.2 气孔------------------------------------------------145.3氧化夹渣--------------------------------------------145.4 热裂------------------------------------------------145.5疏松-------------------------------------------------146.铝合金金属型铸造设备及自动化 --------------------------156.1金属型铸造设备---------------------------------------156.2金属型铸造自动化生产线-------------------------------15 6.3 主要重力铸造设备介绍 -----------------------------156.3.1 J34-6水平重力铸造机------------------------------156.3.2 倾转式重力铸造机---------------------------------166.3.3 Loramendi制芯机--------------------------------16~197.铝合金铸件典型工艺介绍--------------------------------197.1 铝合金薄壁件---------------------------------------197.1.1复杂铝合金薄壁件的基本概念及特征------------------197.1.2 有色合金复杂薄壁件成型的基本要求------------------207.2 TA1铝缸盖铸造工艺探讨-----------------------------21参考文献------------------------------------------------221、概述:从近几年全球工业发展来看,轿车工业是铸造工业的最大用户。
铜合金铸造工艺操作流程及要点—
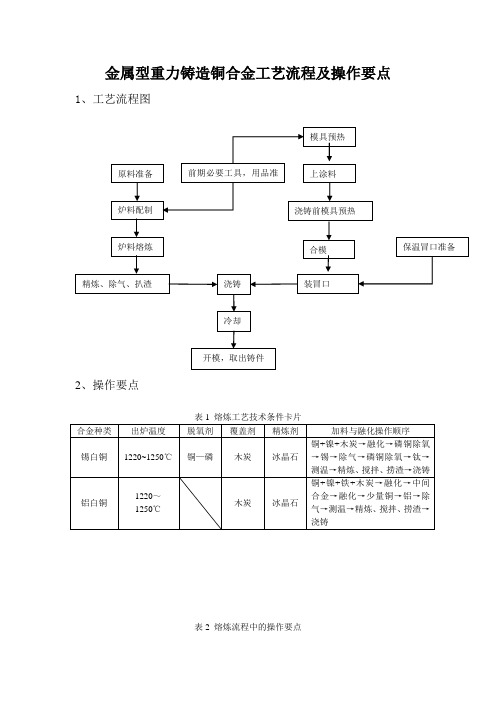
表2熔炼流程中的操作要点
步骤
要点
工具与用品准备
⑴提前准备好热电偶、钟罩、扒渣工具、搅拌工具、铁锤、铁钳等必要工具和精炼剂、覆盖剂、涂料等用品.
⑵钟罩、扒渣工具、搅拌工具需要在使用前上好涂料并烤干。
⑶锡白铜使用的工具用涂料为氧化锆,铝白铜使用的工具涂料为氧化锌。
炉料配制与加料原则
⑴按照烧损量原则计算好各个组元成分含量,每次配12Kg料,得两个锭。
⑵炉料称量时至少需要两个人确认称量准确无误。
⑶向坩埚内加铜、镍的原则:少量铜(下)→全部镍(中)→剩余铜(上)。
⑷加入易烧损的元素(TI、Al等)要用钟罩按进金属液体内。
⑸炉料添加前应充分预热除水分。
模具预热与上涂料
⑴上涂料前模具预热到150℃左右,上完涂料后在浇铸前模具预热到350℃左右。
⑵锡白铜使用的模具涂料为4%石墨+96%机油,铝白铜使用的模具涂料为氧化锌。
坩埚使用原则
⑴冷坩埚使用前将坩埚在200℃下充分预热。
⑵不能用硼砂作为覆盖剂
⑶浇铸完成后,应迅速清理坩埚内残留的金属、渣等残留物。
炉子使用及功率调节原则
金属型重力铸造铜合金工艺流程及操作要点
1、工艺流程图
2、操作要点
表1熔炼工艺技术条件卡片
合金种类
出炉温度
脱氧剂
覆盖剂
精炼剂
加料与融化操作顺序
锡白铜
1220~1250℃
铜—磷
木炭
冰晶石
铜+镍+木炭→融化→磷铜除氧→锡→除气→磷铜除氧→钛→测温→精炼、搅拌、捞渣→浇铸
重力铸造
重力铸造百科名片重力铸造重力铸造是指金属液在地球重力作用下注入铸型的工艺,也称重力浇铸。
广义的重力铸造包括砂型浇铸、金属型浇铸、熔模铸造、消失模铸造,泥模铸造等;窄义的重力铸造主要指金属型浇铸。
1.把金属材料做成所需制品的工艺方法很多,如铸造、锻造、挤压、轧制、拉延、冲压、切削、粉末冶金等等。
其中,铸造是最基本、最常用及最广泛的工艺。
2.把熔化的金属液注入用耐高温材料制作的中空铸型内,冷凝后得到预期形状的制品,这就是铸造。
所得到的制品就是铸件。
3.铸造可按铸件的材料分为黑色金属铸造(包括铸铁、铸钢)和有色金属铸造(包括铝合金、铜合金、锌合金、镁合金等)。
有色精密铸件厂专业从事有色金属铸造,重点是铝合金和锌合金铸造。
4.铸造有可按铸型的材料分为砂型铸造和金属型铸造。
精密铸件厂对这两种铸造工艺都得心应手,并自行设计、制造这两类铸造模具。
5.铸造还可按金属液的浇注工艺分为重力铸造和压力铸造。
重力铸造是指金属液在地球重力作用下注入铸型的工艺,也称浇铸。
广义的重力铸造包括砂型浇铸、金属型浇铸、熔模铸造、消失模铸造,泥模铸造等;窄义的重力铸造专指金属型浇铸。
压力铸造是指金属液在其他外力(不含重力)作用下注入铸型的工艺。
广义的压力铸造包括压铸机的压力铸造和真空铸造、低压铸造、离心铸造等;窄义的压力铸造专指压铸机的金属型压力铸造,简称压铸。
精密铸件厂长期从事砂型和金属型的重力铸造。
这几种铸造工艺是目前有色金属铸造中最常用的、也是相对价格最低的。
6.砂型铸造是一种以砂作为主要造型材料,制作铸型的传统铸造工艺。
砂型一般采用重力铸造,有特殊要求时也可采用低压铸造、离心铸造等工艺。
砂型铸造的适应性很广,小件、大件,简单件、复杂件,单件、大批量都可采用。
砂型铸造用的模具,以前多用木材制作,通称木模。
旭东精密铸件厂为改变木模易变形、易损坏等弊病,除单件生产的砂型铸件外,全部改为尺寸精度较高,并且使用寿命较长的铝合金模具或树脂模具。
重力铸造工艺方法
重力铸造工艺方法重力铸造工艺方法是一种常用的金属铸造工艺,它利用金属液体的重力作用,将熔融金属注入到铸型中,经过冷却凝固后得到所需的铸件。
这种工艺方法具有简单、成本低、适用范围广等优点,被广泛应用于各个领域。
重力铸造工艺方法的关键步骤是制作铸型。
铸型是制造铸件的模具,可以根据铸件的形状和尺寸要求进行设计和制作。
制作铸型的常用材料有砂型、金属型、陶瓷型等。
在制作铸型的过程中,需要考虑到铸型的强度和耐高温性能,以及铸型的开盖方便性等因素。
重力铸造工艺方法的下一步是准备熔融金属。
熔融金属是铸造的基本原料,通常使用电炉或其他熔炼设备将金属加热至熔点以上,使其转化为液态。
在准备熔融金属的过程中,需要控制好熔炼温度和金属成分的配比,以确保熔融金属的质量和性能。
然后,将熔融金属注入到铸型中。
在重力铸造工艺中,通常采用重力自动浇注的方法,即将熔融金属置于一定高度的浇注池中,通过浇注道和浇注口将金属液体引入铸型中。
在注入过程中,需要控制好注入速度和注入压力,以避免金属液体的湍流和气泡的产生。
接下来,经过一定的冷却时间,熔融金属在铸型中逐渐凝固。
在凝固过程中,需要控制好冷却速度和冷却方式,以确保铸件的凝固结构和性能。
通常可以采用水冷、风冷等方式进行冷却。
同时,还需要考虑到铸件的缩孔和缩痕问题,在冷却过程中进行合理的排气和补充金属液体。
待铸件完全凝固后,即可进行脱模和后处理。
脱模是指将凝固的铸件从铸型中取出的过程,可以采用震动、敲击等方法帮助脱模。
脱模后,还需要进行修磨、抛光等后处理工序,以提高铸件的表面质量和精度。
根据铸件的要求,还可以进行热处理、表面处理等工艺,以改善铸件的力学性能和耐腐蚀性能。
重力铸造工艺方法是一种简单、成本低的金属铸造工艺,具有广泛的应用前景。
通过合理的设计和操作,可以得到满足各种要求的铸件,为各个行业的发展提供了重要的支持和保障。
同时,随着技术的不断进步,重力铸造工艺方法也在不断完善和创新,为铸造行业的发展带来了更多的可能性。
铸造工艺,特点及其应用
铸造可按铸件的材料分为:
黑色金属铸造(包括铸铁、铸钢)和有色金属铸造(包括铝合金、铜合金、锌合金、镁合金等)
铸造有可按铸型的材料分为:
砂型铸造和金属型铸造。
按照金属液的浇注工艺可分为:
1、重力铸造:指金属液在地球重力作用下注入铸型的工艺,也称浇铸。
广义的重力铸造包括砂型浇铸、金属型浇铸、熔模铸造、消失模铸造,泥模铸造等;窄义的重力铸造专指金属型浇铸。
2、压力铸造是指金属液在其他外力(不含重力)作用下注入铸型的工艺,按照压力的大小,又分为高压铸造(压铸)和低压铸造。
补充知识:
1、精密铸造是相对于传统的铸造工艺而言的一种铸造方法。
它能获得相对准确地形状和较高的铸造精度。
较普遍的做法是:首先做出所需毛坯(可
留余量非常小或者不留余量)的电极,然后用电极腐蚀模具体,形成空腔。
再用浇铸的方法铸蜡,获得原始的蜡模。
在蜡模上一层层刷上耐高温的液体砂料。
待获得足够的厚度之后晾干,再加温,使内部的蜡模溶化掉,获得与所需毛坯一致的型腔。
再在型腔里浇铸铁水,固化之后将外壳剥掉,就能获得精密制造的成品
2、选择铸造方式时应考虑:a.优先采用砂型铸造 b.铸造方法应和生产批量相适
c.造型方法应适合工厂条件 d.要兼顾铸件的精度要求和成
3、金属材料的力学性能主要指:强度、刚度、硬度、塑性、韧性等。
重力铸造工艺方法
重力铸造工艺方法重力铸造工艺方法是一种常见的金属成型工艺,它通过利用重力作用将熔化金属流入模具中,使其凝固成型。
这种工艺方法广泛应用于铸造行业,特别是对于大型铸件的生产。
一、工艺原理重力铸造工艺方法是利用重力作用使熔化金属自然流动,从而填充模具腔体,形成所需的铸件形状。
相比其他铸造工艺,重力铸造不依赖于外部压力,因此能够制造较大尺寸和较复杂形状的铸件。
二、工艺步骤1. 准备模具:选择合适的模具,根据铸件的形状和尺寸进行设计和制造。
模具的质量和精度对最终铸件的质量有重要影响。
2. 准备熔炉和金属材料:根据铸件的要求,选择合适的金属材料,并将其加热至熔化状态。
3. 准备铸造设备:安装好模具,并将其置于铸造设备中。
根据需要,可以选择倾翻式或静态式铸造设备。
4. 倾翻或静态铸造:将熔化金属倒入铸造设备,通过重力作用使其自然流动进入模具中。
在倾翻式铸造中,模具通常是固定的,而在静态式铸造中,模具则是倒置的。
5. 冷却和凝固:待金属完全填充模具后,开始冷却和凝固过程。
冷却时间取决于金属材料的性质和铸件的尺寸。
6. 脱模:待铸件完全凝固后,将其从模具中取出。
根据需要,可以采用机械或手动方法进行脱模。
7. 清理和后处理:对铸件进行清理和后处理,包括去除余渣、切割、修磨等工序,以达到所需的尺寸和表面质量。
三、工艺优点1. 适用范围广:重力铸造适用于各种金属材料,包括铁、钢、铝、铜等,以及其合金材料。
2. 成本低廉:相比其他铸造工艺,重力铸造无需额外设备和能源,成本相对较低。
3. 精度高:重力铸造能够制造出较高精度的铸件,尤其适用于一些对尺寸和形状要求较高的零件。
4. 材料利用率高:由于重力铸造不需要额外压力,金属材料能够完全填充模具,避免了材料浪费。
四、工艺局限性1. 无法制造过于复杂的铸件:重力铸造工艺适用于较简单的铸件形状,对于一些复杂的内部结构或细小的零件,可能无法得到满意的效果。
2. 不适用于高温铸造:由于重力铸造不依赖于压力,因此无法应用于高温铸造,例如钢铁等高温金属的铸造。
叉车轮毂重力铸造工艺的研究

等特点 。
一
饶
L
— — 一 一
一
配 制 造 型 用 砂 时 ,为 了 保 证 铸 件 的 表 面 粗 糙
度 ,要求选用的砂粒较细 ,可采用中粒偏细的砂 , 在此 采用 1 Q,粘结 剂采 用膨润 土 ,并且 添加煤 5 粉 ,以防止铸件表面产生粘砂缺陷 ,影响铸件的表
收 缩 ,需 预 先确 定 收 缩率 ,进 而设 计 模 样 大小 ,以 保 证铸 件 尺 寸精 度 。Q 4 0 l材 质铸 件 的铸 造 收 T 5一 0
5 mm,最大壁厚为2 mm,将其垂直放置造型 ,且 2
薄 壁 的 平面 放 到 下 面 ,充 型 时利 用 静 压 力 的作 用 , 使组 织 更加 致密 ,并 且可 以防 止 出现 浇 不 足和 冷 隔
叉车轮毂重力铸造工艺的研究
合肥 工业 大学材料 科学 与工程 学院 ( 安徽 2 0 0 ) 钱 怡君 3 0 9 于 浩 程 兆虎
【 摘要】 分析 了QT5— 1 叉车轮毂的工作 条 40 0
件 和 零 件 结 构特 点 ,从 保 证 其 基 本性 能和 质 量要 求
四分之一高度方 向 ,沿 圆周均匀向外伸 出8 “ 个 爪 子” 。轮毂 中间为通 孔 ,有 一定的 阶梯和斜 度 , 并在垂直对称方 向上均 匀分布4 个槽 ,用于传动轴 与轮毂相 连接 ,将动 力传递 给轮毂 。轮毂 的壁厚
缩率取08 .%~1 %。 . 0
( )机 械 加 工 余 量 2 为 保 证 铸 件 加 工 面 尺 寸
和 精 度 ,应 预先 增加 金 属 层 厚度 。 确定 上 顶 面 和下 底 面 的机 械加 工 余量 为 4 mm,内 圆周面 的 最小 直 径
铝合金缸盖重力铸造工艺
抗 拉 强 度 2 5 2 0MP ,硬 度 8 ~ 1 0 2 ~ 7 a O 1HBW ,伸 长 率2 %~ 5 ,缸 盖 水 道 、 气道 等 在 03 a 力 % .5MP 压
下 保 持2mi不 发 生 泄漏 。 n
2 铝 合金 熔炼工艺
合 金 熔 炼 质 量 的好 坏 直 接 关 系 到铸 件 的 良品 率 。铝 合 金 液 具 有 严 重 吸 氢 的特 性 , 在 高 温 下 又 容易氧化 ,如果控制不 当就会污 染铝合金熔 液 , 浇 注 后 形 成 的铸 件 废 品 率 必 然 增 加 。根 据 实 际 生
发动 机 工作 过 程 中处 于 高温 状态 ,承 受较 大 的热 冲 击 作 用 ,工 作 条件 较 为 恶 劣 【。从 铸 造 工 艺技 术 可 ”
行性 分 析 ,铝 合 金缸 盖是 典 型 的薄 壁 复杂 铸件 ,形
结构如 图1 示 。 所
成缸 盖 型腔 内部 的砂 芯数 量 较 多且 结 构复 杂 ,铸 件 壁 厚一 般 为3 5mm,力 学性 能 要求 较 高 。铝 缸 盖 ~ 的结 构 复杂 、铸造 成 形 困难 ,具备 综 合性 能 的 高 品
铝 液 变 得 纯净 。
2 4 铝 液精炼效 果检 测 .
扒渣 后 立 即对 保 温 炉 内 的铝 合 金 液 进 行 密 度 当量 的检 测 。浇 注 两 个 试 样 ,一 个 在 常 压 下 浇 注 凝 固 ,另 一个 在 负压 ( .0 a 一00 8MP )下 凝 固 。而 后 用 密 度 当 量 测 试 终 端 计 算 密 度 当 量 值 ,DI 大 不
中 图分 类 号 :T 2 2 G 9 文献 标 识 码 :B 文 章编 号 :1 7 - 3 0 ( 0 )0 - 0 3 0 332 21 6 2 402- 3
重力铸造工艺

1,砂芯无强度,易断芯 2,易掉砂,易砂眼 1,密封处缺料漏水 2,影响出水量(缺陷在水道处), 3妨 碍加工(缺陷在阀芯,水嘴等需加 工出) 4,增加成本(消耗铜) 1,断芯 2,偏心,铸件壁厚不匀
清理不良(毛刺未刮干 净,表面凹坑)
铸造篇——浇不满原因
原因分析:
1、铜水温度过低 2、浇铸工艺不当 4、铜材成份不良,导致流动性差 5、模具温度偏低、铸件壁厚太薄,铜液过早凝固
铸造篇——浇不满改善
解决办法:
1、提高浇铸温度(控制在1000℃—1010℃之间);
2、增加进浇口横截面; 3、平稳流注,严禁中途中断 4、改善铜材晶体结构组织(高温熔炼,作精炼细化处理) 5、适当调整铜材成份结构(注意控制Cu 58.5%-61.0%、 Zn 37%-39%、Al 0.6%-0.7%等含量) 6、提高或控制模具温度 6、清理模具,避免因氧化物堵塞浇道 7、改善浇铸工艺,如增大流量,缩小预浇时间等
按主加元素(如Sn、Al,Be等)命名为锡青铜、铝青铜、铍青铜,并以Q+主添元 素化学符号及百分含量表示,如QSn6.5-0.1为6.5%Sn、0.1%P、余为铜的锡磷青铜。 QA15为5%A1、余为铜的铝青铜。QBe2为2%Be、余下为铜的铍青铜。
浇铸篇——初识hpb-591
H59密度:/cm-3 线膨胀系数:21*10-6K-1 热导率:125.60W.m-1K-1 电导率:0.062*10-6Ω.m 电阻温度系数:-1 黄铜
注 意 事 项
1,原砂应充分干燥,因为砂中的水分加热后 会 破坏树脂膜,影响粘结强度 2,砂温不宜过低(15-30度),过低降低树脂粘 度,不宜混匀 3,砂温不宜过高,加速反应,存放性差
电驱动壳体用铝合金材料不同铸造工艺对比分析

铝合金材料不同铸造工艺对比分析一、重力铸造:铝合金重力铸造是指铝液在地球重力作用下注入铸型的工艺,重力铸造又分为:树脂砂型浇铸、金属型(钢模)浇铸、消失模浇铸等。
现在应用最多的是金属模(钢模)浇铸,其模具采用耐热合金钢制作而成,浇铸出来的铝铸件强度、尺寸、外观等都高于其他铸造工艺的铸件。
重力铸造的铝液一般采用手工倒入浇口,依靠金属液的自重充满型腔、排气、冷却、开模到得到样品,其工艺流程一般为:铝液熔炼、浇料充型、排气、冷却、开模、清产、热处理、加工。
铝合金重力浇铸件的特点为:1、产品表面光洁度不高,抛丸后易产生凹坑。
2、铝铸件内部气孔少,可进行热处理。
3、产品致密性低、强度稍差,但延伸率高。
4、模具成本较低,模具使用寿命长。
5、生产效率低,从而增加了生产成本。
6、工艺较简单,不适合生产薄壁件。
在产品选择何种工艺生产的时候,主要根据工件的壁厚做选择,产品壁厚大于8mm时,压铸会造成很多的气孔存于壁内,故而壁厚较厚的产品可以选择重力铸造工艺完成。
图.重力鋳造原理图.重力鋳造现场二、低压铸造:低压铸造一般以压缩空气为动力,可以是空气,也可以是惰性气体,将压缩气体通入密闭容器(坩埚),作用在保持一定浇注温度的合金液面上,造成密封容器内与型腔内的压力差,使金属液从在较低的压力0.01-0.05MPa下在密闭容器中沿着升液管自下而上流经升液通道、铸型浇口,平稳填充型腔。
待金属液充满型腔之后,增大气压,在压力作用下,金属液从上而下冷却、结晶、凝固,在凝固过程中不断有金属液补充。
然后撤掉密闭容器内的压力,让升液管、浇道内还没有凝固的金属液依靠自身重力回落到密闭容器中,完成一个循环。
整个过程的压力、时间、速度、温度等都可控。
与高压铸造相比,所受压力大小不同,液态金属流动方向不同。
图.低压鋳造原理图.低压鋳造原理因为低压铸造充型平稳,液流和气流的方向一致,故气孔、夹渣等缺陷少;组织致密,铸件力学性能高;充型能力强,有利于形成轮廓清晰、表面光洁的铸件,故重要的铝合金铸件常采用低压铸造。
铸造知识点大全

铸造知识点大全铸造是一种将熔化的金属或合金倒入模具中,然后冷却凝固使其成型的制造工艺。
它是制造业中最古老、最常用的工艺之一。
本文将介绍铸造的主要知识点,帮助读者对铸造工艺有更深入的了解。
1. 铸造基础知识铸造的基础知识包括铸造工艺分类、铸造材料、模具制造等内容。
1.1 铸造工艺分类铸造工艺一般可以分为压力铸造、重力铸造、连续铸造和特殊铸造等。
每种工艺都有其特点和适用范围。
•压力铸造:通过施加压力使熔化金属充满模腔,并提高铸件的致密性。
常见的压力铸造方法包括压铸和挤压铸造。
•重力铸造:利用重力作用使熔化金属流入模腔。
重力铸造包括砂型铸造、金属型铸造和熔模铸造等。
•连续铸造:连续铸造是指连续地制造相同形状和尺寸的铸件,例如连铸和直接浇铸等。
•特殊铸造:特殊铸造是指一些特殊的铸造工艺,例如真空铸造、气体压铸和低压铸造等。
1.2 铸造材料铸造材料主要包括金属和非金属材料。
•金属材料:常见的金属铸造材料有铁、铝、铜、镁等。
不同的金属材料具有不同的特性和应用领域。
•非金属材料:非金属铸造材料包括陶瓷、塑料、橡胶等。
这些材料在一些特殊的铸造工艺中被广泛应用。
1.3 模具制造模具是铸造过程中的关键设备,它决定了铸件的形状和尺寸精度。
模具制造包括模具设计、材料选择和加工工艺等环节。
•模具设计:模具设计依据铸件的形状和尺寸要求,确定模具的结构和尺寸。
•材料选择:模具材料应具有高温强度、耐磨性和导热性等特性。
•加工工艺:模具加工工艺包括铣削、车削、磨削等工艺,以保证模具精度和表面质量。
2. 铸造工艺流程铸造工艺流程是指从原料准备到铸件成型的整个过程。
它包括模具制备、熔炼、浇注和冷却等阶段。
2.1 模具制备模具制备是铸造工艺流程的第一步,主要包括模具设计、材料选择和加工制造等。
2.2 熔炼熔炼是将金属原料加热至熔点并使其熔化的过程。
熔炼设备常用的有电炉、煤气炉和电阻炉等。
2.3 浇注浇注是指将熔化的金属倒入模具中,填充模腔。
垂直铸造工艺技术

垂直铸造工艺技术垂直铸造工艺技术是一种将熔化的金属材料直接注入铸模中,并通过重力作用使金属材料填充整个铸件形状的工艺。
垂直铸造工艺技术广泛应用于各种金属铸件的制造,具有生产效率高、产品质量好等优点。
下面将从工艺步骤、优点以及应用领域三个方面介绍垂直铸造工艺技术。
首先,垂直铸造工艺技术的主要步骤包括:模具制造、涂料处理、金属材料熔炼、填充铸模、冷却固化和后处理。
模具制造是垂直铸造的第一步,需要根据铸件的形状和尺寸设计制作合适的铸模。
涂料处理是为了保证铸模表面的光洁度和提高金属材料的流动性,常用的涂料有石蜡涂料和附着剂。
金属材料熔炼即将所需的金属材料加热至熔点,通常采用电炉或燃气炉进行加热。
填充铸模是最关键的一步,通过倒注金属材料使其充满整个铸件形状,填充过程中需注意避免气孔和夹杂物的产生。
冷却固化是将填充完成的铸件放置一定时间,让金属材料逐渐冷却凝固,从而使铸件形成稳定的结构。
最后的后处理包括去除模具、去毛刺、打磨、热处理和清洗等步骤。
其次,垂直铸造工艺技术具有许多优点。
首先,相较于其他铸造工艺,垂直铸造工艺不需要使用压力或抽真空等辅助手段,只需借助重力即可使金属材料填充整个铸件形状,大大简化了工艺流程,提高了生产效率。
其次,垂直铸造工艺可以生产更复杂形状的铸件,因为金属材料可以自由流动,填充性能好。
此外,垂直铸造工艺还可以减少铸件内部的气孔和夹杂物产生,提高了产品的质量,减少了后续检测和修复的工作量。
最后,垂直铸造工艺还适用于各种金属材料,包括铝合金、镁合金、钛合金等,具有广泛的应用前景。
最后,垂直铸造工艺技术在许多领域有着广泛的应用。
首先,垂直铸造工艺广泛应用于航空航天领域,用于制造各种复杂形状的航空铸件,如发动机壳体、涡轮叶片等。
其次,在汽车制造业中也广泛运用垂直铸造工艺,制造发动机缸体、曲轴壳体等零部件。
此外,垂直铸造工艺还应用于能源设备、化工设备、冶金设备等行业,制造各种耐高温、耐腐蚀、耐磨损的铸件。
山东铝合金重力铸造设计标准
山东铝合金重力铸造设计标准
山东铝合金重力铸造设计标准是指在山东地区进行铝合金重力铸造的设计要求和标准。
以下为山东铝合金重力铸造设计标准的一般要求:
1. 材料选择:应选择合适的铝合金材料进行重力铸造,通常选用具有良好流动性和机械性能的铝合金材料。
2. 模具设计:模具设计应符合铝合金重力铸造的工艺要求,确保产品尺寸准确、表面质量良好。
模具材料通常选用高温抗变形的材料,如高温合金钢。
3. 浇注系统设计:浇注系统设计应保证铝合金熔液能够顺利流入模具腔内,并且能够排除气体和杂质。
浇注系统布局合理,避免产生过多的涡流和气阻。
4. 浇注温度控制:铝合金的浇注温度应控制在合适的范围内,一般在650-730摄氏度之间。
过高的温度将导致熔融铝合金的氧化、烧损和虚夹等缺陷,过低的温度则会影响铝合金的流动性和充填性。
5. 铸件冷却控制:铝合金铸件的冷却速度应适中,以确保铸件能够均匀凝固、避免产生缩孔和气孔等缺陷。
冷却时间和冷却速度应根据铸件的尺寸和几何形状进行合理设置。
6. 后处理工艺:铝合金重力铸造后,需要进行去毛刺、除氧化皮、热处理等后处理工艺,以提高铝合金铸件的表面质量和机
械性能。
7. 工艺参数记录:在铝合金重力铸造过程中,应记录浇注温度、冷却时间、铸造工艺参数等重要数据,以便进行工艺分析和质量控制。
山东铝合金重力铸造设计标准的目的是规范山东地区铝合金重力铸造过程,确保铸件的质量和性能符合设计要求,提高铝合金铸件的生产效率和市场竞争力。
低压铸造和重力铸造

低压铸造与重力铸造Low pressure casting and high pressure casting低压铸造是液体金属在压力作用下充填型腔,以形成铸件的一种方法。
由于所用的压力较低,所以叫做低压铸造。
其工艺过程是:在密封的坩埚(或密封罐)中,通入干燥的压缩空气,金属液在气体压力的作用下,沿升液管上升,通过浇口平稳地进入型腔,并保持坩埚内液面上的气体压力,一直到铸件完全凝固为止。
然后解除液面上的气体压力,使开液管中未凝固的金属液流坩埚,再由气缸开型并推出铸件。
Low pressure casting is a method of molten metal fills the cavity u nder the pressure and then forms the casting .due to the pressure i s not high ,so it is called low pressure casting .The technical pro cess is : in the hermetic crucible (or sealed pot ) injecting the dry compressed air ,molten metal under the effect of gas pressure go es up along the pipe then through the gate placidly run into the c avity ,then keep the gas pressure upper the liquid in the crucible until the casting solidification totally .then remove the gas pressure to make the unfreezing metal in the pipe for opening run back into the crucible and at the same time use the cylinder open cavi ty to detrusion the casting .低压铸造独特的优点表现在以下几个方面:The unique characteristics of low pressure casting performed as below :1.液体金属充型比较平稳;Molten metal full the cavity smoothly.2.铸件成形性好,有利于形成轮廓清晰、表面光洁的铸件,对于大型薄壁铸件的成形更为有利;The forming property is good and in favor of forming the edge shape ness and surface bright and clean .It is favorable for the large ca sting parts with thin section casting3.铸件组织致密,机械性能高;The tissue of casting is densification ,and mechanical behavior is hi gh .4.提高了金属液的工艺收得率,一般情况下不需要冒口,使金属液的收得率大大提高,收得率一般可达90%。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2.模具未装好,合模缓冲过快 导致合模后沙粒掉落在型腔 3.砂芯不紧实,受铜水冲击后 从表面剥落,并随铜水凝固 4砂芯胀模,或砂芯定位松,合 模后砂芯晃动
5.石墨水内被污染,含砂或其 他杂质,蘸水后附着在模具表 面(如8032006-112表面砂眼)
5,石墨水日常需维护,严禁沙粒入 内,取样目测,如不良,及时更换石 墨水
铸造篇——渣孔形成原因
• 渣孔 (被金属液卷入的液渣或在浇铸过程中
急剧氧化在重力模型腔内的液渣所造成的凹坑, 一般聚结与铸件表面,主要分布在浇道附近)
1、在浇铸过程中,金属液的浮渣随从液体一 起卷入重力模型腔
2、在浇铸过程中,金属液在高温作用下与空 气产生化学反应的氧化物被金属液体封裹
变形
1,壁厚不匀 2,铸件报废 1,型砂报废 2,多耗铜,增加成本
其他(断裂,顶针伸入)
制芯篇—砂芯不良图示
浇铸篇——初识hpb-591
简单黄铜:为Cu—Zn二元合金,以“H”表示,H 黄铜:
后面的 数字表示合金的平均含铜量。如H80表示含铜量为80%,其余为 锌
复杂黄铜:在Cu-Zn会金中加入少量铅、锡、铝、锰等,
重铸基本工序
制 芯
浇 铸
整 理
重铸基本可分为制芯,浇铸,整理三大块 每一道工序都必须严格的按照工艺参数执行 如工艺参数不良,需在班组长督查下做相应更改,并作好 详细记录
制芯篇——造型材料1
原砂
1、硅砂 2、石灰石砂 3、特种砂 1、粘土 2、水泥 3、水玻璃 4、有机水溶性粘结剂 5、油类粘结剂 6、合成树脂粘结剂 7、其它铸造用粘结剂 1、抗粘砂材料 2、溃散附加物 3、固化剂 4、溶剂和稀释剂 5、模样剂和分型剂 6、添加剂
铜
组成多元合金。第三组元为铅的称铅黄铜,为铝的称铝黄铜。 hpb-591为含铜59%,主加元素为铅(1%左右)的复杂黄铜。
白铜:铜为基、镍为主要合金元素的铜合金。以B表示。如:BlO为
10%Ni、余为铜;B30为30%Ni、余Cu的铜镍合金。
青铜:除黄铜、白铜之外的铜合金。
按主加元素(如Sn、Al,Be等)命名为锡青铜、铝青铜、铍青铜,并以Q+主添元素 化学符号及百分含量表示,如QSn6.5-0.1为6.5%Sn、0.1%P、余为铜的锡磷青铜。 QA15为5%A1、余为铜的铝青铜。QBe2为2%Be、余下为铜的铍青铜。
影响
1,铸件壁厚不匀 2,型芯不易放入磨具 3,断芯 4,产品加工余量不足 1,影响出水量(缺陷在水道处), 2妨 碍加工(缺陷在阀芯,水嘴等需加 工出) 3,增加成本(消耗铜) 1,砂芯无强度,易断芯 2,砂芯内水分未烤干
解决方案
1,砂芯模的检查(包括磨具行腔,定位销是否磨损, 加热板是否紧固等) 2,气压调整 3,清理分型面异 物 4,检查抽芯是否安装良好 1,调整模具,清理砂筒 2,调整气压 3,漏气处贴胶 4,对准射砂口 1,增加固化时间 2,提高固化温度 3,严格按照参数混砂 1,减少固化时间 2,降低固化温度 1,仔细刮砂芯 2,射砂道小心掰掉或用锯条锯掉
铸造篇——浇不满原因
原因分析:
1、铜水温度过低 2、浇铸工艺不当 4、铜材成份不良,导致流动性差 5、模具温度偏低、铸件壁厚太薄,铜液过早凝固
铸造篇——浇不满改善
解决办法:
1、提高浇铸温度(控制在1000℃—1010℃之间);
2、增加进浇口横截面; 3、平稳流注,严禁中途中断 4、改善铜材晶体结构组织(高温熔炼,作精炼细化处理) 5、适当调整铜材成份结构(注意控制Cu 58.5%-61.0%、 Zn 37%-39%、Al 0.6%-0.7%等含量) 6、提高或控制模具温度 6、清理模具,避免因氧化物堵塞浇道 7、改善浇铸工艺,如增大流量,缩小预浇时间等
*所有合成树脂为酸性物质,请带好劳保用品进行操作Βιβλιοθήκη 制芯篇——砂芯不良及原因分析
主要缺陷
错模,胀模 疏松,孔洞,吹不满
形成原因
1.模具变形 2.定位销磨损,合膜模不良 3.磨具磨损变形 4.分模面有杂物 4.抽芯抽出不良,使型芯裂开 1,排气不良 2,射砂气压过大或过小 3,合模不严 4,模具漏气 5,射砂口堵住,或未对准 1,固化时间短 2,固化温度过低 3,砂芯配比不良,或混砂不良
铸造篇——气孔图示
8021001-022
8007001-012
铸造篇——气孔 • 产生原因:
1,铜水流入行腔后,行腔内空 气排出不畅 2浇铸过程中卷入的气体未排出 3.高温作用下,燃烧的气体 (树脂、固化剂、添加剂以及 水分)排出不畅 4.铜水自身含有的气体要析出
• 解决方法:
1、必须要有合理的排气系统, 对于死角处,发气量的处增加 排气孔等工艺措施 2规范合理的工艺参数,并做到 平稳浇铸,避免气体的卷入
涂料:填补凹坑
制芯篇——制芯工艺1
一,砂芯配比 挂件砂:50kg砂+180ml固化剂+800ml树脂+30ml添加剂 龙头砂:50kg砂+170ml固化剂+700ml树脂+30ml添加剂 二,混砂工艺 砂+固化剂 1-2分钟 树脂 2-3分钟 添加剂 1分钟
要求混沙机转速120~150转/分,太低的转速不易搅拌均匀,太高的 转速沙芯易发热,树脂易板结,流动性不好。混砂时,原砂温度不 应超过35度 混好的树脂砂在存放过程中流动性将逐渐下降,所以混好的砂应 在一小时内用完,混砂时,要根据车间生产需要,不宜多混。特别 夏季气温高,使树脂在固化剂作用下聚合反应加速,并引起型砂表 面水分挥发结皮,流动性下降。混好的砂应用湿麻袋遮盖。
3、控制砂芯沾结成份的配比, 减少燃烧时发气量,并做到充 分烘干 4、精炼铜水,静止一段时间让 气体析出
铸造篇——砂眼,掉砂 • 产生原因:
1.吹砂不净,模具内残留沙粒
• 解决方法:
1、按住砂芯定位部分,由上至下吹 出散落在型腔的沙粒,注意死角处。 2合模时要求平稳缓慢,无错模现象 3,制芯时控制型芯强度,改善浇铸 工艺,避免铜水直接冲击型芯 4、修刮砂芯,修缮模具定位,加大 砂芯定位避免砂芯头重脚轻
锰
《=0.01
硫
《=0.01
铋
<=0.02
锑
0.015-0.02
镁
0.003-0.006
砷
<=0.02
镉 + 硒 +碲
《=0.2
各种成分在铸造过程中的作用:
铜:主要成分,不宜过高,影响浇注的流动性。低于59%易裂纹。 锌:低于35%的容易造成流动性差,超过37.5%则易形成氧化物过多的现象。 铝:增加铜水流动性在铜水表面形成Al2O3,防止锌的挥发。高于7%抛光不良,低于5%易裂纹。 铅:改善产品切削性能,对铸件的内部缩松孔有填补作用。如果过低容易有缩松、毛细孔漏水现 象增加,切削性能也不好。过高(3%以上)铸造不良。 铁:铸件杂质主要的成分,但低于0.03%不能做细化处理。 硼:5-8ppm为佳,铜水成分不宜超过12ppm,否则容易造成硬基点。 镁:可以去除铜水的氧化物,铸件白斑的产生。 砷:在DR铜中替代铅的作用,可以改善铸件的切削性能。起抗脱锌的能力。 铋:在无铅铜中,补充、改善铅含量降低后产品的切削性能。
制芯篇——制芯工艺2
一 制芯参数
一般左模210,右模200,固化时间45秒,抽芯时间比固化时间短3-5秒。
二注意事项
1、将混好的砂放入制芯机料斗内,启动振下砂按钮,使砂充满吹砂桶,才能开始工作,否则 吹砂时要喷砂。 2、模具应调整到无错模,间隙不能大于0.05mm。 3、下砂不能过多,需标准,否则射砂斗的密封圈要破损。 4、 固化时间不宜过短。(应在模具内硬化70-80%、但烤砂芯时间短在外面慢慢硬化)也不是 固化时间长,强度就上升,时间太长反而强度会下降 5、刚制成的砂芯并未完全硬化,修刮毛边和合模线时要小心,并修刮干净,装箱后要保证砂 芯安放的稳定,可适当垫一层木屑,防砂芯损坏,并认真填写产品标识卡。 6、混好的树脂砂在存放过程中流动性将逐渐下降,所以混好的砂应在一小时内用完,混砂时, 要根据车间生产需要,不宜多混。特别夏季气温高,使树脂在固化剂作用下聚合反应加速,并 引起型砂表面水分挥发结皮,流动性下降。混好的砂应用湿麻袋遮盖。 7、中途休息和下班时,应做完料斗中的砂,模具应合好,以免砂凝固及热损失。 8、经常检查抽芯是否到位,是否有偏心,模具分型面和抽芯是否粘砂,并及时清理。 9、下班时加热板温度设为0°,并放掉储气罐内废水,清扫机台及周围环境卫生,关闭水电。 10、砂芯要做到无吹不满,无夹生,无错模,无胀模,无焦疏,无变形等要求。 11、砂芯完成后需放入砂芯干燥房,干燥房湿度不能超过60%。
浇铸篇——铜水熔炼
59铜标准成分:
Cu Zn Pb Al Fe Sn Ni B P Si Mn S Bi Sb Mg As Cd+Se+Te
铜
59-61.5
锌
37-39
铅
1.0-1.7
铝
0.5-0.7
铁
0.05-0.1
锡
《=0.15
镍
<=0.1
硼
0.0005-0.0008
磷
《=0.01
硅
<=0.02
造 型 材 料
粘连剂
辅助材料
制芯篇——造型材料2
杂 质 黑白云母 钾钠长石 泥粉(<1%) Fe2O3
硅砂:主要
成分为SiO2,为多结
晶形态(部分无定形 体),粒度0.053—3.35. 纯净为白 色,因含氧 化铁而为淡黄色,浅红 色
堵塞沙粒间隙,降低型芯透气性 含量过高易使铸件粘砂
特 性
夹生
焦酥
1,固化时间过长 2,固化温度过高 1,刮砂芯不仔细 2,连接射砂道敲掉后型砂表面有凹坑