蓝海华腾变频器收放卷设备应用选型介绍
蓝海华腾变频器V5-H说明书

0~60Hz 范围内,变频器 0.3s 内实现电机反电势的消除,快速直流制动。 最大效率注入直流电流提高制动能力。 无需直流制动起始等待时间。 免除直流制动起始等待时间专用功能码设定。 尤其适用于: 提升设备、可逆轧机工作辊道、编织机、造纸生产线。
独特的转速跟踪功能
无需专用的硬件检测电路和专用功能码设定,0~60Hz 范围内,变频器在 0.2s 内完成电机 转速、转向和相角的辨识,并对自由旋转的电机平滑跟踪起动。 跟踪方式一:快速平滑无任何冲击跟踪上电机自由旋转转速。 尤其适用于: 风机/水泵,瞬时停电恢复来电后需跟踪运行的设备。
拉丝机专用功能
无摆杆工作:采用无速度传感器控制模式下的开环张力控制实现无摆杆运行。 有摆杆工作:无需用户手动调整摆杆位置,系统启动时,摆杆快速一步到位。 超强拉伸能力:在大拉机、中拉机的应用中,低频运行力矩大,稳速精度高。 双变频方案:以精确的电流控制,实现同功率等级的变频器应用,无需大一档使用。 环境适应能力:独立风道设计、三防漆处理、高温运行、全面数字化保护功能。
丰富灵活的功能
多种频率给定方式灵活方便
操作面板设定(数字给定),操作面板可对频率给定进行∨/∧调整。 端子给定
1) 模拟量 AI1/AI2:0~10V 或 0~20mA; 2) 模拟量 AI3:−10V~10V; 3) 脉冲频率 X7/DI:0.2Hz~50kHz; 4) Xi 端子:Up/Dn 模式独立,可与任何一种其它的频率给定方式叠加。 通讯方式给定:国际标准 Modbus 协议。 以上各给定方式可以在线切换。
转矩
电流
速度
母线电压
图 1 0Hz→正转 50Hz→0Hz→反转 50Hz→0Hz 的急加减速四象限运行
蓝海华腾变频器V5-H说明书
塑机接口板:通过接收塑机反馈信号,实现在不同的工艺过程中最佳流量和压力的分配关系, 达到对电机的最优节能控制。 客户化工艺曲线:用户在更换模具时无需更改变频器参数,轻松实现工艺曲线的记忆。 宽范围转矩输出:在压力和流量的设定范围内电机转矩输出稳定,保证加工工件质量。 免跳闸:超强的负载能力,在任意加减速时间和任意冲击负载条件下,变频器稳定无跳闸运 行,在节能的前提下提高工作效率。 绿色输出:采用先进的功率模块驱动方式,减少对注塑机控制回路和传感器的干扰。
拉丝机专用功能
无摆杆工作:采用无速度传感器控制模式下的开环张力控制实现无摆杆运行。 有摆杆工作:无需用户手动调整摆杆位置,系统启动时,摆杆快速一步到位。 超强拉伸能力:在大拉机、中拉机的应用中,低频运行力矩大,稳速精度高。 双变频方案:以精确的电流控制,实现同功率等级的变频器应用,无需大一档使用。 环境适应能力:独立风道设计、三防漆处理、高温运行、全面数字化保护功能。
上位机通讯
操作面板和端子均提供 485 接口,通讯协议为 Modbus,提供上位机监控软件。 可实现多台变频器之间的主从通讯控制。 可实现参数上传和下载功能。 可实现数字分频器功能的多台变频器运行频率的级联传递。
客户化功能
多种功能码显示方式
bASE 基本菜单模式(见 5.1 基本菜单功能码参数简表),显示所有功能码。 FASt 快速菜单模式,对初级用户尤为合适。 用户自定义可以查询或修改的功能码。
典型行业应用
数控机床
结构紧凑:体积相当于同等功率变频器的 70%。 低速精密加工:以优异的低频转矩性能满足机床主轴在低速情况下的加工需求(电动状态下 运行可低至 0.25Hz 输出 180%额定转矩)。 转矩和转速指标:满足切削加工时的突加、突卸负载要求,动态转矩的响应时间<20ms,稳 速精度±0.2%。
蓝海华腾VTS系列通用变频器伺服驱动器 用户手册
线方案,适用于造纸、空压机、冶金等行业应用的需求。
IEC61000−6
Electromagnetic compatibility(EMC)–Part6:Generic standards
IEC61800−5−1 Safety requirements –Electrical, thermal and energy
UL508C
UL Standard for Safety for Power Conversion Equipment
适应性设计
独立风道设计:可适用于粉尘多的环境场合。 紧凑型结构设计:基于全面的热仿真和独特的冷板工艺,结构紧凑。 整机的三防设计:PCB 的三防漆喷涂、铜排的电镀、全系列选用密封型关键器件、高防护等级的按键
型操作面板,提高了整机的防护能力,适用于拉丝机、印染、陶瓷等多粉尘和腐蚀的环境场合。 宽电压范围设计:直流工作电压范围为 DC 350−720V。 高精度的电流检测和保护:全系列高精度的输出电流检测,满足软硬件快速实时的控制和保护,保证了
前
言
首先感谢您购买深圳市蓝海华腾技术股份有限公司 VTS 系列产品! VTS 系列产品支持多种电机控制及编码器类型,支持多种通讯协议,配合上 位机可实现多台联网控制,VTS 系列分为以下型号: VTS500:高性能伺服驱动器 VTS400:多功能驱动器 VTS300:高性能通用变频器 VTS200:轻载型通用变频器品的用户手册。 本手册提供给使用者选型、安装、参数设置、现场调试及故障诊断的相关注 意事项及指导。 为正确使用本产品,请使用者使用前事先认真阅读本手册,若对一些功能及 性能方面有所疑惑,请咨询我公司的技术支持人员,以获得帮助,有助于正确的 使用本系列产品。并请妥善保存手册以备后用。 由于致力于产品的不断改善,若本公司所提供的资料如有变更,恕不另 行通知。
变频器的选型及其运用
变频器的选型及其运用变频器的介绍:变频器是利用电力半导体器件的通断作用将工频电源变换为另一频率的电能控制装置。
我们现在使用的变频器主要采用交—直—交方式(VVVF变频或矢量控制变频),先把工频交流电源通过整流器转换成直流电源,然后再把直流电源转换成频率、电压均可控制的交流电源以供给电动机。
变频器的电路一般由整流、中间直流环节、逆变和控制4个部分组成。
整流部分为三相桥式不可控整流器,逆变部分为IGBT三相桥式逆变器,且输出为PWM波形,中间直流环节为滤波、直流储能和缓冲无功功率。
1.变频器选型:变频器选型时要确定以下几点:1) 采用变频的目的;恒压控制或恒流控制等。
2) 变频器的负载类型;如叶片泵或容积泵等,特别注意负载的性能曲线,性能曲线决定了应用时的方式方法。
3) 变频器与负载的匹配问题;2.电压匹配:变频器的额定电压与负载的额定电压相符。
3. 电流匹配:普通的离心泵,变频器的额定电流与电机的额定电流相符。
对于特殊的负载如深水泵等则需要参考电机性能参数,以最大电流确定变频器电流和过载能力。
4.转矩匹配:这种情况在恒转矩负载或有减速装置时有可能发生。
1) 在使用变频器驱动高速电机时,由于高速电机的电抗小,高次谐波增加导致输出电流值增大。
因此用于高速电机的变频器的选型,其容量要稍大于普通电机的选型。
2) 变频器如果要长电缆运行时,此时要采取措施抑制长电缆对地耦合电容的影响,避免变频器出力不足,所以在这样情况下,变频器容量要放大一档或者在变频器的输出端安装输出电抗器。
3) 对于一些特殊的应用场合,如高温,高海拔,此时会引起变频器的降容,变频器容量要放大一挡。
变频器控制原理图设计:1) 首先确认变频器的安装环境;变频器内部是大功率的电子元件,极易受到工作温度的影响,产品一般要求为0~55℃,但为了保证工作安全、可靠,使用时应考虑留有余地,最好控制在40℃以下。
在控制箱中,变频器一般应安装在箱体上部,并严格遵守产品说明书中的安装要求,绝对不允许把发热元件或易发热的元件紧靠变频器的底部安装。
蓝海华腾双变频拉丝机专用变频器V5-E说明书081007
1.1 拉丝机专用功能参数一览表
功能 码号
功能码名称
出厂值
设定范围
单位
属 性
功能码选项
收线 设定
运行方式和通道选择
P0.01 功能码保护
0
P0.03 控制运行模式
0
线速度设定方式(拉伸)
P0.04 前级线速度输入通道(收线)
0
P1.05 摆杆信号输入通道(收线)
1
P8.00 摆杆平衡位置电压设定
0.00
安装使用方便,无需更改原有设备的控制方式、机械和电路结构。 抗电流冲击强,优良的矢量控制特性保证持续稳定工作不跳闸运行,200%可过载 0.5 秒。 超强的低速带载和快调速能力,穿线时转矩输出大,系统可快速到达设定的高速运行。 高功率因数输出、无功功率损耗降低、软启动时无大电流冲击。 标准配置的键盘即可实现参数的拷贝功能,免除重复烦琐的功能设定。 提供多个空卷设定并选取灵活简便,当前卷径可自动或手动清除,停机或掉电时可自动记忆。 提供多种系统线速度给定方式以及卷径的累积方式。
非标功能对照表
模拟曲线 2,3 和 4 last10 参数显示模式 辅给定以及运算 VF 曲线的降幂次 输入缺相检测 跳跃频率和零频回差 UP/DN 频率修正功能 高速脉冲输入 DI 高速脉冲输出 DO 卷径计算 PID 限定 操作面板当成线速度表 操作面板当成计米表
V5-H 标准产品
√ √ √ √ √ √ √ √ √ × × × ×
1:模拟量反馈过程闭环控制;
/
×
2:PG 反馈过程闭环控制; 3:复合控制;
3
无编码器速度反馈矢量控制:
4:过程开环控制;
5:模拟量反馈过程闭环控制;
6:PG 反馈过程闭环控制;
蓝海华腾变频器说明书
D
W1
H1
155
105
173
大概重量
T1
安装孔 d
(kg)
3
5.5
1.5
175
105
173
4
5.5
2.6
185
136
232
8
5.5
3
190
160
283
1.2
6
8
208
195
335
1.5
6
10
235
230
418
1.5
7
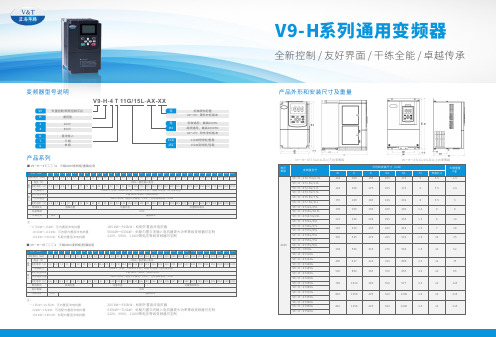
■ V9−H−4T□□□L三相400V变转矩/轻载应用
功率(kW) 1.5 2.2 3.7 5.5 7.5 11 15 18.5 22 30 37 45 55 75 90 110 132 160 185 200 220 250 280 315 355 400 450 500 560 630 710
150%1 分钟,180%10 秒, 200%0.5 秒,间隔 10 分钟(反时限特性)
额定电压/频率
3 相 380V〜480V;50Hz/60Hz
输 入
允许电压
323V〜528V;电压不平衡度:≤3% ;允许频率波动:±5%
额定电流( A ) 2.8 4.2 6.1 10 15 19 26 33 43 50 66 83 100 123 165 194 231 232 282 326 352 385 437 491 580 624 670 755 840 920 1050
有 有
重点功能
转 矩 限 制 、速 度 控 制 、 定 位 控 制 、电 机 自 学 习、深 度 弱 磁 、 限 流 控 制、 过 压 控 制 、 欠 压 控 制 、转 速追踪 、下 垂 控 制 、 震 荡 抑 制 、 随 机载频、惯量辨识等。
蓝海华腾变频器T5-h说明书

蓝海华腾变频器T5-h说明书一、产品概述蓝海华腾变频器T5-h是一种高性能、高可靠性的电力传动控制设备,广泛应用于各种机械设备的速度和转矩控制。
本产品采用最新的数字信号处理技术,具有良好的控制性能和运行稳定性。
产品具有多种保护功能,能有效地延长设备运行寿命,降低故障率。
具有结构紧凑、安装方便、操作简单的特点,是现代化工业生产的理想选择。
二、产品特点1.采用先进的数字信号处理技术,具有较高的控制精度和响应速度。
2.采用大功率MOSFET器件,输出功率强大,可满足不同工况的需求。
3.具有多种保护功能,如过流保护、过压保护、欠压保护等,有效保护设备和工艺。
4.支持多种控制方式,如恒转矩控制、位置控制、速度控制等,满足不同的应用需求。
5.支持多种外部控制模式,如模拟控制、数字控制、网络控制等,方便与其他设备的接口对接。
6.标准化设计,模块化结构,易于安装和维护,降低使用成本。
7.高效的散热设计,保证设备长时间运行时的稳定性和可靠性。
8.产品具有较长的使用寿命,能在恶劣环境条件下正常工作。
三、技术参数1.输入电压:AC220V±15%2.输入频率:50/60Hz3.输出电压:0~AC220V4.输出频率:0~400Hz5.控制方式:V/F控制、矢量控制6.控制精度:转矩精度±5%,速度精度±1%7.效率:>94%8. 重量:<5kg9. 外观尺寸:250mm×150mm×180mm四、安装使用1.产品上电前请检查输入电源是否符合要求,并确保接线正确。
2.将输出电缆连接到被控设备,并确保接线可靠。
3.使用电源开关打开设备电源,待显示屏亮起后即可进行操作。
4.通过键盘菜单选择所需的运行模式和参数设置,并进行保存。
5.在设备运行过程中,可以通过监控界面实时查看电流、电压等数据,并进行调整。
五、维护保养1.定期检查设备的散热情况,保持散热良好。
2.定期清洁设备表面,防止积尘影响散热效果。
蓝海华腾v5-h变频器说明书参数表
蓝海华腾v5-h变频器说明书参数表
摘要:
1.蓝海华腾v5-h 变频器说明书概述
2.蓝海华腾v5-h 变频器的主要参数
3.蓝海华腾v5-h 变频器的应用范围
4.蓝海华腾v5-h 变频器的优点
5.蓝海华腾v5-h 变频器的使用注意事项
正文:
蓝海华腾v5-h 变频器说明书参数表详细介绍了该变频器的主要参数和应用范围。
蓝海华腾v5-h 变频器是一种高性能的变频器,适用于各种工业传动应用。
蓝海华腾v5-h 变频器的主要参数包括:
- 功率范围:0.4-315kW
- 额定电压:单相/三相ac220(v)
- 输出频率:0-500Hz
- 控制方式:无速度传感器矢量控制技术
蓝海华腾v5-h 变频器的应用范围广泛,可用于各种平方转矩的传动应用,包括风机、水泵、压缩机等。
蓝海华腾v5-h 变频器具有以下优点:
1.高效节能:通过调节电机转速,实现节能效果,降低运行成本。
2.良好的控制性能:采用无速度传感器矢量控制技术,具有与国际高端变
频器同样优异的控制性能。
3.环境适应性强:产品设计充分考虑了各种环境因素,具有较强的环境适应性。
4.可靠性高:采用高品质原材料和先进的生产工艺,保证了产品的可靠性。
在使用蓝海华腾v5-h 变频器时,需要注意以下几点:
1.确保电源电压稳定,避免电压波动对变频器造成损害。
2.变频器与电机之间的连接线应选用足够截面积的电缆,以避免线损和电机故障。
3.变频器安装环境应通风良好,避免潮湿和高温。
4.使用过程中应定期检查变频器的运行状态,发现异常及时处理。
蓝海华腾张力控制专用变频器V5-T说明书080617
注:收放卷控制时必须设定复合控制模式
V/F 控制: 0:过程开环控制; 1:模拟量反馈过程闭环控制;
2:PG 反馈过程闭环控制;
/ × 3:复合控制; 无编码器速度反馈矢量控制:
4:过程开环控制;
5:模拟量反馈过程闭环控制;
6:PG 反馈过程闭环控制;
7:复合控制;
注:收放卷前级速度的给定方式(张力控制
当前卷径可自动或手动清除,停机或掉电时可自动记忆。
除了常用的线速度方式以外还可以通过码盘或者接近开关 的脉冲方式以及外部输入模拟量的方式确定卷径 用户可对自行定义的变频器功能码进行隐藏,并用密码对 这些隐藏的功能码进行保护
蓝海华腾 版权所有 禁止一切未经授权的复制和抄袭 2/17
模拟曲线 2,3 和 4 last10 参数显示模式 键盘和端子 UP/DN 功能 辅给定以及运算 VF 曲线的降幂次 卷径计算 PID 限定
第二章 收放卷控制参数详解 ..................................................................................... 12 2.1 收放卷(拉丝机)功能参数(P 区) .............................................................. 12 2.2 收放卷(拉丝机)功能参数(H0 组)............................................................ 14
60 1.00 600.0 200.0 200.1 200.2 200.0
H0.12 卷径工作相关设定
0
H0.13 上位置平衡过渡调整 H0.14 下位置平衡过渡调整 H0.15 启动过渡时间 H0.16 卷径检出时间
蓝海华腾变频器说明书
蓝海华腾变频器说明书——V5−H系列变频器深圳市蓝海华腾技术股份有限公司前言V5−H 系列变频器是高性能矢量控制型变频器。
产品采用了与目前国际最领先技术完全同步的无速度传感器矢量控制技术,不仅具有与国际高端变频器同样优异的控制性能,同时还结合中国的应用特点,进一步强化了产品的可靠性和环境的适应性以及客户化和行业化的设计,能够更好地满足各种传动应用的需求。
产品优点:■高性能的开环矢量控制技术;■超强的负载能力,在任意加减速时间和任意冲击负载条件下,变频器稳定无跳闸运行;■提供独立的高速脉冲输入和输出端口,可实现高速脉冲级联功能;■精确的速度辨识和转子磁链定向,在0.25Hz负载突变时转矩也能快速地响应和稳定运行;■高精度的电流检测和保护,采用高精度的霍尔进行输出电流的检测、满足软硬件的快速实时控制和保护要求,保证了整机的性能和可靠性。
典型行业:如印刷包装、石油化工、纺织、线缆机械、机床设备、食品包装、电动汽车、洗涤设备、塑料机械、金属制品设备、离心机及要求开环矢量的应用场合。
如长庆油田、辽河油田、胜利油田、奥力通起重机、开山压缩机、德曼压缩机、中铁桥梁、江苏海狮。
目录第一章V5−H系列变频器介绍 (1)1.1 产品型号说明 (1)1.2 产品铭牌说明 (1)1.3 产品系列 (2)1.4 产品技术规格 (4)1.5 产品各部分的名称 (5)1.6 产品外形和安装尺寸及大概重量 (5)1.7 操作面板的外形和安装尺寸 (7)1.8 托板的外形和安装尺寸 (7)1.9 制动电阻选型 (8)第二章变频器的安装 (9)2.1 产品的安装环境 (9)2.2 安装方向和空间 (9)2.3 操作面板及盖板的拆卸和安装 (10)第三章变频器的配线 (13)3.1 产品与外围器件的连接 (13)3.2 主回路外围器件的说明 (14)3.3 主回路外围器件选型 (14)3.4 产品端子配置 (15)3.5 主回路端子的功能 (16)3.6 主回路配线注意事项 (17)3.7 端子配线 (19)3.8 控制回路端子功能 (20)3.9 控制板示意图 (23)3.10 控制回路外围器件选型 (23)3.11 跳线功能说明 (23)第四章操作面板使用说明 (24)4.1 操作面板介绍 (24)4.2 指示灯说明 (24)4.3 操作面板按键说明 (25)4.4 菜单风格 (26)4.5 密码操作 (30)4.6 按键锁定及解锁 (31)4.7 操作面板显示及按键操作 (31)4.8 操作实例 (32)4.9 首次运行 (33)第五章参数一览表 (35)5.1 基本菜单功能码参数简表 (35)用户参数记录表 (49)5.3 用户接线图 (50)第六章参数详解 (51)6.1 基本功能参数(P0 组) (51)6.2 主辅给定参数(P1 组) (55)6.3 按键及显示参数(P2 组) (58)6.4 起停参数(P3 组) (60)6.5 多段参数(P4 组) (62)6.6 多功能输入参数(P5 组) (65)6.7 模拟给定参数(P6 组) (70)6.8 多功能输出参数(P7 组) (72)6.9 过程PID 闭环参数(P8 组) (78)6.10 电机参数(P9 组) (80)6.11 控制参数(PA 组) (82)6.12 增强功能参数(Pb 组) (87)6.13 通讯参数(PC 组) (91)6.14 矢量控制参数(Pd 组) (92)6.15 故障记录参数(d0 组) (94)6.16 产品识别参数(d1 组) (95)6.17 运用显示参数(d2 组) (96)6.18 用户定义功能码显隐区参数(A0 组)96 第七章故障诊断 (98)7.1 故障及告警信息列表 (98)7.2 故障诊断流程 (101)第八章日常保养及维护 (102)8.1 日常保养 (102)8.2 定期维护 (103)8.3 部件更换 (103)8.4 绝缘测试 (103)附录A Modbus 通讯协议 (105)1 支持协议 (105)2 接口方式 (105)3 协议格式 (105)4 功能解释 (106)5 变频器寄存器地址分布 (108)6 CRC16 函数 (111)7 Modbus 通讯控制举例 (111)8 通讯网络的组建 (112)附录B 各种控制方式设置流程 (113)1 参数自整定的设置流程 (113)2 过程开环的设置流程 .. 错误!未定义书签。
蓝海华腾张力控制专用变频器V5-T说明书080617
除了常用的线速度方式以外还可以通过码盘或者接近开关 的脉冲方式以及外部输入模拟量的方式确定卷径 用户可对自行定义的变频器功能码进行隐藏,并用密码对 这些隐藏的功能码进行保护
蓝海华腾 版权所有 禁止一切未经授权的复制和抄袭 2/17
模拟曲线 2,3 和 4 last10 参数显示模式 键盘和端子 UP/DN 功能 辅给定以及运算 VF 曲线的降幂次 卷径计算 PID 限定
1.1 收放卷专用功能参数一览表
功能 码号
功能码名称
出厂值
P0.01 功能码保护
0
P0.03 控制运行模式
0
开环主给定方式
P0.04给定方式
P1.02 (收卷摆杆的平衡位置给定)
0
闭环主反馈方式
P1.05 (收卷摆杆的位置反馈通道)
1
PE.17 端子独立正负逻辑设定
7F
PE.18 辅助给定限定方式
0
设定范围 0~5
0~7
0~4 0~4 1~4 0~7F 0~2
单位
属 性
功能码选项
用户 设定
0:所有参数允许更改;
1:所有参数禁止更改;
/
×
2:恢复 3:恢复
P P
区参数为出厂设置; 区参数为出厂设置(除
P9
组);
4:恢复 H 区参数为出厂设置;
5:收放卷变频器专用初始化;
~ 保留 H0.22 H0.23 反转频率上限
H0.24 PID 增益作用方式
1 2 5.0 3.0 50.00 8 1.50 6.0
/
0
0
H0.25 卷径累积获取方式
0
卷径累积脉冲方式通道选
蓝海华腾变频器说明书
P5.00~P5.06功能详解)
接下页
各种控制方式设置流程
E5−H 系列通用型变频器 用户手册
过程开环的设置流程(续)
接上页
多段加减速时间选择?
N
设置P0.08和P0.09
Y
选择X端子加减速时间选 择功能(详见第六章
P5.00~P5.04功能详解)
正确设置 P4.09~P4.14
E5−H 系列通用型变频器 用户手册 过程闭环的设置流程(续)
各种控制方式设置流程
目录
第一章 E5−H 系列变频器介绍 .......................... 1 1.1 产品型号说明 ........................................... 1 1.2 产品铭牌说明 ........................................... 1 1.3 产品系列................................................... 2 1.4 产品技术规格 ........................................... 3 1.5 产品各部分的名称 .................................... 4 1.6 产品外形和安装尺寸及大概重量............... 4 1.7 操作面板的外形和安装尺寸 ...................... 6 1.8 托板的外形和安装尺寸 ............................. 6 1.9 制动电阻选型 ........................................... 7
第二章 变频器的安装.......................................... 8 2.1 产品的安装环境........................................ 8 2.2 安装方向和空间........................................ 8 2.3 操作面板及盖板的拆卸和安装 .................. 9
蓝海华腾V6Hcn

丰富灵活的功能
多种频率给定方式灵活方便
操作面板设定(数字给定),操作面板可对频率给定进行∨/∧调整。 端子给定
1) 模拟量 AI1/AI2:0~10V 或 0~20mA; 2) 模拟量 AI3:−10V~10V; 3) 脉冲频率 X7/DI:0.2Hz~50kHz; 4) Xi 端子:UP/DN 模式独立,可与任何一种其它的频率给定方式叠加。 通讯方式给定:国际标准 Modbus 协议。 以上各给定方式可以在线切换。
适应性设计
独立风道设计:全系列支持散热器柜外安装的应用需求,适用于细纱机、拉丝机等棉絮或粉 尘多的环境场合。
紧凑型结构设计:基于全面的热仿真和独特的冷板工艺,结构紧凑,适用于 OEM 客户需求。 整机的三防设计:PCB 的三防漆喷涂、铜排的电镀、全系列选用密封型关键器件、按键型/
飞梭型操作面板能提供满足 IP54 要求的附件等整机的设计方案,提高了整机的防护能力, 适用于拉丝机、印染、陶瓷等多粉尘和腐蚀的环境场合。 宽电压范围设计:直流工作电压范围为 DC 360−720V,同时有电网电压波动记录功能。 高精度的电流检测和保护:全系列采用高精度的霍尔进行输出电流的检测、满足软硬件的快 速实时控制和保护的要求,保证了整机的性能和可靠性。 控制电源独立配电功能:整机提供独立的开关电源直流输入端口,通过使用选件卡可实现外 接 UPS 供电,适用于油田、化工、印染等行业应用的需求。 上电自检功能:实现对外围电路的上电自检,如:电机接地、断线等,提高系统的可靠性。 全方位的整机保护功能:软/硬件的限流保护、过流和过压保护、对地短路保护、过载保护、 IGBT 的直通保护、电流检测异常、继电器吸合异常等保护功能。 完善的端子保护功能:控制端子+24V、+10V 电源的短路和过载保护,操作面板电缆反插保 护,输入信号的断线和模拟输入异常保护等。 过热预报警保护功能:根据温度自动调整,保证产品可靠运行,同时记录最高工作温度。 全面的开关电源保护功能:开关电源各路输出的短路保护、过载保护、上电的软起动功能、 环路开路的自锁和限压保护功能等,保证了整机的可靠性。
蓝海华腾变频器说明书蓝海华腾变频器说明书样本
蓝海华腾变频器说明P0.01=3 恢复出厂设置d0.00=0 故障记录类型 2 d0.01=0 故障记录类型 1d0.02=0 最近一次故障类型记录0 P0.05=25(开环数字频率给定:25Hz)P0.06=1(运行命令给定方式:端子)P0.06=0 手动模式P0.07=0 正转P0.07=1 反转P0.08=3(加速时间: 3 秒)P0.09=1.2 (减速时间: 1.2 秒)P0.16=1.00 (转矩提升)P3.03=1.00(起始频率)P3.09=0(防反转选择:允许反转)P4.22=25(多断频率一)Multi-section frequency 1:P4.23=25(多断频率二)Multi-section frequency 2P4.24=50(多断频率三)Multi-section frequency 3P5.00=02(正转)Forward turning P5.01 =03(反转)Backward turningP5.02=26(紧急停车)Emergence stopP5.03=09(多断频率一)Multi-section frequency 1P5.04=10(多断频率二)Multi-section frequency 2 P7.00=02(Y1端子输出功能选择:制动)P7.01=14(Y2端子输出功能选择:变频器故障)P7.20=2.10 (FDT1电平上界)Voltage upper limitP7.21=2.00 (FDT1电平下界)Voltage lower limitP9.01=4 电机级数PA.09=1(能耗制动选择)PA.11=700(制动单元动作电压)P9.01=4 电机级数P9.02=1500 电机额定转速P9.03=厂家电机额定功率P9.04= 厂家电机额定电流■无速度传感器矢量控制F优异的控制性能♦真正实现了交涓电机解需,使运行控制酚电机化。
♦图1为无速度传感器矢量控制F电机豳限运行,瞬、电汛转速和宜流母线电压快速响应,电机稳定运行。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
蓝海华腾变频器收放卷设备应用选型介绍一、标准变频器与收放卷变频器型号介绍V5−H、V6−H属于标准产品,不能进行卷径计算。
V5−T、V6−T属于收放卷专用变频器,包括了标准产品的主要功能,还有特定的功能,可以进行卷径计算。
V5仅仅支持速度控制模式,V6不仅支持速度控制模式,还支持转矩控制模式。
V5−H能做一个无速度编码器反馈的矢量控制,没卷径计算,比如木工机械、音乐喷泉、扶梯、陶瓷机械、离心机、塑料吹塑机、细微拉丝机、磨床、雕铣机、跑步机、大圆机等行业应用中。
V6−H可做有速度编码器反馈的闭环矢量速度控制,还能做转矩控制,没卷径计算功能,适用于对速度精度更加准确和转矩控制的场合,,比如应用有:替换力矩电机、皮革机、鱼网编织机、浸胶机等。
V5−T能实现有位置摆杆或者浮动辊的速度控制,能做卷径计算,比较典型的行业应用是拉丝机速度控制。
V5−T可进行卷径计算、复合控制等模式实现恒定线速度收放卷控制。
应用行业主要有:双变频拉丝机(V5−E)、直进式拉丝机、层绕机、动力放线架、复卷机等。
V6−T包含了V5−T的主要功能,不仅能做速度控制,还能做转矩控制、张力控制和卷径计算,可以实现恒转矩控制或者恒张力控制。
主要应用行业有:卷纸分切机、复合机、压痕机、涂布机、造纸机械等。
采用转矩控制模式时,选用V6系列变频器,一般的收卷皮革等材料,采用恒转矩控制模式就可以达到生产的需求。
随着收卷卷径变大时,收卷材料张力会越来越小,对于普通的皮革收卷可能影响不大;对纸张等材料收卷可能有较大的影响,涉及到放卷时做材料图案印刷要实现速度同步,单做恒转矩控制没法满足生产的需求,可采用恒张力控制模式,必须选用V6−T的变频器。
如果行业应用中需要卷径计算,还得考虑是实现收卷还是实现放卷功能,根据实际需求设置H0.00对应的功能码参数。
图 1 蓝海华腾变频器选型示意图二、速度控制与转矩控制各种方案比较方案1:复合控制模式通过外部的线速度给定以及反映当前位置或者张力的反馈信号,实现快速准确的速度PID调节,使位置信号或者张力反馈信号始终处于设定的平衡位置来实现恒定张力控制。
在这种工作模式下,变频器不需要外加张力控制器,不需要安装速度反馈编码器,但需要反馈当前位置或张力的外部信号,就可以实现恒定张力控制。
我们在速度控制应用场合,在系统中有个张力摆杆或者气动浮辊,这是个很典型的信息,可以用我们的复合控制模式,在速度控制模式下做卷径计算,实现恒定线速度控制。
那么进行复合控制实现跟随前级速度且线速度恒定,我们可以通过一个简单的应用来作解释。
首先复合控制是过程开环和模拟量反馈闭环控制,在调试指导里我们有个拉丝机速度张力浮辊图 2控制方案,前级有个主拉伸变频器,收卷变频器跟随前级速度,有张力摆杆做PID调节,收线变频器采用V5−T变频器做卷径计算。
过程开环频率由AI1输入前级速度,必须设置P0.04=1,设置P0.03=3或7为复合控制模式,P1.05=2模拟量反馈闭环控制主反馈为AI2输入浮辊信号模拟量。
浮辊在收卷过程中的平衡位置有个目标模拟量,设置P8.00=目标模拟量,如果浮辊实际位置在目标量左右时,PID就进行调节,在开环频率给定基础上叠加一个反馈量,这样基本已经可以实现生产过程中的恒定线速度控制。
但是由于有些设备,收放卷过程中卷径变化很大,我们要进行卷径计算,变频器随着卷径计算变大,会自动降低运行频率,更好的达到线速度同步。
这里我们说说速度控制的卷径计算问题:V5−T张力控制专用说书H0组功能码是卷径计算的关键功能码。
首先要有个前级速度模拟量进入V5−T变频器AI模拟通道,作为跟随前级速度。
H0.00=1为收卷模式,H0.00=2为放卷模式。
从H0.01到H0.10这些功能码一定要设置正确,卷径计算与这些参数有关系。
当设置好这些参数后,可以先运行设备,观察d2.21卷径计算实际值,然后目测收卷材料实际卷径是多少,如果d2.21偏大则修改H0.04最大线速度小点,反之则反,当计算卷径d2.21与实际目测基本一致时,则卷径计算正确,H0.11是变频器执行内部计算调节频率的参数,d2.21到H0.11有个卷径检出时间H0.16,可以适当调节H0.16的大小,使H0.11卷径跟随d2.21稳定且响应时间适当。
卷径大小与频率的关系这里有个公式:线速度(V)∝频率(f)*卷径(D),也就是在收卷生产中,卷径越大,频率越低,从而保持材料线速度恒定。
以上有卷径计算满足线速度恒定,复合控制中的PID调节对线速度的不稳定因素进行微调,从而能更好的达到生产收卷的需求。
方案2:恒转矩控制模式这里有个计算公式:张力(F)*卷径(D/2)=转矩(T)采用转矩控制模式,必须设定P0.03=4为矢量控制,Pd.00=1为转矩控制模式,由P6.21选择转矩张力指令与速度限定指令通道,比如由AI1给定速度限定指令,由AI2给定转矩控制指令,则设置P6.21=0016。
变频器在收卷皮革应用中,采用恒定转矩控制方式,基本可以满足生产收卷的需求,这种控制方式是变频器最简单的控制方式,只是给定一个转矩,一个速度限定,然后对材料进行收卷生产。
由于皮革材料韧度较大,采用简单的转矩控制方式也可以满足收卷的要求。
由上面公式可以得到,随着收卷卷径的增大,材料的张力会减小,收卷材料会稍微松点,此时操作工人可以适当扭大转矩(T)给定电位器,需要适时观察材料收卷松紧程度,来调节转矩给定电位器,这样需要操作工人手动控制,在生产中很不方便。
在有些行业应用系统中,传动系统中加入一个张力控制器,我们给定一个恒定的转矩,随着收卷材料卷径变大张力需要增大,加入张力控制器后会自动增大收卷材料张力,但是张力控制器成本高,也不能更好的满足行业系统的需求。
所以我们需要做卷径计算,通过我们变频器来调节转矩大小。
以下我们介绍方案可以进行卷径计算,使张力保持恒定。
方案3:恒转矩控制模式下的H1.24转矩补偿计算公式:张力(F)*卷径(D/2)=转矩(T)此方案是解决方案2存在的问题。
当由AI模拟量给定一个转矩量后,电位器给定的转矩就恒定不变了,由上面公式,随着卷径变大,张力会变小,当变频器能够做卷径计算,随着计算卷径变大,变频器内部会自动增大转矩给定,那么此时收卷材料张力就会保持不变。
这里AI给定的转矩量(T)不变,由变频器内部增大转矩(T)给定量。
生产过程中,收卷卷径越来越大,给定的转矩也要相应变大,必须设置H1.24为某一参数值,H1.24为转矩控制下的卷径张力系数,修正后转矩给定量=修正前转矩给定量*(1+H1.24*(当前卷径H0.11/空卷卷径−1)),相当于此公式:张力(F)*卷径(D/2)=(1+k)转矩(T),对转矩(T)进行了修正。
补偿随着卷径增大而增大的扭矩。
卷径计算在本方案中也起决定作用,必须正确计算卷径,才能正确补偿转矩量。
有关卷径计算涉及到H0组功能码,和速度控制方案1卷径计算方式一样。
请参考查阅。
方案4:恒张力控制模式通过对变频器转矩输出控制和自动的卷径计算来保持恒定的设定张力。
在这种工作模式下,变频器不需要外加张力控制器,不需要反馈当前位置或张力的外部信号,甚至不需要安装速度反馈编码器就可以实现恒定张力控制;但在要求极高的张力控制应用中,建议安装速度反馈编码器。
说此方案之前我们先做个比较:恒转矩与恒张力。
首先设置Pd.00=1为转矩控制模式,如果设置H1.00=0时,模拟量给定值为转矩量(T),如果设置H1.00=1时,模拟量给定值为张力(F)。
前面两个方案,我们都采用模拟量给定转矩(T)控制方案,方案4我们由模拟量给定恒定张力(F)。
在方案3中我们通过设置H1.24张力系数来实现材料恒定张力的控制,模拟量给定的是转矩(T)。
方案4我们设置H1.00=1,由模拟量给定张力(F),随着卷径增大,变频器自动调节转矩变大,实现恒定张力控制。
P6.21=0048,4为张力设定,8为速度限定。
在H0组设置有关参数进行卷径计算,和方案1卷径计算方式一样,请参考查阅。
模拟量给定的是张力(F),此时设置了H1.00=1,还要设置张力设定源H1.01,若为1则为模拟量输入, H1.02为+10V模拟量对应的最大张力,H1.08材料密度必须设置准确,当设定一个材料密度后,启动系统运行,如果卷径计算不够准确,频率波动较大,也可以适当调节H1.08的数值、H1.09设置收放卷材料宽度。
设置以上数据后,可以实现生产收放卷时,恒定张力的控制。
方案4是我们做收放卷控制时的最高级调试方式,包括了收放卷行业的很多应用。
V6−T变频器基于高性能矢量控制技术和转矩控制技术,收放卷控制时:转矩控制精度高,可准确提供用户需要的张力并且对张力给定响应快,保证加工的材料粗细或厚度均匀;转矩输出能力强,在全速度范围内可持续提供额定或者定甚至最高至2.0倍额定的转矩,对收放卷盘径适应能力就强;启动平滑,无论低速还是高速运行下张力控制稳定,收放材料不会被拉细或者拉断;采用先进的转矩识别算法,可以自动补偿转动惯量、静止和滑动时的摩擦力,从而从根本上保证了线材加工时提供前后一致的张力控制特性;采用智能卷径识别,识别精度高,抗绕动能力强。
图 3三、注意事项:在做复合速度控制、恒转矩控制、恒张力控制时,要实现线速度或张力恒定,卷径计算是非常重要的,卷径计算错误,也就没法达到所需控制效果。
在默认的线速度计算卷径模式下,做卷径计算要求有前级线速度复合速度控制时,前级速度作为主给定设置P0.04=1;恒转矩控制模式下的H1.24转矩补偿制时,P6.21分别为0016,均由AI1作速度限定,AI2作转矩给定,AI3做线速度给定,还要设置P0.04=3,由AI3给定前级线速度,才能进行卷径计算。
恒张力控制时,P6.21分别为0048,由AI2确定张力给定,AI1即作为速度限定也作为线速度给定,才能进行卷径计算。
四、以上方案需要注意的功能码参数设置和模拟量通道设置。