机械毕业设计英文外文翻译51采煤工作面无线传感器网络物理层设计UWB技术
现代包装机械设备毕业课程设计外文文献翻译、中英文翻译
1 英文文献翻译1.1 Modern PackagingAuthor:Abstract1. Changing Needs and New RolesLooking back, historical changes are understandable and obvious. That all of them have had an impact on the way products are brought, consumed and packaged is also obvious. What is not so obvious is what tomorrow will bring. Yet, it is to the needs, markets, and conditions of tomorrow that packaging professionals must always turn their attention.The forces that drove packaging during the Industry Revolution continue to operate today. The consumer society continues to grow and is possibly best described by a 1988s bumper sticker, “Born to Shop”. We consume goods today at a rate 4 to 5 times greater than we did as recently as 1935. Most of these goods are not essential to survival; they constitute what we may call “the good life”.In the second half of the 20th century, the proliferation of goods was so high that packaging was forced into an entirely new role, that of providing the motivation rather than presenting the goods itself. On a shelf of 10 competing products, all of them similar in performance and quality, the only method of differentiating became the package itself. Marketer aimed at lifestyles, emotional values, subliminal images, features, and advantages beyond the basic product rather than the competitor’s. In some in instances, the package has become the product, and occasionally packaging has become entertainment.A brand product to carry the product manufacturer or product sales of theretailer’s label, usually by the buyer as a quality assessment guidance. In some cases, competing brands of product quality is almost no difference, a difference is the sale of its packaging. An interesting visually attractive packaging can give a key marketing advantage and convince impulse spending. However, the packaging should accurately reflect the quality of products/brand value in order to avoid the disappointment of consumers, encourage repeat purchases and build brand loyalty. Ideally, the product should exceed customer expectations.2. Packaging and the Modern Industrial SocietyThe importance of packaging to a modern industrial society is most evident when we examine the food-packaging sector. Food is organic in nature, having an animal or plant source. One characteristic of such organic matter is that, by and large, it has a limited natural biological life.A cut of meat, left to itself, might be unfit for human consumption by the next day. Some animal protein products, such as seafood, can deteriorate within hours.The natural shelf life of plant-based food depends on the species and plant involved. Pulpy fruit portions tend to have a short life span, while seed parts, which in nature have to survive at least separated from the living plant are usually short-lived.In addition to having a limited natural shelf life, most food is geographically and season-ally specific. Thus, potatoes and apples are grown in a few North American geographical regions and harvest during a short maturation period. In a world without packaging,we would need to live at the point of harvest to enjoy these products, and our enjoyment of them would be restricted to the natural biological life span of each. It is by proper storage, packaging and transport techniques that we are able to deliver fresh potatoes and apples, or the products derived from them, throughout the year and throughout the country. Potato-whole,canned, powdered, flaked, chipped, frozen, and instant is available, anytime, anywhere. This ability gives a society great freedom and mobility. Unlike less-developed societies, we are no longer restricted in our choice of where to live, since we are no longer tied to the food-producing ability of an area. Food production becomes more specialized and efficient with the growth of packaging. Crops and animal husbandry are moved to where their production is most economical, without regard to the proximity of a market. Most important, we are free of the natural cycles of feast and famine that are typical of societies dependent on natural regional food-producing cycles.Central processing allows value recovery from what would normally be waste by products of the processed food industry from the basis of other sub-industries. Chicken feathers are high in protein and, properly mill and treated, can be fed back to the next generation of chickens. Vegetable waste is fed to cattle or pigs. Bagasse, the waste cane from sugar pressing, is a source of fiber for papermaking. Fish scales are refined to make additives for paints and nail polish.The economical manufacture of durable goods also depends on good packaging.A product's cost is directly related to production volume. The business drive to reduce costs in the supply chain must be carefully balanced against the fundamental technical requirements for food safety and product integrity, as well as the need to ensure an. efficient logistics service. In addition, there is a requirement to meet the aims of marketing to protect and project brand image through value-added pack design. The latter may involve design inputs that communicate distinctive, aesthetically pleasing, ergonomic, functional and/or environmentally aware attributes. But for a national or international bicycle producer to succeed, it must be a way of getting the product to a market, which may be half a world away. Again, sound packaging, in this case distributionpackaging, is a key part of the system.Some industries could not exist without an international market. For example, Canada is a manufacturer of irradiation equipment, but the Canadian market (which would account for perhaps one unit every several years) could not possibly support such a manufacturing capability. However, by selling to the world, a manufacturing facility becomes viable. In addition to needing packaging for the irradiation machinery and instrumentation, the sale of irradiation equipment requires the sale packaging and transport of radioactive isotopes, a separate challenge in itself. In response to changing consumer lifestyles, the large retail groups and the food service industry development. Their success has been involved in a competition fierce hybrid logistics, trade, marketing and customer service expertise, all of which is dependent on the quality of packaging. They have in part led to the expansion of the dramatic range of products offered, technology innovation, including those in the packaging. Supply retail, food processing and packaging industry will continue to expand its international operations. Sourcing products around the world more and more to assist in reducing trade barriers. The impact of the decline has been increased competition and price pressure. Increased competition led to the rationalization of industrial structure, often in the form of mergers and acquisitions. Packaging, it means that new materials and shapes, increased automation, packaging, size range extension of lower unit cost. Another manufacturer and mergers and acquisitions, the Group's brand of retail packaging and packaging design re-evaluation of the growing development of market segmentation and global food supply chain to promote the use of advanced logistics and packaging systems packaging logistics system is an integral part of, and played an important role in prevention in the food supply or reduce waste generation.3. World Packaging.This discussion has referred to primitive packaging and the evolution of packaging functions. However, humankind's global progress is such that virtually every stage in the development of society and packaging is present somewhere in the world today. Thus, a packager in a highly developed country will agonize over choice of package type, hire expensive marketing groups to develop images to entice the targeted buyer and spend lavishly on graphics. In less-developed countries, consumers are happy to have food, regardless of the package. At the extreme, consumers will bring their own packages or will consume food on the spot, just as they did 2000 years ago.Packagers from the more developed countries sometimes have difficulty working with less-developed nations, for the simple reason that they fail to understand that their respective packaging priorities are completely different. Similarly, developing nations trying to sell goods to North American markets cannot understand our preoccupation with package and graphics.The significant difference is that packaging plays a different role in a market where rice will sell solely because it is available. In the North American market, the consumer may be confronted by five different companies offering rice in 30 or so variations. If all the rice is good and none is inferior, how does a seller create a preference for his particular rice? How does he differentiate? The package plays a large role in this process.The package-intensive developed countries are sometimes criticized for over packaging, and certainly over-packaging does exist. However, North Americans also enjoy the world's cheapest food, requiring only about 11 to 14% of our disposable income. European food costs are about 20% of disposable income, and in the less-developed countries food can take 95%of family income.4. The status and development trend of domestic and international packaging machineryWorldwide, the history of the development of the packaging machinery industry is relatively short, science and technology developed in Europe and America in general started in the 20th century until the 1950s the pace greatly accelerated.From the early 20th century, before the end of World War II World War II,medicine,food, cigarettes,matches,household chemicals and other industrial sectors, the mechanization of the packaging operations; the 1950s, the packaging machine widely used common electric switches and tube for the main components of the control system to achieve the primary automation; 1960s, Electrical and optical liquid-gas technology is significantly increased in the packaging machine, machines to further expand on this basis a dedicated automated packaging line; the 1970s, the micro- electronic technology into the automation of packaging machines and packaging lines, computer control packing production process; from the 1980s to the early 1990s, in some field of packaging, computer, robot application for service, testing and management, in preparation for the over-flexible automatic packaging lines and "no" automatic packaging workshop.Actively promoted and strong co-ordination of all aspects of society, and gradually establish a packaging material, packaging, printing, packaging machinery and other production sectors, and corresponding to the research, design, education, academic, management and organization, and thus the formation of independent and complete. The packaging of light industrial system, and occupies an important place in the national economy as a whole.Based on recent years data that members of the World Packaging Alliance output value of the packaging industry accounts for about 2% of the total output value of the national economy; in which the proportion of packaging machinery, though not large, but the rapid development of an annual average of almost growing at a rate of about 10%. Put into use at the packaging machine is now more than thousand species of packaging joint machines and automated equipment has been stand-alone equate. According to the new technological revolution in the world development trend is expected to packaging materials and packaging process and packaging machinery will be closely related to obtain the breakthrough of a new step, and bring more sectors into the packaging industry.China Packaging Technology Association was established in 1980. Soon, the China National Packaging Corporation have been born. Since then, one after another in the country organized a national and international packaging machinery exhibition, seminars, also published I had the first ever "China Packaging Yearbook and other packaging technology books. All this indicates that China is creating a new packaging historical perio d.1.2中文翻译现代包装1、不断变化的需求和新的角色,回顾以往,包装所带来明显的历史性变化是可以理解的, 一个产品包装方式的给他们的销量带来的影响也是显而易见的。
无线通信毕业设计外文翻译

Wireless communicationModern computer technology, industrial revolution, the world economy from the capital into the economy to knowledge economy. Field in the electronic world, from the 20th century into the era of radio to computer technology in the 21st century as the center of the intelligent modern era of electronic systems. The basic core of modern electronic systems are embedded computer systems (referred to as embedded systems), while the microcontroller is the most typical and most extensive and most popular embedded systems.First, radio has created generations of excellence in the worldFifties and sixties in the 20th century, the most representative of the advanced electronic technology is wireless technology, including radio broadcasting, radio, wireless communications (telegraph), Amateur Radio, radio positioning, navigation and other telemetry, remote control, remote technology. Early that these electronic technology led many young people into the wonderful digital world, radio show was a wonderful life, the prospects for science and technology. Electronics began to form a new discipline. Radio electronics, wireless communications began e-world journey. Radio technology not only as a representative of advanced science and technology at that time, but also from popular to professional fields of science, attracting the young people and enable them to find a lot of fun. Ore from the bedside to the superheterodyne radio radio; report issued from the radio amateur radio stations; from the telephone, electric bell to the radio control model. Became popular youth radio technology, science and technology education is the most popular and most extensive content. So far, many of the older generation of engineers, experts, Professor of the year are radio enthusiasts. Fun radio technology, radio technology, comprehensive training, from basic principles of electronics, electronic components to the radio-based remote control, telemetry, remote electronic systems, has trained several generations of technological excellence.Second, from the popularity of the radio era to era of electronic technologyThe early radio technology to promote the development of electronic technology, most notably electronic vacuum tube technology to semiconductor electronictechnology. Semiconductor technology to realize the active device miniaturization and low cost, so more popular with radio technology and innovation, and to greatly broaden the number of non-radio-control areas. The development of semiconductor technology lead to the production of integrated circuit, forming the modern electronic technology leap from discrete electronics into the era of era of integrated circuits. Electronic design engineers no longer use the discrete electronic components designed circuit modules, and direct selection of integrated circuit components constitute a single system. They freed the design of the circuit unit dedicated to system design, greatly liberating the productive forces of science and technology, promote the wider spread of electronic systems. Semiconductor integrated circuits in the basic digital logic circuits first breakthrough. A large number of digitallogic circuits, such as gates, counters, timers, shift registers, and analog switches, comparators, etc., for the electronic digital control provides excellent conditions for the traditional mechanical control to electronic control. Power electronic devices and sensor technology to make the original to the radio as the center of electronic technology turned to mechanical engineering in the field of digital control systems, testing in the field of information collection, movement of electrical mechanical servo drive control object. Semiconductor and integrated circuit technology will bring us a universal age of electronic technology, wireless technology as the field of electronic technology a part of. 70 years into the 20th century, large scale integrated circuit appeared to promote the conventional electronic circuit unit-specific electronic systems development. Many electronic systems unit into a dedicated integrated devices such as radios, electronic clocks, calculators, electronic engineers in these areas from the circuit, the system designed to debug into the device selection, peripheral device adapter work. Electronic technology, and electronic products enriched, electronic engineers to reduce the difficulty, but at the same time, radio technology, electronic technology has weakened the charm. The development of semiconductor integrated circuits classical electronic systems are maturing, remain in the large scale integrated circuit other thanthe shrinking of electronic technology, electronic technology is not the old days of radio fun times and comprehensive engineering training.Third, from the classic era of electronic technology to modern electronic technology of the times80 years into the 20th century, the century of economic change is the most important revolution in the computer. The computer revolution in the most important sign is the birth of the computer embedded applications. Modern computer numerical requirements should be born. A long period of time, is to develop the massive computer numerical duty. But the computer shows the logic operation, processing, control, attracting experts in the field of electronic control, they want development to meet the control object requirements of embedded applications, computer systems. If you meet the massive data-processing computer system known as general-purpose computer system, then the system can be the embedded object (such as ships, aircraft, motorcycles, etc.) in a computer system called the embedded computer. Clearly, both the direction of technology development are different. The former requires massive data storage, handling, processing and analysis of high-speed data transmission; while the latter requires reliable operation in the target environment, the external physical parameters on high-speed acquisition, analysis and processing logic and the rapid control of external objects. It will add an early general-purpose computer data acquisition unit, the output driver circuit reluctance to form a heat treatment furnace temperature control system. This general-purpose computer system is not possible for most of the electronic system used, and to make general-purpose computer system meets the requirements of embedded applications, will inevitably affect the development of high-speed numeric processing. In order to solve the contradiction between the development of computer technology, in the 20th century 70s, semiconductor experts another way, in full accordance with the electronic systemembedded computer application requirements, a micro-computer's basic system on a chip, the formation of the early SCM (Single Chip Microcomputer). After the advent of single chip in the computer industry began to appear in the general-purpose computer systems and embedded systems the two branches. Since then, both the embedded system, or general-purpose computer systems have been developed rapidly.Although the early general-purpose computer converted the embedded computer systems, and real embedded system began in the emergence of SCM. Because the microcontroller is designed specifically for embedded applications, the MCU can only achieve embedded applications. MCU embedded applications that best meet environmental requirements, for example, chip-level physical space, large-scale integrated circuits low-cost, good peripheral interface bus and outstanding control of instruction. A computer system microcontroller core, embedded electronic systems, intelligent electronic systems for the foundation. Therefore, the current single chip electronic system in widespread use of electronic systems to enable rapid transition to the classical modern intelligent electronic systems.Forth, single chip to create the modern era of electronic systems.A microcontroller and embedded systems Embedded computer systems from embedded applications, embedded systems for early general-purpose computer adapted to the object system embedded in a variety of electronic systems, such as the ship's autopilot, engine monitoring systems. Embedded system is primarily a computer system, followed by it being embedded into the object system, objects in the object system to achieve required data collection, processing, status display, the output control functions, as embedded in the object system, embedded system computer does not have an independent form and function of the computer. SCM is entirely in accordance with the requirements of embedded system design, so SCM is the most typical embedded systems. SCM is the early application of technical requirements in accordance with the design of embedded computer chip integration, hence the name single chip. Subsequently, the MCU embedded applications to meet the growing demands of its control functions and peripheral interface functions, in particular, highlight the control function, so has international name the single chip microcontroller (MCU, Microcontroller Unit).2 MCU modern electronic systems consisting of electronic systems will become mainstreamMCU is a device-level computer systems, it can be embedded into any object system to achieve intelligent control. Small to micro-machinery, such as watches,hearing aids.Low-cost integrated device-level, low-to a few dollars, ten dollars, enough to spread to many civilian SCM appliances, electronic toys to go. SCM constitutes a modern electronic systems has in-depth to the households, are changing our lives, such as home audio, televisions, washing machines, microwave ovens, telephones, security systems, and air conditioners. SCM innovation the original electronic systems, such as microwave ovens use SCM, it can easily set the clock, the program memory, power control; air conditioner after use of SCM is not only convenient for remote parameter setting, running automatically transform, frequency control can be achieved.At present, many household appliances such as VCD, DVD only single chip to achieve its function may occur before. 3 Embedded Systems led the entire electronics industry Current electronic components industry, in addition to microprocessors, embedded system devices, the most modern electronic systems around the supporting components industries, such as keys used to meet the human-computer interaction, LED / LCD display drivers, LED / LCD display units, voice integrated device, etc., to meet the requirements of data acquisition channel digital sensor, ADC, data acquisition module, signal conditioning modules to meet the servo drive control in the DAC, solid state relays, stepper motor controller, frequency control unit, etc., to meet the communication requirements various bus driver, level converters. Electronic components in the embedded systems world, driven by embedded applications along fully meet requirements of modern electronic systems development. This makes the original classic world of increasingly small electronic systems. Practitioners in the various electronic systems to modern electronic systems as early as possible to stay.Fifth, SCM will create a new generation of electronic elite.If the 50's, radio has created several generations of the world elite, then today's SCM will create a new generation of e-world elite. A single chip with you to the intelligent electronics If we as a dead classic electronic system electronic system, then the intelligent modern electronic systems is a "life" of the electronic system. Application System of hardware, electronic systems, "body", microcontroller applications, the applicationgives it "life." For example, in the design of intelligent machines monitor display, it can boot the system self-test results show, not to enter the work shows a variety of stand-by state, equipment run-time display running processes, work can be displayed after the end of the current results, self results, raw data, reports and other various processing. Unattended, it can run automatically given a variety of functions. Intelligent electronic systems for the endless realm, often without additional hardware resources can achieve all kinds of renovated function. It is also present in many household appliances feature a large number of additional factors. 2 single chip computer with you to the industrial area The 21st century is the century of humanity into the computer age, many people are not used in the manufacture of computer is the computer. People using the computer, only the people engaged in embedded system applications really into the internal computer system hardware and software systems, can we truly understand the nature of the computer's intelligence and grasp the knowledge of intelligent design. MCU applications starting from the learning technology applications in today's computer software training, hardware and technical personnel of one of the best roads. 3 SCM bring you into the most attractive in the digital world Charming single chip to enable you to experience the true meaning of the computer, you can design intelligent microcontroller hands-on toys, different applications can be designed to achieve different functions. Both software design and hardware making there, both mental and physical, but also hands. Primary level can develop intelligent toys, with macro programming. Intermediate levels can develop some intelligent controller, such as computer mouse, smart cars, all kinds of remote control model. High levels can be developed robots, such as robot soccer, the development of industrial control units, network communications, and high-levellanguage with assembly language or design application. Microcontroller and embedded systems around the formation of the future of the electronics industry, will provide a vast world of electronic fans, an even broader than the current wireless world, richer, more durable, more attractive in the digital world. Plunge into the microcontroller in the world to, will benefit your life.MCU AttacksCurrently, there are four single chip attack technique, namely: (1) software attack The technology is commonly used processor communication interface and use protocol, encryption algorithm or the algorithm of security vulnerabilities to attack. The success of software attack is a typical example of the early ATMEL AT89C MCU attacks. Attacker single chip erase operation of the timing design flaw, erase the encryption used by ourselves locked in place, the next stop on-chip program memory data erase operation, thus bringing into too close a single chip SCM not encrypted, and then use the programmer to read out chip program. (2) electronic detection of attacks The technology is usually a high time resolution to monitor the processor during normal operation of all power and interface simulation features, and by monitoring the electromagnetic radiation characteristics of it to attack. Because SCM is an active electronic device, when it executes a different command, the corresponding changes in the power consumption accordingly. This through the use of special electronic measuring instruments and mathematical statistical analysis and detection of these changes, you can access key information specific microcontroller.(3) fault generation technology Abnormal working conditions of the technology used to make the processor errors, and provide additional access to attack. Produce the most widely used means of attack, including the fault of the impact and the clock voltage shock. Low voltage and high voltage protection circuit attack can be used to prohibit the work of processor execution errors or enforcement action. Clock transition may reset the transient protection circuit will not damage the protected information. Power and clock transients transition effects in certain single-processor instruction decoding and execution. (4) probe This technology is directly exposed to chip connection, and then observe, manipulate, interfere with single chip to achieve the attack purpose. For convenience, these four people will attack techniques are divided into two categories is theintrusion type attack (physical attack), such attack requires destruction of package, then use semiconductor test equipment, microscopes and micro-positioning device, in a special laboratory spend hours or even weeks to complete. All of the micro-probe techniques are invasive type attack. The other three methods are non-invasive type attack, attack the MCU will not be physical damage. In some cases, non-invasive-type attacks are particularly dangerous, but because of non-invasive type attacks can usually be made and the necessary equipment to upgrade, so it is cheap. Most non-invasive type attack requires the attacker have a good knowledge of processors and software knowledge. In contrast, the invasive type of probe do not need too much of the initial attack of knowledge, and usually a set of similar technology available to deal with a wide range of productsMCU general process of invasion-type attackInvasive type of attack is thrown off its first chip package. There are two ways to achieve this goal: the first one is completely dissolved out chip package, exposed metal connections. The second is only removed to the top of the plastic package silicon core. The first method is the need to bind to the test fixture on the chip, using bind Taiwan to operate. The second method requires the attacker in addition to a certain degree of knowledge and necessary skills, but also the wisdom and patience, but operate relatively easy. Above the plastic chips can be opened with a knife, epoxy around the chip can be eroded by concentrated nitric acid. Hot concentrated nitric acid will dissolve out without affecting the chip, chip packaging and connection. This process usually very dry conditions, because the presence of water may erode the aluminum wire connections have been exposed. Then, in ultrasonic cleaning of the pool first chip with acetone to remove residual nitric acid, then washed with water to remove salt and dried. No ultrasound pool, are generally skip this step. This case, the chip surface, a bit dirty, but do not affect the operation of UV effects on the chip. The final step is to find the location of the protection fuse and fuse protection under exposure to UV light. General use at least a 100 times magnification microscope, from the programming voltage input pin of the connection tracking in, to find protection fuse. If there is no microscope, theuse of different parts of the chip is exposed to ultraviolet light and observe the results under the simple search mode. Operation applied opaque paper cover to protect the program memory chips are not erased by ultraviolet light. Will protect the fuse exposed under UV light 5 to 10 minutes to destroy the protection bit of the protective effect, use a simple programmer can directly read the contents of program memory. The use of the protective layer to protect the MCU EEPROM cell, using ultraviolet light reset protection circuit is not feasible. For this type of MCU, the general use of micro-probe technology to read the memory contents. In the chip package is opened, the chip placed under the microscope can easily find from the memory circuit connected to other parts of the data bus. For some reason, the chip lock-bit programming mode is not locked in the memory of the visit. Advantage of this flaw on the data lines to probe the above data can be read all you want. In programming mode, restart the process of reading and connect probe to the other data can be read online program and data memory, all of the information. There is also a possible means of attack is the use of microscopy and laser cutting machines and other equipment to find the fuse protection to this part of the circuit tracing and linking all the signal lines. Because of the design defects, so long as cut off from other circuit protection fuse to a one signal line, you can ban the entire protection. For some reason, this thread is very far from the other line, so the use of laser cutting machine can cut the wire without affecting the adjacent line. In this way, using a simple programmer can directly read the contents of program memory. Although the most common single chip microcontroller has fuse blown inside the code protection features, but because of general low-end MCU is not positioning the production of safe products, so they often do not provide targeted preventive measures and the low level of security. MCU applications with a broad, large sales volume, commission processing and transfer of technology between firms frequently spilled a lot oftechnical data, making use of loopholes in the design of such chips and test interface manufacturer, and by modifying the invasive type fuse protection bits, etc. means of attack or invasion-type attack to read MCU's internal procedureshave become easier.About common single chipSTC microcontroller STC's mainly based on the 8051 microcontroller core is a new generation of enhanced MCU, the instruction code is fully compatible with the traditional 8051, 8 to 12 times faster, with ADC, 4 Road, PWM, dual serial ports, a global unique ID, encryption of good, strong anti-interference. PIC Microcontroller: MICROCHIP's products is its prominent feature is a small, low power consumption, reduced instruction set, interference, reliability, strong analog interface, the code of confidentiality is good, most of the chip has its compatibleFLASH program memory chips. EMC SCM: Elan's products in Taiwan, with much of the PIC 8-bit microcontroller compatible, and compatible products, resources, compared to the PIC's more, cheap, there are many series of options, but less interference. ATMEL microcontroller (MCU 51): ATMEl company's 8-bit microcontroller with AT89, AT90 two series, AT89 series is the 8-bit Flash microcontroller 8051 is compatible with the static clock mode; AT90 RISC MCU is to enhance the structure, all static methods of work, containing the line can be Flash MCU programming, also known A VR microcontroller. PHLIPIS 51PLC Microcontroller (MCU 51): PHILIPS company's MCU is based on the 80C51 microcontroller core, embedded power-down detection, simulation and on-chip RC oscillator and other functions, which makes 51LPC in highly integrated, low cost, low power design to meet various applications performance requirements. HOLTEK SCM: Sheng Yang, Taiwan Semiconductor's single chip, cheap more categories, but less interference for consumer products. TI company microcontroller (MCU 51):Texas Instruments MSP430 provides the TMS370 and two series of general-purpose microcontroller. TMS370 MCU is the 8-bit CMOS MCU with a variety of storage mode, a variety of external interface mode, suitable for real-time control of complex situations; MSP430 MCU is a low power, high functionality integrated 16-bit low-power microcontroller, especially for applications that require low power consumption occasions Taiwan Sonix's single, mostly 8-bit machines, some with PIC 8-bit microcontroller compatible, cheap, the system clock frequency may be more options there PMW ADC internal noise filtering within the vibration. Shortcomings RAM space is too small, better anti-interference.无线通信从无线电世界到单片机世界现代计算机技术的产业革命,将世界经济从资本经济带入到知识经济时代。
机械设计专业术语的英语翻译

机械设计专业术语的英语翻译阿基米德蜗杆 archimedes worm安全系数 safety factor; factor of safety安全载荷 safe load凹面、凹度 concavity扳手 wrench板簧 flat leaf spring半圆键 woodruff key变形 deformation摆杆 oscillating bar摆动从动件 oscillating follower摆动从动件凸轮机构 cam with oscillating follower 摆动导杆机构 oscillating guide-bar mechanism 摆线齿轮 cycloidal gear摆线齿形 cycloidal tooth profile摆线运动规律 cycloidal motion摆线针轮 cycloidal-pin wheel包角 angle of contact保持架 cage背对背安装 back-to-back arrangement背锥 back cone ; normal cone背锥角 back angle背锥距 back cone distance比例尺 scale比热容 specific heat capacity闭式链 closed kinematic chain闭链机构 closed chain mechanism臂部 arm变频器 frequency converters变频调速 frequency control of motor speed变速 speed change变速齿轮 change gear ; change wheel变位齿轮 modified gear变位系数 modification coefficient标准齿轮 standard gear标准直齿轮 standard spur gear表面质量系数 superficial mass factor表面传热系数 surface coefficient of heat transfer 表面粗糙度 surface roughness并联式组合 combination in parallel并联机构 parallel mechanism并联组合机构 parallel combined mechanism并行工程 concurrent engineering并行设计 concurred design, cd不平衡相位 phase angle of unbalance不平衡 imbalance (or unbalance)不平衡量 amount of unbalance不完全齿轮机构 intermittent gearing波发生器 wave generator波数 number of waves补偿 compensation参数化设计 parameterization design, pd残余应力 residual stress操纵及控制装置 operation control device槽轮 geneva wheel槽轮机构 geneva mechanism ; maltese cross 槽数 geneva numerate槽凸轮 groove cam侧隙 backlash差动轮系 differential gear train差动螺旋机构 differential screw mechanism差速器 differential常用机构 conventional mechanism; mechanism in common use车床 lathe承载量系数 bearing capacity factor承载能力 bearing capacity成对安装 paired mounting尺寸系列 dimension series齿槽 tooth space齿槽宽 spacewidth齿侧间隙 backlash齿顶高 addendum齿顶圆 addendum circle齿根高 dedendum齿根圆 dedendum circle齿厚 tooth thickness齿距 circular pitch齿宽 face width齿廓 tooth profile齿廓曲线 tooth curve齿轮 gear齿轮变速箱 speed-changing gear boxes齿轮齿条机构 pinion and rack齿轮插刀 pinion cutter; pinion-shaped shaper cutter齿轮滚刀 hob ,hobbing cutter齿轮机构 gear齿轮轮坯 blank齿轮传动系 pinion unit齿轮联轴器 gear coupling齿条传动 rack gear齿数 tooth number齿数比 gear ratio齿条 rack齿条插刀 rack cutter; rack-shaped shaper cutter 齿形链、无声链 silent chain齿形系数 form factor齿式棘轮机构 tooth ratchet mechanism插齿机 gear shaper重合点 coincident points重合度 contact ratio冲床 punch传动比 transmission ratio, speed ratio传动装置 gearing; transmission gear传动系统 driven system传动角 transmission angle传动轴 transmission shaft串联式组合 combination in series串联式组合机构 series combined mechanism串级调速 cascade speed control创新 innovation ; creation创新设计 creation design垂直载荷、法向载荷 normal load唇形橡胶密封 lip rubber seal磁流体轴承 magnetic fluid bearing从动带轮 driven pulley从动件 driven link, follower从动件平底宽度 width of flat-face从动件停歇 follower dwell从动件运动规律 follower motion从动轮 driven gear粗线 bold line粗牙螺纹 coarse thread大齿轮 gear wheel打包机 packer打滑 slipping带传动 belt driving带轮 belt pulley带式制动器 band brake单列轴承 single row bearing单向推力轴承 single-direction thrust bearing单万向联轴节 single universal joint单位矢量 unit vector当量齿轮 equivalent spur gear; virtual gear当量齿数 equivalent teeth number; virtual number of teeth 当量摩擦系数 equivalent coefficient of friction当量载荷 equivalent load刀具 cutter导数 derivative倒角 chamfer导热性 conduction of heat导程 lead导程角 lead angle等加等减速运动规律 parabolic motion; constant acceleration and deceleration motion等速运动规律 uniform motion; constant velocity motion等径凸轮 conjugate yoke radial cam等宽凸轮 constant-breadth cam等效构件 equivalent link等效力 equivalent force等效力矩 equivalent moment of force等效量 equivalent等效质量 equivalent mass等效转动惯量 equivalent moment of inertia等效动力学模型 dynamically equivalent model底座 chassis低副 lower pair点划线 chain dotted line(疲劳)点蚀 pitting垫圈 gasket垫片密封 gasket seal碟形弹簧 belleville spring顶隙 bottom clearance定轴轮系 ordinary gear train; gear train with fixed axes 动力学 dynamics动密封 kinematical seal动能 dynamic energy动力粘度 dynamic viscosity动力润滑 dynamic lubrication动平衡 dynamic balance动平衡机 dynamic balancing machine动态特性 dynamic characteristics动态分析设计 dynamic analysis design动压力 dynamic reaction动载荷 dynamic load端面 transverse plane端面参数 transverse parameters端面齿距 transverse circular pitch端面齿廓 transverse tooth profile端面重合度 transverse contact ratio端面模数 transverse module端面压力角 transverse pressure angle锻造 forge对称循环应力 symmetry circulating stress对心滚子从动件 radial (or in-line ) roller follower对心直动从动件 radial (or in-line ) translating follower对心移动从动件 radial reciprocating follower对心曲柄滑块机构 in-line slider-crank (or crank-slider) mechanism多列轴承 multi-row bearing多楔带 poly v-belt多项式运动规律 polynomial motion多质量转子 rotor with several masses惰轮 idle gear额定寿命 rating life额定载荷 load ratingii 级杆组 dyad发生线 generating line发生面 generating plane法面 normal plane法面参数 normal parameters法面齿距 normal circular pitch法面模数 normal module法面压力角 normal pressure angle法向齿距 normal pitch法向齿廓 normal tooth profile法向直廓蜗杆 straight sided normal worm法向力 normal force反馈式组合 feedback combining反向运动学 inverse ( or backward) kinematics反转法 kinematic inversion反正切 arctan范成法 generating cutting仿形法 form cutting方案设计、概念设计 concept design, cd防振装置 shockproof device飞轮 flywheel飞轮矩 moment of flywheel非标准齿轮 nonstandard gear非接触式密封 non-contact seal非周期性速度波动 aperiodic speed fluctuation非圆齿轮 non-circular gear粉末合金 powder metallurgy分度线 reference line; standard pitch line分度圆 reference circle; standard (cutting) pitch circle 分度圆柱导程角 lead angle at reference cylinder分度圆柱螺旋角 helix angle at reference cylinder分母 denominator分子 numerator分度圆锥 reference cone; standard pitch cone分析法 analytical method封闭差动轮系 planetary differential复合铰链 compound hinge复合式组合 compound combining复合轮系 compound (or combined) gear train复合平带 compound flat belt复合应力 combined stress复式螺旋机构 compound screw mechanism复杂机构 complex mechanism杆组 assur group干涉 interference刚度系数 stiffness coefficient刚轮 rigid circular spline钢丝软轴 wire soft shaft刚体导引机构 body guidance mechanism 刚性冲击 rigid impulse (shock)刚性转子 rigid rotor刚性轴承 rigid bearing刚性联轴器 rigid coupling高度系列 height series高速带 high speed belt高副 higher pair格拉晓夫定理 grashoff`s law根切 undercutting公称直径 nominal diameter高度系列 height series功 work工况系数 application factor工艺设计 technological design工作循环图 working cycle diagram工作机构 operation mechanism工作载荷 external loads工作空间 working space工作应力 working stress工作阻力 effective resistance工作阻力矩 effective resistance moment 公法线 common normal line公共约束 general constraint公制齿轮 metric gears功率 power功能分析设计 function analyses design共轭齿廓 conjugate profiles共轭凸轮 conjugate cam构件 link鼓风机 blower固定构件 fixed link; frame固体润滑剂 solid lubricant关节型操作器 jointed manipulator惯性力 inertia force惯性力矩 moment of inertia ,shaking moment 惯性力平衡 balance of shaking force惯性力完全平衡 full balance of shaking force惯性力部分平衡 partial balance of shaking force 惯性主矩 resultant moment of inertia惯性主失 resultant vector of inertia冠轮 crown gear广义机构 generation mechanism广义坐标 generalized coordinate轨迹生成 path generation轨迹发生器 path generator滚刀 hob滚道 raceway滚动体 rolling element滚动轴承 rolling bearing滚动轴承代号 rolling bearing identification code 滚针 needle roller滚针轴承 needle roller bearing滚子 roller滚子轴承 roller bearing滚子半径 radius of roller滚子从动件 roller follower滚子链 roller chain滚子链联轴器 double roller chain coupling 滚珠丝杆 ball screw滚柱式单向超越离合器 roller clutch过度切割 undercutting函数发生器 function generator函数生成 function generation含油轴承 oil bearing耗油量 oil consumption耗油量系数 oil consumption factor赫兹公式 h. hertz equation合成弯矩 resultant bending moment合力 resultant force合力矩 resultant moment of force黑箱 black box横坐标 abscissa互换性齿轮 interchangeable gears花键 spline滑键、导键 feather key滑动轴承 sliding bearing滑动率 sliding ratio滑块 slider环面蜗杆 toroid helicoids worm环形弹簧 annular spring缓冲装置 shocks; shock-absorber灰铸铁 grey cast iron回程 return回转体平衡 balance of rotors混合轮系 compound gear train积分 integrate机电一体化系统设计 mechanical-electrical integration system design机构 mechanism机构分析 analysis of mechanism机构平衡 balance of mechanism机构学 mechanism机构运动设计 kinematic design of mechanism机构运动简图 kinematic sketch of mechanism机构综合 synthesis of mechanism机构组成 constitution of mechanism机架 frame, fixed link机架变换 kinematic inversion机器 machine机器人 robot机器人操作器 manipulator机器人学 robotics技术过程 technique process技术经济评价 technical and economic evaluation技术系统 technique system机械 machinery机械创新设计 mechanical creation design, mcd机械系统设计 mechanical system design, msd机械动力分析 dynamic analysis of machinery机械动力设计 dynamic design of machinery机械动力学 dynamics of machinery机械的现代设计 modern machine design机械系统 mechanical system机械利益 mechanical advantage机械平衡 balance of machinery机械手 manipulator机械设计 machine design; mechanical design机械特性 mechanical behavior机械调速 mechanical speed governors机械效率 mechanical efficiency机械原理 theory of machines and mechanisms机械运转不均匀系数 coefficient of speed fluctuation机械无级变速 mechanical stepless speed changes基础机构 fundamental mechanism基本额定寿命 basic rating life基于实例设计 case-based design,cbd基圆 base circle基圆半径 radius of base circle基圆齿距 base pitch基圆压力角 pressure angle of base circle基圆柱 base cylinder基圆锥 base cone急回机构 quick-return mechanism急回特性 quick-return characteristics急回系数 advance-to return-time ratio急回运动 quick-return motion棘轮 ratchet棘轮机构 ratchet mechanism棘爪 pawl极限位置 extreme (or limiting) position极位夹角 crank angle between extreme (or limiting) positions 计算机辅助设计 computer aided design, cad计算机辅助制造 computer aided manufacturing, cam计算机集成制造系统 computer integrated manufacturingsystem, cims计算力矩 factored moment; calculation moment 计算弯矩 calculated bending moment加权系数 weighting efficient加速度 acceleration加速度分析 acceleration analysis加速度曲线 acceleration diagram尖点 pointing; cusp尖底从动件 knife-edge follower间隙 backlash间歇运动机构 intermittent motion mechanism减速比 reduction ratio减速齿轮、减速装置 reduction gear减速器 speed reducer减摩性 anti-friction quality渐开螺旋面 involute helicoid渐开线 involute渐开线齿廓 involute profile渐开线齿轮 involute gear渐开线发生线 generating line of involute渐开线方程 involute equation渐开线函数 involute function渐开线蜗杆 involute worm渐开线压力角 pressure angle of involute渐开线花键 involute spline简谐运动 simple harmonic motion键 key键槽 keyway交变应力 repeated stress交变载荷 repeated fluctuating load交叉带传动 cross-belt drive交错轴斜齿轮 crossed helical gears胶合 scoring角加速度 angular acceleration角速度 angular velocity角速比 angular velocity ratio角接触球轴承 angular contact ball bearing角接触推力轴承 angular contact thrust bearing 角接触向心轴承 angular contact radial bearing 角接触轴承 angular contact bearing铰链、枢纽 hinge校正平面 correcting plane接触应力 contact stress接触式密封 contact seal阶梯轴 multi-diameter shaft结构 structure结构设计 structural design截面 section节点 pitch point节距 circular pitch; pitch of teeth节线 pitch line节圆 pitch circle节圆齿厚 thickness on pitch circle节圆直径 pitch diameter节圆锥 pitch cone节圆锥角 pitch cone angle解析设计 analytical design紧边 tight-side紧固件 fastener径节 diametral pitch径向 radial direction径向当量动载荷 dynamic equivalent radial load径向当量静载荷 static equivalent radial load径向基本额定动载荷 basic dynamic radial load rating 径向基本额定静载荷 basic static radial load tating径向接触轴承 radial contact bearing径向平面 radial plane径向游隙 radial internal clearance径向载荷 radial load径向载荷系数 radial load factor径向间隙 clearance静力 static force静平衡 static balance静载荷 static load静密封 static seal局部自由度 passive degree of freedom矩阵 matrix矩形螺纹 square threaded form锯齿形螺纹 buttress thread form矩形牙嵌式离合器 square-jaw positive-contact clutch 绝对尺寸系数 absolute dimensional factor绝对运动 absolute motion绝对速度 absolute velocity均衡装置 load balancing mechanism抗压强度 compression strength开口传动 open-belt drive开式链 open kinematic chain开链机构 open chain mechanism可靠度 degree of reliability可靠性 reliability可靠性设计 reliability design, rd空气弹簧 air spring空间机构 spatial mechanism空间连杆机构 spatial linkage空间凸轮机构 spatial cam空间运动副 spatial kinematic pair空间运动链 spatial kinematic chain空转 idle宽度系列 width series框图 block diagram雷诺方程reynolds‘s equation离心力 centrifugal force离心应力 centrifugal stress离合器 clutch离心密封 centrifugal seal理论廓线 pitch curve理论啮合线 theoretical line of action隶属度 membership力 force力多边形 force polygon力封闭型凸轮机构 force-drive (or force-closed) cam mechanism力矩 moment力平衡 equilibrium力偶 couple力偶矩 moment of couple连杆 connecting rod, coupler连杆机构 linkage连杆曲线 coupler-curve连心线 line of centers链 chain链传动装置 chain gearing链轮 sprocket ; sprocket-wheel ; sprocket gear ; chain wheel 联组 v 带 tight-up v belt联轴器 coupling ; shaft coupling两维凸轮 two-dimensional cam临界转速 critical speed六杆机构 six-bar linkage龙门刨床 double haas planer轮坯 blank轮系 gear train螺杆 screw螺距 thread pitch螺母 screw nut螺旋锥齿轮 helical bevel gear螺钉 screws螺栓 bolts螺纹导程 lead螺纹效率 screw efficiency螺旋传动 power screw螺旋密封 spiral seal螺纹 thread (of a screw)螺旋副 helical pair螺旋机构 screw mechanism螺旋角 helix angle螺旋线 helix ,helical line绿色设计 green design ; design for environment马耳他机构 geneva wheel ; geneva gear马耳他十字 maltese cross脉动无级变速 pulsating stepless speed changes脉动循环应力 fluctuating circulating stress脉动载荷 fluctuating load铆钉 rivet迷宫密封 labyrinth seal密封 seal密封带 seal belt密封胶 seal gum密封元件 potted component密封装置 sealing arrangement面对面安装 face-to-face arrangement面向产品生命周期设计 design for product`s life cycle, dplc 名义应力、公称应力 nominal stress模块化设计 modular design, md模块式传动系统 modular system模幅箱 morphology box模糊集 fuzzy set模糊评价 fuzzy evaluation模数 module摩擦 friction摩擦角 friction angle摩擦力 friction force摩擦学设计 tribology design, td摩擦阻力 frictional resistance摩擦力矩 friction moment摩擦系数 coefficient of friction摩擦圆 friction circle磨损 abrasion ;wear; scratching末端执行器 end-effector目标函数 objective function耐腐蚀性 corrosion resistance耐磨性 wear resistance挠性机构 mechanism with flexible elements 挠性转子 flexible rotor内齿轮 internal gear内齿圈 ring gear内力 internal force内圈 inner ring能量 energy能量指示图 viscosity逆时针 counterclockwise (or anticlockwise) 啮出 engaging-out啮合 engagement, mesh, gearing啮合点 contact points啮合角 working pressure angle啮合线 line of action啮合线长度 length of line of action啮入 engaging-in牛头刨床 shaper凝固点 freezing point; solidifying point扭转应力 torsion stress扭矩 moment of torque扭簧 helical torsion spring诺模图 nomogramo 形密封圈密封 o ring seal盘形凸轮 disk cam盘形转子 disk-like rotor抛物线运动 parabolic motion疲劳极限 fatigue limit疲劳强度 fatigue strength偏置式 offset偏 ( 心 ) 距 offset distance偏心率 eccentricity ratio偏心质量 eccentric mass偏距圆 offset circle偏心盘 eccentric偏置滚子从动件 offset roller follower偏置尖底从动件 offset knife-edge follower偏置曲柄滑块机构 offset slider-crank mechanism 拼接 matching评价与决策 evaluation and decision频率 frequency平带 flat belt平带传动 flat belt driving平底从动件 flat-face follower平底宽度 face width平分线 bisector平均应力 average stress平均中径 mean screw diameter平均速度 average velocity平衡 balance平衡机 balancing machine平衡品质 balancing quality平衡平面 correcting plane平衡质量 balancing mass平衡重 counterweight平衡转速 balancing speed平面副 planar pair, flat pair平面机构 planar mechanism平面运动副 planar kinematic pair平面连杆机构 planar linkage平面凸轮 planar cam平面凸轮机构 planar cam mechanism平面轴斜齿轮 parallel helical gears普通平键 parallel key其他常用机构 other mechanism in common use起动阶段 starting period启动力矩 starting torque气动机构 pneumatic mechanism奇异位置 singular position起始啮合点 initial contact , beginning of contact气体轴承 gas bearing千斤顶 jack嵌入键 sunk key强迫振动 forced vibration切齿深度 depth of cut曲柄 crank曲柄存在条件 grashoff`s law曲柄导杆机构 crank shaper (guide-bar) mechanism曲柄滑块机构 slider-crank (or crank-slider) mechanism 曲柄摇杆机构 crank-rocker mechanism曲齿锥齿轮 spiral bevel gear曲率 curvature曲率半径 radius of curvature曲面从动件 curved-shoe follower曲线拼接 curve matching曲线运动 curvilinear motion曲轴 crank shaft驱动力 driving force驱动力矩 driving moment (torque)全齿高 whole depth权重集 weight sets球 ball球面滚子 convex roller球轴承 ball bearing球面副 spheric pair球面渐开线 spherical involute球面运动 spherical motion球销副 sphere-pin pair球坐标操作器 polar coordinate manipulator燃点 spontaneous ignition热平衡 heat balance; thermal equilibrium人字齿轮 herringbone gear冗余自由度 redundant degree of freedom柔轮 flexspline柔性冲击 flexible impulse; soft shock柔性制造系统 flexible manufacturing system; fms柔性自动化 flexible automation润滑油膜 lubricant film润滑装置 lubrication device润滑 lubrication润滑剂 lubricant三角形花键 serration spline三角形螺纹 v thread screw三维凸轮 three-dimensional cam三心定理 kennedy`s theorem砂轮越程槽 grinding wheel groove砂漏 hour-glass少齿差行星传动 planetary drive with small teeth difference 设计方法学 design methodology设计变量 design variable设计约束 design constraints深沟球轴承 deep groove ball bearing生产阻力 productive resistance升程 rise升距 lift实际廓线 cam profile十字滑块联轴器double slider coupling; oldham‘s coupling 矢量 vector输出功 output work输出构件 output link输出机构 output mechanism输出力矩 output torque输出轴 output shaft输入构件 input link数学模型 mathematic model实际啮合线 actual line of action双滑块机构 double-slider mechanism, ellipsograph双曲柄机构 double crank mechanism双曲面齿轮 hyperboloid gear双头螺柱 studs双万向联轴节 constant-velocity (or double) universal joint 双摇杆机构 double rocker mechanism双转块机构 oldham coupling双列轴承 double row bearing双向推力轴承 double-direction thrust bearing松边 slack-side顺时针 clockwise瞬心 instantaneous center死点 dead point四杆机构 four-bar linkage速度 velocity速度不均匀 ( 波动 ) 系数 coefficient of speed fluctuation速度波动 speed fluctuation速度曲线 velocity diagram速度瞬心 instantaneous center of velocity塔轮 step pulley踏板 pedal台钳、虎钳 vice太阳轮 sun gear弹性滑动 elasticity sliding motion弹性联轴器 elastic coupling ; flexible coupling弹性套柱销联轴器 rubber-cushioned sleeve bearing coupling 套筒 sleeve梯形螺纹 acme thread form特殊运动链 special kinematic chain特性 characteristics替代机构 equivalent mechanism调节 modulation, regulation调心滚子轴承 self-aligning roller bearing调心球轴承 self-aligning ball bearing调心轴承 self-aligning bearing调速 speed governing调速电动机 adjustable speed motors调速系统 speed control system调压调速 variable voltage control调速器 regulator, governor铁磁流体密封 ferrofluid seal停车阶段 stopping phase停歇 dwell同步带 synchronous belt同步带传动 synchronous belt drive凸的,凸面体 convex凸轮 cam凸轮倒置机构 inverse cam mechanism凸轮机构 cam , cam mechanism凸轮廓线 cam profile凸轮廓线绘制 layout of cam profile凸轮理论廓线 pitch curve凸缘联轴器 flange coupling图册、图谱 atlas图解法 graphical method推程 rise推力球轴承 thrust ball bearing推力轴承 thrust bearing退刀槽 tool withdrawal groove退火 anneal陀螺仪 gyroscopev 带 v belt外力 external force外圈 outer ring外形尺寸 boundary dimension万向联轴器 hooks coupling ; universal coupling 外齿轮 external gear弯曲应力 beading stress弯矩 bending moment腕部 wrist往复移动 reciprocating motion往复式密封 reciprocating seal网上设计 on-net design, ond微动螺旋机构 differential screw mechanism位移 displacement位移曲线 displacement diagram位姿 pose , position and orientation稳定运转阶段 steady motion period稳健设计 robust design蜗杆 worm蜗杆传动机构 worm gearing蜗杆头数 number of threads蜗杆直径系数 diametral quotient蜗杆蜗轮机构 worm and worm gear蜗杆形凸轮步进机构 worm cam interval mechanism 蜗杆旋向 hands of worm蜗轮 worm gear涡圈形盘簧 power spring无级变速装置 stepless speed changes devices无穷大 infinite系杆 crank arm, planet carrier现场平衡 field balancing向心轴承 radial bearing向心力 centrifugal force相对速度 relative velocity相对运动 relative motion相对间隙 relative gap象限 quadrant橡皮泥 plasticine细牙螺纹 fine threads销 pin消耗 consumption小齿轮 pinion小径 minor diameter橡胶弹簧 balata spring修正梯形加速度运动规律 modified trapezoidal acceleration motion修正正弦加速度运动规律 modified sine acceleration motion斜齿圆柱齿轮 helical gear斜键、钩头楔键 taper key泄漏 leakage谐波齿轮 harmonic gear谐波传动 harmonic driving谐波发生器 harmonic generator斜齿轮的当量直齿轮 equivalent spur gear of the helical gear 心轴 spindle行程速度变化系数 coefficient of travel speed variation行程速比系数 advance-to return-time ratio行星齿轮装置 planetary transmission行星轮 planet gear行星轮变速装置 planetary speed changing devices行星轮系 planetary gear train形封闭凸轮机构 positive-drive (or form-closed) cam mechanism虚拟现实 virtual reality虚拟现实技术 virtual reality technology, vrt虚拟现实设计 virtual reality design, vrd虚约束 redundant (or passive) constraint许用不平衡量 allowable amount of unbalance许用压力角 allowable pressure angle许用应力 allowable stress; permissible stress悬臂结构 cantilever structure悬臂梁 cantilever beam循环功率流 circulating power load旋转力矩 running torque旋转式密封 rotating seal旋转运动 rotary motion选型 type selection压力 pressure压力中心 center of pressure压缩机 compressor压应力 compressive stress压力角 pressure angle牙嵌式联轴器 jaw (teeth) positive-contact coupling 雅可比矩阵 jacobi matrix摇杆 rocker液力传动 hydrodynamic drive液力耦合器 hydraulic couplers液体弹簧 liquid spring液压无级变速 hydraulic stepless speed changes液压机构 hydraulic mechanism一般化运动链 generalized kinematic chain移动从动件 reciprocating follower移动副 prismatic pair, sliding pair移动关节 prismatic joint移动凸轮 wedge cam盈亏功 increment or decrement work应力幅 stress amplitude应力集中 stress concentration应力集中系数 factor of stress concentration应力图 stress diagram应力—应变图 stress-strain diagram优化设计 optimal design油杯 oil bottle油壶 oil can油沟密封 oily ditch seal有害阻力 useless resistance有益阻力 useful resistance有效拉力 effective tension有效圆周力 effective circle force有害阻力 detrimental resistance余弦加速度运动 cosine acceleration (or simple harmonic) motion预紧力 preload原动机 primer mover圆带 round belt圆带传动 round belt drive圆弧齿厚 circular thickness圆弧圆柱蜗杆 hollow flank worm圆角半径 fillet radius圆盘摩擦离合器 disc friction clutch圆盘制动器 disc brake原动机 prime mover原始机构 original mechanism圆形齿轮 circular gear圆柱滚子 cylindrical roller圆柱滚子轴承 cylindrical roller bearing圆柱副 cylindric pair圆柱式凸轮步进运动机构 barrel (cylindric) cam圆柱螺旋拉伸弹簧 cylindroid helical-coil extension spring圆柱螺旋扭转弹簧 cylindroid helical-coil torsion spring圆柱螺旋压缩弹簧 cylindroid helical-coil compression spring 圆柱凸轮 cylindrical cam圆柱蜗杆 cylindrical worm圆柱坐标操作器 cylindrical coordinate manipulator圆锥螺旋扭转弹簧 conoid helical-coil compression spring 圆锥滚子 tapered roller圆锥滚子轴承 tapered roller bearing圆锥齿轮机构 bevel gears圆锥角 cone angle原动件 driving link约束 constraint约束条件 constraint condition约束反力 constraining force跃度 jerk跃度曲线 jerk diagram运动倒置 kinematic inversion运动方案设计 kinematic precept design运动分析 kinematic analysis运动副 kinematic pair运动构件 moving link运动简图 kinematic sketch运动链 kinematic chain运动失真 undercutting运动设计 kinematic design运动周期 cycle of motion运动综合 kinematic synthesis运转不均匀系数 coefficient of velocity fluctuation运动粘度 kenematic viscosity载荷 load载荷—变形曲线 load—deformation curve载荷—变形图 load—deformation diagram窄 v 带 narrow v belt毡圈密封 felt ring seal展成法 generating张紧力 tension张紧轮 tension pulley振动 vibration振动力矩 shaking couple振动频率 frequency of vibration振幅 amplitude of vibration正切机构 tangent mechanism正向运动学 direct (forward) kinematics正弦机构 sine generator, scotch yoke织布机 loom正应力、法向应力 normal stress制动器 brake直齿圆柱齿轮 spur gear直齿锥齿轮 straight bevel gear直角三角形 right triangle直角坐标操作器 cartesian coordinate manipulator 直径系数 diametral quotient直径系列 diameter series直廓环面蜗杆 hindley worm直线运动 linear motion直轴 straight shaft质量 mass质心 center of mass执行构件 executive link; working link质径积 mass-radius product智能化设计 intelligent design, id中间平面 mid-plane中心距 center distance中心距变动 center distance change中心轮 central gear中径 mean diameter终止啮合点 final contact, end of contact周节 pitch周期性速度波动 periodic speed fluctuation周转轮系 epicyclic gear train肘形机构 toggle mechanism轴 shaft轴承盖 bearing cup轴承合金 bearing alloy轴承座 bearing block轴承高度 bearing height轴承宽度 bearing width轴承内径 bearing bore diameter轴承寿命 bearing life轴承套圈 bearing ring轴承外径 bearing outside diameter轴颈 journal轴瓦、轴承衬 bearing bush轴端挡圈 shaft end ring轴环 shaft collar轴肩 shaft shoulder轴角 shaft angle轴向 axial direction轴向齿廓 axial tooth profile轴向当量动载荷 dynamic equivalent axial load轴向当量静载荷 static equivalent axial load轴向基本额定动载荷 basic dynamic axial load rating 轴向基本额定静载荷 basic static axial load rating轴向接触轴承 axial contact bearing轴向平面 axial plane轴向游隙 axial internal clearance轴向载荷 axial load轴向载荷系数 axial load factor轴向分力 axial thrust load主动件 driving link主动齿轮 driving gear主动带轮 driving pulley转动导杆机构 whitworth mechanism转动副 revolute (turning) pair转速 swiveling speed ; rotating speed转动关节 revolute joint转轴 revolving shaft转子 rotor转子平衡 balance of rotor装配条件 assembly condition锥齿轮 bevel gear锥顶 common apex of cone锥距 cone distance锥轮 bevel pulley; bevel wheel锥齿轮的当量直齿轮 equivalent spur gear of the bevel gear 锥面包络圆柱蜗杆 milled helicoids worm准双曲面齿轮 hypoid gear子程序 subroutine子机构 sub-mechanism自动化 automation自锁 self-locking自锁条件 condition of self-locking自由度 degree of freedom, mobility总重合度 total contact ratio总反力 resultant force总效率 combined efficiency; overall efficiency组成原理 theory of constitution组合齿形 composite tooth form组合安装 stack mounting组合机构 combined mechanism阻抗力 resistance最大盈亏功 maximum difference work between plus and minus work纵向重合度 overlap contact ratio纵坐标 ordinate组合机构 combined mechanism最少齿数 minimum teeth number最小向径 minimum radius作用力 applied force坐标系 coordinate frame。
机械设计外文文献翻译、中英文翻译

机械设计外文文献翻译、中英文翻译unavailable。
The first step in the design process is to define the problem and XXX are defined。
the designer can begin toXXX evaluated。
and the best one is XXX。
XXX.Mechanical DesignA XXX machines include engines。
turbines。
vehicles。
hoists。
printing presses。
washing machines。
and XXX and methods of design that apply to XXXXXX。
cams。
valves。
vessels。
and mixers.Design ProcessThe design process begins with a real need。
Existing apparatus may require XXX。
efficiency。
weight。
speed。
or cost。
while new apparatus may be XXX。
To start。
the designer must define the problem and XXX。
ideas and concepts are generated。
evaluated。
and refined until the best one is XXX。
XXX.XXX。
assembly。
XXX.During the preliminary design stage。
it is important to allow design XXX if some ideas may seem impractical。
they can be corrected early on in the design process。
采矿工程专业毕业设计外文文献翻译(中英文翻译)
外文原文:Adopt the crest of the coal work noodles plank managementproblem studyCrest the plank management is the point that adopts a safe management of the coal work noodles.Statistics according to the data, crest the plank trouble has 60% of the coal mine trouble about, adopting the trouble of the coal work noodles and having a crest 70% of the plank trouble above.Therefore, we have to strengthen a plank management, reducing to adopt the coal work noodles crest the occurrence of the plank trouble.1,the definition of the crest,scaleboard and it categorizeEndow with the existence coal seam on of the close by rock strata be called a plank, endow with the existence coal seam under of the close by rock strata be called scaleboard.Crest the rock,strength of the scaleboard and absorb water sex and digging to work the management of the noodles contain direct relation, they is certain crest the plank protect a way and choose to adopt the empty area processing method of main basis.1.1 planks categorizeAccording to rock,thickness and return to adopt process to fall in the 垮of difficult easy degree, crest the plank is divided into the false crest,direct crest and old crest.According to direct crest sport to adopt a field to the influence for press, the direct crest is divided into broken up,unsteady,medium etc. stability,stability,strong and tough crest plank etc. is five.According to old crest the sport Be work mineral inside the noodles press to present degree and to work safe threat of noodles of size, the old crest is is divided in to press very and severely, press mightiness, press to compare obviously, don't obviously press etc. is four.1.2 scaleboards categorizeAccording to the opposite position relation of the rock strata and the coal seam, the scaleboard is divided into direct bottom with the old bottom.Locate coal seam directly under of the rock strata be called direct bottom;locate the direct bottom or coal seam under of the rock strata be called old bottom.The coal seam crest the scaleboard type expects the influence of the geology structure sport after be subjected to the deposition environment and, its growth in different region degree dissimilarity, the coal seam possibility for have isn't whole.2,crest that need to be control plank classification and adopt the processing way of the empty areaAccording to different crest the plank type and property, choose to pay to protect a way and adopt the empty area processing method differently, is a plank management of basic principle.2.1 crest needed to pull to make plank classificationPress a knothole rock strata strength, the crest plank that needs to be control can is divided into: general crest the plank,slowness descend to sink a plank and is whole fall the crest of the cave in the danger plank etc..2.2 work noodles adopt the processing method of the empty areaThe processing method that adopts empty area mainly has: all 垮s fall a method,partial full to fill a method,the coal pillar to prop up a method to alleviate to descend to sink a method slowly etc..3,crest the plank pressure present a characteristic3.1 top the cover rock strata of the sport regulation and the work in front pay to accept pressure to distribute behindDuring the period of mine, adopt empty area above of the rock strata will take place ambulation, according to crest the plank change mind condition, taking the cranny rock strata in up the cover rock strata follow the work noodles to push forward the direction demarcation as three areas: the coal wall prop up the influence area,leave layer area and re- press solid area.The noodles opens to slice an eye to go to push forward forward in the process from the work, break original should the equilibrium of the dint field, cause should the dint re- distribute.Be adopting the coal work noodles to become to pay to accept pressure in front and back, it concretely distributes shape to have something to do with adopting the empty area processing method.3.2 first times to press to press a main manifestation with the periodFirst time to press a main manifestation:BE a plank"by oneself the vield song" range enlargement;the coal wall transform and fall to fall(the slice help);pay to protect to drill bottom etc..First time to press to want to keep on more and suddenly and generally for 2-3 days.Period to press a main manifestation:Main manifestation BE:crest the plank descend to sink nasty play increment of speed, crest the plank descend to sink quantity to become big;pay what pillar be subjected to load widespread increment;adopt empty area to hang a crest;pay pillar to make a noise;cause the coal wall slice to help,pay pillar to damage,crest plank occurrence the step descend to sink etc..If pay the pillar parameter choice to be unsuited to a proper or single body to pay the pillar stability worse, may cause the partial crest or crest plank follow the work noodles to slice to fall etc..4,crest the plank choice for protectThe work noodles the function for protect decelerate a plank to descend to sink, supporting to control a crest to be apart from the knothole integrity inside the crest, assurance work space safety.4.1 choices that protect material and formPay to protect material to mainly there are the metals support and the wood support.Pay to protect a form to mainly have a little the pillar to protect,the cote type protect to press a support with liquid.4.2s protect a specification choiceWhile choosing to pay to protect specification, mainly control the following 2:00:1.Control the work noodles adopt high and its variety.Generally can according to drill a holethe pillar form or have already dug the tunnel data of to make sure to adopt high.From last the movable regulation of the cover rock strata, can the initial assurance crest plank at biggest control a crest to be apart from place of average biggest descend to sink quantity, select to pay a pillar model number suitablely2 control the crest plank of the normal appearance to descend to sink the quantity and support can the draw back pute the biggest and high Hmax and minimum and high Hmin that pays pillar, select specification of pay the prehensive the pillar model number and specification, check related anticipate, assurance the model number of the pillar.5,the work noodles manages everyday of pointEveryday crest the point of plank management is the with accuracy certain protects density and control a method, right arrangement and organize to adopt coal and control a crest to relate to in fixed time, strengthen to pay to protect the quality management before press, the assistance that chooses to use a good necessity protect etc., attain to expel to emit a trouble, assurance the purpose of[with] efficiency.1 choice that protects density and controls a methodAccording to the work noodles crest plank rock,adopt a periodic to press obvious degree, press strength and to press in front and back a crest knothole variety a circumstance etc., the certain protect density and control a method.It adopt coal in 2 production lines with control of the crest to relate to in fixed timePeriod to don't obviously press to adopt a field, emphasize to pay to protect,adopt coal, control a parallel homework, possibly contract to adopt coal,return to pillar to put distance between an operations with speed the work noodles propulsion degree;period to press more and obviously adopt a field, at to press in front and back adopt different of,control the relation organization project, before press should not adopt coal,put a crest in the meantime homework, press after should adopt to adopt coal,put a crest to keep minimum wrong be apart from parallel homework.Field to strengthen to pay to protect the quality management assurance to pay pillar to have to prop up dint,prevent°from paying pillar to drill bottom enough before press,right adoption the assistance protect.Adopt the coal work noodles crest, the plank manages everyday of the key lie in raising the spot management,the operation level, paying to protect and adapt to adopt a field to press and crest the scaleboard variety circumstance, adopt right of the assistance protect measure, well exertivecontrol a result.译文:采煤工作面的顶板管理问题探讨顶板管理是采煤工作面安全管理的重点。
电动卷扬机的控制——机械专业毕业设计论文外文翻译(中英文翻译、外文文献翻译)

电动卷扬机的控制——机械专业毕业设计论文外文翻译(中英文翻译、外文文献翻译)电动卷扬机的控制——机械专业毕业设计论文外文翻译(中英文翻译、外文文献翻译)英文原文Electrical Winch Controlsby Tom YoungThe form of motor control we all know best is the simple manual station with up and down pushbuttons. While these stations may still be the perfect choice for certain applications,a dizzying array of more sophisticatedcontrols is also available. This article addresses the basic electrical requirements of the motors and user interface issues you will need to address before specifying,building or buying winch controls.To begin with,the manual control stations should be of the hold-to-run type,so that if you take your finger off of the button the winch stops. Additionally,every control station needs an emergency stop (E-stop) that kills all power to the winch,not just the control circuit. Think aboutit―if the winch isn’t stopping when it should,you really need a failsafeway to kill the line power. It’s also a great idea to have a key operated switch on control stations,especially where access to the stations is not controlled.Safe operation by authorized personnel must be considered whendesigning even the simplest manual controls.Controlling Fixed Speed MotorsThe actual controlling device for a fixed speed winch is a three phase reversing starter. The motor is reversed by simply switching the phase sequence from ABC to CBA. This is accomplished by two three-pole contactors,interlocked,so they can’t both be closed at the same time.The NEC requires both overload and short circuit protection. To protect the motor from overheating due to mechanical overloads a thermal overload relay is built into the starter. This has bi-metallic strips that match the heating pattern of the motor and trips contacts when they overheat. Alternatively,a thermistor can be mounted in the motor winding to monitor the motor temperature. Short circuit protection is generally provided by fuses rated for use with motors.A separate line contactor should be provided ahead of the reversing contactor for redundancy. This contactor is controlled by the safety circuits: E-stop and overtravel limits.This brings us to limit switches. When you get to the normal end of travel limit the winch stops and you can only move it in the opposite direction (away from the limit). There also needs to be an overtravel limit in case,due to an electrical or mechanical problem,the winch runs pastthe normal limit. If you hit an overtravel limit the line contactor opens so there is no way to drive off ofthe limits. If this occurs,a competent technician needs to fix the problem that resulted in hitting the overtravel limit. Then,you can override the overtravels using the spring return toggle switchinside the starter―as opposed to using jumpers or hand shooting the contactors.Variable Speed RequirementsOf course,the simple fixed speed starter gets replaced with a variable speed drive. Here’s where things start to get interesting! At the very least you need to add a speed pot to the control station. A joystick is a better operator interface,as it gives you a moreintuitive control ofthe moving piece.Unfortunately,you can’t just order any old variable speed drive from your local supplier and expect it to raise and lower equipment safely and reliably over kids on stage. Most variable speed drives won’t,as theyaren’t designed for lifting. The drive needs to be set up so that torque is developed at the motor before the brake is released,and (when stopping)the brake is set before torque is taken away.For many years DC motors and drives provided a popular solution as they allowed for good torque at all speeds. The large DC motors required for most winches are expensive,costing many times what a comparable ACmotor costs. However,the early AC drives were not very useful,as theyhad a very limited speed range and produced low torque at low speeds. More recently,as the AC drives improved,the low cost and plentiful availability of AC motors resulted in a transition to AC drives.There are two families of variable speed AC drives. Variable frequency inverters are well known and readily available. These drives convert AC to DC,then convert itback to AC with a different frequency. If the drive produces 30 Hz,a normal 60 Hz motor will run at half speed. In theory this isgreat,but in reality there are a couple of problems. First,a typical 60Hz motorgets confused at a line frequency below 2 or 3 Hz,and starts to cog (jerkand sputter),or just stops. This limits you to a speed range of as low as 20:1―hardly suitable for subt le effects on stage! Second,many lowercost inverters are also incapable of providing full torque at low speeds. Employing such drives can result in jerky moves,or a complete failureto lift the piece―exactly what you don’t want to see when you are tryingto start smoothly lifting a scenic element. Some of the newer inverters are closed loop (obtain feedback from the motor to provide more accurate speed control) and will work quite well.The other family of AC drives is flux vector drives. These units require an encoder mounted on the motor shaft allowing the driv。
机械类毕业设计英文翻译

机械类毕业设计英文翻译(共7页) -本页仅作为预览文档封面,使用时请删除本页-襄樊学院毕业设计(论文)英文翻译题目超声波简介及其应用专业机械设计制造及其自动化班级机制0712姓名刘康学号07116201指导教师职称李梅副教授2011年5月25日Introduction and application of ultrasonicUltrasonic is a mechanical waves which frequency above 20,000 Hz. Ultrasonic inspection commonly used in the frequency of 0. 5~5 MHz. The mechanical waves in the material spread in a certain speed and directions, acoustic impedance different heterogeneous interfaces such as defect is encountered or the bottom surface of the object being tested, will reflections. This reflection phenomenon can be used to ultrasonic testing , most common is pulse echo testing method testing , pulse oscillator issued of voltage plus in probe with pressure electric ceramic or quartz chip made of detection components , probe issued of ultrasonic pulse by sound coupled media such as oil or water , entered material and in which spread , encountered defects , part reflection energy along original way returns probe , probe will change it in electric pulse , by instrument zoom and display in oscilloscope tubes of screen . Depending on where the flaw echo on the screen and amplitude of reflection wave with artificial defects in a reference block rate compared to defect location and approximate dimensions. Apart from Echo method, and use another probe to the other side of the workpiece to accept signal penetration method. When use ultrasonic detection the physical properties of materials, also often take advantage of ultrasonic in sound velocity, attenuation and resonance characteristics of workpiece.Ultrasonic characteristics: 1, ultrasonic beam to focus on a specific direction, along the straight lines in the media, has a good point. 2, ultrasonic wave propagation in the media, attenuation and scattering occurs. 3, ultrasonic wave on the interface of heterogeneous media will make reflection, refraction and mode conversion. Using these features, you can get the defective interface from reflected reflection, so as to achieve the purpose of detecting defects. 4, ultrasonic energy is power than sonic. 5, the ultrasonic loss is very small in solid transmission , probe depth, as occurs in the hetero - interface by ultrasonic phenomena such as reflection, refraction, especially not by gas - solid interface. If the metal air holes, flaws and layer defects such as defects in a gas or a mixture, when defects at the interface of ultrasonic propagation to the metal and on all or part of the reflection. Reflected ultrasonic probe received, handled through circuits inside the instrument, on the screen of the instrument will show a different height and have a certain pitch on waveform characteristics of determine defect depth, location, and shape of the workpiece.Non - destructive testing is not damaged parts or raw materials subject to the status of the work, a means of detection of surfaceand internal quality checks, Nondestructive Testing abbreviationsshort for NDT. Ultrasonic testing is also called ultrasonic,ultrasonic flaw detector, is a type of non - destructive testing. UTis on industrial ultrasonic testing non - destructive testing methods. Ultrasonic enters objects when a defect is encountered, some sound waves produce reflection, transmit and receive an analysis of the reflected wave, exception can accurately gauge the flaws. And is able to display the location and size of internal defects, determinationof material thickness.Advantages of ultrasonic inspection is to detect thickness, high sensitivity, high speed, low cost, is harmless to human body, can be positioned and quantitative defects. Display of ultrasonic detection on defects are not intuitive, testing of technical difficulty, vulnerable to subjective and objective factors, and inspectionresults are not easy to hold, ultrasonic testing requirements on the work surface smooth, requiring experienced inspectors to identify defects types, suitable for the part of considerable thickness inspection, ultrasonic inspection has its limitations.Variety of ultrasonic flaw detector, but most widely applicationof pulse - echo ultrasonic flaw detector. In general, in uniform material, presence of defect will create material discontinuity,this often acoustic impedance of the discontinuity is inconsistent , bythe reflection theorem we know that, in two different acoustic impedance by ultrasonic reflection on the interface of media occurs. Size and interface on both sides of the reflected energy media differences in acoustic impedance and orientation, relative to thesize of the interface. Pulse - echo ultrasonic flaw detector is designed according to this principle. Most of pulse - echo ultrasonic flaw detector is a scan, the so-called A-scan display is the way the display of ultrasonic detection in materials is the horizontal coordinate of transmission time or distance, the ordinate is the amplitude of ultrasonic reflected wave. Such as , in a workpiece in the exists a defects , because defects of exists , between defectsand material formed a different media junction surface, interface of sound impedance different , when launch of ultrasonic encounteredthis interface will occurs reflection , reflection back of energy and probe received it, in monitor screen in the horizontal of must of location on will display out a reflection wave of waveform ,horizontal of this location is defects wave in was detection material in the of depth . The reflected wave height and shape of different because of different defects, reflecting the nature of the defect Now is usually on the measured object, human launch industrial materials such as ultrasound, and then use its reflection, Doppler effect, transmission to get the formation of internal information andprocessing of measured object image. Ultrasonic flaw detector which more general Doppler effect method is using ultrasonic in encountered movement of object Shi occurs of more general Doppler frequency moved effect to came the object of movement direction and speed , characteristics ; transmission rule is by analysis ultrasonic penetrating had was measuring object of changes and came object of internal characteristics of , its application currently also is development stage ; ultrasonic flaw detector here main describes ofis currently application up to of by reflection method to gets object internal characteristics information of method. Reflection method is based on ultrasonic in by different sound impedance organization interface will occurs strong reflection of principle work of , as we all know , When sonic from a media spread to another media in the interface will occurs reflection , and media of differences more large reflection will more large , so we can launch out penetrating force strong , and to line spread of ultrasonic to a object , and on reflection back of ultrasonic for received and under these reflection back of ultrasonic , and range , situation on can judgment out this organization in the contains of various media of size , and distribution situation and various media of comparison differences degree , information which reflection back of ultrasonic of has can reflect out reflection interface away from detection surface of distance , range can reflect out media of size , and comparison differences degree , characteristics , ultrasonic flaw detector to judgment out the was measuring object is has exception . In this process involves many aspects of content, including produce, receive, ultrasonic signal conversion and processing. One method is through the circuit of ultrasonic excitation signals to crystals such as quartz, lithium sulfate, with the piezoelectric effect, making it resulting in ultrasonic vibration ; receives the reflected ultrasonic waves when the piezoelectric crystals, there will be pressure from the reflected sound waves and electrical signals and transferred to the signal processing circuit for a series of processing, observation of ultrasonic flaw detector resulting images for people to judge.Types of image processing can be divided into A type display display, M and B type show, C-type display, such as F-type display. Which A type display is will received to of ultrasonic signal processing into waveform image , under waveform of shape can see was measuring object inside is has exception and defects in there , and has more large , ultrasonic flaw detector main for industrial detection ; M type display is will a section after fai of processing of detection information by time order expand formation a dimension of " space more points movement timing figure " , for observation internal is movement state of object , ultrasonic flaw detector asmovement of organ , and artery vascular; B type display is will side - by - side many section after fai of processing of detection information group synthesis of second dimension of , and reflect out was measuring object internal fault section of " Anatomy image " hospital in using of B Super is with this principle do out of , ultrasonic flaw detector for observation internal is static ofobject ; and c type display , and F type display now with was comparison less . Detection of ultrasonic flaw detector can be very accurate, and more convenient, fast compared to other testing methods, nor harmful to detect objects and actions, so welcomed by the people more and more popular, has a very broad prospects for development. With the further development of electronic technology and software technology, digital ultrasonic flaw detector there are broad development prospects. Believe in the near future, more advanced new generation of digital intelligent ultrasonic flaw detector will gradually replace traditional analog detector, mainly for imagedisplay detector will be widely used in industrial inspection.Ultrasonic characterization of defects is always a difficult problem, still mainly relies on experience and analysis of inspection personnel, and poor accuracy. Development of the modern discipline of artificial intelligence for the realization of instrument automatic defect characterization offers the potential. Application of pattern recognition technology and expert systems, various characteristics of a large number of known defects input sample library, to accept the equipment people experience, and after studying with automatic defect characterization capabilities.超声波简介及其应用超声波是频率高于20千赫的机械波。
毕业设计的论文中英翻译
Anti-Aircraft Fire Control and the Development of IntegratedSystems at SperryT he dawn of the electrical age brought new types of control systems. Able to transmit data between distributed components and effect action at a distance, these systems employed feedback devices as well as human beings to close control loops at every level. By the time theories of feedback and stability began to become practical for engineers in the 1930s a tradition of remote and automatic control engineering had developed that built distributed control systems with centralized information processors. These two strands of technology, control theory and control systems, came together to produce the large-scale integrated systems typical of World War II and after.Elmer Ambrose Sperry (I860-1930) and the company he founded, the Sperry Gyroscope Company, led the engineering of control systems between 1910 and 1940. Sperry and his engineers built distributed data transmission systems that laid the foundations of today‟s command and control systems. Sperry‟s fire control systems included more than governors or stabilizers; they consisted of distributed sensors, data transmitters, central processors, and outputs that drove machinery. This article tells the story of Sperry‟s involvement in anti-aircraft fire control between the world wars and shows how an industrial firm conceived of control systems before the common use of control theory. In the 1930s the task of fire control became progressively more automated, as Sperry engineers gradually replaced human operators with automatic devices. Feedback, human interface, and system integration posed challenging problems for fire control engineers during this period. By the end of the decade these problems would become critical as the country struggled to build up its technology to meet the demands of an impending war.Anti-Aircraft Artillery Fire ControlBefore World War I, developments in ship design, guns, and armor drove the need for improved fire control on Navy ships. By 1920, similar forces were at work in the air: wartime experiences and postwar developments in aerial bombing created the need for sophisticated fire control for anti-aircraft artillery. Shooting an airplane out of the sky is essentially a problem of “leading” the target. As aircraft developed rapidly in the twenties, their increased speed and altitude rapidly pushed the task of computing the lead out of the range of human reaction and calculation. Fire control equipment for anti-aircraft guns was a means of technologically aiding human operators to accomplish a task beyond their natural capabilities.During the first world war, anti-aircraft fire control had undergone some preliminary development. Elmer Sperry, as chairman of the Aviation Committee of the Naval Consulting Board, developed two instruments for this problem: a goniometer,a range-finder, and a pretelemeter, a fire director or calculator. Neither, however, was widely used in the field.When the war ended in I918 the Army undertook virtually no new development in anti-aircraft fire control for five to seven years. In the mid-1920s however, the Army began to develop individual components for anti-aircraft equipment including stereoscopic height-finders, searchlights, and sound location equipment. The Sperry Company was involved in the latter two efforts. About this time Maj. Thomas Wilson, at the Frankford Arsenal in Philadelphia, began developing a central computer for firecontrol data, loosely based on the system of “director firing” that had developed in naval gunn ery. Wilson‟s device resembled earlier fire control calculators, accepting data as input from sensing components, performing calculations to predict the future location of the target, and producing direction information to the guns.Integration and Data TransmissionStill, the components of an anti-aircraft battery remained independent, tied together only by telephone. As Preston R. Bassett, chief engineer and later president of the Sperry Company, recalled, “no sooner, however, did the components get to the point of functioning satisfactorily within themselves, than the problem of properly transmitting the information from one to the other came to be of prime importance.”Tactical and terrain considerations often required that different fire control elements be separated by up to several hundred feet. Observers telephoned their data to an officer, who manually entered it into the central computer, read off the results, and telephoned them to the gun installations. This communication system introduced both a time delay and the opportunity for error. The components needed tighter integration, and such a system required automatic data communications.In the 1920s the Sperry Gyroscope Company led the field in data communications. Its experience came from Elmer Spe rry‟s most successful invention, a true-north seeking gyro for ships. A significant feature of the Sperry Gyrocompass was its ability to transmit heading data from a single central gyro to repeaters located at a number of locations around the ship. The repeaters, essentially follow-up servos, connected to another follow-up, which tracked the motion of the gyro without interference. These data transmitters had attracted the interest of the Navy, which needed a stable heading reference and a system of data communication for its own fire control problems. In 1916, Sperry built a fire control system for the Navy which, although it placed minimal emphasis on automatic computing, was a sophisticated distributed data system. By 1920 Sperry had installed these systems on a number of US. battleships.Because of the Sperry Company‟s experience with fire control in the Navy, as well as Elmer Sperry‟s earlier work with the goniometer and the pretelemeter, the Army approached the company for help with data transmission for anti-aircraft fire control. To Elmer Sperry, it looked like an easy problem: the calculations resembled those in a naval application, but the physical platform, unlike a ship at sea, anchored to the ground. Sperry engineers visited Wilson at the Frankford Arsenal in 1925, and Elmer Sperry followed up with a letter expressing his interest in working on the problem. He stressed his company‟s experience with naval problems, as well as its recent developments in bombsights, “work from the other end of the pro position.” Bombsights had to incorporate numerous parameters of wind, groundspeed, airspeed, and ballistics, so an anti-aircraft gun director was in some ways a reciprocal bombsight . In fact, part of the reason anti-aircraft fire control equipment worked at all was that it assumed attacking bombers had to fly straight and level to line up their bombsights. Elmer Sperry‟s interests were warmly received, and in I925 and 1926 the Sperry Company built two data transmission systems for the Army‟s gun directors.The original director built at Frankford was designated T-1, or the “Wilson Director.” The Army had purchased a Vickers director manufactured in England, but encouraged Wilson to design one thatcould be manufactured in this country Sperry‟s two data tran smission projects were to add automatic communications between the elements of both the Wilson and the Vickers systems (Vickers would eventually incorporate the Sperry system into its product). Wilson died in 1927, and the Sperry Company took over the entire director development from the Frankford Arsenal with a contract to build and deliver a director incorporating the best features of both the Wilson and Vickers systems. From 1927 to 193.5, Sperry undertook a small but intensive development program in anti-aircraft systems. The company financed its engineering internally, selling directors in small quantities to the Army, mostly for evaluation, for only the actual cost of production [S]. Of the nearly 10 models Sperry developed during this period, it never sold more than 12 of any model; the average order was five. The Sperry Company offset some development costs by sales to foreign govemments, especially Russia, with the Army‟s approval 191.The T-6 DirectorSperry‟s modified version of Wilson‟s director was designated T-4 in development. This model incorporated corrections for air density, super-elevation, and wind. Assembled and tested at Frankford in the fall of 1928, it had problems with backlash and reliability in its predicting mechanisms. Still, the Army found the T-4 promising and after testing returned it to Sperry for modification. The company changed the design for simpler manufacture, eliminated two operators, and improved reliability. In 1930 Sperry returned with the T-6, which tested successfully. By the end of 1931, the Army had ordered 12 of the units. The T-6 was standardized by the Army as the M-2 director.Since the T-6 was the first anti-aircraft director to be put into production, as well as the first one the Army formally procured, it is instructive to examine its operation in detail. A technical memorandum dated 1930 explained the theory behind the T-6 calculations and how the equations were solved by the system. Although this publication lists no author, it probably was written by Earl W. Chafee, Sperry‟s director of fire control engineering. The director was a complex mechanical analog computer that connected four three-inch anti-aircraft guns and an altitude finder into an integratedsystem (see Fig. 1). Just as with Sperry‟s naval fire control system, the primary means of connection were “data transmitters,” similar to those that connected gyrocompasses to repeaters aboard ship.The director takes three primary inputs. Target altitude comes from a stereoscopic range finder. This device has two telescopes separated by a baseline of 12 feet; a single operator adjusts the angle between them to bring the two images into coincidence. Slant range, or the raw target distance, is then corrected to derive its altitude component. Two additional operators, each with a separate telescope, track the target, one for azimuth and one for elevation. Each sighting device has a data transmitter that measures angle or range and sends it to the computer. The computer receives these data and incorporates manual adjustments for wind velocity, wind direction, muzzle velocity, air density, and other factors. The computer calculates three variables: azimuth, elevation, and a setting for the fuze. The latter, manually set before loading, determines the time after firing at which the shell will explode. Shells are not intended to hit the target plane directly but rather to explode near it, scattering fragments to destroy it.The director performs two major calculations. First, pvediction models the motion of the target and extrapolates its position to some time in the future. Prediction corresponds to “leading” the target. Second, the ballistic calculation figures how to make the shell arrive at the desired point in space at the future time and explode, solving for the azimuth and elevation of the gun and the setting on the fuze. This calculation corresponds to the traditional artillery man‟s task of looking up data in a precalculated “firing table” and setting gun parameters accordingly. Ballistic calculation is simpler than prediction, so we will examine it first.The T-6 director solves the ballistic problem by directly mechanizing the traditional method, employing a “mechanical firing table.” Traditional firing tables printed on paper show solutions for a given angular height of the target, for a given horizontal range, and a number of other variables. The T-6 replaces the firing table with a Sperry ballistic cam.” A three-dimensionally machined cone shaped device, the ballistic cam or “pin follower” solves a pre-determined function. Two independent variables are input by the angular rotation of the cam and the longitudinal position of a pin that rests on top of the cam. As the pin moves up and down the length of the cam, and as the cam rotates, the height of the pin traces a function of two variables: the solution to the ballistics problem (or part of it). The T-6 director incorporates eight ballistic cams, each solving for a different component of the computation including superelevation, time of flight, wind correction, muzzle velocity. air density correction. Ballistic cams represented, in essence, the stored data of the mechanical computer. Later directors could be adapted to different guns simply by replacing the ballistic cams with a new set, machined according to different firing tables. The ballistic cams comprised a central component of Sperry‟s mechanical computing technology. The difficulty of their manufacture would prove a major limitation on the usefulness of Sperry directors.The T-6 director performed its other computational function, prediction, in an innovative way as well. Though the target came into the system in polar coordinates (azimuth, elevation, and range), targets usually flew a constant trajectory (it was assumed) in rectangular coordinates-i.e. straight andlevel. Thus, it was simpler to extrapolate to the future in rectangular coordinates than in the polar system. So the Sperry director projected the movement of the target onto a horizontal plane, derived the velocity from changes in position, added a fixed time multiplied by the velocity to determine a future position, and then converted the solution back into polar coordinates. This method became known as the “plan prediction method”because of the representation of the data on a flat “plan” as viewed from above; it was commonly used through World War II. In the plan prediction method, “the actual movement of the target is mechanically reproduced on a small scale within the Computer and the desired angles or speeds can be measured directly from the movements of these elements.”Together, the ballistic and prediction calculations form a feedback loop. Operators enter an estimated “time of flight” for the shell when they first begin tracking. The predictor uses this estimate to perform its initial calculation, which feeds into the ballistic stage. The output of the ballistics calculation then feeds back an updated time-of-flight estimate, which the predictor uses to refine the initial estimate. Thus “a cumulative cycle of correction brings the predicted future position of the target up to the point indicated by the actual future time of flight.”A square box about four feet on each side (see Fig. 2) the T-6 director was mounted on a pedestal on which it could rotate. Three crew would sit on seats and one or two would stand on a step mounted to the machine. The remainder of the crew stood on a fixed platform; they would have had to shuffle around as the unit rotated. This was probably not a problem, as the rotation angles were small. The direc tor‟s pedestal mounted on a trailer, on which data transmission cables and the range finder could be packed for transportation.We have seen that the T-6 computer took only three inputs, elevation, azimuth, and altitude (range), and yet it required nine operators. These nine did not include the operation of the range finder, which was considered a separate instrument, but only those operating the director itself. What did these nine men do?Human ServomechanismsTo the designers of the director, the operato rs functioned as “manual servomechanisms.”One specification for the machine required “minimum dependence on …human element.‟ The Sperry Company explained, “All operations must be made as mechanical and foolproof as possible; training requirements must visualize the conditions existent under rapid mobilization.” The lessons of World War I ring in this statement; even at the height of isolationism, with the country sliding into depression, design engineers understood the difficulty of raising large numbers of trained personnel in a national emergency. The designers not only thought the system should account for minimal training and high personnel turnover, they also considered the ability of operators to perform their duties under the stress of battle. Thus, nearly all the work for the crew was in a “follow-the-pointer”mode: each man concentrated on an instrument with two indicating dials, one the actual and one the desired value for a particular parameter. With a hand crank, he adjusted the parameter to match the two dials.Still, it seems curious that the T-6 director required so many men to perform this follow-the-pointer input. When the external rangefinder transmitted its data to the computer, it appeared on a dial and an operator had to follow the pointer to actually input the data into the computing mechanism. The machine did not explicitly calculate velocities. Rather, two operators (one for X and one for Y) adjusted variable-speed drives until their rate dials matched that of a constant-speed motor. When the prediction computation was complete, an operator had to feed the result into the ballistic calculation mechanism. Finally, when the entire calculation cycle was completed, another operator had to follow the pointer to transmit azimuth to the gun crew, who in turn had to match the train and elevation of the gun to the pointer indications.Human operators were the means of connecting “individual elements” into an integrated system. In one sense the men were impedance amplifiers, and hence quite similar to servomechanisms in other mechanical calculators of the time, especially Vannevar Bush‟s differential analyzer .The term “manual servomechanism”itself is an oxymoron: by the conventional definition, all servomechanisms are automatic. The very use of the term acknowledges the existence of an automatic technology that will eventually replace the manual method. With the T-6, this process was already underway. Though the director required nine operators, it had already eliminated two from the previous generation T-4. Servos replaced the operator who fed back superelevation data and the one who transmitted the fuze setting. Furthermore, in this early machine one man corresponded to one variable, and the machine‟s requirement for operators corresponded directly to the data flow of its computation. Thus the crew that operated the T-6 director was an exact reflection of the algorithm inside it.Why, then, were only two of the variables automated? This partial, almost hesitating automation indicates there was more to the human servo-motors than Sperry wanted to acknowledge. As much as the company touted “their duties are purely mechanical and little skill or judgment is required on the part of the operators,” men were still required to exercise some judgment, even if unconsciously. The data were noisy, and even an unskilled human eye could eliminate complications due to erroneous or corrupted data. The mechanisms themselves were rather delicate and erroneous input data, especially if it indicated conditions that were not physically possible, could lock up or damage the mechanisms. Theoperators performed as integrators in both senses of the term: they integrated different elements into a system.Later Sperry DirectorsWhen Elmer Sperry died in 1930, his engineers were at work on a newer generation director, the T-8. This machine was intended to be lighter and more portable than earlier models, as well as less expensive and “procurable in quantities in case of emergency.” The company still emphasized the need for unskilled men to operate the system in wartime, and their role as system integrators. The operators were “mechanical links in the apparatus, thereby making it possible to avoid mechanical complication which would be involved by the use of electrical or mechanical servo motors.” Still, army field experience with the T-6 had shown that servo-motors were a viable way to reduce the number of operators and improve reliability, so the requirements for the T-8 specified that wherever possible “electrical shall be used to reduce the number of operators to a minimum.” Thus the T-8 continued the process of automating fire control, and reduced the number of operators to four. Two men followed the target with telescopes, and only two were required for follow-the-pointer functions. The other follow-the-pointers had been replaced by follow-up servos fitted with magnetic brakes to eliminate hunting. Several experimental versions of the T-8 were built, and it was standardized by the Army as the M3 in 1934.Throughout the remain der of the …30s Sperry and the army fine-tuned the director system in the M3. Succeeding M3 models automated further, replacing the follow-the-pointers for target velocity with a velocity follow-up which employed a ball-and-disc integrator. The M4 series, standardized in 1939, was similar to the M3 but abandoned the constant altitude assumption and added an altitude predictor for gliding targets. The M7, standardized in 1941, was essentially similar to the M4 but added full power control to the guns for automatic pointing in elevation and azimuth. These later systems had eliminated errors. Automatic setters and loaders did not improve the situation because of reliability problems. At the start of World War II, the M7 was the primary anti-aircraft director available to the army.The M7 was a highly developed and integrated system, optimized for reliability and ease of operation and maintenance. As a mechanical computer, it was an elegant, if intricate, device, weighing 850 pounds and including about 11,000 parts. The design of the M7 capitalized on the strength of the Sperry Company: manufacturing of precision mechanisms, especially ballistic cams. By the time the U.S. entered the second world war, however, these capabilities were a scarce resource, especially for high volumes. Production of the M7 by Sperry and Ford Motor Company as subcontractor was a “real choke” and could not keep up with production of the 90mm guns, well into 1942. The army had also adopted an English system, known as the “Kerrison Director” or M5, which was less accurate than the M7 but easier to manufacture. Sperry redesigned the M5 for high-volume production in 1940, but passed in 1941.Conclusion: Human Beings as System IntegratorsThe Sperry directors we have examined here were transitional, experimental systems. Exactly for that reason, however, they allow us to peer inside the process of automation, to examine the displacement of human operators by servomechanisms while the process was still underway. Skilled asthe Sperry Company was at data transmission, it only gradually became comfortable with the automatic communication of data between subsystems. Sperry could brag about the low skill levels required of the operators of the machine, but in 1930 it was unwilling to remove them completely from the process. Men were the glue that held integrated systems together.As products, the Sperry Company‟s anti-aircraft gun directors were only partially successful. Still, we should judge a technological development program not only by the machines it produces but also by the knowledge it creates, and by how that knowledge contributes to future advances. Sperry‟s anti-aircraft directors of the 1930s were early examples of distributed control systems, technology that would assume critical importance in the following decades with the development of radar and digital computers. When building the more complex systems of later years, engineers at Bell Labs, MIT, and elsewhere would incorporate and build on the Sperry Company‟s experience,grappling with the engineering difficulties of feedback, control, and the augmentation of human capabilities by technological systems.在斯佩里防空炮火控和集成系统的发展电气时代的到来带来了新类型的控制系统。
赵亚威毕业设计(论文)外文翻译
宁波大红鹰学院毕业设计(论文)外文翻译所在学院:机电学院班级: 09机自6班姓名:赵亚威学号: 091280742指导教师:张育斌合作导师:2012年 11 月 15 日The realization of wireless sensor networks and applications inagriculture1 IntroductionWireless sensor networks (Wireless Sensor Network, WSN) are deployed in the monitoring area by the large number of low-cost micro sensor nodes, wireless communication through the formation of a multi-hop network self-organization. The aim is to perceive collaboration, collection and processing of network coverage in the perception of objects, and send observers. "Sensors, sensing object and the observer," constitute the three elements of the network. Here that the sensor is not in the traditional sense of the simple perception of physical signals and the sensor into a digital signal, which is the sensor module, data processing module and wireless communication module integrated in a small physical unit, that is , enhanced features than many traditional sensors can not only be aware of environmental information, but also data processing and wireless communication capabilities. With the built-in sensor nodes in a variety of sensors, where the environment can measure heat, infrared, sonar, radar and seismic signals and other signals to detect temperature, humidity, noise, light intensity, pressure, soil composition, moving object the size, speed and direction, and so many physical phenomena of interest to us. Wireless sensor network is a new mode of information acquisition and information processing. Because of the shortage of water resources are at a considerable degree, plus 90% of the waste, untreated sewage or handling standards for direct discharge of water pollution, water quality is lower than 11% of agricultural water supply standards. Water is the lifeblood of agriculture, is the controlling element of the ecological environment, but it is also strategic economic resources, extraction of groundwater by pump irrigation of farmland, rational use of water resources, development of water supply, improve the ecological environment in China is currently accurate Agriculture key, so use of irrigation water and energy supply in today's world is the general trend of technological development.2 Overview of wireless sensor networks2.1 The system architecture of wireless sensor networksWireless sensor network system architecture shown in Figure 1, typically include sensor nodes, aggregation nodes and management nodes. Clouds in the observation area sensor nodes in order to constitute a network of self-organized manner. Sensor node processing the collected information, the way to multi-hop relay the information transmitted to the sink node. Then through the Internet or mobile communicationnetwork and other channels to reach management node. End-users through the management of wireless sensor network node management and configuration, release monitoring tasks or collect return data.2.2 The characteristics of wireless sensor networks(1) self-organization. As the network and the network itself, the physical environment in which the unpredictability of factors, such as: can not pre-set exact location of the node can not know in advance the relationship between the nodes adjacent to some nodes because of energy depletion or other causes of death, newnodes join and so on, make the network deployment and expansion without the need to rely on any of the default network infrastructure, layered protocol between nodes and distributed algorithms by coordinating their behavior, a node can quickly start automatically after the formation of a separatemulti-hop routing network.(2) multi-hop routing.Limited communication distance of nodes in the network, the node can only communicate directly with its neighbors, if beyond the range of its RF communication nodes, you need to be routed through intermediate nodes.(3) the spatial distribution of a large area, node density, the number is huge.(4) data-center.In wireless sensor networks, people usually only care about a region within a certain numerical observations, and not to the specific observations concerned a single node.(5) node capacity constraints.The energy of sensor nodes, processing power, storage capacity and communication ability and so is very limited.①power energy restricted.As the miniaturization of sensor nodes, node battery power is limited, and because physical constraints make it difficult for nodes to replace the battery, so battery power limitations of sensor nodes is the wireless sensor network design one of the most critical constraints, which directly determines the network's worklife.② computing and storage capacity is limited.Bring low-cost micro sensor nodes weak processor, memory capacity of small features, so it can not perform complex calculations, and the traditional Internet network protocols and algorithms on the relative maturity of wireless sensor networks, too costly, difficult to use,must therefore be simple, effective protocols and algorithms, such as the ZigBee protocol.③communication is limited.Typically, the energy consumption of wireless communication and communication distance d E the relation: E = kdn.Where 2 <n <4.N is usually taken as 3.2.3 The shortcomings of wireless sensor networks(1) energy is limited. Sensor nodes are usually powered by ordinary batteries or lithium batteries, the energy limited.In unattended environments, wireless sensor network applications is one of the bottlenecks.(2) node cost is higher. Currently on the market price in thousands of sensor nodes over the wireless sensor network nodes need many, limiting promote the use of wireless sensor networks.(3) The poor security. As a result of wireless channel, distributed control technology, the network more vulnerable to passive eavesdropping, active intrusion and other attacks.(4) collaboration. Individual sensor nodes are often unable to complete the target of measurement, tracking and recognition, while the number of sensor nodes need to exchange information through the algorithm on data obtained for processing, aggregation and filtering, the final result.3 the current wireless sensor network applications in agricultureView of the water shortage and the demand for farmland irrigation, irrigation equipment under the existing conditions of application fields of crops, soil, water distribution, etc., for precise analysis of the current agricultural solved key technical problems, we propose a use ofwireless sensor network technology, suitable for large areas of agricultural land Intelligent Irrigation Control.3.1 The system worksOf SCM system with multiple sensors on the humidity, temperature, rainfall, pH, water evaporation (wind speed) and air temperature, and other information collection to achieve the precise automatic irrigation control field, the output of the signal information through a wireless full-dup lex Public data transmission sent to the control center transceiver module (embedded systems) to determine whether to activate the pump for the farm water supply, water supply or not, this sa me information sent by the GPRS communication through the Internet to remote control centers, remote monitoring, and some models by computer to process information, make a water supply plan.3.2 Hardware Design of Wireless Sensor NetworksWireless sensor network model is different from the traditional wireless network infrastructure, network, monitoring the region by a large number of sensor nodes randomly dispenser (the node), coordinated by the node and quickly set up their own communications network, under the principle of priority for energy efficiency division of work tasks for monitoring regional information .Self-organizing properties of the network when the node failure is reflected in the new node is added or when the network is capable of adaptive re-established to adjust the overall detection accuracy, give full play to its advantages in resources, that is, each node in the network with data collected in addition both data forwarding function smulti-hop routing. Wireless sensor networks composed of nodes in each category by the general data acquisition, data processing, data transmission and power the four parts. Each of microcontrollerhardware and software design are the same. The design of the study design was only for a single chip system. Be monitored in the form of physical signals determines the type of sensor .Embedded processors are often used CPU, such as the MOTOROLA company's 68HC16, C51 MCU and so on. Data transmission unit can be selected from low-power, short-range wireless communication modules, but considering the anti-theft and natural damage, the system chooses the larger power, transmission distance of SA68D21DL, farmers can be placed in the office or home, the main controller. Figure 2 depicts the composition of the node, in which the direction of the arrow indicates that the data flow direction in the node.3.3 The main control systemIn this system, the control network and Internet hosts as the connection between the wireless sensor network protocol conversion gateway. The hardware used Zhiyuan Electronics Mini ARM embedded computer modules. MiniISA series acquisition board structure using smart card, that card on the built-in MCU.MCU on the board on-board I / O ports control, to achieve I / O data buffer, thereby reducing the interface to the host board for Mini ISA dependence, saving the host data processing time, to ensure MiniISA system more efficient operation. MCU board can also collect data or output data for further processing. System schematic shown in Figure 3.3.4 Design of the remote control system is mainlyGPRS communication system, GPRS and Internet network access system, the monitoring center console-friendly interface display control system. This part of the hardware can be applied to existing mobile telecommunications companies and Internet resources, software and professional capabilities to consider the cost of independent development, the proposed application of the existing remote software, such as "Ball Remote Control" software, remote monitoring equipment Co., Ltd. in Hunan Province The RC-2000 remote control software visualization system. Concluding RemarksThis paper reviews the nodes of wireless sensor networks, characteristics, and current applications in agriculture, research-based embedded systems, intelligent wide are a of farmland out of the water supply system, water is detected field information to continue through the automatic control Electric water pump to start, and realized the remote GPRS communications, PC, to learn through the health system and over which it controlled, automatic acquisition of soil information to determine whether to activate the pump from the line for the farm water supply, which is in line with China's rural areasbasic national conditions. The system is simple, click on the system transformation, can be designed courtyard automatic water supply systems, automatic water supply system and a garden greenhouse automatic water supply system, so the scalability of the system is better, relatively broad prospects.Today's wireless sensor network as a new hotspot in the field of information, involving interdisciplinary. With the reduced cost sensors and related solutions to continuous optimization problems, such as power consumption and data fusion algorithm is more small, node localization algorithm in continuous improvement, and more advanced wireless RF module, wireless sensor networks will be more in agriculture wide range of applications.译文:无线传感器网络的实现及在农业上的应用1引言无线传感器网络(Wireless Sensor Network ,WSN)就是由部署在监测区域内大量的廉价微型传感器节点组成,通过无线通信方式形成的一个多跳的自组织的网络系统。
机械毕设外文翻译
Switched Reluctance Motors Drive for the Electrical Traction in Shearer Abstract—the paper presented the double Switched Reluctance motors parallel drive system for the electrical traction in shearer. The system components, such as the Switched Reluctance motor, the main circuit of the power converter and the controller, were described. The control strategies of the closed-loop rotor speed control with PI algorithm and balancing the distribution of the loads with fuzzy logic algorithm were given. The tests results were also presented. It is shown that the relative deviation of the average DC supplied current of the power converter in the Switched Reluctance motor 1 and in the Switched Reluctance motor 2 is within 10%.Keywords- switched reluctance; motor control; shearer; coalmine; electrical drive.I. INTRODUCTIONThe underground surroundings of the coal mines are very execrable. One side, it is the moist, high dust and inflammable surroundings. On the other side, the space of roadway is limited since it is necessary to save the investment of exploiting coal mines so that it is difficult to maintain the equipments. In the modern coal mines, the automatization equipments could be used widely. The faults of the automatization equipments could affect the production and the benefit of the coal mines. The shearer is the mining equipment that coal could be cut from the coal wall. The traditional shearer was driven by the hydrostatic transmission system. The fault ratio of the hydrostatic transmission system is high since the fluid in hydrostatic transmission system could be polluted easily. The faults of the hydrostatic transmission system could affect the production and the benefit of the coal mines directly. The fault ratio of the motor drive system is lower than that of the hydrostatic transmission system, but it is difficult to cool the motor drive system in coal mines since the motor drive system should be installed within the flameproof enclosure for safety protection. The motor drive system is also one of the pivotal parts in the automatization equipments. The development of the novel types of the motor drive system had been attached importance to by the coal mines. The Switched Reluctance motor drive could become the main equipments for adjustable speed electrical drive system in coal mines [1],because it has the high operational reliability and the fault tolerant ability [2]. The Switched Reluctance motor drive made up of the double-salient pole Switched Reluctance motor, the unipolar power converter and the controller is firm in the motor and in the power converter. There is no brush structure in the motor and no fault of am bipolar power converter in the power converter [3][4]. The Switched Reluctance motor drive could be operated at the condition of lacked phases fault depended on the independence of each phase in the motor and the power converter [5]. There is no winding in the rotor so that there is no copper loss in the loss and there is only little iron loss in the rotor. It is easy to cool the motor since it is not necessary to cool the rotor. The shearer driven by theSwitched Reluctance motor drive had been developed. The paper presented the developed prototype.II. SYSTEM COMPONENTSThe developed SwitchedReluctance motors drive for the electrical traction in shearer is a type of the double Switched Reluctance motors parallel drive system. The system is made up of two Switched Reluctance motors; a control box installed the power converter and the controller. The adopted two Switched Reluctance motors are all three-phase 12/8 structure Switched Reluctance motor, which were shown in Figure 1. Figure1. Photograph of the two three-phase .12/8 structure Switched Reluctance motorThe two Switched Reluctance motors were packing by the explosion-proof enclosure, respectively. The rated output power of one motor is 40 KW at the rotor speed 1155 r/min, and the adjustable speed range is from 100 r/min to 1500r/min.The power converter consists of two three-phase asymmetric bridge power converter in parallel. The IGBTs were used as the main switches. Three-phase 380V AC power source was certificated and supplied to the power converter. The maincircuit of the power converter was shown in Figure 2.In the controller, there were the rotor position detection circuit, the commutation circuit, the current and voltage protection circuit, the main switches’ gate driver circuit and the digital controller for rotor speed closed-loop and balancing the distribution of the loads.III. CONTROL STRATEGYThe two Switched Reluctance motor could all drive the shearer by the transmission outfit in the same traction guide way so that the rotor speed of the two Switched Reluctance motors could be synchronized.The closed-loop rotor speed control of the double Switched Reluctance motors parallel drive system could be implemented by PI algorithm. In the Switched Reluctance motor 1, the triggered signals of the main switches in the power converter are modulated by PWM signal, the comparison of the given rotor speed and the practical rotor speed are made and the duty ratio of PWM signal are regulated as follows,1()11()1(1)1()e=()g fk i k p k k k k k n n D k e K e e D D D ---∆=+-=+∆where, ng is the given rotor speed, nf is the practical rotorspeed, e is the difference of the rotor speed, 1()k D ∆is the increment of the dutyratio of PWM signal of the Switched Reluctance motor 1 at k time, Ki is the integral coefficient, Kp is the proportion coefficient, ek is the difference of the rotor speed at k time, ek-1 is the difference of the rotor speed at k-1 time, D1(k) is the duty ratio of PWM signal of the Switched Reluctance motor 1 at k time, and D1(k-1) is the duty ratio of PWM signal of the Switched Reluctance motor 1 at k-1 time.The output power of the Switched Reluctance motordrive system is approximately in proportion to theaverage DC supplied current of the power converter asfollows, 2in p I ∝ where, P2 is the output power of the Switched Reluctance motor drive system, Iin is the average DC supplied current of the power converter.In the Switched Reluctance motor 2, the triggered signals of the main switches in the power converter are also modulated by PWM signal. The balancing the distribution of the loads between the two Switched Reluctance motors could be implemented by fuzzy logic algorithm. In the fuzzy logic regulator, there are two input control parameters, one is the deviation of the average DC supplied current of the power converter between the two Switched Reluctance motors, and the other is the variation of the deviation of the average DC supplied current of the power converter between the two Switched Reluctance motors. The output control parameter is the increment of the duty ratio of the PWM signal of the Switched Reluctance motor 2. The block diagram of the double Switched Reluctance motors parallel drive system for the electrical traction in shearer was shown in Figure 3.The deviation of the average DC supplied current ofthe power converter between the two Switched Reluctance motors at the moment of ti is12i in in e I I =-:.1i i i e e e -=- where, ei-1 is the deviation of the average DC suppliedcurrent of the power converter between the two SwitchedReluctance motors at the moment of ti-1. The duty ratio of the PWM signal of the Switched Reluctance motor 2 at the moment of ti is2()2(1)2()i i i D D D -=+∆where, 2()i D ∆ is the increment of the duty ratio of the PWM signal of theSwitched Reluctance motor 2 at the moment of ti and D2(i-1) is the duty ratio of the PWM signal of the Switched Reluctance motor 2 at the moment of ti-1.The fuzzy logic algorithm could be expressed asfollows,if ~~if E i E = and ~~EC j E C = then U~ ~~U U U =i = 1,2,…, m, j = 1,2, …,nwhere, E~ is the fuzzy set of the deviation of the average DC supplied current of the power converter between the two Switched Reluctance motors, E~C is the fuzzy set of the variation of the deviation of the average DC supplied current of the power converter between the two Switched Reluctance motors, and U~ is the fuzzy set of the increment of the duty ratio of the PWM signal of the Switched Reluctance motor 2.The continuous deviation of the average DC supplied current of the powerconverter between the two Switched Reluctance motors could be changed into the discrete amount at the interval [-5, +5], based on the equations as follows,[]10220e i e e INT K e K ==The discrete increment of the duty ratio of PWM signal of the Switched Reluctance motor 2 at the interval [-5, +5] could be changed into the continuous amount at the interval [-1.0%, +1.0%], based on the equations as follows,12()[]100.02i D D D INT K D K -==There is a decision forms of the fuzzy logic algorithm based on the above principles, which was stored in the programme storage cell of the controller.While the difference of the distribution of the loads between the two Switched Reluctance motors could be got, the duty ratio of PWM signal of the Switched Reluctance motor 2 will be regulated based on the decision forms of the fuzzy logic algorithm and the distribution of the loads between the two Switched Reluctance motors could be balanced.IV. TESTED RESULTSThe developed double Switched Reluctance motors parallel drive system prototype had been tested experimentally. Table I gives the tests results, where 1σis the relative deviation of the average DC supplied current of the power converter in the Switched Reluctance motor 1, 2σis the relative deviation of the average DC supplied current of the power converter in the Switched Reluctance motor 2, and,1211122100%2in in in in in I I I I I σ+-=⨯+ 1222122100%2in in in in in I I I σ+-=⨯It is shown that the relative deviation of the average DC supplied current of the power converter in the SwitchedReluctance motor 1 and in the Switched Reluctance motor2 is within 10%V. CONCLUSIONThe paper presented the double Switched Reluctance motors parallel drive system for the electrical traction in shearer. The novel type of the shearer in coal mines driven by the Switched Reluctance motors drive system contributes to reduce the fault ratio of the shearer, enhance the operational reliability of the shearer and increase the benefit of the coal mines directly. The drive type of the double Switched Reluctance motors parallel drive system could also contribute to enhance the operational reliability compared with the drive type of the single Switched Reluctance motor drive system.中文翻译:关磁阻电动机驱动电牵引采煤机摘要-本文介绍了双开关磁阻电动机并联传动系统控制驱动电牵引采煤机。
机械设计制造及其自动化毕业论文中英文资料外文翻译
机械设计创造及其自动化毕业论文外文文献翻译INTEGRATION OF MACHINERY译文题目专业机械设计创造及其自动化外文资料翻译INTEGRATION OF MACHINERY(From ELECTRICAL AND MACHINERY INDUSTRY)ABSTRACTMachinery was the modern science and technology development inevitable result, this article has summarized the integration of machinery technology basic outline and the development background .Summarized the domestic and foreign integration of machinery technology present situation, has analyzed the integration of machinery technology trend of development.Key word: integration of machinery ,technology, present situation ,product t,echnique of manufacture ,trend of development0. Introduction modern science and technology unceasing development, impelled different discipline intersecting enormously with the seepage, has caused the project domain technological revolution and the transformation .In mechanical engineering domain, because the microelectronic technology and the computer technology rapid development and forms to the mechanical industry seepage the integration of machinery, caused the mechanical industry the technical structure, the product organization, the function and the constitution, the production method and the management systemof by machinery for the characteristic integration ofdevelopment phase.1. Integration of machinery outline integration of machinery is refers in the organization new owner function, the power function, in the information processing function and the control function introduces the electronic technology, unifies the system the mechanism and the computerization design and the software which constitutes always to call. The integration of machinery development also has become one to have until now own system new discipline, not only develops along with the science and technology, but also entrusts with the new content .But its basic characteristic may summarize is: The integration of machinery is embarks from the system viewpoint, synthesis community technologies and so on utilization mechanical technology, microelectronic technology, automatic control technology, computer technology, information technology, sensing observation and control technology, electric power electronic technology, connection technology, information conversion technology as well as software programming technology, according to the system function goal and the optimized organization goal, reasonable disposition and the layout various functions unit, in multi-purpose, high grade, redundant reliable, in the low energy consumption significance realize the specific function value, and causes the overall system optimization the systems engineering technology .From this produces functional system, then becomes an integration of machinery systematic or the integration of machinery product. Therefore, of coveringtechnology is based on the above community technology organic fusion one kind of comprehensive technology, but is not mechanical technical, the microelectronic technology as well as other new technical simple combination, pieces together .This is the integration of machinery and the machinery adds the machinery electrification which the electricity forms in the concept basic difference .The mechanical engineering technology has the merely technical to develop the machinery electrification, still was the traditional machinery, its main function still was replaces with the enlargement physical strength .But after develops the integration of machinery, micro electron installment besides may substitute for certain mechanical parts the original function, but also can entrust with many new functions,like the automatic detection, the automatic reduction information, demonstrate the record, the automatic control and the control automatic diagnosis and the protection automatically and so on .Not only namely the integration of machinery product is human's hand and body extending, human's sense organ and the brains look, has the intellectualized characteristic is the integration of machinery and the machinery electrification distinguishes in the function essence.2. Integration of machinery development condition integration of machinery development may divide into 3 stages roughly.20th century 60's before for the first stage, this stage is called the initial stage .In this time, the people determination not on own initiative uses the electronic technology the preliminary achievement to consummate the mechanical product the performance .Specially in Second World War period, the war has stimulated the mechanical product and the electronic technology union, these mechanical and electrical union military technology, postwar transfers civilly, to postwar economical restoration positive function .Developed and the development at that time generally speaking also is at the spontaneouscondition .Because at that time the electronic technology development not yet achieved certain level, mechanical technical and electronic technology union also not impossible widespread and thorough development, already developed the product was also unable to promote massively. The 20th century 70~80 ages for the second stage, may be called the vigorous development stage .This time, the computer technology, the control technology, the communication development, has laid the technology base for the integration of machinery development . Large-scale, ultra large scale integrated circuit and microcomputer swift and violent development, has provided the full material base for the integration of machinery development .This time characteristic is :①A mechatronics word first generally is accepted in Japan, probably obtains the quite widespread acknowledgment to 1980s last stages in the worldwide scale ;②The integration of machinery technology and the product obtained the enormous development ;③The various countries start to the integration of machinery technology and the product give the very big attention and the support. 1990s later periods, started the integration of machinery technology the new stagewhich makes great strides forward to the intellectualized direction, the integration of machinery enters the thorough development time .At the same time, optics, the communication and so on entered the integration of machinery, processes the technology also zhan to appear tiny in the integration of machinery the foot, appeared the light integration of machinery and the micro integration of machinery and so on the new branch; On the other hand to the integration of machinery system modeling design, the analysis and the integrated method, the integration of machinery discipline system and the trend of development has all conducted the thorough research .At the same time, because the hugeprogress which domains and so on artificial intelligence technology, neural network technology and optical fiber technology obtain, opened the development vast world for the integration of machinery technology .These research, will urge the integration of machinery further to establish the integrity the foundation and forms the integrity gradually the scientific system. Our country is only then starts from the beginning of 1980s in this aspect to study with the application .The State Councilsummary had considered fully on international the influence which and possibly brought from this about the integration of machinery technology developmenttrend .Many universities, colleges and institutes, the development facility and some large and middle scale enterprises have done the massive work to this technical development and the application, does not yield certain result, but and so on the advanced countries compared with Japan still has the suitable disparity.3. Integration of machinery trend of development integrations of machinery are the collection machinery, the electron, optics, the control, the computer, the information and so on the multi-disciplinary overlapping syntheses, its development and the progress rely on and promote the correlation technology development and the progress .Therefore, the integration of machinery main development direction is as follows:3.1 Intellectualized intellectualizations are 21st century integration of machinery technological development important development directions .Theartificial intelligence obtains day by day in the integration of machinery constructor's research takes, the robot and the numerical control engine bedis to the machine behavior description, is in the control theory foundation, the absorption artificial intelligence, the operations research, the computer science, the fuzzy mathematics, the psychology, the physiology and the chaos dynamics and so on the new thought, the new method, simulate the human intelligence, enable it to have abilities and so on judgment inference, logical thinking, independent decision-making, obtains the higher control goal in order to .Indeed, enable the integration of machinery product to have with the human identical intelligence, is not impossible, also is nonessential .But, the high performance, the high speed microprocessor enable the integration of machinery product to have preliminary intelligent or human's partial intelligences, then is completely possible and essential.In the modern manufacture process, the information has become the control manufacture industry the determining factor, moreover is the most active actuation factor .Enhances the manufacture system information-handling capacity to become the modern manufacture science development a key point .As a result of the manufacture system information organization and structure multi-level, makes the information the gain, the integration and the fusion presents draws up the character, information measure multi-dimensional, as well as information organization's multi-level .In the manufacture information structural model, manufacture information uniform restraint, dissemination processing and magnanimous data aspects and so on manufacture knowledge library management, all also wait for further break through.Each kind of artificial intelligence tool and the computation intelligence method promoted the manufacture intelligence development in the manufacture widespread application .A kind based on the biological evolution algorithm computation intelligent agent, in includes thescheduling problem in the combination optimization solution area of technology, receives the more and more universal attention, hopefully completes the combination optimization question when the manufacture the solution speed and the solution precision aspect breaks through the question scale in pairs the restriction .The manufacture intelligence also displays in: The intelligent dispatch, the intelligent design, the intelligent processing, the robot study, the intelligent control, the intelligent craft plan, the intelligent diagnosis and so on are various These question key breakthrough, may form the product innovation the basic research system. Between 2 modern mechanical engineering front science different science overlapping fusion will have the new science accumulation, the economical development and society's progress has had the new request and the expectation to the science and technology, thus will form the front science .The front science also has solved and between the solution scientific question border area .The front science has the obvious time domain, the domain and the dynamic characteristic .The project front science distinguished in the general basic science important characteristic is it has covered the key science and technology question which the project actual appeared.Manufacture system is a complex large-scale system, for satisfies the manufacture system agility, the fast response and fast reorganization ability, must profit from the information science, the life sciences and the social sciences and so on the multi-disciplinary research results, the exploration manufacture system new architecture, the manufacture pattern and the manufacture system effective operational mechanism .Makes the system optimization the organizational structure and the good movement condition is makes the system modeling , the simulation and the optimized essential target .Not only the manufacture system new architecture to makes the enterprise the agility and may reorganize ability to the demand response ability to have the vital significance, moreover to made the enterprise first floor production equipment the flexibility and may dynamic reorganization ability set a higher request .The biological manufacture view more and more many is introduced the manufacture system, satisfies the manufacture system new request.The study organizes and circulates method and technique of complicated system from the biological phenomenon, is a valid exit which will solve many hard nut to cracks that manufacturing industry face from now on currently .Imitating to living what manufacturing point is mimicry living creature organ of from the organization, from match more, from growth with from evolution etc. function structure and circulate mode of a kind of manufacturing system and manufacturing process.The manufacturing drives in the mechanism under, continuously by one's own perfect raise on organizing structure and circulating mode and thus to adapt the process of[with] ability for the environment .For from descend but the last product proceed together a design and make a craft rules the auto of the distance born, produce system of dynamic state reorganization and product and manufacturing the system tend automatically excellent provided theories foundation and carry out acondition .Imitate to living a manufacturing to belong to manufacturing science and life science of"the far good luck is miscellaneous to hand over", it will produce to the manufacturing industry for 21 centuries huge of influence .机电一体化摘要机电一体化是现代科学技术发展的必然结果,本文简述了机电一体化技术的基本概要和发展背景。
采煤机毕业设计外文翻译
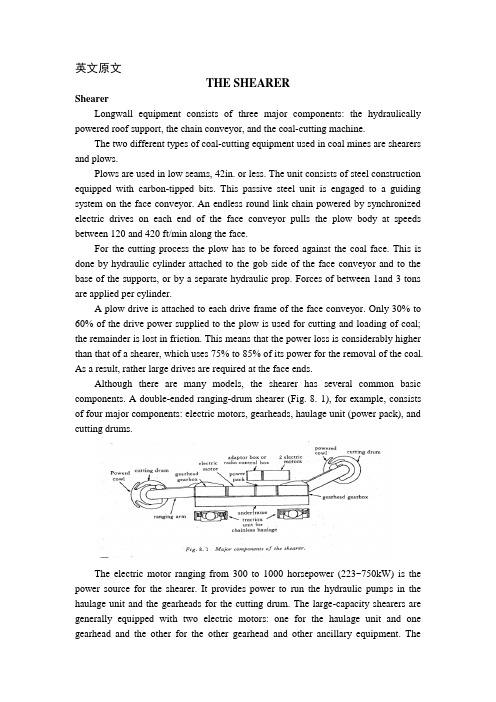
英文原文THE SHEARERShearerLongwall equipment consists of three major components: the hydraulically powered roof support, the chain conveyor, and the coal-cutting machine.The two different types of coal-cutting equipment used in coal mines are shearers and plows.Plows are used in low seams, 42in. or less. The unit consists of steel construction equipped with carbon-tipped bits. This passive steel unit is engaged to a guiding system on the face conveyor. An endless round link chain powered by synchronized electric drives on each end of the face conveyor pulls the plow body at speeds between 120 and 420 ft/min along the face.For the cutting process the plow has to be forced against the coal face. This is done by hydraulic cylinder attached to the gob side of the face conveyor and to the base of the supports, or by a separate hydraulic prop. Forces of between 1and 3 tons are applied per cylinder.A plow drive is attached to each drive frame of the face conveyor. Only 30% to 60% of the drive power supplied to the plow is used for cutting and loading of coal; the remainder is lost in friction. This means that the power loss is considerably higher than that of a shearer, which uses 75% to 85% of its power for the removal of the coal. As a result, rather large drives are required at the face ends.Although there are many models, the shearer has several common basic components. A double-ended ranging-drum shearer (Fig. 8. 1), for example, consists of four major components: electric motors, gearheads, haulage unit (power pack), and cutting drums.The electric motor ranging from 300 to 1000 horsepower (223~750kW) is the power source for the shearer. It provides power to run the hydraulic pumps in the haulage unit and the gearheads for the cutting drum. The large-capacity shearers are generally equipped with two electric motors: one for the haulage unit and one gearhead and the other for the other gearhead and other ancillary equipment. Themotors can be remotely controlled.There are two gearheads, one on the left-hand the other on the right-hand side of the shearer. Each gearherad consists of a gearhead gearbox and a ranging arm.The cutting drum is laced with spiral vanes on with spiral vanes on which the cutting bits are mounted. Its diameter ranges from 34 to 72 in. (0.86~1.83 m) with rotational speeds from 30 to 105 rpm. The trends are toward fewer but larger bits and slower drum speed for better cutting efficiency and less coal dust production. The drums are also equipped with power cowls to increase the coal loading efficiency. The power cowl is usually located behind the cutting drum. For that reason, it can be rotated a full 180º.The electric motor, haulage unit, and gearhead boxes combine to form the shearer’s body which is mounted on the underframe. The underframe has four sliding shoes. The face-side shoes are fitted and ride on the face-side top guide of the face conveyor pan, and the other two gob-side sliding shoes are fitted on a guide tube to prevent derailment. The tramming aped of the shearer ranges from 19 to 46 ft/min (5.8~14.0 m/min).In addition, the shearer is equipped with auxiliary hydraulic pumps and control valves for operating the ranging arms and power cowls, water spraying devices, cable, chain anchorage and tensioners, and so onIn selecting the shearer, mining height should first be considered; that is, the diameter of the cutting drum, body height, length of the ranging arm, and swing angle must be properly selected. For the double-ended ranging-drum shearer, the maximum mining height cannot exceed twice the diameter of the cutting drum. The mining height can be determined by (Fig.8.3)H=Hb-B/2+Lsinα+D/2Where H=seam thickness or mining heightHb=shearer’s body heightB=body depthL=length of the ranging armα=the angle between the ranging arm and the horizontal line when the ranging arm is raised to its maximum heightD=diameter of the cutting drumFor example, for the Eichhoff EDW-170 L double ranging-drum shearer, Hb=4.3 ft, L=3.90 ft, α=52°,and D=5.3 ft. Its maximum cutting height is H=9.2 ft..Types of modern shearersSince its first appearance in 1954,the shearer has undergone continuous changes both in capability and structure. It is now the major cutting machine in longwall coal faces. There are two types of shearers, single-and double-drum. In the earlier models, the drum in the single-drum shearer is mounted on the shearer’s body and cannot be adjusted for height. Therefore it is not suitable for areas where there are constant changes in seam thickness and floor undulation. Thus the single-ended fixed-drum shearer is used mostly for thin seams.Figure 6.10 shows a single-drum shearer with a ranging arm. The cutting drum is mounted at the very end of the ranging arm. The ranging arm can be raised up and down by hydraulic control to accommodate the changing seam thickness and floor undulation. But when the seam exceeds a certain thickness, the single-drum shearer cannot cut the entire seam height in one cut and a return cutting trip is necessary to complete a full web cut. Furthermore, since the drum is located on the headentry side, it generally requires a niche in the tailentry side. A niche is a precut face end, one web deep and a shearer’s length long. With a niche at the face end the shearer can turn around.Nowadays, the double ranging-drum shearers are used predominantly. The shearer cuts the whole seam height in one trip. The two drums can be positioned to any required height (within the designed range) during cutting and lowered well below the floor level. The arrangement of the drums enables the whole seam to be cut in either direction of travel, thereby ensuring rapid face advance and shortening roof exposure time. There are various types of double ranging-drum shearers. Based on the location of the drums, there are two types: one with one drum mounted on each side of the shearer’s body and the other with both drums mounted on one side of the machine. The former type is the most widely used. Its advantage is that with one drum on each side of the shearer, it can sump in either direction. During the cutting trip, the leading drum cuts the upper 70% of the seam height while the rear drum cuts thelower 30% and cleans up the broken coal on the floor. The two drums are approximately 23~33 ft (7~10m) apart. When the shearer is traveling in the opposite direction to that of the face conveyor, the coal cut by the leading drum has to pass under the shearer’s body, which increases the moving resistance of the shearer and the face conveyor and could cause a “crowding” condition. If the broken coal is too large, it may block the shearer and stop the operation. In general, when the shearer and the face conveyor are traveling in the opposite directions, approximately 70% of the coal taken by the leading drum will pass under the shearer. But when they are traveling in the same direction, the coal taken down by the rear drum together with the float coal from the floor constitute the approximately 30% of the coal that has to pass under the shearer. The former case consumes 25% more power than the latter. As compared to the single-ended shearer, the underframe of the double-ended shearer is higher, thereby ensuring a sufficient cross section for coal passage.Based on the method of adjusting the height of the cutting drum, there are also two types of shearers: ranging-arm shearer and gearhead shearer. The former one is commonly used, whereas the latter one is a recent development. The advantage of the gearhead shearer is that the haulage unit is located at the center of the shearer’s body and mounted on the underframe. On both sides of the haulage unit, there is a gearhead. Each gearhead contains an electric motor and a speed-reduction unit. The gearhead is raised and lowered by an adjustable hydraulic ram. The adjustable range of cutting height is large. It can reach up to 4.6 ft(1.4m).Based on the mounting relation between the shearer and the face conveyor, there are also two types: the regular type which rides on the conveyor and the in-web shearer which moves on the floor in front of the conveyor. The in-web shearer is used mainly for the thin seams. As it moves along the face, the leading drum cuts the coal, making a sufficient space for the passage of the passage of the shearer’s body. Haulage of the shearerThere are two types of shearer haulage: chain and chainless. These are discussed separately in the following paragraphs.(1)Chain haulageThe haulage chain is a round-link chain which extends along the whole face width and is fixed on both ends at the head and tail drives of the face chain conveyor, respectively. The chain also passes through the driving and deflecting (or guiding) sprockets in the haulage unit of the shearer. As the driving sprocket rotates, its teeth trap to the matching chain links and move along the nonmoving haulage chain, thereby pulling the shearer along. When the driving sprocket rotates counterclockwise, the shearer moves to the right. Conversely, when the sprocket rotates clockwise, the shearer moves to the left. That part of the chain in front of the moving shearer isgenerally tight or on the tensioned side whereas the other side, behind the moving shearer, is slack or on the slack side.The total resistance encountered by a cutting shearer consists mainly of the cutting resistance of the drum, coal loading resistance, and the frictional resistance between the conveyor and the shearer. The summation of the three types of resistance is the total haulage resistance of the shearer. The haulage unit must provide sufficient haulage power to overcome the total haulage resistance so that the shearer can move along smoothly. In Fig. 6.15 the tensile force in the tensioned side is P2 and that in the slack side is P1. Since the haulage force(P2) is the summation of P1 and P, if the chain on the slack side is completely slack, P1=0, then the tensile force in the tensioned side will be the required haulage force, P2=P. Under such conditions, although the chain is subjected to relatively small tension, the driving sprocket can not pass out the chain smoothly and may easily cause chain “stuck” or sudden tensioning of the chain. Thus in actual operation, the slack side normally maintains a small tension, i. e. , P2=P1+P. Only when the tensile force in the tensioned side is sufficient to overcome the total haulage resistance and the tensile force in the slack side, the shearer will be able to move.When the shearer starts cutting from one end of the coal face, the haulage chain is relatively slack. As the shearer moves along, the chain is gradually tightened. When the shearer is near the other end of the coal face, the tensile force in the haulage chain is greatest. At this time the chain is most easily broken. In order that the tensile force on the tensioned side is not too high and that there is a sufficient tensile force on the slack side, most shearers are equipped with tension takeup systems. The tension takeup system is mounted at one end or both ends of the face conveyor depending on whether unidirectional or bidirectional cutting is employed. The haulage chain is connected to the tension takeup system. There are many types of tension takeup systems. But the basic principles are about the same.The problems associated with chain haulage are chain sticking, chain breakage, and chain link tangling. They are due mainly to the fact that the haulage chain is lengthened and becomes loose after some periods of usage.(2)Chainless haulageIn response to all the disadvantages associated with the chain haulage, the chainless haulage was developed. According to the haulage principles, the chainless haulage can be divided into three types: drive chain-rackatrack, drive wheel-rackatrack, and ram propulsion. The wheel-rackatrack haulage is the most popular type.Figure 6.16 is a double-ended ranging-drum shearer equipped with the wheel-rackatracd haulage system. The haulage driving unit is similar to theconventional ones. The driving sprocket matches an idler sprocket, which in turn rides on the rail track made of steel peg rods. Thus, the driving system of power transmission is highly efficient. The rack is made of sections that have the same length as the conveyor pan, but they are installed in such a way that the center of each section is directly above the connection line between two adjacent pans. This will ensure maximum vertical and horizontal flexibility of the pans and keep the pitch deviation in the gap between two rack sections within admissible limits. Two methods are used to connect the line pans with the rack sections: one is to tie the rack sections to the sides of the line pans with screws and the other is to set the rack section on the sliding channel. Only the rack sections on both ends of the conveyor are fixed, so that a limited amount of flexibility in the conveyor direction is permitted. In Fig. 6.17 (b), the hook shape anchor on the rack section locks and slides on the guide tube of the line pans. This method is good for converting chain haulage to chainless haulage.Figure 6.18 is another model of the wheel-rackatrack chainless haulage system. The driving sprocket is engaged directly to a special sprocket called Rollrack which has five hardened steel rollers spaced equally around the circumference. As the special sprocket or Rollrack rotates, the steel rollers engage on the teeth track of the rack and pull the shearer. Thus it is also called Roller-Teeth Rack chainless haulage.中文译文采煤机滚筒式采煤机长壁工作面的设备包含三个主要部分:液压支架,刮板运输机和破碎机。
毕业设计外文文献翻译

毕业设计外文文献翻译Graduation Design Foreign Literature Translation (700 words) Title: The Impact of Artificial Intelligence on the Job Market Introduction:Artificial Intelligence (AI) is a rapidly growing field that has the potential to revolutionize various industries and job markets. With advancements in technologies such as machine learning and natural language processing, AI has become capable of performing tasks traditionally done by humans. This has raised concerns about the future of jobs and the impact AI will have on the job market. This literature review aims to explore the implications of AI on employment and job opportunities.AI in the Workplace:AI technologies are increasingly being integrated into the workplace, with the aim of automating routine and repetitive tasks. For example, automated chatbots are being used to handle customer service queries, while machine learning algorithms are being employed to analyze large data sets. This has resulted in increased efficiency and productivity in many industries. However, it has also led to concerns about job displacement and unemployment.Job Displacement:The rise of AI has raised concerns about job displacement, as AI technologies are becoming increasingly capable of performing tasks previously done by humans. For example, automated machines can now perform complex surgeries with greaterprecision than human surgeons. This has led to fears that certain jobs will become obsolete, leading to unemployment for those who were previously employed in these industries.New Job Opportunities:While AI might potentially replace certain jobs, it also creates new job opportunities. As AI technologies continue to evolve, there will be a greater demand for individuals with technical skills in AI development and programming. Additionally, jobs that require human interaction and emotional intelligence, such as social work or counseling, may become even more in demand, as they cannot be easily automated.Job Transformation:Another potential impact of AI on the job market is job transformation. AI technologies can augment human abilities rather than replacing them entirely. For example, AI-powered tools can assist professionals in making decisions, augmenting their expertise and productivity. This may result in changes in job roles and the need for individuals to adapt their skills to work alongside AI technologies.Conclusion:The impact of AI on the job market is still being studied and debated. While AI has the potential to automate certain tasks and potentially lead to job displacement, it also presents opportunities for new jobs and job transformation. It is essential for individuals and organizations to adapt and acquire the necessary skills to navigate these changes in order to stay competitive in the evolvingjob market. Further research is needed to fully understand the implications of AI on employment and job opportunities.。
机械毕业设计 外文翻译

内蒙古科技大学本科生毕业设计外文翻译学生姓名:武新伟学号:0964134112专业:过程装备与控制工程班级:装备09-1 班指导教师:李胜(王昌)高工不同的行为批次和半连续反应器的两个化学反应的比较研究M.D. Grau a,1, J.M. Nougués b,2, L. Puigjaner b,*,2a矿业及天然资源工程系,曼雷沙大学,加泰罗尼亚理工大学,AV.西班牙曼雷沙61-73基地,08240 .b巴塞罗那工业工程学院,加泰罗尼亚理工大学化学工程系,AV.西班牙巴塞罗那,对角线647,08028.2001年10月收到,2002年2月19日发表摘要:基于不同的行为的两个反应,批处理和半间歇反应器性能之间的比较研究已经进行了在玻璃夹套设置与测量5升的反应器中,数据采集和控制系统。
所选择的反应是酸 - 碱反应(乙酸乙酯皂化反应),和一个具有高的反应热(硫代硫酸钠,过氧化反应)的氧化 - 还原反应。
甲第一差值的方法中,用于建立的动力学方程。
对于使用的酸 - 碱反应的等温方法,根据该溶液的电导率,用于氧化反应的温度的测量的基础上使用的绝热方法。
此工作的重点在于得到的物种的浓度,在反应器中,通过实验测量与不同的传感器(pH,温度,等)所需要的值,以得到的浓度分布。
对于酸 - 碱反应,它可以转换成浓度值的反应溶液的pH值测量。
在氧化反应的情况下,通过测量唯一的反应器的温度为绝热的批处理模式下的操作,和在半间歇法的操作模式通过仿真得到的浓度分布。
以前被验证实验获得的温度分布的数学模型。
关键词:批处理和半间歇反应器;模型;反应动力学命名法a:化学计量系数反应物AAi:内传热面积(米2)A0:以外的传热面积(米2)B:反应物B的化学计量系数c A :反应物的浓度(NaOH或H 2 O 2)(千摩尔米-3)c A0:初始反应物的浓度甲(千摩尔米-3)c A1:初始反应物的浓度在坦克(千摩尔米-3)c B:反应物B的浓度(千摩尔米-3)c B0:反应物B的初始浓度(千摩尔米-3)c B1:罐中反应物B的初始浓度(千摩尔米-3)c P:浓度的产品(千摩尔米-3)C J:护套的流体的热容量(千焦耳千克-1 K -1)C P:的反应物的热容量(千焦耳千克-1 K -1)C M:的壁的热容量(千焦耳千克-1K -1)Ea:活化能(千焦耳千摩尔-1)F W:护套的流体流(米3 s-1)F0:添加流量(米3s-1)h i:内部传热系数(千焦耳-1米-2 K -1)h0:外面的传热系数(千焦耳-1米-2 K -1)∆Hr:反应热(千焦耳千摩尔-1)k:速率常数(M 3千摩尔-1 S -1)k0:具体的速率常数(M 3 千摩尔-1 S -1)Qr:热生成(千焦耳-1)Q J:外面的热传输率(千焦耳-1)Q M:内部的热传输率(千焦耳-1)r:反应率(千摩尔米-3 s -1)R:气体常数(千焦耳千摩尔-1 K -1)t:时间(s)T:反应器的温度(K)T J :夹套温度(K)T M :壁温度(K)T ad :温度的H 2 O2增值(K)T J0 :内外套流体温度(K)T set :设定点温度(K)T0 :在绝热的实验中的初始温度(K)∆T ad:增量的绝热温度(K)V:反应物料的体积(米3)V J:夹克体积(米3)V M :壁体积(米3)x:转换率希腊字母ρ 反应质量密度(公斤米-3)ρJ 夹克流体密度(公斤米-3)ρM 密度墙(公斤米-3)1、介绍批处理过程的非凡的灵活性,是众所周知的。
机械毕业设计英文外文翻译213机械设计基础

附录(外文翻译——原文)Fundamentals of Mechanical DesignMechanical design means the design of things and systems of a mechanical nature—machines, products, structures, devices, and instruments. For the most part mechanical design utilizes mathematics, the materials sciences, and the engineering-mechanics sciences.The total design process is of interest to us. How does it begin? Does the engineer simply sit down at his desk with a blank sheet of paper? And, as he jots down some ideas, what happens next? What factors influence or control the decisions which have to be made? Finally, then, how does this design process end?Sometimes, but not always, design begins when an engineer recognizes a need and decides to do something about it. Recognition of the need and phrasing it in so many words often constitute a highly creative act because the need may be only a vague discontent, a feeling of uneasiness, of a sensing that something is not right.The need is usually not evident at all. For example, the need to do something about a food-packaging machine may be indicated by the noise level, by the variations in package weight, and by slight but perceptible variations in the quality of the packaging or wrap.There is a distinct difference between the statement of the need and the identification of the problem. which follows this statement. The problem is more specific. If the need is for cleaner air, the problem might be that of reducing the dust discharge from power-plant stacks, or reducing the quantity of irritants from automotive exhausts.Definition of the problem must include all the specifications for the thing that is to be designed. The specifications are the input and output quantities, the characteristics of the space the thing must occupy and all the limitations on these quantities. We can regard the thing to be designed as something in a black box. In this case we must specify the inputs and outputs of the box together with their characteristics and limitations. The specifications define the cost, the number to be manufactured, the expected life, the range, the operating temperature, and the reliability.There are many implied specifications which result either from the designer's particular environment or from the nature of the problem itself. The manufacturing processes which are available, together with the facilities of a certain plant, constitute restrictions on a designer's freedom, and hence are a part of the implied specifications. A small plant, for instance, may not own cold-working machinery. Knowing this, the designer selects other metal-processing methods which can be performed in the plant. The labor skills available and the competitive situation also constitute implied specifications.After the problem has been defined and a set of written and implied specifications has been obtained, the next step in design is the synthesis of an optimum solution. Now synthesis cannot take place without both analysis and optimization because the system under design must be analyzed to determine whether the performance complies with the specifications.The design is an iterative process in which we proceed through several steps, evaluate theresults, and then return to an earlier phase of the procedure. Thus we may synthesize several components of a system, analyze and optimize them, and return to synthesis to see what effect this has on the remaining parts of the system. Both analysis and optimization require that we construct or devise abstract models of the system which will admit some form of mathematical analysis. We call these models mathematical models. In creating them it is our hope that we can find one which will simulate the real physical system very well.Evaluation is a significant phase of the total design process. Evaluation is the final proof of a successful design, which usually involves the testing of a prototype in the laboratory. Here we wish to discover if the design really satisfies the need or needs. Is it reliable? Will it compete successfully with similar products? Is it economical to manufacture and to use? Is it easily maintained and adjusted? Can a profit be made from its sale or use?Communicating the design to others is the final, vital step in the design process. Undoubtedly many great designs, inventions, and creative works have been lost to mankind simply because the originators were unable or unwilling to explain their accomplishments to others. Presentation is a selling job. The engineer, when presenting a new solution to administrative, management, or supervisory persons, is attempting to sell or to prove to them that this solution is a better one. Unless this can be done successfully, the time and effort spent on obtaining the solution have been largely wasted.Basically, there are only three means of communication available to us. There are the written, the oral, and the graphical forms. Therefore the successful engineer will be technically competent and versatile in all three forms of communication. A technically competent person who lacks ability in any one of these forms is severely handicapped. If ability in all three forms is lacking, no one will ever know how competent that person is!The competent engineer should not be afraid of the possibility of not succeeding in a presentation. In fact, occasional failure should be expected because failure or criticism seems to accompany every really creative idea. There is a great to be learned from a failure, and the greatest gains are obtained by those willing to risk defeat. In the find analysis, the real failure would lie in deciding not to make the presentation at all.Introduction to Machine DesignMachine design is the application of science and technology to devise new or improved products for the purpose of satisfying human needs. It is a vast field of engineering technology which not only concerns itself with the original conception of the product in terms of its size, shape and construction details, but also considers the various factors involved in the manufacture, marketing and use of the product.People who perform the various functions of machine design are typically called designers, or design engineers. Machine design is basically a creative activity. However, in addition to being innovative, a design engineer must also have a solid background in the areas of mechanical drawing, kinematics, dynamics, materials engineering, strength of materials and manufacturing processes.As stated previously, the purpose of machine design is to produce a product which will serve a need for man. Inventions, discoveries and scientific knowledge by themselves do not necessarily benefit people; only if they are incorporated into a designed product will a benefit be derived. It should be recognized, therefore, that a human need must be identified before a particular product is designed.Machine design should be considered to be an opportunity to use innovative talents to envision a design of a product is to be manufactured. It is important to understand the fundamentals of engineering rather than memorize mere facts and equations. There are no facts or equations which alone can be used to provide all the correct decisions to produce a good design. On the other hand, any calculations made must be done with the utmost care and precision. For example, if a decimal point is misplaced, an otherwise acceptable design may not function.Good designs require trying new ideas and being willing to take a certain amount of risk, knowing that is the new idea does not work the existing method can be reinstated. Thus a designer must have patience, since there is no assurance of success for the time and effort expended. Creating a completely new design generally requires that many old and well-established methods be thrust aside. This is not easy since many people cling to familiar ideas, techniques and attitudes. A design engineer should constantly search for ways to improve an existing product and must decide what old, proven concepts should be used and what new, untried ideas should be incorporated.New designs generally have “bugs” or unforeseen problems which mu st be worked out before the superior characteristics of the new designs can be enjoyed. Thus there is a chance for a superior product, but only at higher risk. It should be emphasized that, if a design does not warrant radical new methods, such methods should not be applied merely for the sake of change.During the beginning stages of design, creativity should be allowed to flourish without a great number of constraints. Even though many impractical ideas may arise, it is usually easy to eliminate them in the early stages of design before firm details are required by manufacturing. In this way, innovative ideas are not inhibited. Quite often, more than one design is developed, up to the point where they can be compared against each other. It is entirely possible that the design which ultimately accepted will use ideas existing in one of the rejected designs that did not show as much overall promise.Psychologists frequently talk about trying to fit people to the machines they operate. It is essentially the responsibility of the design engineer to strive to fit machines to people. This is not an easy task, since there is really no average person for which certain operating dimensions and procedures are optimum.Another important point which should be recognized is that a design engineer must be able to communicate ideas to other people if they are to be incorporated. Initially the designer must communicate a preliminary design to get management approval. This is usually done by verbal discussions in conjunction with drawing layouts and written material. To communicate effectively, the following questions must be answered:(1)Does the design really serve a human need?(2)Will it be competitive with existing products of rival companies?(3)Is it economical to produce?(4)Can it be readily maintained?(5)Will it sell and make a profit?Only time will provide the true answers to the preceding questions, but the product should be designed, manufactured and marketed only with initial affirmative answers. The design engineer also must communicate the finalized design to manufacturing through the use of detailand assembly drawings.Quite often, a problem well occur during the manufacturing cycle. It may be that a change is required in the dimensioning or tolerancing of a part so that it can be more readily produced. This falls in the category of engineering changes which must be approved by the design engineer so that the product function will not be adversely affected. In other cases, a deficiency in the design may appear during assembly or testing just prior to shipping. These realities simply bear out the fact that design is a living process. There is always a better way to do it and the designer should constantly strive towards finding that better way.MachiningTurning The engine lathe, one of the oldest metal removal machines, has a number of useful and highly desirable attributes. Today these lathes are used primarily in small shops where smaller quantities rather than large production runs are encountered.The engine lathe has been replaced in today's production shops by a wide variety of automatic lathes such as automatic of single-point tooling for maximum metal removal, and the use of form tools for finish and accuracy, are now at the designer's fingertips with production speeds on a par with the fastest processing equipment on the scene today.Tolerances for the engine lathe depend primarily on the skill of the operator. The design engineer must be careful in using tolerances of an experimental part that has been produced on the engine lathe by a skilled operator. In redesigning an experimental part for production, economical tolerances should be used.Turret Lathes Production machining equipment must be evaluated now, more than ever before, in terms of ability to repeat accurately and rapidly. Applying this criterion for establishing the production qualification of a specific method, the turret lathe merits a high rating.In designing for low quantities such as 100 or 200 parts, it is most economical to use the turret lathe. In achieving the optimum tolerances possible on the turret lathe, the designer should strive for a minimum of operations.Automatic Screw Machines Generally, automatic screw machines fall into several categories; single-spindle automatics, multiple-spindle automatics and automatic chucking machines. Originally designed for rapid, automatic production of screws and similar threaded parts, the automatic screw machine has long since exceeded the confines of this narrow field, and today plays a vital role in the mass production of a variety of precision parts. Quantities play an important part in the economy of the parts machined on the automatic to set up on the turret lathe than on the automatic screw machine. Quantities less than 1000 parts may be more economical to set up on the turret lathe than on the automatic screw machine. The cost of the parts machined can be reduced if the minimum economical lot size is calculated and the proper machine is selected for these quantities.Automatic Tracer Lathes Since surface roughness depends greatly upon material turned, tooling ,and fees and speeds employed, minimum tolerances that can be held on automatic tracer lathes are not necessarily the most economical tolerances.Is some case, tolerances of ±0.05mm are held in continuous production using but one cut. Groove width can be held to ±0.125mm on some parts. Bores and single-point finishes can be held to ±0.0125mm. On high-production runs where maximum output is desirable, a minimum tolerance of ±0.125mm is economical on both diameter and length of turn.Milling With the exceptions of turning and drilling, milling is undoubtedly the most widely used method of removing metal. Well suited and readily adapted to the economical production of any quantity of parts, the almost unlimited versatility of the milling process merits the attention and consideration of designers seriously concerned with the manufacture of their product.As in any other process, parts that have to be milled should be designed with economical tolerances that can be achieved in production milling. If the part is designed with tolerances finer than necessary, additional operations will have to be added to achieve these tolerances——and this will increase the cost of the part.Grinding Grinding is one of the most widely used methods of finishing parts to extremely close tolerances and low surface roughness. Currently, there are grinders for almost for almost every type of grinding operation. Particular design features of a part dictate to a large degree the type of grinding machine required. Where processing costs are excessive, parts redesigned to utilize a less expensive, higher output grinding method may be well worthwhile. For example, wherever possible the production economy of centerless grinding should be taken advantage of by proper design consideration.Although grinding is usually considered a finishing operation, it is often employed as a complete machining process on work which can be ground down from rough condition without being turned or otherwise machined. Thus many types of forgings and other parts are finished completely with the grinding wheel at appreciable savings of time and expense.Classes of grinding machines include the following: cylindrical grinders, centerless grinders, internal grinders, surface grinders, and tool and cutter grinders.The cylindrical and centerless grinders are for straight cylindrical or taper work; thus splines, shafts, and similar parts are ground on cylindrical machines either of the common-center type or the centerless machine.Thread grinders are used for grinding precision threads for thread gages, and threads on precision parts where the concentricity between the diameter of the shaft and the pitch diameter of the thread must be held to close tolerances.The internal grinders are used for grinding of precision holes, cylinder bores, and similar operations where bores of all kinds are to be finished.The surface grinders are for finishing all kinds of flat work, or work with plain surfaces which may be operated upon either by the edge of a wheel or by the face of a grinding wheel. These machines may have reciprocating or rotating tables.(外文翻译——汉文)机械设计基础机械设计基础是指机械装置和机械系统——机器、产品、结构、设备和仪器的设计。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
翻译部分英文原文Coal Face Wireless Sensor Network Physical Layer Design BasedOn UWB TechnologyAbstractIn order to guarantee the safety of coal face production, it is necessary to monitor and surveillance face Shearer, scraper transport planes, hydraulic support, transport machines, broken machines etc . At present, it is difficult for the cable transmission mode to adapt to changes in the work site of the coal face. Transmission lines are often damaged and snapped for various factors, we use wireless sensor network (WSN), which is flexible to be placed and extensible, to resolve this problem. This paper discuss the design of the WSN transceiver for coal face with UWB technology. This kind of transceiver has some useful advantage such as low cost, low power consumption, simple structure, easy to implement the design of the hardware, no need to estimate the coal face Channel characteristics. However, detection efficiency is slightly lower, but the error rate can meet the requirement.1.IntroductionCoal face must face the complicated geological conditions and poor working conditions. In order to ensure the safety of production in the coal face, it is necessary to monitor real-time the face Shearer, scraper transport machine, hydraulic support, reprint machine, broken machines and other large equipments. In addition, we must monitor the ground pressure, gas, carbon monoxide, dust and other environmental parameters. At the same time, mobile voice and image communications is required. At present, the signal monitored and derived from the coal face is transmitted by cable. As the face is moving constantly and the going of the coal mining process, all kinds of large-scale iron and steel equipments in the coal face need to be boosted circularly and continually. The shape of the space is constantly changing with the change of the relative position of the equipments. Correspondingly, communication in cable is difficult to be applicable with the working scene changing, so transmission lines is damaged or snapped frequently ,and the coal face mobile voice and image communication is impossible .All these issues cause many latent trouble to the Safety of theproduction. We think wireless sensor network (WSN) is feasible to implement monitoring and surveillance to the coal face, for it has some useful characters of placing flexibly, expanding simply, moving easily and self-organization.2.WSN architecture in the coal faceThe sensor network system structure of the mining Coal face is shown in Figure 1. In this Figure, the sensor nodes send the information of acquistion through one or more jumps to the cluster node, the base station (sink node) is responsible for the collection of data, and transmit them to task management node through up-slot network, task management Node is responsible for the integrated process the data and also issued instruction to sensor networks. The tunnel of coal face is a limited space. Bracket, shearer, transport and other large metal equipments are layout and coal, rocks and other media is a non-uniform restricted space, which all make the transmission channel more complex, fading and multi-path phenomena more serious in the transmission of wireless sensor nodes signal. These are different from sensor networks on the ground. Therefore,the design of transceiver node of it isparticularly important. At present,there are three main technologies ofthe physical layer in wireless sensornetworks: narrow-band modulationtechnology, spread spectrumtechnology and ultra-wideband(UWB) technology. While UWB technology possesses some attractive advantages such as low power spectrum density, low-complexity system, Low sensitivity to the channel fading, better security and so on. Considering the advantages and the characteristics of coal face naturally, we have adopted Impulse radio ultra-wide band (IR-UWB) technology, and the reasons are followed: 1) UWB technology consumes lower power and has lower power spectrum. Low power consumption, low-cost and small size are the most important feature of wireless sensor network nodes. Narrow-band modulation technology, spread spectrum modulation technology generally use sine carrier , IF and RF circuits exist in the systems, so consuming more power than the UWB technology with no carrier.Transmission medium in the coal face is non-uniform, which leading to more transmission loss than wireless communications systems on the ground. Therefore low power consumption becomes particularly important. In the coal face, as WSN node presents zonal distribution, nodes just need to communicate with neighbor-nodes. The WSN system based on UWB, consuming lower transmission power, can meet the requirements and avoid the interference with each other in the narrow-band communications node. In addition, the low power consumption and high penetrating power help to design safe equipment and transmit disaster relief signal. 2) Strong anti-interference ability. In the coal face, electrical and mechanical equipment has narrow distribution. When equipment starts or stop, electrical sparkle may cause a lot of electromagnetic interference. So good anti-interference capability is strongly required in the wireless communication. 3) Good Anti-interference to multi-path ability. Coal face has some inherent characters, such as narrow space, more types of media, a multi-path intensive channel, while IR-UWB can be applied to this complicated environment with its advantages: narrow Pulse width, small pulse duration ratio, high multi-path resolution, strong anti-multi-path and fading Capacity. 4) Simple structure. The characters of IR-UWB, such as no modulation and up/down conversing frequency, simple transmitter structure, lower power consumption, make it more acceptable. According to the complexity of the node and power consumption into considerations, IR-UWB technology is very applicable to the design of the wireless sensor network physical layer. Therefore, compared to narrow-band modulation technology, spread spectrum technology, the wireless communication system based on the UWB technology present a good performance on the energy consumption, robustness, anti-multi-path and anti-noise, and so on.The modulation of IR-UWB are mainly PAM (OOK), PPM and BPM (Bi-Phase Modulation), but the presence of lines spectrum in PAM and PPM not only make ultra-wideband pulse signal difficult to meet a certain spectrum Requirements, but also reduce the power utilization, thereby it increases energy consumption. Several IR-UWB signals in the frequency spectrum are shown in Figure 2 and Figure 3 . As WSN system requires low power consumption, PAM modulation often use OOK method, which has simple structure. But OOK has poor performance on the BER(Bit Error Rate), anti-noise performance of BPMmodulation such as anti-Jitter noise is better. ISI would be intensified if we adopted PPM under the conditions of intensive multi-path environment in the coal face. Therefore, we use BPM forms in the transceiver system of the coal face.A. The design of transmitting systemThe transmitter which adopts BPM forms is shown in Figure 4. The signal distortion, interference and noise brought by the special environment in coal face need encoded protection through channel coding interweave module. Data rate of the original information is lower, which make it difficult to meet the requirements of FCC in the absence of modulation. We need to use spread spectrum code transform the original information which has a larger duration ratio into a smaller duration ratio (nanosecond). Then we can generate BPM pulse signal through the pulse formation circuit, which can meet the requirement of FCC. Finally use filters to optimize BPM signal further to enlarge the spectrum and send it out from the antenna.The system uses Gaussian pulse to be the form of UWB signal. If a wave transmitted is the first order derivative Rayleigh pulse, the signal after sending out through the antenna is transformed to be the second order derivative of the Gaussian pulse in ideal circumstances. In addition, the lower the order of the Gaussian pulse is, the farther the signal can be sent under the same data rate. Here we select the Gaussian doublet, whose hardware circuit is relatively easy to implement and consume lower energy. Although interference of narrow-band communication system is exist in the ground wireless communications, the higher order of the Gaussian is , the better Gaussian narrow pulse shape. But we do not need to consider interference to the other narrow-band communications in the coal face, for so far, wireless communications systems is basically non-existent in the mine's coal face. A second Gaussian pulse shape can be expressed as:()()222222214t t d t t P e dt παπα-⎛⎫==- ⎪⎝⎭ Here,α is used to express the pulse width, Suppose that the input signal is {}k α , each bit is expressed by i a and its cycle is f T .After the channel encoder, every bit of the sequence {}k α kare repeated by N times. The code durationtime is s T , so each bit is composed by N pulse width. If we suppose thepseudo-random sequence of sensors node k is (){}k j C , the length of thesequence is N, the duration of the code slice is The sequence of (){}k j C can bereplaced by ()()()(){}12,,,,k k k k m N C C C C Λ and the ()1k j C =±.The time coordinate of i-th bit in the frame date stream sent by sensor node k is i t .()f k i s c t =t -i T -j T -τ()()()()()()()()()N *k k k m j s c i =-j =1N k k m j s c i=-j=1St =p t d C δt-iT -jT -τ=d C p t-iT -jT -τ∞∞∞∞∑∑∑∑ 21,m i d a =- when 0,1,i m a d ==-when 1,1i m a d ==.We can thinks f c f T =NT ,T =T in practical application.When N=1, the UWB waves and waveform sent are shown in the Figure 5. Waveform in the Figure from the top to the end is the UWB waveform (the waveform of code “0” and the waveform “1”); the waveform generated whenseveral code are send out; UWB waveform when get through band-pass filter.B. The design of receiver systemThe recerver structure is shown in figure 6. The signal received through the receiving antenna will go through the low noise amplifier and filter. Then the amplitude of the signal will be detected using tunnel diodes peak detector. Then we can get a pulse waveform which own longer code duration time when the signal detected after passing through high-pass filter and pulse stretch circuit. The last step is sample and judge.In this design, we make use of the characters of the negative resistance region of tunnel diode. In this region, the current decreases as the voltage is increased. This negative resistance results in a very fast switching time. After detected by the tunnel and passed through high-pass filter and comparator, the signal can be stretched and delayed by RS latch. We can directly sampling and judge the signal, for the width of the signal we get is wider than we first received .The kind of the receiver is different from the method we previously used. Such as, literature 555 tell the technology about relevant receiver. As we know, the general complexity of the relevant receiver, which own integrator circuit and need precision clock, is much higher. Sometimes, general relevant receiver need matching filter according to channel model parameters, which can be required by channel estimation. Because channel characteristics under the mine well are extremely complex, the possibility to use channel estimation is small. In addition, the receiver does not need ADC conversion devices, for the comparator has fixed the position of the code “0”and”1”.Furthermore, the code stretched has a relative longer duration time, which do not need higher judgment pulse precision. Therefore, in the whole, the receiver does not need complicated channel estimation and ADC conversion devices, which make the energy-consumption and complexity much lower. But we can not ignore the disadvantage of this kindof receiver; it has bigger signal fading, lower detection efficiency.C. Anti-noise performance of BPMThe propagation environment of the coal face belongs to dense multi-path. And the theoretical channel model we referred to is proposed by combining Saleh-Valenzu channel model, which is the foundation, and the characteristic of the coal face under the mine. Suppose the discrete pulse response is()h t, r(t) isir t=s t*h t.the signal received by one node. Then , ()()()iThe distance between receiver and transmitter is about 5-8 meters, which can satisfy the requirement of the distribution of the nodes in the coal face. The code duration time is 25ns, the duration time of GASSION waves is80ps. Under this conditions , we can get the curve, just as shown in the Figure 8.In fact, when we carried out the experiment of BER test, the performance shown in Figure 8 is not easy to be seen because of the complexity of the channel character. According to the research result, the performance of anti-noise became abnormal, such as the fading of the signal is not in proportion to the distance and the amount of the path increase and decrease in a large scale. Because the relevant coefficient of transmitted waves of the BPM is passive relevance when we adopted relevant receiver, the performance of anti-noise ofBPM in relevant receiver is superior to PPM and OOK. Take the structure simplification of the receiver and the special character of the coal face into consideration, BPM is preferable in the whole,ever if the receiver we discussed in this paper is not superior to the relevant receiver on the anti-noise performance.3.ConclusionBecause of the limited space of a non-uniform medium and the complicated channel character in the coal face, the choice of the model we send and receive the signal is extremely important. Taking into account that BPM do not have discrete spectrum when “0” and ”1” emerged in a same probability, if not, the amount of discrete spectrum is small, which is attractive to WSN system, for the low energy consumption is strongly required. Therefore, the communication mode can be used in the coal face. The Gaussian doublet, which can meet the requirement of FCC, is used to send the source signal. Take the complexity of the transmission channels, the receiver use non-coherent receiving method, use tunnel diode to detect signal, execute sampling and judgment after the signal go through the comparator and stretch circuit. This Method does not need channel estimation and ADC circuits, higher pulse sampling accuracy, which together decides the probability to simplify the structure of the receiver greatly. However, the method of receiving has a greater attenuation and bad anti-noise performance than the traditional relevant receiver. But let’s takes every important fac tor into consideration, the receiving method is suitable for the special environment of the coal face.中文译文采煤工作面无线传感器网络物理层设计UWB技术摘要为了保证安全生产的工作面,监测和监视采煤机,刮板运输机,液压支架,运输机械,破碎机等是必要的。