碳酸饮料生产作业指导书
饮料生产作业指导书

饮料生产作业指导书导、质量控制指导和工艺环境卫生管理指导三. 保障生产作业过程的先进性、合理性,充分发挥设备的效力,优质、高 产、低消耗,确保生产作业过程的安全、高效率是生产作业指导的宗旨。
四. 原辅材料的供应及水、电、汽的供应、运输,劳动组织、设备的维护保 养、更新改造、技术改造等,都是为生产作业的高效、安全运行服务的。
因此,必须为保证生产作业的正常、安全运行,创造一个良好的环境和 条件。
五. 本指导书适用于永昌健源绿色食品有限责任公司、饮料生产车间及各管 理部门。
六. 本指导书由品管部提出,由总经理批准发布饮料生产作.生产作业指导, 最重要、最基础 业活动是最直 生产的产量、质 料生产作业的 生产作业指导 二.生产作业指导的流程指导、操作文件编号编?制审?核批?准分发号受控状态版本/修订业指导书 第一章总则 是企业生产活动的 的管理之一。
生产作 接关系到企业产品 量和成本。
为规范饮 操作过程,特制定本 书。
主要内容包括工艺 过程与工艺条件指I —去皮软化 , 榨汁、打浆第原料清洗 PET 瓶第三章操作过程和工艺条件一、原料前处理1原料选用成熟度高(成熟度9成以上),新鲜度好,品相新鲜果蔬。
2挑拣易帐病虫害,霉烂以及碰撞伤的不合格果,并去除混入的杂草等。
3冲洗用流动清水冲净表面泥沙。
4捞出胡萝卜捞出后,沥干水分。
二、去皮与打浆1原料去皮,软化1.1作业前准备1.1.1领用当班生产用品、用具,穿戴工作服、鞋、帽;1.1.2清理并做好车间机器障碍物及工、器具卫生;1.1.3检查预煮、破碎机、榨汁机、离心分离机等机器设备是否正常,以保证生产时运作正常;1.1.4检查连接好管道,严格执行前处理车间—CIP程序。
1.2去皮软化1.2.1沥干后的胡萝卜进行热汤去皮C的沸水中热烫10分钟,捞出后用流动水冲洗,表皮会自然脱落,然后将去皮后的原料投入夹层锅,开启蒸汽冷伐煮沸10分钟捞出1.3破碎启动破碎机,将预煮好的胡萝卜通过提升机进入破碎机内,进行破碎,底部用低位锅进行盛接。
饮料车间作业指导书
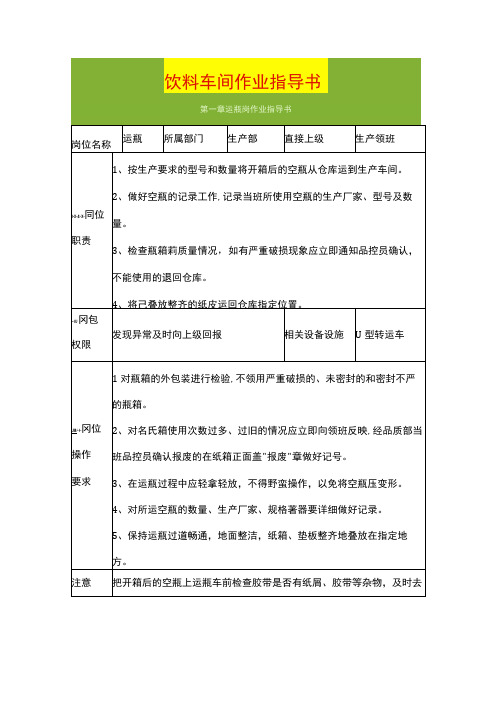
伤等是否正常,要求每小时检测一组产品的封盖扭力,及时将封盖过程中造成的刮丝冲洗干净。
2.4定时将掉落的空瓶清洗干净后返回瓶检岗位重新检验使用。
2.5在生产过程中,每小时必须记录洗瓶水压、洗瓶水冲洗效果、设备运转速度、洗瓶机、灌装机、封盖机运行情况。
2.6停机超过半小时以上必须记录停机原因、停机时间。
3、当班生产完毕后,必须彻底将洗瓶机、封盖机、灌装机及地面清洗干净,不得有空瓶、扁瓶、废瓶、废盖等留在灌装间。
4、操作人员应定期维护和保养设备,以确保正常生产。
5、操作人员在离开净化间时,应关闭空气净化系统,开启紫外灯。
6、灌装间的门窗随时保证关闭状态。
2、进入净化间时要经过风淋门、风淋1-2分钟,灌装间门窗必须随时关闭。
网位3、制止无关人员进入灌装间,进入灌装间要经过消毒池,对鞋底消毒,卫生消毒池中的消毒水每班更换一次。
要求4、灌装间要保持整洁、无任何杂物。
地面不允许有掉落的空瓶。
5、修理、调试机器或接触不干净的物品后要重新洗手、消毒。
1按照生产要求从仓库领取相应数量的瓶盖,并注意包装、型号是否符合标准要求。
2、用小刀轻轻划开箱上的胶纸,避免划伤内衬胶袋,防止纸屑等异物掉入箱内或划伤瓶盖。
3、把包装箱内胶袋向外翻转,完全套住箱口摇盖。
3.1 注意观蔡瓶盖印刷颜色是否正常,注塑是否饱满,有无肉眼可见的异物。
3.2近距离闻瓶盖气味,判断气味是否正常。
3.3如发现异常情况对,应立即通知领班和当班品控员。
4、倒盖时应轻抬轻倒,不能用力拍打纸箱,防止纸箱上的纸屑、灰尘等异物掉入盖仓。
5、定期清洗盖仓和迭盖管道,以免盖屑掉入瓶内。
6、倒盖后及时将盖仓楠7、将盖的塑料袋整理收集注意 事项1、对瓶盖的外观质量、异味、肉眼可见物进一步检查,对出现的异常岗位质进行反馈。
量要求2、保证操作不将纸屑及其它异物带入盖内。
UJ14/-1-冈包操作要求5、及时将盖印好代码的纸箱放入纸箱成型机,保持生产的连续性。
6、当生产线停机或其他原因,造成有过时代码或错误代码的纸箱时, 应使用白色不干胶将过时代码或错误代码封掉后再重新盖印正确货物UXu/-1-冈包相关设备设施。
饮料生产作业指导书(20201202110734)
实用文档饮料生产作业指导书文件编号编制审核批准分发号受控状态版本/ 修订实用文档饮料生产作业指导书第一章总则一.生产作业指导,是企业生产活动的最重要、最基础的管理之一。
生产作业活动是最直接关系到企业产品生产的产量、质量和成本。
为规范饮料生产作业的操作过程,特制定本生产作业指导书。
二.生产作业指导的主要内容包括工艺流程指导、操作过程与工艺条件指导、质量控制指导和工艺环境卫生管理指导。
三.保障生产作业过程的先进性、合理性,充分发挥设备的效力,优质、高产、低消耗,确保生产作业过程的安全、高效率是生产作业指导的宗旨。
四.原辅材料的供应及水、电、汽的供应、运输,劳动组织、设备的维护保养、更新改造、技术改造等,都是为生产作业的高效、安全运行服务的。
因此,必须为保证生产作业的正常、安全运行,创造一个良好的环境和条件。
五.本指导书适用于永昌健源绿色食品有限责任公司、饮料生产车间及各管理部门。
六.本指导书由品管部提出,由总经理批准发布。
第二章工艺流程图实用文档原料清洗去皮软化榨汁、打浆辅料配料定容管道过滤脱气均质杀菌灌装旋盖灯检倒瓶杀菌套标缩标喷码检验装箱入库排瓶消毒PET 瓶盖子第三章操作过程和工艺条件一、原料前处理1原料选用成熟度高(成熟度9 成以上),新鲜度好,品相新鲜果蔬。
2挑拣剔除病虫害,霉烂以及碰撞伤的不合格果,并去除混入的杂草等。
3冲洗用流动清水冲净表面泥沙。
4捞出胡萝卜捞出后,沥干水分。
二、去皮与打浆1原料去皮,软化1.1 作业前准备1.1.1领用当班生产用品、用具,穿戴工作服、鞋、帽;1.1.2清理并做好车间机器障碍物及工、器具卫生;1.1.3检查预煮、破碎机、榨汁机、离心分离机等机器设备是否正常,以保证生产时运作正常;1.1.4检查连接好管道,严格执行前处理车间CIP 程序。
1.2 去皮软化1.2.1沥干后的胡萝卜进行热汤去皮1.2.2 将原料投入95℃的沸水中热烫10 分钟,捞出后用流动水冲洗,表皮会自然脱落,然后将去皮后的原料投入夹层锅,开启蒸汽冷伐煮沸10 分钟捞出1.3 破碎启动破碎机,将预煮好的胡萝卜通过提升机进入破碎机内,进行破碎,底部用低位锅进行盛接。
饮料生产作业指导书
饮料生产作业指导书本指导书是针对饮料生产作业实现工艺流程和质量控制的一些建议和步骤。
旨在保证饮料的品质安全和生产效率。
一、饮料生产工艺流程1. 原料准备:将需要用到的原材料洗净、切割或研磨。
原材料要经过检验和筛选,确保质量符合要求。
2. 配料混合:按照比例将各种原材料进行混合。
3. 酸化处理:将混合物加入酸化发酵杆菌发酵,使其发酵后达到所需的酸度。
4. 加热杀菌:经过酸化发酵后的混合物加热至90度以上杀菌,避免细菌污染。
5. 瓶装:将处理后的饮料灌装至瓶子中,并用螺旋盖或其他密封方法密封。
6. 二次杀菌:将瓶子封口后再次加热到85-90度以上进行杀菌。
7. 冷却:冷却处理后的饮料至常温,以便储存和销售。
二、饮料生产质量控制1. 原材料检验:进货的原材料要经过检验,检查是否超过保质期,是否有异味、异色、虫蛀等情况,以确保原材料的质量符合要求。
2. 操作人员合格:操作人员必须经过培训并合格,确保对生产工艺流程的理解和把握,以及对操作过程的整体掌控。
3. 清洁、消毒操作:保持生产场地整洁,每次生产结束后,要彻底清洗消毒生产设备和场地,杜绝污染。
4. 生产记录:生产过程中要记录每个步骤的操作及时间,保留样品并进行品质检查。
这有助于在出现问题时进行核对和溯源。
5. 饮料瓶装和包装:瓶装和包装要符合卫生要求,保证产品安全性和外观质量。
6. 频繁检查:对生产过程、设备和产品进行频繁的检查,发现并及时处理问题。
三、饮料生产注意事项1. 应注意原材料的储存:应存放在阴凉、干燥、通风的地方,以避免受潮、霉变、变质。
同时要避免与其他有毒有害物品接触。
2. 清洁设备:在使用之前、正在使用和使用之后,应定期对设备进行清洁、消毒工作,以杜绝污染。
3. 选择优质材料:在选择包装材料时一定要选择质量优良的材料,这样可以避免材料从而影响到产品的质量。
4. 权威检测:产品的所有原料和成品都必须经过权威部门的检测,检测包括成分分析、微生物检测等。
饮料生产作业指导书
饮料生产作业指导书文件编核审准批分发号受控状态修订版本/饮料生产作业指导书总则第一章一.生产作业指导,是企业生产活动的最重要、最基础的管理之一。
生产作业活动是最直接关系到企业产品生产的产量、质量和成本。
为规范饮料生产作业的操作过程,特制定本生产作业指导书。
二.生产作业指导的主要内容包括工艺流程指导、操作过程与工艺条件指导、质量控制指导和工艺环境卫生管理指导。
三.保障生产作业过程的先进性、合理性,充分发挥设备的效力,优质、高产、低消耗,确保生产作业过程的安全、高效率是生产作业指导的宗旨。
四.原辅材料的供应及水、电、汽的供应、运输,劳动组织、设备的维护保养、更新改造、技术改造等,都是为生产作业的高效、安全运行服务的。
因此,必须为保证生产作业的正常、安全运行,创造一个良好的环境和条件。
五.本指导书适用于永昌健源绿色食品有限责任公司、饮料生产车间及各管理部门。
六.本指导书由品管部提出,由总经理批准发布。
.工艺流程图第二章气脱原料清洗质均去皮软化菌杀榨汁、打浆瓶PET排瓶装灌辅料料配盖旋子盖消毒容定灯检倒瓶杀菌管道过滤标套缩标喷码检验装箱入库操作过程和工艺条件第三章原料前处理一、原料1,新鲜度好,品相新鲜果蔬。
选用成熟度高(成熟度成以上)9挑拣2剔除病虫害,霉烂以及碰撞伤的不合格果,并去除混入的杂草等。
冲洗3用流动清水冲净表面泥沙。
捞出4胡萝卜捞出后,沥干水分。
二、去皮与打浆原料去皮,软化1作业前准备1.1领用当班生产用品、用具,穿戴工作服、鞋、帽;1.1.1清理并做好车间机器障碍物及工、器具卫生;1.1.2检查预煮、破碎机、榨汁机、离心分离机等机器设备是否正常,以保1.1.3证生产时运作正常;程序。
1.1.4检查连接好管道,严格执行前处理车间CIP去皮软化1.2沥干后的胡萝卜进行热汤去皮1.2.1分钟,捞出后用流动水冲洗,表皮会将原料投入℃的沸水中热烫101.2.295分钟捞自然脱落,然后将去皮后的原料投入夹层锅,开启蒸汽冷伐煮沸10出破碎1.3启动破碎机,将预煮好的胡萝卜通过提升机进入破碎机内,进行破碎,底部用低位锅进行盛接。
作业指导手册及检验规程

1、目的指导生产人员生产操作,使碳酸饮料生产操作规范化、标准化、程序化。
2、适用范围适用于本公司碳酸饮料的生产操作。
3、职责3.1生产车间负责碳酸饮料的生产操作,并负责进行记录。
3.2检验室负责在制品质量检查,并负责不合格品的处置4、作业过程4.1工艺流程见文件《生产工艺流程图》4.2作业流程4.2.1原料验收选用符合产品标准的各类食品用原辅料,已实行生产许可证管理的原果浆、果葡糖浆、白砂糖、食品添加剂等产品须采购有食品生产许可证(QS证书)的产品。
按《进货查验及记录规范》的规定进行验收,不合格原料严禁投入生产。
食品生产用各类原料必须使用食品级原料,农产品应新鲜良好,无萎缩、畸形、病虫及霉烂现象,不得使用来历不明的原料进行生产。
食品添加剂的使用范围和添加量应严格按照GB2760的规定。
4.2.1工艺水制取4.2.1.1每天生产前,对砂滤罐、碳滤罐进行5~10分钟“反、正”冲,直到排出之水无杂质。
4.2.1.2经砂滤、碳滤制取初滤水入水罐中备用。
4.2.1.3生产时打开初滤水罐底阀,并开启紫外线灭菌器,启水泵经5u和1u精滤和紫外线消毒器消毒以制取精滤工艺水,供生产备用。
4.2.2溶糖工序4.2.2.1根据配方要求准确称取并经复核无误之相应份量之果葡糖浆,加入350kg纯净水(属本日第一次生产时需先排出管内前一天所残存的纯净水约3~5分钟),使其完全溶解并继续加热至90±2℃,保温20分钟。
4.2.2.2保温结束后,启动泵把溶糖缸管道的糖浆回流到溶糖缸(持续3分钟)后,启动冷却水塔,并把糖浆经过5μ过滤器和板式换热器冷却至45℃±5℃,放至对应的调配缸。
4.2.3配料调配4.2.4.1调配操作员按产品配方单规定的原料品种、数量和投料顺序,在“关键质量控制点监控记录上”登记好用量,复核查对无误后,严格按工艺规程进行投料、操作,严禁将不合格的原材料投料生产。
4.2.4.2然后按原辅料加入顺序:①原糖浆②防腐剂③甜味剂④酸味剂⑤香精⑥色素,最后加水定容,分别按配方要求称取并复核无误以上原辅料,并用水溶解逐次加入已开启搅拌器之配料缸内,再停止搅拌,继续加工艺水至2000L或6000L刻度处,并继续开启搅拌器搅拌15分钟以上,然后取样进行理化检验和外观检查,符合要求即打开底阀,启泵经过滤器过滤泵入高位缸内。
饮料生产工序作业指导书
饮料生产工序作业指导书水处理工序作业指导书1.目的对水处理工序进行有效控制,确保净化水符合质量要求。
2.适用范围适用于水处理工序的水净化设备控制、管道及设备的使用、维护及清洗操作。
3.操作程序3.1开机前准备3.1.1确认机器设备清洁、完好,管路、阀门无泄漏。
3.1.2检查供水系统各阀门所处位置,保证准确无误,仪表电器等部位是否正常。
出水阀门处在排位位置。
3.1.3观察RO系统成品水箱水位,如在高水位应首先开启输送泵向生产工序送水,直至水位下降到RO设备能开机的水位。
3.2开机3.2.1做好以上开机前的准备3.2.2开启自来水总阀,把机械过滤罐及活性炭过滤器上阀门设在过滤位置,关闭相应的反冲阀。
3.2.3启动原水加压泵使RO前设备有水压0.1-0.3Mpa。
3.2.4启动RO系统开关开始制水并检测RO出水电导率<10μm/cm,合格后进入成品水箱。
3.3停机在不需要制水时,待RO系统停止工作并自动反洗结束时,关闭电源开关,关闭进水阀门。
4.控制要点4.1设备正常运行时,控制浓水流量在45L/分,压力1Mpa±0.2,纯水流量为90-100L/分,压力1.1Mpa±0.2.4.2机械过滤压力0.2Mpa±0.1,活性炭过滤压力0.2Mpa±0.1,精滤器压力0.16 Mpa±0.1。
4.3阻垢剂加药泵设定为75%。
5.卫生要求5.1每日卫生要求5.1.1随时保持水处理机附近干净、整洁,要求无其它杂物。
5.1.2每日生产结束后将工位附近及表面打扫干净,按《工序设备清洗消毒作业指导书》要求对灌装设备进行清洗消毒并记录。
5.2每周、月卫生要求5.2.1按每日卫生要求执行5.2.2每周、月将地面、墙面、地沟、盖板、设备、车间死角部位用去污粉刷洗干净,用0.2%二氧化氯溶液喷洒地面、地沟进行消毒。
6.设备主要单元工作原理6.1机械过滤器工作原理:采用石英砂填料作为制取软化水、纯水的预过滤。
作业指导书及检验规程

碳酸饮料生产作业指导书1、目的指导生产人员生产操作,使碳酸饮料生产操作规化、标准化、程序化。
2、适用围适用于本公司碳酸饮料的生产操作。
3、职责3.1生产车间负责碳酸饮料的生产操作,并负责进行记录。
3.2检验室负责在制品质量检查,并负责不合格品的处置4、作业过程4.1工艺流程见文件《生产工艺流程图》4.2作业流程4.2.1原料验收选用符合产品标准的各类食品用原辅料,已实行生产可证管理的原果浆、果葡糖浆、白砂糖、食品添加剂等产品须采购有食品生产可证(QS证书)的产品。
按《进货查验及记录规》的规定进行验收,不合格原料禁投入生产。
食品生产用各类原料必须使用食品级原料,农产品应新鲜良好,无萎缩、畸形、病虫及霉烂现象,不得使用来历不明的原料进行生产。
食品添加剂的使用围和添加量应格按照GB2760的规定。
果蔬汁饮料生产作业指导书1、目的指导生产人员生产操作,使果汁饮料生产操作规化、标准化、程序化。
2、适用围适用于本公司果汁饮料的生产操作3、职责3.1生产车间负责果汁饮料的生产操作,并负责进行记录。
3.2检验室负责在制品质量检查,并负责不合格品的处置4、作业过程4.1工艺流程见文件《生产工艺流程图》4.2作业流程4.2.1工艺水制取4.2.1.1每天生产前,对砂滤罐、碳滤罐进行5~10分钟“反、正”冲,直到排出之水无杂质。
4.2.1.2经砂滤、碳滤制取初滤水入水罐中备用。
4.2.1.3生产时打开初滤水罐底阀,并开启紫外线灭菌器,启水泵经5u和1u精滤和紫外线消毒器消毒以制取精滤工艺水,供生产备用。
4.2.2原辅材料购进验收4.2.2.1选用符合产品标准的各类食品用原辅料,已实行生产可证管理的浓缩果汁、果葡糖浆、白砂糖和食品添加剂等,必须采购有食品生产可证并经第三检验合格并有合格证的产品,按《进货查验及记录规》进行验收,不合格品禁投入生产。
4.2.2.2原辅材料按先入先出原则,并确保在保质期无变质现象才能投入生产。
碳酸饮料的 HACCP
则必须使用10%食盐水进行树脂再生,使再生后的水质硬度在规 定范围; 2.2.3 每天用水冲洗(反洗),使用前用水彻底冲洗。 2.3 过滤 2.3.1 经钠离子交换器后的软化水先经过1μm滤芯进行过滤; 2.3.2 经过1μm过滤后的软水再经0.2μm滤芯进行过滤; 2.3.3 按《碳酸饮料卫生清、消毒管理》的相应规定对过滤滤芯 进行清洗、消毒。
暖瓶
灯检、封盖检测 .1 使用前打开灯检台,检查灯光的照明亮度情况; .2 灌装、封口后的产品平稳通过灯检台,检查产品的液位、
瓶子封盖情况、瓶身质量是否符合要求; .4 保持灯检台的清洁卫生要求。 暧瓶 .1 使用前开机检查暧瓶机的工作运行情况,并检查暧瓶机温
度控制情况,可根据气候变化、产品温度等因素进行调整设 定,作好生产前的准备; .2 开机生产后检查产品从暧瓶机出来后的温度情况,并抽样 验正是否适合下一步喷码机喷印的效果要求(可通过试喷码 的方式进行验正); .3 生产后做好暧瓶机的清洁、保养工作。
5.2 按糖与水的比例在在溶糖罐中加热一定量90℃以上热水 (糖:水为2: 1),将验收合格的白砂糖按工艺需要量缓慢加 入溶糖罐中进行搅拌溶解,再进行循环溶解后将糖浆冷却至 30℃以下,溶解完毕后,经色泽等感官项目检验合格,关闭溶 糖搅拌电源,将糖液输入贮糖缸;
5.3 溶糖时所需的温度、时间按工艺或作业指导书执行,溶解 完毕后,关闭溶糖搅拌电源,将糖液输入配料罐;
二氧化碳净化处理
2.4 紫外线消毒
2.4.1 经过滤后的水质再经紫外灯照射消毒,紫外谱线在 00~4000纳米之间;
2.4.2 生产过程中应经常检查紫外灯光照亮度,若有异常应及时 停机或对紫外灯进行维护,紫外灯累计工作小时不超过500小时。
饮料生产作业指导书
饮料生产作业指导书一、引言在现代社会中,饮料已经成为人们生活中必不可少的一部分。
无论是工作还是休闲,人们都离不开饮料的陪伴。
而饮料的生产过程中,作业指导书的编写和遵循则显得尤为重要。
本文将从原料准备、生产工艺、质量控制等方面,为饮料生产过程提供一份详细的作业指导书。
二、原料准备1. 原料选择在饮料生产过程中,原料的选择至关重要。
根据不同类型的饮料,选择适合的原料是确保产品品质的关键。
例如,对于碳酸饮料,应选择优质的碳酸水和合适的调味剂;对于果汁饮料,应选择新鲜的水果,并进行适当的处理。
2. 原料储存原料的储存也是饮料生产中不可忽视的环节。
原料应储存在干燥、通风、无异味的环境中,避免受潮、霉变等情况发生。
同时,应根据不同原料的特性,采取适当的储存方式,如冷藏、密封等,以保持原料的新鲜度和品质。
三、生产工艺1. 配方制定配方制定是饮料生产的基础,直接关系到产品的口感和品质。
在制定配方时,应根据市场需求、消费者口味偏好以及原料的特性,合理搭配各种成分,以达到理想的口感和口感。
2. 生产设备饮料生产需要使用各种设备,如搅拌机、灌装机、消毒设备等。
在使用这些设备时,应严格按照操作手册进行操作,确保设备的正常运行和产品的安全卫生。
3. 生产流程饮料生产的流程一般包括原料准备、混合搅拌、杀菌消毒、灌装包装等环节。
在每个环节中,都需要按照标准操作程序进行操作,并严格控制各项参数,如温度、时间、压力等,以确保产品的质量和安全。
四、质量控制1. 原料检验在饮料生产过程中,对原料的检验是确保产品质量的重要环节。
应对原料进行外观、气味、口感等方面的检验,并进行化验分析,确保原料符合相关标准和要求。
2. 生产过程监控在生产过程中,应设置相应的监控点,对关键参数进行实时监测。
如温度、pH 值、浓度等,以确保生产过程的稳定性和一致性。
3. 产品检验生产完成后,应对产品进行全面的检验。
包括外观、口感、气味、营养成分等方面的检验,以确保产品符合相关标准和要求。
作业指导书及检验规程
碳酸饮料生产作业指导书1、目的指导生产人员生产操作,使碳酸饮料生产操作规范化、标准化、程序化。
2、适用范围适用于本公司碳酸饮料的生产操作。
3、职责3.1生产车间负责碳酸饮料的生产操作,并负责进行记录。
3.2检验室负责在制品质量检查,并负责不合格品的处置4、作业过程4.1工艺流程见文件《生产工艺流程图》4.2作业流程4.2.1原料验收选用符合产品标准的各类食品用原辅料,已实行生产许可证管理的原果浆、果葡糖浆、白砂糖、食品添加剂等产品须采购有食品生产许可证(QS证书)的产品。
按《进货查验及记录规范》的规定进行验收,不合格原料严禁投入生产。
食品生产用各类原料必须使用食品级原料,农产品应新鲜良好,无萎缩、畸形、病虫及霉烂现象,不得使用来历不明的原料进行生产。
食品添加剂的使用范围和添加量应严格按照GB2760的规定。
4.2.1工艺水制取4.2.1.1每天生产前,对砂滤罐、碳滤罐进行5~10分钟“反、正”冲,直到排出之水无杂质。
4.2.1.2经砂滤、碳滤制取初滤水入水罐中备用。
4.2.1.3生产时打开初滤水罐底阀,并开启紫外线灭菌器,启水泵经5u和1u精滤和紫外线消毒器消毒以制取精滤工艺水,供生产备用。
4.2.2溶糖工序4.2.2.1根据配方要求准确称取并经复核无误之相应份量之果葡糖浆,加入350kg纯净水(属本日第一次生产时需先排出管内前一天所残存的纯净水约3~5分钟),使其完全溶解并继续加热至90±2℃,保温20分钟。
4.2.2.2保温结束后,启动泵把溶糖缸管道的糖浆回流到溶糖缸(持续3分钟)后,启动冷却水塔,并把糖浆经过5μ过滤器和板式换热器冷却至45℃±5℃,放至对应的调配缸。
4.2.3 配料调配4.2.4.1调配操作员按产品配方单规定的原料品种、数量和投料顺序,在“关键质量控制点监控记录上”登记好用量,复核查对无误后,严格按工艺规程进行投料、操作,严禁将不合格的原材料投料生产。
瓶装饮料作业指导书
瓶装饮料作业指导书
一.生产作业指导,是瓶装饮料企业生产活动的最重要、最基础的管理之一。
生产作业活动是最直接关系到企业产品生产的产量、质量和成本。
为规范饮料生产作业的操作过程,特制定本生产作业指导书。
二.生产作业指导的主要内容包括瓶装饮料工艺流程指导、操作过程与工艺条件指导、质量控制指导和工艺环境卫生管理指导。
三.保障瓶装饮料生产作业过程的先进性、合理性,充分发挥设备的效力,优质、高产、低消耗,确保生产作业过程的安全、高效率是生产作业指导的宗旨。
四.原辅材料的供应及水、电、汽的供应、运输,劳动组织、设备的维护保养、更新改造、技术改造等,都是为生产作业的高效、安全运行服务的。
因此,必须为保证生产作业的正常、安全运行,创造一个良好的环境和条件。
五.本指导书适用于永昌健源绿色食品有限责任公司、饮料生产车间及各管理部门。
六.本指导书由品管部提出,由总经理批准发布。
饮料生产作业指导书
饮料生产作业指导书 This manuscript was revised by the office on December 22, 2012饮料生产作业指导书饮料生产作业指导书第一章 总则一.生产作业指导,是企业生产活动的最重要、最基础的管理之一。
生产作业活动是最直接关系到企业产品生产的产量、质量和成本。
为规范饮料生产作业的操作过程,特制定本生产作业指导书。
二.生产作业指导的主要内容包括工艺流程指导、操作过程与工艺条件指导、质量控制指导和工艺环境卫生管理指导。
三.保障生产作业过程的先进性、合理性,充分发挥设备的效力,优质、高产、低消耗,确保生产作业过程的安全、高效率是生产作业指导的宗旨。
四.原辅材料的供应及水、电、汽的供应、运输,劳动组织、设备的维护保养、更新改造、技术改造等,都是为生产作业的高效、安全运行服务的。
因此,必须为保证生产作业的正常、安全运行,创造一个良好的环境和条件。
五.本指导书适用于永昌健源绿色食品有限责任公司、饮料生产车间及各管理部门。
六.本指导书由品管部提出,由总经理批准发布。
第二章 工艺流程图第三章 操作过程和工艺条件一、原料前处理 1 原料选用成熟度高(成熟度9成以上),新鲜度好,品相新鲜果蔬。
2 挑拣剔除病虫害,霉烂以及碰撞伤的不合格果,并去除混入的杂草等。
3 冲洗用流动清水冲净表面泥沙。
4 捞出胡萝卜捞出后,沥干水分。
二、去皮与打浆1 原料去皮,软化 1.1 作业前准备1.1.1 领用当班生产用品、用具,穿戴工作服、鞋、帽; 1.1.2 清理并做好车间机器障碍物及工、器具卫生;1.1.3 检查预煮、破碎机、榨汁机、离心分离机等机器设备是否正常,以保证生产时运作正常;1.1.4 检查连接好管道,严格执行前处理车间CIP 程序。
1.2 去皮软化1.2.1 沥干后的胡萝卜进行热汤去皮℃的沸水中热烫10分钟,捞出后用流动水冲洗,表皮会自然脱落,然后将去皮后的原料投入夹层锅,开启蒸汽冷伐煮沸10分钟捞出 1.3 破碎启动破碎机,将预煮好的胡萝卜通过提升机进入破碎机内,进行破碎,底部用低位锅进行盛接。
19碳酸饮料审核作业指导书
Q 中饮标(北京)安全饮品认证中心碳酸饮料审核作业指导书CSBC-ZDS-S-19 D/12006年03月30日发布 2011年01月15日修改实施中饮标(北京)安全饮品认证中心发布中饮标(北京)安全饮品认证中心标准碳酸饮料生产审核作业指导书CSBC-ZDS-S-19 D/11、目的为了帮助审核人员在审核碳酸饮料安全生产过程中更好的掌握审核要点,特编制此文件供认证审核人员参考。
2、适用范围本审核作业指导书适用于碳酸饮料生产安全饮品认证审核指导。
3、碳酸饮料定义3.1碳酸饮料。
用纯净的饮用水通过添加甜味剂、酸味剂、香精、香料、食品添加剂、营养素、具有保健功能的食品提取液、具有有益于运动的营养强化剂等调和配制而形成的充汽或不充汽的饮料。
4、碳酸饮料分类4.1果味饮料(碳酸饮料);指原果汁含量不低于 2.5%的碳酸饮料,如桔汁水、菠萝水等。
(070101)4.2碳酸饮料(含汽饮料);指以食用香精为赋香剂,原果汁含量低于2.5%的碳酸饮料,如桔子汽水、柠檬汽水等。
(050101)4.3 运动饮料;含多种维生素的饮料。
如震撼、劲跑等。
(0801)4.4 营养素饮料;含多种营养素的饮料。
如氨基酸饮料、葡萄糖饮料。
(0802)4.5 保健(功能)饮料;含多种保健功能药品的饮料。
如维他水、红牛(0803)4.6可乐型;含有可乐、雪碧、香精并以焦糖色或其他类似辛香的果香混合香气的碳酸饮料。
4.7其他型;以上六种类型以外的碳酸饮料。
如苏打水、盐汽水等。
碳酸饮料。
用碳酸叶的水提取液或其浓缩液、速溶碳酸粉为原料经过滤、澄清等工艺制成的碳酸汤,可在碳酸汤中加入果汁、乳和乳制品等调配加工制成的饮料。
5. 引用标准下列标准所包含的条文,通过在指导书引用而构成为本指导书的条文。
本指导书出版时,所示版本均为有效。
所有标准都会被修订,使用本指导书的各方应探讨使用下列标准最新版本的可能性。
GB19 包装储运图示标志GB2759.2 碳酸饮料卫生标准GB2760 食品安全国家标准食品添加剂使用卫生标准GB5749 生活饮用水卫生标准GB7718 食品安全国家标准预包装食品标签通则GB10789 饮料通则GB10790 软饮料的检验规则GB10791 软饮料原辅材料的要求GB/T10792 碳酸饮料(汽水)GB12695 饮料企业良好生产规范GB13432 特殊营养食品标签。
【精品文档】饮料配料作业指导书-word范文 (11页)
本文部分内容来自网络整理,本司不为其真实性负责,如有异议或侵权请及时联系,本司将立即删除!== 本文为word格式,下载后可方便编辑和修改! ==饮料配料作业指导书篇一:饮料生产作业指导书饮料生产作业指导书饮料生产作业指导书第一章总则一.生产作业指导,是企业生产活动的最重要、最基础的管理之一。
生产作业活动是最直接关系到企业产品生产的产量、质量和成本。
为规范饮料生产作业的操作过程,特制定本生产作业指导书。
二.生产作业指导的主要内容包括工艺流程指导、操作过程与工艺条件指导、质量控制指导和工艺环境卫生管理指导。
三.保障生产作业过程的先进性、合理性,充分发挥设备的效力,优质、高产、低消耗,确保生产作业过程的安全、高效率是生产作业指导的宗旨。
四.原辅材料的供应及水、电、汽的供应、运输,劳动组织、设备的维护保养、更新改造、技术改造等,都是为生产作业的高效、安全运行服务的。
因此,必须为保证生产作业的正常、安全运行,创造一个良好的环境和条件。
五.本指导书适用于永昌健源绿色食品有限责任公司、饮料生产车间及各管理部门。
六.本指导书由品管部提出,由总经理批准发布。
第二章工艺流程图第三章操作过程和工艺条件一、原料前处理 1 原料选用成熟度高(成熟度9成以上),新鲜度好,品相新鲜果蔬。
2 挑拣剔除病虫害,霉烂以及碰撞伤的不合格果,并去除混入的杂草等。
3 冲洗用流动清水冲净表面泥沙。
4 捞出胡萝卜捞出后,沥干水分。
二、去皮与打浆1 原料去皮,软化 1.1 作业前准备1.1.1 领用当班生产用品、用具,穿戴工作服、鞋、帽; 1.1.2 清理并做好车间机器障碍物及工、器具卫生;1.1.3 检查预煮、破碎机、榨汁机、离心分离机等机器设备是否正常,以保证生产时运作正常;1.1.4 1.2 去皮软化1.2.1 沥干后的胡萝卜进行热汤去皮1.2.2将原料投入95℃的沸水中热烫10分钟,捞出后用流动水冲洗,表皮会自然脱落,然后将去皮后的原料投入夹层锅,开启蒸汽冷伐煮沸10分钟捞出 1.3 破碎启动破碎机,将预煮好的胡萝卜通过提升机进入破碎机内,进行破碎,底部用低位锅进行盛接。
饮料生产工序作业指导书

水处理工序作业指导书1.目的对水处理工序进行有效控制,确保净化水符合质量要求。
2.适用范围适用于水处理工序的水净化设备控制、管道及设备的使用、维护及清洗操作。
3.操作程序3.1开机前准备3.1.1确认机器设备清洁、完好,管路、阀门无泄漏。
3.1.2检查供水系统各阀门所处位置,保证准确无误,仪表电器等部位是否正常。
出水阀门处在排位位置。
3.1.3观察RO系统成品水箱水位,如在高水位应首先开启输送泵向生产工序送水,直至水位下降到RO设备能开机的水位。
3.2开机3.2.1做好以上开机前的准备3.2.2开启自来水总阀,把机械过滤罐及活性炭过滤器上阀门设在过滤位置,关闭相应的反冲阀。
3.2.3启动原水加压泵使RO前设备有水压0.1-0.3Mpa。
3.2.4启动RO系统开关开始制水并检测RO出水电导率<10μm/cm,合格后进入成品水箱。
3.3停机在不需要制水时,待RO系统停止工作并自动反洗结束时,关闭电源开关,关闭进水阀门。
4.控制要点4.1设备正常运行时,控制浓水流量在45L/分,压力1Mpa±0.2,纯水流量为90-100L/分,压力1.1Mpa±0.2.4.2机械过滤压力0.2Mpa±0.1,活性炭过滤压力0.2Mpa±0.1,精滤器压力0.16 Mpa±0.1。
4.3阻垢剂加药泵设定为75%。
5.卫生要求5.1每日卫生要求5.1.1随时保持水处理机附近干净、整洁,要求无其它杂物。
5.1.2每日生产结束后将工位附近及表面打扫干净,按《工序设备清洗消毒作业指导书》要求对灌装设备进行清洗消毒并记录。
5.2每周、月卫生要求5.2.1按每日卫生要求执行5.2.2每周、月将地面、墙面、地沟、盖板、设备、车间死角部位用去污粉刷洗干净,用0.2%二氧化氯溶液喷洒地面、地沟进行消毒。
6.设备主要单元工作原理6.1机械过滤器工作原理:采用石英砂填料作为制取软化水、纯水的预过滤。
碳酸饮料生产作业指导书

碳酸饮料生产作业指导书(ISO9001-2015/GMP)1、目的指导生产人员生产操作,使碳酸饮料生产操作规范化、标准化、程序化。
2、适用范围适用于本公司碳酸饮料的生产操作。
3、职责3.1生产车间负责碳酸饮料的生产操作,并负责进行记录。
3.2检验室负责在制品质量检查,并负责不合格品的处置4、作业过程4.1工艺流程碳酸饮料生产工艺流程图深井水水处理*调配白砂糖其它辅料精密过滤定容制冷标注*号的为关键控制点。
1、调配:按工艺配方称量,见配料表;2、混合:0.5Mpa3、灌装压力:0.4-0.5Mpa 温度13±2℃;4、灯检:无肉眼可见杂质。
主要设备及参数设备名称规格型号 主要技术参数 配料罐2T 按工艺配方称量,见配料表; 风冷混比机DBS75 0.5Mpa 玻璃瓶灌装压盖机 BG2406 0.4-0.5Mpa 温度13±2℃4.2作业流程4.2.1原料验收选用符合产品标准的各类食品用原辅料,已实行生产许可证管理的原果浆、果葡糖浆、白砂糖、食品添加剂等产品须采购有食品生产许可证(QS 证书)的产品。
按《进货查验及记录规范》的规定进行验收,不合格原料严禁投入生产。
食品生产用各类原料必须使用食品级原料,农产品应新鲜良好,无萎缩、畸形、病虫及霉烂现象,不得使用来历不明的原料进行生产。
食品添加剂的使用范围和添加量应严格按照GB2760的规定。
4.2.1工艺水制取4.2.1.1每天生产前,对砂滤罐、碳滤罐进行5~10分钟“反、正”冲,直到排出之水无杂质。
*灯检*混合机 *灌装封口 喷码 包装入库二氧化碳净化瓶和盖消毒4.2.1.2经砂滤、碳滤制取初滤水入水罐中备用。
4.2.1.3生产时打开初滤水罐底阀,并开启紫外线灭菌器,启水泵经5u和1u 精滤和紫外线消毒器消毒以制取精滤工艺水,供生产备用。
4.2.2溶糖工序4.2.2.1根据配方要求准确称取并经复核无误之相应份量之果葡糖浆,加入350kg纯净水(属本日第一次生产时需先排出管内前一天所残存的纯净水约3~5分钟),使其完全溶解并继续加热至90±2℃,保温20分钟。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
碳酸饮料生产作业指导书
(ISO9001-2015/GMP)
1、目的
指导生产人员生产操作,使碳酸饮料生产操作规范化、标准化、程序化。
2、适用范围
适用于本公司碳酸饮料的生产操作。
3、职责
3.1生产车间负责碳酸饮料的生产操作,并负责进行记录。
3.2检验室负责在制品质量检查,并负责不合格品的处置
4、作业过程
4.1工艺流程
碳酸饮料生产工艺流程图
深井水
水处理
*调配
白砂糖其它辅料
精密过滤
定容
制冷
标注*号的为关键控制点。
1、调配:按工艺配方称量,见配料表;
2、混合:0.5Mpa
3、灌装压力:0.4-0.5Mpa 温度13±2℃;
4、灯检:无肉眼可见杂质。
主要设备及参数 设备名称 规格型号
主要技术参数
配料罐 2T 按工艺配方称量,见配料表; 风冷混比机 DBS75 0.5Mpa
玻璃瓶灌装压盖机
BG2406
0.4-0.5Mpa 温度13±2℃
4.2作业流程 4.2.1原料验收
选用符合产品标准的各类食品用原辅料,已实行生产许可证管理的原果浆、果葡糖浆、白砂糖、食品添加剂等产品须采购有食品生产许可证(QS 证书)的产品。
按《进货查验及记录规范》的规定进行验收,不合格原料严禁投入生产。
食品生产用各类原料必须使用食品级原料,农产品应新鲜良好,无萎缩、畸形、病虫及霉烂现象,不得使用来历不明的原料进行生产。
食品添加剂的使用范围和添加量应严格按照GB2760的规定。
4.2.1工艺水制取
4.2.1.1每天生产前,对砂滤罐、碳滤罐进行5~10分钟“反、正”冲,直到排出之水无杂质。
*灯检
*混合机
*灌装封口 喷码
包装入库
二氧化碳净化
瓶和盖消毒
4.2.1.2经砂滤、碳滤制取初滤水入水罐中备用。
4.2.1.3生产时打开初滤水罐底阀,并开启紫外线灭菌器,启水泵经5u和1u 精滤和紫外线消毒器消毒以制取精滤工艺水,供生产备用。
4.2.2溶糖工序
4.2.2.1根据配方要求准确称取并经复核无误之相应份量之果葡糖浆,加入350kg纯净水(属本日第一次生产时需先排出管内前一天所残存的纯净水约3~5分钟),使其完全溶解并继续加热至90±2℃,保温20分钟。
4.2.2.2保温结束后,启动泵把溶糖缸管道的糖浆回流到溶糖缸(持续3分钟)后,启动冷却水塔,并把糖浆经过5μ过滤器和板式换热器冷却至45℃±5℃,放至对应的调配缸。
4.2.3配料调配
4.2.4.1调配操作员按产品配方单规定的原料品种、数量和投料顺序,在“关键质量控制点监控记录上”登记好用量,复核查对无误后,严格按工艺规程进行投料、操作,严禁将不合格的原材料投料生产。
4.2.4.2然后按原辅料加入顺序:①原糖浆②防腐剂③甜味剂④酸味剂⑤香精
⑥色素,最后加水定容,分别按配方要求称取并复核无误以上原辅料,并用水溶解逐次加入已开启搅拌器之配料缸内,再停止搅拌,继续加工艺水至2000L 或6000L刻度处,并继续开启搅拌器搅拌15分钟以上,然后取样进行理化检验和外观检查,符合要求即打开底阀,启泵经过滤器过滤泵入高位缸内。
4.2.4汽水混合碳酸化。