注塑成型工艺培训教程90页PPT
合集下载
《注塑成型培训教材》课件

翘曲
总结词
翘曲是指塑料制品在冷却过程中,由于各部 位冷却速率不均或收缩率差异,导致产品发 生弯曲或扭曲的现象。
详细描述
翘曲会影响塑料制品的外观质量和尺寸精度 ,甚至导致装配困难。翘曲的原因可能包括 模具温度分布不均、塑料收缩率不一致或注 射工艺参数设置不当。解决方案包括优化模 具温度分布、选择收缩率相近的塑料材料或 调整注射工艺参数。
模具温度
控制模具的温度,影响塑 料的冷却和固化过程,对 产品质量和生产效率有重 要影响。
加热和冷却系统
设计和维护加热和冷却系 统,确保温度控制的准确 性和稳定性。
压力控制
注射压力
在注射过程中,控制塑料 进入模具时的压力,确保 塑料能够均匀地填充模具 。
保压压力
在塑料填充模具后,通过 施加保压压力,减少塑料 收缩和内部应力,提高产 品质量。
总结词
欠注是指塑料熔体在模具型腔内流动不充分,导致产品局部出现未被塑料填充的区域。
详细描述
欠注通常发生在模具浇口处或模具型腔的深腔处,导致产品出现缺料、不完整或明显的凹陷。可能的原因包括注 射量不足、注射压力低、注射速度慢或模具温度过高。解决方案包括增加注射量、提高注射压力、加快注射速度 和降低模具温度。
同时,注塑成型也存在一些缺点,如模具 成本高、生产周期长、废料处理困难等。
在实际生产中,需要根据制品的具体要求 和生产条件选择合适的成型工艺。
02
注塑成型设备
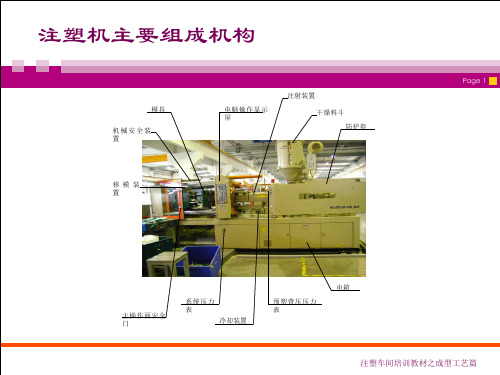
注塑机简介
注塑机定义
注塑机是一种塑料加工成 型设备,通过高温熔融塑 料,注入模具并冷却固化 ,形成所需形状的塑料制
品。
注塑机发展历程
简述注塑机从最早的手动 压塑机到现在的自动化、 智能化注塑机的发展过程
注塑工艺培训资料PPT课件

• 可能发生熔融开裂,易产生应力集中(内应力)应严 格控制成形条件,塑件宜退火处理,消除内应力.
• 熔融温度高,粘度高,对于大于200克的塑件应用螺 杆式注射机成形,并喷咀应加热,喷咀应用开敞式 延伸喷咀.
第4页/共183页
• 由于粘度高,对剪切件用不敏感,冷却速度快,模绕注系统 应以粗,短为原理,并宜设注料穴,进料口宜取直接进料口, 圆片或扇形等截面较大的进料口,但应防止内应力增大,进 料口附近残余应力,必要时可采用调节式进料口,模具宜加 热,模温一般70-120℃为宜.应注意预出均匀,模具应用耐 磨钢,并淬火.
第18页/共183页
聚对苯二甲酸丁二醇酯 (PBT)性能
表
项目
单位
数值
密度
g/cm3
1.31~1.55
拉伸强度
MPa
56
拉伸模量
MPa
2200
弯曲强度
MPa
87
冲击强度(缺口)
kJ/m2
4
最高连续使用温度
℃
120~140
热变形温度(1.85MPa)
℃
58
熔融温度
℃
224~230
第19页/共183页
小的厚壁塑件宜取高。
• 成形条件对塑件成形收缩,缩孔、凹痕影响较大,料 筒温度按塑料品种,塑件形状及注射机类型而造。柱 塞式注射机宜取高,但一般不宜超过300℃,受热时 间不宜超过30分钟,料温高则收缩大,易出飞边,注 射压力按注射机类型,料温,塑件形状尺寸,模具, 注系统而造,注射压力高易出飞边,收缩小方向性强, 注射压力低易发生凹痕、波纹。成形周期按塑件壁厚 而造,厚则取长,薄则取短,注射时间及高压时间对 塑件收缩,凹痕、变形、缩水影响较大,为了减少收 缩,凹痕、缩水,一般宜取模温低,料温低,树脂粘 度小,注射高压及冷却时间长,注射压力高的成形条
• 熔融温度高,粘度高,对于大于200克的塑件应用螺 杆式注射机成形,并喷咀应加热,喷咀应用开敞式 延伸喷咀.
第4页/共183页
• 由于粘度高,对剪切件用不敏感,冷却速度快,模绕注系统 应以粗,短为原理,并宜设注料穴,进料口宜取直接进料口, 圆片或扇形等截面较大的进料口,但应防止内应力增大,进 料口附近残余应力,必要时可采用调节式进料口,模具宜加 热,模温一般70-120℃为宜.应注意预出均匀,模具应用耐 磨钢,并淬火.
第18页/共183页
聚对苯二甲酸丁二醇酯 (PBT)性能
表
项目
单位
数值
密度
g/cm3
1.31~1.55
拉伸强度
MPa
56
拉伸模量
MPa
2200
弯曲强度
MPa
87
冲击强度(缺口)
kJ/m2
4
最高连续使用温度
℃
120~140
热变形温度(1.85MPa)
℃
58
熔融温度
℃
224~230
第19页/共183页
小的厚壁塑件宜取高。
• 成形条件对塑件成形收缩,缩孔、凹痕影响较大,料 筒温度按塑料品种,塑件形状及注射机类型而造。柱 塞式注射机宜取高,但一般不宜超过300℃,受热时 间不宜超过30分钟,料温高则收缩大,易出飞边,注 射压力按注射机类型,料温,塑件形状尺寸,模具, 注系统而造,注射压力高易出飞边,收缩小方向性强, 注射压力低易发生凹痕、波纹。成形周期按塑件壁厚 而造,厚则取长,薄则取短,注射时间及高压时间对 塑件收缩,凹痕、变形、缩水影响较大,为了减少收 缩,凹痕、缩水,一般宜取模温低,料温低,树脂粘 度小,注射高压及冷却时间长,注射压力高的成形条
注塑成型注塑成型工艺培训课件
( Mpa )
最
成型區間
大
射
出
壓
力
注塑機 最大注塑壓力
最佳注塑速度區間 Fill time( sec )
Ⅲ. 注塑成型條件
■ 流動 理論
4 -1. 最佳注塑速度
最佳的注塑速度是,在給出的條件下使注塑壓力最小化. 根據型腔的厚度注塑速度也應不同.薄的比厚的有效流動 斷面較小,所以要增加注塑速度 提高全段變形率,增加摩擦變形力,才能使流動溫度穩定,使注塑壓力減小.
流動前端
Injection Pressure
壓力加強量 (30~50%)
料把
流道
GATE
Flow Length
成型內壓
CAVITY
Ⅲ. 注塑成型條件
■ 流動 理論
4. 注塑速度 (Fill time)
對於 注塑速度的 注塑壓力 呈現U弧度. 注塑速度慢的話,比起發生熱 熱損失更大, 流動溫度下降,粘度增加, 固 化層 厚度增大,所以流動阻力大,注塑壓力增大.
⑤ Ejector - 注塑後,從模具突出成型品的裝置
⑥ 安全門 - 考慮作業者的安全和防止受傷,和注塑機的動作進行設定Inter Lock : 後門一般是作業者的死角,通常和Power連接進行Open時Power Off
Ⅱ. 注塑成型機
<形體(鎖模)裝置的種類>
- 一般直壓式和Toggle式最為代表, 也有移送用Toggle,最終形體力用 直壓式的複合式,還有最近開發的2Plate工法的DIMA式。
樹脂種類
成型法
熱加塑性 (Thermo Plastics)
- 壓出成型 (Extrusion) - 壓縮成型 (Compression Molding) - 真空成型 (Vacuum/Thermo Foaming) - 中空成型 (Blow Molding) - 注塑發泡 (Injection Thermo Foaming) - Gas注塑 (Gas Assist Injection) - ICM (Injection Compression Molding)
注塑成型工艺培训教材课件
多级注射成形技术,不应利用调整注射压力来改变所需的注射速度,所以在确定注射压力时稍高一点,从而依改变速度的方法来调节,能较好的较快调节好成型制品。
注射压力、速度位置和时间的调节原则:
一般按制品成型几何形状进行分段调节,末段注射速度不宜过快, 否则易产生飞边。 当模具型腔射满料后,这时浇口和制品厚壁处的熔融塑料还没有完 全冻结,如不保压,模具型腔失压,没冻结的塑料从模具型腔通过 浇口反流回喷嘴,造成制品缩水。
常用塑料成型温度
塑料性能
单位
塑料名称
PP
ABS
PA66
PA6
PC
POM
成型温度
℃
190~230
170~220
230~260
220~250
250~285
170~190
模具温度
℃
70---90
50---80
40~60
40~60
100~120
90~110
高速注射优点:
①缩短注射时间; ②增大流动距离; ③提高制品表面光洁度; ④提高熔接痕的强度; ⑤防止产生冷却变形。
模温参数的设定方向:
在工艺和品质允许的条件下,模温尽量选用低模温,因为模温低 可以缩短冷却时间、可以维护顶针、滑块的正常润滑减少顶针、 滑块的损坏机率,顶针、滑块内的润滑油不会融解,从而可以减 少产品油污出现的机率。
模温参数的设定方向:
具体的设定技巧: 模具温度设定一般都不能高于树脂的热变形温 度,使用模温机的目的主要是确保模具恒温,对模具温度敏感的产 品,如果利用常温冷却水,白天、晚上和不同的季节都会导致产品 品质的变异,如玻纤树脂等;模具冷却水的连接最好使并联,这样 可以提高冷却效果;需要高模温的树脂,我们可以将树脂的温度设 定到上限,同时顶针、滑块的润滑脂必须是耐高温的;有的产品需 要用冰水冷却模具,在设定温度时要考虑室温,不能相差太远,模 温过低会导致模具表面凝聚水珠;由于动模有很多顶针、滑块,一 般我们会将定模温设定高些,而动模温设定低些,以便保护模具。
注射压力、速度位置和时间的调节原则:
一般按制品成型几何形状进行分段调节,末段注射速度不宜过快, 否则易产生飞边。 当模具型腔射满料后,这时浇口和制品厚壁处的熔融塑料还没有完 全冻结,如不保压,模具型腔失压,没冻结的塑料从模具型腔通过 浇口反流回喷嘴,造成制品缩水。
常用塑料成型温度
塑料性能
单位
塑料名称
PP
ABS
PA66
PA6
PC
POM
成型温度
℃
190~230
170~220
230~260
220~250
250~285
170~190
模具温度
℃
70---90
50---80
40~60
40~60
100~120
90~110
高速注射优点:
①缩短注射时间; ②增大流动距离; ③提高制品表面光洁度; ④提高熔接痕的强度; ⑤防止产生冷却变形。
模温参数的设定方向:
在工艺和品质允许的条件下,模温尽量选用低模温,因为模温低 可以缩短冷却时间、可以维护顶针、滑块的正常润滑减少顶针、 滑块的损坏机率,顶针、滑块内的润滑油不会融解,从而可以减 少产品油污出现的机率。
模温参数的设定方向:
具体的设定技巧: 模具温度设定一般都不能高于树脂的热变形温 度,使用模温机的目的主要是确保模具恒温,对模具温度敏感的产 品,如果利用常温冷却水,白天、晚上和不同的季节都会导致产品 品质的变异,如玻纤树脂等;模具冷却水的连接最好使并联,这样 可以提高冷却效果;需要高模温的树脂,我们可以将树脂的温度设 定到上限,同时顶针、滑块的润滑脂必须是耐高温的;有的产品需 要用冰水冷却模具,在设定温度时要考虑室温,不能相差太远,模 温过低会导致模具表面凝聚水珠;由于动模有很多顶针、滑块,一 般我们会将定模温设定高些,而动模温设定低些,以便保护模具。
注塑成型工艺培训PPT课件

THANKS FOR WATCHING
感谢您的观看
确保原料干燥、无杂质。
加入料筒
将塑料加入料筒,并确保填充均匀。
塑料加热融化
加热料筒
使塑料在料筒内加热至熔点。
控制温度
保持温度稳定,避免过热或不足。
模具闭合与注射
模具闭合
确保模具紧密闭合,防止塑料溢出。
注射塑料
在高压下将融化的塑料注入模具型腔。
压力保持与冷却
压力保持
保持注射压力,使塑料充分填充型腔。
模具
用于形成塑料制品 的形状和尺寸。
注塑机的分类
立式注塑机
塑料原料从模具上方注 入,适合小型制品的生
产。
卧式注塑机
塑料原料从模具侧面注 入,适合大型制品的生
产。
全自动注塑机
配备机械手和自动化控 制系统,实现塑料制品
的连续生产。
多色注塑机
可以同时注入多种颜色 的塑料原料,适合生产
多色制品。
注塑机的维护与保养
在电子行业中,注塑成型工艺用于制造 各种塑料电子元件和部件,如连接器、 插头、插座等。
02 注塑成型设备
注塑机的结构
射嘴
连接射台和模具, 是塑料熔体的入口。
料筒
储存塑料原料,并 对其进行加热和熔 化。
射台
用于安装和固定模 具,并将塑料熔体 注入模具型腔。
螺杆
旋转时将塑料原料 推向射嘴,并将其 熔化。
制品表面出现银纹或光泽不良
总结词
制品表面出现银纹或光泽不良是由于塑料在熔融流动过程中发生降解或氧化,或者由于 模具温度过高所导致。
详细描述
制品表面出现银纹可能是由于塑料在高温下长时间受热发生降解,导致表面出现银色的 条纹;光泽不良可能是由于模具温度过高,导致塑料表面烧焦或产生其他颜色。
注塑成型工艺及其结构培训课件(共 104张PPT)
第三章 塑料成型工艺及成型制品结构工艺性
2019年2月3日
3.1塑料注射模塑工艺
四、注射成型工艺条件
3.成型时间
问题 学习目标 注塑模塑原理 注射设备 注射模塑工艺 模塑工艺条件 课后作业 返回首页
成型周期或总周期 —— 完成一次注射模塑过程
所需的时间。 注射时间
保压时间
充模时间
成型周期
闭模冷却时间
充模
冷却 固化
塑件
第三章 塑料成型工艺及成型制品结构工艺性
2019年2月3日
3.1塑料注射模塑工艺
二、注射成型设备
1.注射机的主要作用
问题 学习目标 注塑模塑原理 注射设备 注射模塑工艺 模塑工艺条件 课后作业 返回首页
加热熔融塑料,达粘流态
在一定压力和速度下将塑料注入型腔
注射结束,进行保压与补缩
②喷嘴温度:
略低于料筒最高温度:防止熔料在喷嘴处产生“流涎” 现象;但温度也不能太低,否则易堵塞喷嘴。
③模具温度:
温度过高 —— 成型周期长,脱模后翘曲变形,影响尺寸精度;
温度太低 —— 产生较大内应力,开裂,表面质量下降。
第三章 塑料成型工艺及成型制品结构工艺性
2019年2月3日
3.1塑料注射模塑工艺
相变温度10~20℃。
调湿: 将刚从模具中脱出的塑件放在热水中(100~ 120℃),隔绝空气,进行防氧化处理,达到吸湿 平衡。调湿后缓冷至室温。
第三章 塑料成型工艺及成型制品结构工艺性
2019年2月3日
3.1塑料注射模塑工艺
四、注射成型工艺条件
问题 学习目标 注塑模塑原理 注射设备 注射模塑工艺 模塑工艺条件 课后作业 返回首页
机械式压机:螺旋式压力机 按传动方式分 液压机:水压机和油压机
注塑工艺技术培训教材ppt课件
11
注意! 在手动状态下,进行合模(但不要进入高压锁模),并将注射座、螺杆退回停止位置。
关泵马达,关注塑机的总电源。
12
第二章、注塑机标准操作规程
•
注塑机的介绍
•
安全操作规程
•
消防安全管理
•
模具的自检和维护
•
设备自检与保养
13
一、注塑机的介绍
14
显示器
数据调整区
控制区 紧急停止按 钮
15
16
4
6.根据模具的设计参数,设置好顶针行程.(顶针行程小于模具顶板顶出行程)以便在后调整模 具厚度时不致使模具受到损坏.
7.准备好模具压板、压板垫块、压紧螺栓、螺母、平垫圈、弹簧垫圈、扳手、管件等。 装模步骤: 注意! 装模全部需要手工进行,下面所有的机械操作应在手动或调模状态下进行,手工操作(非机 械操作)前应关闭油泵电动机,以确保操作人员的安全。
3
3.测量模具的浇口唧嘴R位大小与本机注射座喷嘴是否能良好相配。 4.测量模具顶出板的尺寸,检查模具顶棍孔位置大小及数量,与机器是否合适。 5.根据模具的实际厚度,用手动调模方式粗调模具厚度,然后根据开模后制品顺利脱落下所需要
的空间距离,设置开模间距。松开移动模板上的机械保险杆的螺母,通过其中一个螺母旋退\一 个旋进,使保险杆左右移动,调整到开模位置时,一打开防护门,装在固定模板顶部的机械保险挡 板会自动掉下,而且保险杆右端的撞头刚好靠近保险挡板.然后锁紧保险杆螺母。
24
四、模具的使用与维护 模具结构(如下图示):
底板 推板
动模板 滑块
斜导柱
定模板
拖料板
模脚
顶杆 固定板 型芯 冷却水嘴 导柱 料头 拉杆
浇口套
注意! 在手动状态下,进行合模(但不要进入高压锁模),并将注射座、螺杆退回停止位置。
关泵马达,关注塑机的总电源。
12
第二章、注塑机标准操作规程
•
注塑机的介绍
•
安全操作规程
•
消防安全管理
•
模具的自检和维护
•
设备自检与保养
13
一、注塑机的介绍
14
显示器
数据调整区
控制区 紧急停止按 钮
15
16
4
6.根据模具的设计参数,设置好顶针行程.(顶针行程小于模具顶板顶出行程)以便在后调整模 具厚度时不致使模具受到损坏.
7.准备好模具压板、压板垫块、压紧螺栓、螺母、平垫圈、弹簧垫圈、扳手、管件等。 装模步骤: 注意! 装模全部需要手工进行,下面所有的机械操作应在手动或调模状态下进行,手工操作(非机 械操作)前应关闭油泵电动机,以确保操作人员的安全。
3
3.测量模具的浇口唧嘴R位大小与本机注射座喷嘴是否能良好相配。 4.测量模具顶出板的尺寸,检查模具顶棍孔位置大小及数量,与机器是否合适。 5.根据模具的实际厚度,用手动调模方式粗调模具厚度,然后根据开模后制品顺利脱落下所需要
的空间距离,设置开模间距。松开移动模板上的机械保险杆的螺母,通过其中一个螺母旋退\一 个旋进,使保险杆左右移动,调整到开模位置时,一打开防护门,装在固定模板顶部的机械保险挡 板会自动掉下,而且保险杆右端的撞头刚好靠近保险挡板.然后锁紧保险杆螺母。
24
四、模具的使用与维护 模具结构(如下图示):
底板 推板
动模板 滑块
斜导柱
定模板
拖料板
模脚
顶杆 固定板 型芯 冷却水嘴 导柱 料头 拉杆
浇口套
注塑成形培训课件PPT(共 37张)

模具是保证能否制造出合格的成形产品的最重 要的硬件之一。
一般而言,均把注射模分为动模及定模两大部 分。根据模具各部件所起的作用,可将注射模分为 以下几部分: ①成型型腔:由型芯、凹模、镶件等组成 ②浇注系统:将熔融塑料由成形机喷嘴经由浇注系
统(俗称流道)流入型腔。一般由主 流道、分流道、浇口、冷料井等组成 ③导向机构:用于引导及保证动、定模合模的相对 精确定位;一般由导柱、导套组成
成形篇
一、关于塑料射出成形
塑料的成形方法一般分为模塑、层压、压延三 种,模塑又细分为射出成形、挤出成形、吹塑等成 形方法
塑料的射出成形原理:使热塑性或热固性塑料 先在料筒中均匀塑化,然后由柱塞或螺杆推挤到闭 合的模具型腔中成形的一种成形方法
1、射出成形材料
①、按塑料的物理化学性能分类
Ⅰ.热塑性材料 在特定温度范围内能反复加热软化和冷却硬
STJ生产课室是如何维护和保养设备的?
• ②.模具的日常保养和维护 Ⅰ、生产前的保养及维护:
4、射出成形模具
④侧向分型抽芯机构(俗称滑块):为实现有侧孔 成形件的顺利脱模的装置
⑤托模机构:将成形件和水口(流道)从模具中脱 出的机构;由推杆、复位杆、推杆固 定板、推板等组成
⑥温度调节系统:实现模具温度的恒定。包括冷却 回路系统或电加热系统
⑦排气系统:为排出充模过程中阻碍熔融材料填充 的模具内残留的气体的机构;如在分 型面开排气槽等
化的塑料,即可以回收使用的材料。如PC、A BS、PMMA等 Ⅱ.热固性材料
因受热或其它条件能固化成不熔不溶性物料 的塑料。即不能回收使用的材料。如PF(酚醛 塑料)、EP(环氧塑料)、公司在使用的BM C材料等。
1、射出成形材料
②、按塑料的使用分类 Ⅰ.通用塑料
一般而言,均把注射模分为动模及定模两大部 分。根据模具各部件所起的作用,可将注射模分为 以下几部分: ①成型型腔:由型芯、凹模、镶件等组成 ②浇注系统:将熔融塑料由成形机喷嘴经由浇注系
统(俗称流道)流入型腔。一般由主 流道、分流道、浇口、冷料井等组成 ③导向机构:用于引导及保证动、定模合模的相对 精确定位;一般由导柱、导套组成
成形篇
一、关于塑料射出成形
塑料的成形方法一般分为模塑、层压、压延三 种,模塑又细分为射出成形、挤出成形、吹塑等成 形方法
塑料的射出成形原理:使热塑性或热固性塑料 先在料筒中均匀塑化,然后由柱塞或螺杆推挤到闭 合的模具型腔中成形的一种成形方法
1、射出成形材料
①、按塑料的物理化学性能分类
Ⅰ.热塑性材料 在特定温度范围内能反复加热软化和冷却硬
STJ生产课室是如何维护和保养设备的?
• ②.模具的日常保养和维护 Ⅰ、生产前的保养及维护:
4、射出成形模具
④侧向分型抽芯机构(俗称滑块):为实现有侧孔 成形件的顺利脱模的装置
⑤托模机构:将成形件和水口(流道)从模具中脱 出的机构;由推杆、复位杆、推杆固 定板、推板等组成
⑥温度调节系统:实现模具温度的恒定。包括冷却 回路系统或电加热系统
⑦排气系统:为排出充模过程中阻碍熔融材料填充 的模具内残留的气体的机构;如在分 型面开排气槽等
化的塑料,即可以回收使用的材料。如PC、A BS、PMMA等 Ⅱ.热固性材料
因受热或其它条件能固化成不熔不溶性物料 的塑料。即不能回收使用的材料。如PF(酚醛 塑料)、EP(环氧塑料)、公司在使用的BM C材料等。
1、射出成形材料
②、按塑料的使用分类 Ⅰ.通用塑料