聚氨酯发泡作业过程指导书
聚氨酯发泡流程

聚氨酯发泡流程(试行)1开机前准备1.1检查1.1.1根据小试的试验结果确定是否发泡;1.1.2检查氧气压力3bar以上,检查氧气流量计是否堵塞,检查气泵压力在5bar以上;1.1.3检查料罐内原料量是否满足发泡需求,TDI、PDG温度是否符合工艺参数;1.1.4检查操作柜控制面板、原料泵、摆头(溢流槽)、箱板、输送链板、照明、通风等设施是否正常;1.2校准辅料流量,使用指定容器在一定时间内接取辅料,称量辅料重量,计算一分钟流量,与理论流量进行对比,如有误差重新设定辅料泵转速,重新测定直至误差在3%以内;1.3校准PPG流量1.3.1测试前冲洗混合头,打开混合头开关,点击混合头开启键,低转数启动PPG循环泵,调节PPG泵为手动,点击PPG键,反复调整混合头压力数次,打开PPG、TDI压缩空气清洗混合头,点击关闭混合头启动键(市场绵生产线不需要此步骤);1.3.2测试PPG流量,依照工艺参数设定PPG转速,点击开启PPG键,调节混合头压力到标准工艺数值,测量一定时间内PPG流量,计算一分钟流量与理论值对比,如有误差重新设定PPG泵转速,重新测定直至误差在3%以内,打开PPG、TDI压缩空气清洗混合头;1.4根据生产海绵尺寸调节箱板宽度,铺设箱板低纸和侧面塑料膜,调整跌落板角度、边纸位置等;1.5抽取二氯甲烷,放出罐内空气,关闭输出阀门,打开抽料管路阀门,开启二氯甲烷泵,抽取完毕后,关闭抽料管路阀门,关闭罐排气阀门,打开压缩空气阀门;(市场绵生产线直接将二氯甲烷倒入罐内)2开机发泡2.1根据产品和工艺要求设定各段链板速度、混合头搅拌频率、各原料泵转速、TDI流量、水流量;2.2打开氧气阀门,调节氧气流量计至工艺值;2.3打开各组分原料控制键调到自动位置,调节混合头压力,待压力稳定后,打开“发泡开”键(市场绵生产线开“气动总开”);2.4打开“链板输送”键,启动输送设备;2.5根据发泡情况,调节水和TDI用量,适当调节跌落板、边纸、箱板位置;2.6待海绵出箱板后,测量海绵高度、检查海绵透气性和弹性,若质量差则予以调节;3停机3.1关闭PPG搅拌,按“发泡停”键,关闭发泡设备(市场绵生产线先将“气动总停”关闭,逐个停止各原料泵,再将所有泵关闭);3.2同时清洗混合头,打开二氯甲烷阀门,缓慢打开TDI、PPG压缩空气阀门,清洗混合头,清洗完毕后关闭二氯甲烷和两个空气阀门;3.3待海绵到制定位置,关闭输送链板;3.4关闭总电闸(关闭所有开关),开启总电闸(给设备送电);3.5关闭混合头开关、打开PPG循环泵,放出PPG余料;。
聚氨酯发泡施工方案
聚氨酯发泡施工方案聚氨酯发泡施工方案聚氨酯发泡是利用聚氨酯材料在施工现场进行发泡,形成具有良好保温、隔音、防潮等性能的材料。
下面是聚氨酯发泡施工方案的详细步骤:1.施工准备对施工现场进行清理,确保基层表面干净平整无尘。
准备好相应的施工设备和材料,包括聚氨酯发泡设备、聚氨酯原料、喷枪、电源等。
2.基层处理对基层进行处理,如填补裂缝、修补损坏部位,确保基层平整牢固。
3.聚氨酯原料准备将聚氨酯原料按照一定的比例混合,确保混合均匀。
根据施工环境温度和施工要求,适时添加催化剂、起泡剂等辅助剂。
4.施工操作将混合好的聚氨酯原料倒入发泡设备的储罐中,连接喷枪。
设备开始加热,待温度达到设定值后,即可开始喷涂。
5.喷涂过程从施工区域的最低处开始,沿着反方向均匀地喷涂聚氨酯原料。
注意保持喷枪距离墙面均匀,避免出现喷涂过厚或过薄的情况。
喷涂时可适当调整喷涂速度和角度,确保涂层均匀完整。
6.固化与修饰聚氨酯发泡材料在施工后需进行固化,时间约为24小时。
在固化时间内,禁止外力碰撞和擦拭。
在固化后,可以进行必要的修饰工作,如修剪边角、刷漆等,使其与周围环境协调一致。
7.质量验收完成施工后,进行质量验收。
检查聚氨酯发泡材料的密度、附着力、平整度等指标,确保达到技术要求。
8.安全措施在施工过程中,必须严格遵守安全操作规程。
操作人员需佩戴防护设备,如防护面具、手套、工作服等,防止聚氨酯原料对人体造成伤害。
施工现场需做好通风处理,防止聚氨酯原料中的挥发物对工人造成危害。
通过以上方案,能够有效地指导聚氨酯发泡施工过程,确保施工质量。
同时,还需根据具体工程要求和实际情况进行相应调整和改进。
立面聚氨酯发泡施工方案(3篇)

第1篇一、前言聚氨酯发泡材料因其优良的隔热、保温、隔音、防火等性能,广泛应用于建筑、汽车、船舶、家电等行业。
在建筑行业中,立面聚氨酯发泡施工主要用于外墙保温、屋面保温、地下室防水等。
本方案旨在为立面聚氨酯发泡施工提供一套科学、合理、安全的施工流程。
二、施工准备1. 工程概况(1)工程名称:某住宅小区外墙保温工程(2)工程地点:某市某区某住宅小区(3)工程规模:约10000平方米2. 施工人员及设备(1)施工人员:施工队伍由项目经理、技术负责人、施工员、质检员、安全员等组成。
(2)施工设备:聚氨酯发泡机、喷枪、切割机、搅拌机、水平尺、卷尺、扳手、螺丝刀、安全帽、防护眼镜、手套、口罩等。
3. 材料准备(1)聚氨酯发泡剂:根据工程需求选择合适的聚氨酯发泡剂。
(2)基层处理剂:用于提高基层与聚氨酯发泡层的粘结强度。
(3)锚固件:用于固定保温板。
(4)保温板:根据设计要求选择合适的保温板。
(5)防护网:用于防止聚氨酯发泡层被破坏。
4. 施工图纸及技术规范(1)施工图纸:详细描述工程的具体设计要求。
(2)技术规范:按照相关标准规范进行施工。
三、施工工艺1. 基层处理(1)清理基层:将基层表面的灰尘、油污、杂物等清理干净。
(2)基层处理剂:均匀涂刷基层处理剂,待其干燥后进行下一步施工。
2. 保温板安装(1)测量放线:根据设计图纸,在基层上放出保温板的安装位置。
(2)锚固件安装:在放线位置安装锚固件,确保锚固件牢固。
(3)保温板安装:将保温板固定在锚固件上,确保保温板平整、牢固。
3. 聚氨酯发泡施工(1)喷枪准备:检查喷枪的完好性,确保喷枪无漏气、堵塞等现象。
(2)聚氨酯发泡剂准备:按照说明书要求,将聚氨酯发泡剂搅拌均匀。
(3)发泡施工:将喷枪对准保温板边缘,以适当的压力和速度均匀喷出聚氨酯发泡剂。
(4)发泡层修整:待聚氨酯发泡剂凝固后,用切割机修整发泡层,使其平整。
4. 防护网施工(1)防护网铺设:将防护网铺设在聚氨酯发泡层上,确保防护网与聚氨酯发泡层紧密贴合。
聚氨酯发泡作业指导书
聚氨酯发泡作业指导书文件编号:1 目的为了使操作工清楚、明确、了解聚氨酯发泡各工序及岗位的生产工艺和技术要求,确保生产计划的按时完成。
2 适用范围适用与本公司发泡过程中所有的工艺、技术、质量的控制。
3 准备3.1 材料:多组分聚醚组合料(冷熟化A、B料)3.2 设备:低压反应灌注机4 操作/工艺要求:4.1 加料4.1.1. 加料前应核对所加材料的规格型号,严禁加错;4.1.2. 打开A、B料罐的排空阀门,目视A、B料低压表指针回零,打开进料阀门,人工进行加料;加料时A、B料均禁止超出料罐标尺,加料完毕关闭阀门;4.1.3. 待A、B料加完后关闭A、B料罐排空阀门,A、B料罐低压控制在≥0.2 Mpa。
注:1. 加料应由专人负责;2. 加料时严禁跑、冒、滴、漏;3. 加完料的料桶必须淋净,放入指定地点,不得乱丢、乱放。
4.2 清模对发泡模具进行清理,要求:无积蜡、无结垢、无杂物、无污染、模具上盖排气孔均畅通,模具侧边排气槽畅通。
清理时用铲刀,注意不要用力过大,避免在模具表面留下刮痕。
4.3 涂模模具清理干净后使用毛刷或喷枪将脱模剂均匀涂布在模具内,要求:均匀分布,用量适中。
4.4 安装附件根据产品工艺卡片的规定,对有附件的产品按照要求安装钢丝、骨架、增强布等附件,要求:位置准确,安装牢固,规格型号正确。
4.5.1 模温控制:启动电加热水箱给模具加热,将水温控制在 80-95℃,光泡模温控制在45±3℃,自吸泡模温控制在58±3℃;4.5.2 按设备安全操作规程的规定启动设备,并将设备调整到正常生产状态,将料温控制在25-28℃;4.5.3 A料:B料=100:52(由低压反应灌注机控制柜上A、B桶转速显示表跟踪);4.5.4 注料4.5.4.1 注料前首先检查模温控制是否达到规定要求,模具上盖上的排气孔是否都通开,附件是否摆放到位,模腔内是否有污迹杂物、涂模是否均匀,锁模结构是否可靠,对不同规格的产品根据产品工艺卡片要求调整注射时间;4.5.4.2 注料时根据产品规格及注射时间确认注射工位,防止出现选错工位现象的发生,注射前根据模具结构的复杂程度确定纵向、横向、纵横交叉等注射方法,合模时应注意模架合模到位;4.5.4.3 班组长及注料人员必须经常巡视、巡检,及时纠正产品出现的缺陷,防止产品发生连续统一缺陷。
聚氨酯发泡施工方案
聚氨酯发泡施工方案聚氨酯发泡是一种应用广泛的建筑材料,可以用于隔热、隔音、防水和增强结构等多种用途。
以下是一种典型的聚氨酯发泡施工方案,用于墙体隔热。
1.施工前准备工作1.1 清理基层:将墙体表面的尘土、油渍等清理干净,确保基层平整、干净、无油污和水汽。
1.2 基层处理:对墙体表面进行处理,确保基层粘结牢固。
可以采用刷涂胶水、刮灰、打孔等方式进行基层处理。
1.3 防护措施:对周围的设备、物品进行保护,将施工区域划定好,确保施工现场整洁安全。
2.面层打底2.1 粘贴轻钢龙骨:根据设计要求,粘贴轻钢龙骨于墙体表面,并进行固定。
确保轻钢龙骨与墙体紧密贴合。
2.2 钢网固定:在轻钢龙骨间距一米处,安装并固定钢网,确保钢网牢固。
2.3 布线定位:根据墙体规格尺寸,进行布线定位,并用专用工具进行测量和校正。
3.填充聚氨酯发泡3.1 搅拌材料:将聚氨酯发泡材料放入专用机器中,按照指定要求搅拌均匀。
3.2 喷涂:将搅拌好的聚氨酯发泡材料,通过专用机器喷涂于墙体表面,确保均匀覆盖。
3.3 压实:使用专用工具对已喷涂的聚氨酯发泡材料进行压实,确保材料与墙体紧密结合。
3.4 等待固化:等待聚氨酯发泡材料自然固化,时间根据材料的性能而定,一般为24小时。
4.面层处理4.1 喷涂防水层:在聚氨酯发泡材料固化后,进行防水层的喷涂,以保护聚氨酯发泡材料免受水分侵蚀。
4.2 整平处理:对聚氨酯发泡材料固化后的表面进行整平处理,达到平整、光滑的效果。
4.3 涂刷面漆:在聚氨酯发泡材料表面涂刷面漆,以增加装饰效果。
以上是一种常见的聚氨酯发泡施工方案,具体的施工步骤和材料使用要根据实际情况和需要进行调整。
在施工过程中,要注意操作规范,确保施工质量和安全。
同时,还要根据当地的建筑规范和相关法律法规进行施工。
发泡工序作业指导书
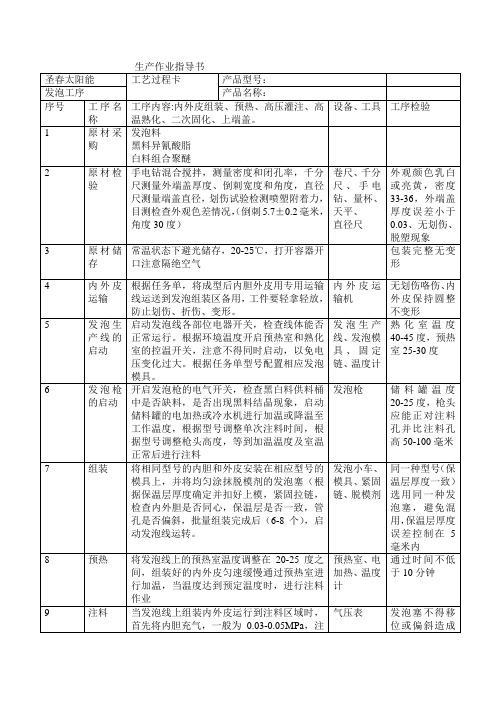
开启发泡枪的电气开关,检查黑白料供料桶中是否缺料,是否出现黑料结晶现象,启动储料罐的电加热或冷水机进行加温或降温至工作温度,根据型号调整单次注料时间,根据型号调整枪头高度,等到加温温度及室温正常后进行注料
发泡枪
储料罐温度20-25度,枪头应能正对注料孔并比注料孔高50-100毫米
7
组装
将相同型号的内胆和外皮安装在相应型号的模具上,并将均匀涂抹脱模剂的发泡塞(根据保温层厚度确定并扣好上模,紧固拉链,检查内外胆是否同心,保温层是否一致,管孔是否偏斜,批量组装完成后(6-8个),启动发泡线运转。
卷尺、千分尺、手电钻、量杯、天平、
直径尺
外观颜色乳白或亮黄,密度33-36,外端盖厚度误差小于0.03、无划伤、脱塑现象
3
原材储存
常温状态下避光储存,20-25℃,打开容器开口注意隔绝空气
包装完整无变形
4
内外皮运输
根据任务单,将成型后内胆外皮用专用运输线运送到发泡组装区备用,工件要轻拿轻放,防止划伤、折伤、变形。
发泡小车、模具、紧固链、脱模剂
同一种型号(保温层厚度一致)选用同一种发泡塞,避免混用,保温层厚度误差控制在5毫米内
8
预热
将发泡线上的预热室温度调整在20-25度之间,组装好的内外皮匀速缓慢通过预热室进行加温,当温度达到预定温度时,进行注料作业
预热室、电加热、温度计
通过时间不低于10分钟
9
注料
当发泡线上组装内外皮运行到注料区域时,首先将内胆充气,一般为0.03-0.05MPa,注意各管孔及小孔的密封,避免气压下降,注料时根据型号均匀灌注,一般分为2-3次每件,注意观察发泡料颜色、启发速度、凝固速度,同时适度调整紧固链的松紧度,避免压力过大损伤外皮。
聚氨酯发泡管道具体施工流程
聚氨酯发泡管道具体施工流程一、准备工作1. 确定施工区域和管道的具体位置,并进行测量和标记。
2. 检查管道周围是否有障碍物或其他影响施工的因素,并进行必要的清理和移除。
3. 准备好所需的施工工具和材料,包括发泡机、聚氨酯发泡剂、管道支架、管道接头等。
二、管道安装1. 根据设计要求和标记,安装管道支架和管道接头。
2. 将管道逐段连接起来,并使用合适的工具和方法进行固定和密封。
3. 确保管道的平直和垂直,避免出现弯曲或变形。
三、表面处理1. 清洁管道表面,确保表面干净无尘。
2. 检查管道表面是否有凹凸不平或损伤,必要时进行修复和磨平。
3. 使用合适的底漆或涂料,对管道表面进行预处理,增强粘附力和防腐性能。
四、聚氨酯发泡1. 将聚氨酯发泡剂与发泡机按照比例混合,确保混合均匀。
2. 将混合好的聚氨酯发泡剂注入发泡机中,调整好发泡机的压力和流量。
3. 从管道的一端开始,将发泡机的喷嘴对准管道表面,均匀地喷涂聚氨酯发泡剂。
4. 在喷涂过程中,要注意喷涂厚度的均匀性和一致性,避免出现漏涂或过厚的情况。
五、固化和修整1. 聚氨酯发泡剂在喷涂后会迅速发生固化反应,形成坚实的保温层。
2. 在发泡剂固化完成后,对管道进行修整和整理,确保管道表面平整和无杂质。
3. 检查管道的密封性能和外观质量,必要时进行修复和补漆。
六、验收和保养1. 检查管道的保温效果和施工质量,确保符合设计要求和相关标准。
2. 对管道进行保养和维护,定期检查和清洁,及时修复和更换损坏或老化的部件。
3. 在使用过程中,避免对管道造成冲击或过大的负荷,以延长使用寿命。
通过以上的施工流程,我们可以实现对聚氨酯发泡管道的高质量施工和保养,确保其在使用过程中发挥良好的保温和耐腐蚀性能。
聚氨酯发泡管道的施工需要专业的技术和经验,施工人员应具备相关的资质和培训。
同时,在施工过程中要遵循相关的安全规范,确保施工人员和周围环境的安全。
发泡机作业指导书

发泡机作业指导书一、任务背景发泡机是一种常用于建筑、维修和装饰工程中的设备,用于喷涂聚氨酯等材料进行发泡作业。
为了确保操作人员能够正确、安全地使用发泡机进行作业,本文将提供详细的操作指导。
二、操作准备1. 确保发泡机处于正常工作状态,检查机器的外观、电源线、喷嘴等部件是否完好无损。
2. 确保操作人员已经穿戴好相关的个人防护装备,包括安全帽、护目镜、防护服、手套等。
3. 准备好所需的发泡材料,确保其质量符合要求,并将其储存在合适的地方。
三、操作步骤1. 将发泡机连接到电源,并确保电源开关处于关闭状态。
2. 打开发泡机的液体罐盖,将预先准备好的发泡材料倒入液体罐中,注意不要超过液体罐的最大容量。
3. 将发泡材料的桶连接到发泡机的进料口,确保连接牢固。
4. 打开发泡机的空气压缩机,并调整空气压力到合适的工作范围。
5. 打开发泡机的电源开关,启动机器。
6. 调整发泡机的液体流量和空气流量,以达到所需的喷涂效果。
可以通过调整发泡机上的控制阀来完成此步骤。
7. 拿起发泡枪,将喷嘴对准需要进行发泡作业的表面,开始喷涂。
8. 在喷涂过程中,保持发泡枪与表面的距离适当,保持均匀的喷涂速度,以确保涂层的质量。
9. 如果需要在同一表面上进行多层喷涂,应在前一层干燥之后进行下一层的喷涂。
10. 完成喷涂作业后,关闭发泡机的电源开关,并关闭空气压缩机。
11. 清洁发泡机和发泡枪,将未使用的发泡材料储存到适当的容器中。
四、安全注意事项1. 在操作发泡机之前,必须仔细阅读并理解发泡机的操作说明书,并按照说明书的要求进行操作。
2. 操作人员必须穿戴好个人防护装备,以保护自己的安全。
3. 在操作发泡机时,应注意周围的环境,确保没有易燃物品或其他危险物质存在。
4. 在操作发泡机时,应保持机器和周围区域的清洁,避免杂物堆积。
5. 在操作发泡机时,应保持机器稳定,避免发生倾倒或摔落等意外情况。
6. 在操作发泡机时,应注意不要将喷嘴对准人体或其他物体,以免造成伤害。
聚氨酯发泡机操作规程

聚氨酯发泡机操作规程1. 引言本操作规程旨在指导使用者正确操作聚氨酯发泡机,确保操作的安全性和有效性。
操作者在使用聚氨酯发泡机之前,应仔细阅读并理解本规程,并按照规程进行操作。
2. 设备准备2.1 确保发泡机处于正常工作状态,无明显机械故障或电气故障。
2.2 检查发泡材料的贮存情况,确保发泡材料足够,并质量合格。
2.3 准备好所需的工具和个人防护装备,包括安全帽、护目镜、手套、防护服等。
3. 操作步骤3.1 开启发泡机3.1.1 将发泡机接通电源,并确保电源开关处于关闭状态。
3.1.2 按照发泡机操作说明书的要求,将所需发泡材料添加到发泡机的料桶内。
3.1.3 打开电源开关,启动发泡机。
3.2 调整发泡机参数3.2.1 根据所需发泡材料的要求,在发泡机的控制面板上设置合适的温度、压力和流量等参数。
3.2.2 根据工作环境的要求,调整风扇的转速和喷枪枪嘴的角度。
3.2.3 等待发泡机预热至设定温度,确保发泡材料能够顺利流动并达到理想的发泡效果。
3.3 开始发泡作业3.3.1 穿上个人防护装备,并确保周围的人员远离施工区域。
3.3.2 打开发泡机的喷枪,并通过喷枪将发泡材料均匀地喷涂在施工面上。
3.3.3 根据需要,适时调整发泡机的参数,以获得理想的发泡效果。
3.4 施工完成3.4.1 施工完毕后,关闭发泡机的喷枪,停止喷涂发泡材料。
3.4.2 关闭发泡机的电源开关,待机等待。
3.4.3 将发泡机清洗干净,并对发泡机进行日常维护保养。
4. 安全注意事项4.1 在操作发泡机时,必须戴上个人防护装备,包括安全帽、护目镜、手套、防护服等。
4.2 在操作过程中,禁止将手指或其他物体伸入发泡机的喷嘴和运动部件内部。
4.3 发泡机的操作和维护应由经过培训和授权的人员进行。
4.4 发泡作业时应保持良好的通风条件,以防止发泡材料挥发产生有害气体。
4.5 若发生发泡机故障或异常情况,应立即停止操作,并寻求专业维修人员的帮助。
聚氨酯发泡作业指导书
聚氨酯发泡作业指导书引言概述聚氨酯发泡是一种广泛应用于建筑、制造业等领域的技术。
其特点是可以实现快速、高效的绝热隔热效果。
本文旨在提供一份详细的聚氨酯发泡作业指导书,以帮助操作人员正确、安全地进行聚氨酯发泡作业。
正文内容一、安全准备1.熟悉操作环境并制定安全计划。
在聚氨酯发泡前,操作人员应先了解作业环境的情况,包括通风情况、防火设备等,并根据实际情况制定相应的安全计划。
2.佩戴个人防护装备。
在进行聚氨酯发泡作业时,操作人员应佩戴适当的个人防护装备,如安全帽、安全鞋、防护眼镜、防尘口罩等,以避免事故发生。
3.准备好应急处理设备。
发泡过程中,可能会发生意外事故,因此应提前准备好应急处理设备,并确保所有操作人员都熟悉其使用方法。
4.确保操作人员接受相关培训。
操作人员应接受聚氨酯发泡相关培训,了解操作规范、事故处理方法等。
5.检查设备和工具的完好性。
发泡作业前,应仔细检查所有设备和工具的完好性,确保其能够正常工作。
二、材料准备1.选用合适的材料。
根据具体需要,选择适合的聚氨酯发泡材料,并确保其质量符合相关标准。
2.储存和处理材料。
聚氨酯发泡材料应储存在干燥、密封的环境中,避免材料受潮。
在使用之前,应按照说明书要求,对材料进行适当的处理和拌合。
3.设定合适的温度。
发泡材料的温度对发泡效果有较大的影响,因此操作人员应确保材料的温度适宜,以保证发泡效果的质量。
4.准备好发泡设备。
发泡设备应事先调试,确保其正常工作。
同时,需要注意设备的维护和保养,避免因设备故障造成发泡作业中断。
5.按照比例混合材料。
在发泡作业前,操作人员应按照所用材料的比例要求,正确混合发泡材料,确保混合均匀。
三、发泡作业过程1.选择适当的喷涂方法。
聚氨酯发泡可以采用喷涂、注射、贴面等方法进行,操作人员应根据实际需求选择合适的喷涂方法。
2.均匀喷涂材料。
在喷涂过程中,应确保材料均匀喷涂,以避免出现漏涂或重涂的情况。
3.控制喷涂速度。
操作人员应根据材料的固化时间和硬化速度,控制喷涂速度,以保证发泡材料能够充分地流动和膨胀。
聚氨酯发泡机操作流程及注意事项
聚氨酯发泡机操作流程及注意事项英文回答:Operating Procedure and Precautions for Polyurethane Foam Machine.Operating Procedure:1. Preparing the Machine:Ensure that the machine is clean and free from any debris or contaminants.Check the pressure gauges and make sure they are in the correct range.Connect the hoses and ensure they are securely attached.2. Mixing the Components:Measure the required amounts of polyol andisocyanate according to the manufacturer's instructions.Pour the polyol into the mixing chamber of the machine.Add the isocyanate to the polyol slowly and steadily, while stirring continuously.3. Adjusting the Parameters:Set the desired foam density and output on the machine control panel.Adjust the temperature settings to ensure optimal foam production.4. Starting the Machine:Turn on the power and switch on the machine.Wait for the machine to reach the desired temperature and pressure.Slowly open the valve to allow the mixture to flow into the spray gun.5. Spraying the Foam:Hold the spray gun at a distance of about 12-18 inches from the surface to be sprayed.Move the gun in a sweeping motion to ensure even coverage.Apply multiple layers if necessary to achieve the desired thickness.6. Cleaning and Maintenance:After completing the spraying, flush the machine with a cleaning agent to remove any remaining foam.Clean the spray gun and hoses thoroughly to prevent clogging.Regularly inspect and replace worn-out parts to maintain the machine's efficiency.Precautions:1. Safety Gear:Always wear appropriate personal protective equipment (PPE) such as gloves, goggles, and a respirator to protect against chemical exposure.2. Ventilation:Ensure that the spraying area is well-ventilated to prevent the buildup of harmful fumes.Use exhaust fans or open windows and doors to facilitate air circulation.3. Temperature Control:Avoid operating the machine in extreme temperatures, as it can affect the foam quality.Maintain a suitable temperature range as recommended by the manufacturer.4. Mixing Ratios:Follow the manufacturer's instructions regarding the correct mixing ratios of polyol and isocyanate.Deviating from the recommended ratios can result in poor foam quality or insufficient expansion.5. Storage and Handling:Store the polyol and isocyanate components in a cool, dry place away from direct sunlight.Handle the chemicals with care, as they can behazardous if mishandled or spilled.中文回答:聚氨酯发泡机操作流程及注意事项。
聚氨酯现场发泡施工方案
聚氨酯现场发泡施工方案一、施工准备工作1.确定施工现场,包括墙体、屋顶、地板等需要施工的部位。
2.清理施工现场,清除杂物、灰尘等。
3.铺设防护措施,如铺设废料布、塑料薄膜等,以防止漏泡。
二、材料准备1.聚氨酯发泡材料,包括预混液和发泡剂。
2.发泡枪及相关设备,如加热管道、喷嘴等。
3.手动或电动搅拌器,用于混合预混液和发泡剂。
三、施工步骤1.搅拌预混液和发泡剂,按照一定比例进行混合。
混合后的材料应均匀、稳定。
2.检查发泡机、发泡枪等设备是否正常运行,确保喷嘴无堵塞。
3.在施工前进行试喷,调整喷嘴的出胶量和喷胶速度。
4.开始正式施工,从墙体的底部开始,将发泡材料均匀喷涂在墙体表面。
5.喷涂过程中,应保持喷嘴与墙体的垂直距离为30-40厘米,以保证喷涂均匀。
6.喷涂厚度根据设计要求进行控制,发泡材料会在一段时间后膨胀,所以喷涂的厚度应适当减少。
7.施工顺序为先从下往上喷涂,再从左往右,最后从上往下,以保证施工效果。
8.喷涂完毕后,等待发泡材料固化成型,大约需要24小时左右。
9.固化后,清理施工现场,将废弃的材料、设备等清除。
四、施工注意事项1.施工环境应保持通风良好,避免大量浓度的发泡剂吸入。
2.施工人员应佩戴好安全装备,如手套、口罩、护目镜等。
3.施工现场应设置警示标志,以提醒他人注意。
4.在施工过程中,应定期检查设备的运行情况,避免出现故障。
5.发泡材料应选用正规厂家生产的质量合格产品,以确保施工效果。
6.施工时需注意材料的用量控制,避免过多或过少的施工材料。
以上是聚氨酯现场发泡施工方案的基本步骤和注意事项,根据实际情况可能会有所差异。
在施工前,建议与专业的施工团队进行沟通,确保施工效果和施工质量的要求。
PU发泡件作业指导书

自检
检查放在托盘上的半成品外观
不允许有明显的暗泡/气孔,100%检查
目测
3
修边
用剪刀修飞边
对照客户封样对新工人进行培训,产品边缘平整光滑,不得有波浪状和锯齿状披风。
剪刀
4
入库
将生产好的成品包装好,检验合格后的成品转运入库
盛具车叠放数量≤300件
5
存储
将装用合格产品盛具车摆放在发货区
摆放整齐
6
发货
将成品按计划发货并配送
标注
更改内容
更改人
日期
编制/日期
审核/日期
批准/日期
①从库房把材料领到工位处
②启动模温机开关
①按照领料单规格和数量领取
②模温机温度:60±5℃
推车
A料、B料
3
加料
将A/B料加入发泡机
A、B料比例:100:25
3
发泡
①开班前试用发泡模架翻转是否正常
②开模架旁边的气压阀门,打开模具,在模具上喷涂脱模剂
③灌注发泡料1.2.3号模具、把发泡机界面切换到2组注料台面上,启动开关。
编制/日期ຫໍສະໝຸດ 审核/日期批准/日期XXXX有限公司
生 产 作 业 指 导 书
产品名称
车 型
工序名称
入库、发货
版本
A0
文件编号
产品件号
工位号
2
第 2页
总页数
2
工序
作业
名称
作业内容
工艺参数/技术要求
工装/
设备
材料名称/规格
图示
1
取出半成品
待模具回程到位后,从模具前端平稳的取出半成品托盘上
堆码数量≤25件
发泡机作业指导书
发泡机作业指导书一、引言发泡机是一种用于生产泡沫塑料制品的设备。
本作业指导书旨在为使用发泡机进行生产操作的工作人员提供详细的操作指导和注意事项,以确保操作的安全性和生产效率。
二、操作前准备1. 确保发泡机周围环境整洁,无杂物阻挡。
2. 检查发泡机的电源线和气源管是否连接稳固。
3. 检查发泡机的压力表和温度计是否正常工作。
4. 穿戴好个人防护装备,包括安全帽、防护眼镜、防护服和手套。
三、操作步骤1. 打开发泡机的电源开关,并确保电源指示灯亮起。
2. 打开气源开关,调整气源压力到合适的工作范围。
3. 调节发泡机的温度控制器,将温度设定为适当的数值。
4. 检查发泡机的喷嘴是否畅通,如有堵塞应及时清理。
5. 将需要发泡的原材料放入发泡机的料斗中,并确保料斗盖子牢固关闭。
6. 根据产品要求,调整发泡机的喷嘴位置和角度。
7. 按下发泡机的启动按钮,开始发泡操作。
8. 观察发泡机的喷嘴是否均匀喷射泡沫,如有异常应立即停止操作。
9. 根据产品要求,控制发泡机的喷射时间和泡沫厚度。
10. 发泡完成后,关闭发泡机的电源开关和气源开关。
11. 清理发泡机的喷嘴和料斗,确保无残留物。
12. 将发泡好的产品移至指定区域进行后续加工或包装。
四、安全注意事项1. 在操作发泡机时,应注意防止原材料的溅出和喷溅,避免对皮肤和眼睛造成伤害。
2. 发泡机操作过程中,严禁将手或其他物体靠近喷嘴,以免发生意外伤害。
3. 使用发泡机时,应保持周围环境通风良好,避免泡沫气体积聚。
4. 发泡机的电源和气源应经过专业人员检查和维护,确保设备的安全性能。
5. 在操作发泡机时,应遵守相关的操作规程和安全操作指南。
五、常见故障及处理方法1. 喷嘴堵塞:停止操作,清理堵塞物,确保喷嘴通畅。
2. 压力不稳定:检查气源管路是否漏气,调整气源压力。
3. 温度过高或过低:检查温度控制器的设置,调整温度到合适范围。
4. 发泡不均匀:检查喷嘴位置和角度是否正确,调整至合适位置。
聚氨酯发泡机作业指导书(推荐文档)

Doc No.:Rev.:Page:聚氨酯发泡机作业指导书目录1.目的 (2)2.适用范围 (2)3.设备/工具及材料 (2)4.操作步骤 (3)5.更换不同原料 (15)6.安全操作注意事项 (16)7.维护保养注意事项 (17)1.目的使用聚氨酯发泡机有法可依;2.适用范围聚氨酯发泡生产作业;3.设备/工具及材料3.1、浙江领新聚氨酯发泡机3.2、材料:A白料、B黑料、二氯甲烷、汽油、脱模剂、二辛酯3.3、工具:模具、喷头板手、内六角板手、量杯、电子称、废料桶、垃圾袋等3.4、防护用品:胶手套、防护口罩、抺布等4. 操作步骤4.1、开机前检查:4.1.1、检查原料是否足够,不够及时补给。
补料时A 、B 进料阀板手应打开(180度),打开操作界面的A 、B 抽料按钮,A 、B 补给时不能超过料桶计量管的3/44.1.2、检查必须打开A、B出料阀门与回料阀门板手应为(180度)4.1.3、检查清洗剂是否足够,不够及时补给。
补给时应关掉气压阀(90度),打开泄压阀(180度)放完内部气体,打开加料阀进行加料不能超过料桶计量管3/44.1.4、检查气源(气压表)是否到位,保证气源接通良好4.1.5、检查保温循环水位在3/4处,不够应及时补给4.1.6、A料桶、B料桶各开启一个排气球阀4.2、开机操作:4.2.1、启动(电控箱按扭)A 料温度SV :30℃ B 料温度SV :30℃ A 压力SV :3Mpa B 压力SV :3Mpa 厂家设定好无须更改4.2.2、点击中文界面进入操作界面分别打开,A泵开,B 泵开,A 搅拌开,B 搅拌开触控按钮,先运行10分钟以上方可生产4.2.3、操作界面设置工位自动加开关,如果只有单一产品生产时把它关了。
如果多种产品同时生产,则根据实际设定工位自动加打开。
正常生产时应设置为时间浇注4.2.4、调整A、B原料出料配比(1:1)例:注胶时间设定2S,调整A泵转速使A料出料为300g(根据实际需要),调整(测量)A料时必须把B带动齿轮与机头部件拆下(拆头部时应先关掉机头搅拌开关)。
聚氨酯发泡机操作流程及注意事项

聚氨酯发泡机操作流程及注意事项英文回答:Operating Procedure and Precautions for Polyurethane Foam Machine.Polyurethane foam machines are widely used in various industries for insulation, sealing, and packaging purposes. To ensure safe and efficient operation, it is important to follow the correct operating procedure and take necessary precautions. Here is a step-by-step guide on how to operate a polyurethane foam machine:1. Preparing the machine:Ensure that the machine is clean and free from any debris or residue.Check the power supply and make sure it is properly connected.Inspect the hoses and connectors for any damages or leaks.2. Preparing the materials:Use high-quality polyurethane foam chemicals that are suitable for the intended application.Follow the manufacturer's instructions for mixing ratios and temperature requirements.Properly store and handle the foam chemicals to prevent contamination or degradation.3. Setting up the machine:Connect the hoses and ensure they are securely attached to the machine and spray gun.Adjust the pressure and temperature settings according to the manufacturer's recommendations.Test the machine by spraying a small amount of foam to ensure proper functioning.4. Operating the machine:Wear appropriate personal protective equipment, including gloves, goggles, and a respirator.Start the machine and allow it to warm up to the desired temperature.Hold the spray gun at the correct distance from the surface to achieve the desired foam thickness.Move the spray gun in a smooth and even motion to ensure uniform coverage.Monitor the pressure and temperature during the operation and make adjustments if necessary.Clean the spray gun and hoses immediately after useto prevent clogging.Precautions:1. Safety first:Always follow safety guidelines and regulations when operating the machine.Avoid direct contact with the foam chemicals as they may cause skin and eye irritation.Work in a well-ventilated area to prevent the accumulation of harmful fumes.2. Proper training:Only trained and authorized personnel should operate the polyurethane foam machine.Familiarize yourself with the machine's manual and understand its features and functions.3. Maintenance and inspection:Regularly inspect the machine for any damages or leaks and repair them promptly.Clean and maintain the machine according to the manufacturer's recommendations.Replace worn-out parts or components to ensure optimal performance.4. Storage and handling of foam chemicals:Store foam chemicals in a cool and dry place, away from direct sunlight and heat sources.Follow the recommended storage and handling guidelines provided by the manufacturer.Dispose of any unused or expired foam chemicals properly and in accordance with local regulations.中文回答:聚氨酯发泡机操作流程及注意事项。
聚氨酯发泡设备操作规程(3篇)

第1篇一、前言聚氨酯发泡设备是用于生产聚氨酯泡沫材料的重要设备,广泛应用于家具、汽车内饰、建筑保温等领域。
为确保操作人员的人身安全及设备正常运行,特制定本操作规程。
二、适用范围本规程适用于所有使用聚氨酯发泡设备的操作人员。
三、操作前的准备1. 检查设备是否完好,包括管道、阀门、传感器等是否正常。
2. 确认电源电压符合设备要求,确保三相四线制电源连接正确。
3. 检查原料储存罐是否满罐,确保原料充足。
4. 穿戴好劳保用品,如防护眼镜、口罩、手套等。
四、操作步骤1. 开机:打开设备电源,启动控制系统。
2. 加料:根据配方要求,将A料(聚醚多元醇)和B料(异氰酸酯)分别加入原料储存罐。
3. 计量:启动计量泵,将A料和B料分别计量,确保原料配比准确。
4. 混合:打开混合装置,使A料和B料在混合室内进行高速搅拌,确保原料均匀混合。
5. 发泡:打开发泡装置,将混合好的原料通过管道输送到模具内进行发泡。
6. 固化:关闭发泡装置,让原料在模具内进行固化,达到所需硬度。
7. 取出产品:固化完成后,取出产品,检查质量。
五、操作注意事项1. 操作人员必须经过专业培训,熟悉设备操作规程。
2. 操作过程中,严禁触摸高温、高压区域,以防烫伤、触电等事故发生。
3. 操作过程中,密切关注设备运行状态,发现异常情况立即停机检查。
4. 操作过程中,注意保持工作区域整洁,防止原料泄露。
5. 操作过程中,严禁无关人员进入操作区域。
六、操作后的维护1. 关闭设备电源,清理工作区域,确保设备处于安全状态。
2. 定期检查设备各部件,发现损坏及时更换。
3. 定期对设备进行保养,确保设备正常运行。
七、附则1. 本规程由设备管理部门负责解释。
2. 本规程自发布之日起实施。
注:本规程仅供参考,具体操作要求以设备制造商提供的操作手册为准。
第2篇一、操作前准备1. 检查设备是否处于正常状态,包括电源、加料系统、计量系统、控制系统等。
2. 确认原料质量,确保原料符合要求。
聚氨酯发泡机作业指导书
聚氨酯发泡机作业指导书目录1.目的 (2)2.适用范围 (2)3.设备/工具及材料 (2)4.操作步骤 (3)5.更换不同原料 (15)6.安全操作注意事项 (16)7.维护保养注意事项 (17)1.目的使用聚氨酯发泡机有法可依;2.适用范围聚氨酯发泡生产作业;3.设备/工具及材料3.1、浙江领新聚氨酯发泡机3.2、材料:A白料、B黑料、二氯甲烷、汽油、脱模剂、二辛酯3.3、工具:模具、喷头板手、内六角板手、量杯、电子称、废料桶、垃圾袋等3.4、防护用品:胶手套、防护口罩、抺布等4.操作步骤4.1、开机前检查:4.1.1、检查原料是否足够,不够及时补给。
补料时A、B进料阀板手应打开(180度),打开操作界面的A、B抽料按钮,A、B补给时不能超过料桶计量管的3/44.1.2、检查必须打开A、B 出料阀门与回料阀门板手应为(180度)4.1.3、检查清洗剂是否足够,不够及时补给。
补给时应关掉气压阀(90度),打开泄压阀(180度)放完内部气体,打开加料阀进行加料不能超过料桶计量管3/44.1.4、检查气源(气压表)是否到位,保证气源接通良好4.1.5、检查保温循环水位在3/4处,不够应及时补给4.1.6、A料桶、B料桶各开启一个排气球阀4.2、开机操作:4.2.1、启动(电控箱按扭)A料温度SV:30℃ B料温度SV:30℃ A压力SV:3Mpa B压力SV:3Mpa 厂家设定好无须更改4.2.2、点击中文界面进入操作界面分别打开,A泵开,B 泵开,A 搅拌开,B 搅拌开触控按钮,先运行10分钟以上方可生产4.2.3、操作界面设置工位自动加开关,如果只有单一产品生产时把它关了。
如果多种产品同时生产,则根据实际设定工位自动加打开。
正常生产时应设置为时间浇注4.2.4、调整A 、B 原料出料配比(1:1)例:注胶时间设定2S ,调整A 泵转速使A 料出料为300g (根据实际需要),调整(测量)A 料时必须把B 带动齿轮与机头部件拆下(拆头部时应先关掉机头搅拌开关)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
聚氨酯发泡作业指导书
邹平青帝能源科技有限公司文件编号:QDNY-GC-SC-16
1 目的
为规范聚氨酯发泡各工序及岗位的工作流程,使发泡作业后的水箱能够达到产品质量要求,特制本作业指导书。
2 适用范围
适用与本公司发泡过程中所有的工艺、技术、质量的控制。
3 准备工作
3.1设备:双组份聚氨酯灌注成型设备, JHPK-F16
3.2材料:黑料(异氰酸酯),白料(组合聚醚多元醇)将黑、白料进行确认(严禁加错)放到后放入基座上,尾端应略高于首端5cm.连接黑白料管。
工作时必须旋松或旋下料筒上的小盖,避免料筒内产生负压现象,打开阀门,将料管中的空气排净,形成重力自吸供料。
3.3待发泡水箱:正确安装外桶盖,各种橡塑件、紧固件,将涂抹脱模剂的内桶外桶套装,安装涂抹脱模剂后发泡塞并进行定位,搬运至发泡模具架并进行固定。
4 设备操作前的检查:
4.1 增压泵润滑液容器中是否有4/5杯的DOP(邻苯二甲酸二辛脂)
4.2检查所有接头是否拧紧。
4.3检查电源线连接是否正确,保护地线是否安全可靠。
4.4操作仪表盘上的所有开关是否处于OFF位。
4.5发泡操作间的环境温度15-35℃
5 操作规程
5.1 设备启动:打开主机电源总开关,旋转操作仪表盘上的液压站开关至开位,调节液压站的正常系统工作压力为5-8MPa.
5.2原料加热温度的设定
5.2.1 拉直输料管组,去掉输料管组盘旋扭转之力。
以避免加热不匀和损伤内部电热丝,按下高位自锁开关,调整黑料白料加热温度控制器的拨号键盘,设定好加热温度值,一般情况下黑料设置温度35℃-40℃,白料为30℃-35℃,白料系统加热温度不宜过高,避免管路系统内的原料由于加热过量造成白料气化,使双组份原料无法混合,甚至损害料路系统。
5.2.2调整料管加热温度控制器的拨号键盘,设定好加热温度值,一般情况下,管路加热温度的设置为30-40℃左右
5.3试验发泡:以上调试设定工作完成后便可执行试验发泡工作,分别打开原料枪上的两个原料阀门,轻轻扣动扳机,原料便会从枪口喷出,(此时注意黑白原料压力之差应该小于5MPa)
将喷出的料液要放入塑料袋中自然发泡,发泡后的泡沫孔大小均匀,呈现出圆形或椭圆形,颜色一般为浅黄色,正常的泡沫不得过软(表现出发白、黏手、泡孔极细),过硬(表现出发黑、大泡孔、脆性很大)、烧芯(原料中的反应热不能及时释放,严重时芯部会炭化)、粉沫现象(用手搓摩泡沫表面会有粉末出现),测量泡沫的密度,密度合格后便可对产品进行灌注发泡
5.4灌注发泡:第一次注料分三点注料定位,第一次与第二次注料间隔为1~2分钟,禁止前一次注料没有完全熟化好的情况下再次注料,各水箱发泡作业方式相同,注满为止;
5.5将注满料的水箱从发泡模具架上卸下,转入环境温度不低于15℃的中转仓库熟化,产品在中转库内必须按规格分类摆放,15-20分钟后取下发泡塞,在中转仓库内熟化12小时以上,如温度过低,容易发生缩泡现象,致使外皮发生局部塌陷。
5.6将熟化后的太阳能水箱搬运至清理区,清理掉溢出的发泡料,发泡合格的太阳能水箱敲击无空洞声响,无抽空抽瘪现象,桶身无变形。
5.7日常关机步骤:
5.7.1 关闭枪体上的两个原料阀门。
5.7.2关闭设备主机上的液压站开关及总电源开关。
5.7.3 清理工作现场,确认日常关机步骤已完成。
检查剩余的原料数量是否能满足再次开机所需要的原料,为再次工作做好准备。
5.8长期关机步骤:
5.8.1 按正常开机步骤进行,打开总电源开关,(此时将原料及管路控制温度调整到低于环境温度)。
5.8.2 开启液压站开关,调节液压站系统压力,将液压系统压力调至为2-3MPa。
按正常发泡扣动扳机,枪口对着一个废弃的容器,使黑、白料液体从枪口流出,注意:此时要观察从枪口流出的确实是两种料液。
这时的两种料液可以不发泡。
其目的是为使管路中的料液流动起来。
确认后进行排料,时间再20秒左右。
5.8.3按日常关机步骤进行关机。
注意事项:此程序每隔10天进行一次,可以使管路中的黑料不产生结晶。
6 相关/支持性文件
6.1 《双组份聚氨酯灌注成型设备使用指南》
7 质量记录
7.1 《生产日报表》
7.2《发泡作业过程质量控制表》
编制:刘淑贞
审批:
日期:2012年4月15日。