不锈钢烧结混料机制粒机安装方案样本
不锈钢265m2烧结混料机、制粒机安装方案

唐山不锈钢公司烧结机改扩建工程混合机、制粒机设备安装施工方案编制单位:唐山市北化机电工程有限公司编制人:朱铁军审核人:张旭一.工程概况唐山不锈钢公司烧结机改扩建工程有一台混合机,一台制粒机。
采用二级混合方式。
将烧结原料混合均匀、加水、造球及预热。
混合机由筒体装配、托辊装配、传动装置、喷汽喷水装置、给矿端滚圈罩、排矿端滚圈罩及溜槽、支架等组成。
混合机×16m单重330吨,制粒机×22m单重量约351吨。
1、混合机设施概述混合机,齿轮传动,筒体安装倾角为°,转速转/分,填充率为,物料堆比重m3。
主传动采用电机-减速机。
制粒机,齿轮传动,筒体安装倾角为°,转速5~转/分,填充率为%,物料堆比重±t /m3。
液力耦合器调速型号:YOTGCD875W大连液力,主传动采用电机-调速液力耦合器-减速机。
2.配置及安装一次混合机和二次制粒机分别布置在各自的混合机室内。
其制粒机单位体积重量大,筒体中心线呈一倾斜角度,其安装特点是:安装需用大型吊装设备,设备精度要求高。
二.施工准备工作2.1技术准备2.1.1设备安装前组织施工技术人员认真熟悉施工图纸,充分领会设计意图,了解生产工艺特点。
会同业主、设计院、监理进行专业图纸会审。
2.1.2组织技术人员熟悉图纸以及相关的设备技术文件,编制设备安装作业方案。
2.1.3组织安装技术人员进行土建设备基础验收,即对设备基础的标高、中心、预留孔尺寸进行验收,并放出安装基准线、基准点。
2.2施工现场准备2.2.1吊机设备进场道路平整,一次混合机、二次制粒机基础周围吊机作业区、设备进场道路进行平整、碾实。
铺设300mm厚的石渣及级配碎石,其范围根据具体采用的吊装方案确定。
2.2.2并准备大块钢板,作为吊车打脚备用。
2.2.3垫板加工制作准备到位,垫板用140×260,并配一对斜垫板,根据筒体的倾斜角度,用座浆法使垫板在相同的倾斜高度上加一对斜垫板,达到设备底座高度,当设备就位后,再用斜垫板精找。
烧结混合机安装实践

139.98 cm , 可 采 用 90 mm ×160 =14400mm 的垫铁 。
托辊 及混合 机筒体 安装
托辊安装
应 进行 水平 度检 测 。可将 长度 尺 和两个 与 窑体斜 度一 致 的斜度 规 放在 托辊 顶 面的 中点连 线 上 ,将 水 平仪 放 在平 尺上 观测 ,逐渐 调
每颗 地脚 螺栓 旁至 少设 置一 组垫
托 辊组 的定 位 :托 辊组 中心
结 论
铁 。相 邻两 垫铁 组之 间 的距离 不 线 找正 时应沿 混合 机 的轴线 挂一 混 合机 底座 、托辊 以及 简体
超过 1000 mm,当相邻 的两颗 地 根通长纵 向钢线与 中心标板对正 , 在 安装 完成 后分 别 向监理 单位进
保 护罩
中 标 记
保 护罩
测 的技 术数 据对 土建 专业 移 交 的
设 备基础 进 行一 次详 细 的实测 检
查 。重 点检查 三个 方 面 :f1)设 备
基 础标 高 、位 置 、纵横 向中心 偏
差 、外形 尺寸偏差 ;(2)地脚螺 栓 孑L、预埋地 脚 螺栓 相对 设备 中心
烧 结 混合机 安 装 实践
Erection of M ixer of Sintering M achine System
供 稿 l孙 伟 峰 ,殷 栋 /SUN Wei—feng,YIN Dong
设备 安蒙
混 合 机 设 备 安 装 是 烧 结 设 线 的位 置 、螺栓之 问的相互偏差 、 个 丁程 丁艺设 备 的标 高 ,在 设备
基础验收
混合机安装方案
混合机安装施工方案编制单位:批准:编制人:审核:编制时间:时间:1工程概况此工程为河北敬业集团2×230㎡烧结工程混合室设备安装项目。
混合机基础为钢筋混凝土结构已施工完毕,具备安装设备的条件。
编制本方案的目的是为了指导混合机的安装工作。
混合机工6台(一次混合机两台、二次混合机两台、三次混合机两台),它们的重量为单重吨。
2设备安装前的准备工作2.1设备基础检查在安装设备前,要与基础施工单位进行工序交接。
根据基础施工单位提供的交接资料和设备安装图纸,对基础进行复查。
复查项目包括:基础的横纵向中心线偏差、地脚螺栓中心距极限偏差、地脚螺栓是否有损伤及外露丝扣是否够长、基础标高校核。
2.2垫板的设置垫板组应根据地脚螺栓的位置放置,每个地脚螺栓旁施置一个垫板组,且遵循尽可能放到设备底座有立筋的位置。
斜垫板应成对使用,每组垫板不超过5块。
相邻垫板的距离宜为500㎜~1000㎜。
垫板选用型式如图1所示。
图1 斜垫板垫板尺寸的计算过程:垫板总承载面积A=C(Q1+Q2)/R,式中,C:安全系数取C=2;Q1:设备的重量KN;Q2地脚螺栓紧固力总和KN;R:基础混凝土抗压强度,KN/㎝2 A=2×(108+50×6)/25=1632㎝2每一组的承载面积为:1632/6=272㎝2所以,选280×150,型垫板,斜度为1:28。
3设备吊装就位根据两台设备的安装位置,圆盘给料机安装前需要用16t 液压吊喂入厂房口,再用导链配合将其倒运到安装位置。
由于混合机位于3.9米平台上,从留有的通道用16t 液压吊无法一次性放到位,所以需要做辅助措施。
3.1吊装辅助装置的设置根据现场实际,在厂房北侧①~②线之间留有吊运通道。
由于液压吊不能一次性将混合机吊装到位,所以我们将在①~②线之间 3.9米平台上设置悬挑平台,平台的制作如图2所示。
平台一端悬挑,另一端用30#工字钢作的环状卡具与3.9米平台固定成一体。
烧结工程混合机安装技术初探
烧结工程混合机安装技术初探摘要:由于钢铁工业的发展,对人造富矿的要求日益增加。
烧结和球团都是人造富矿的有效方法。
近年来,虽然球团矿的生产在一些发达国家中发展迅速,但是烧结矿的生产仍然占优势地位。
在我国也是一样,目前,人造富矿大都采用烧结的方法。
我国黑色和有色冶金工业中烧结设备用的混合机,绝大部分是圆筒混合机。
在烧结过程中,混合机的工作状态和结构,对于烧结矿的产量、质量,和焦炭的用量等有很大的影响,并且都是齿轮传动的。
混合机安装质量的优劣直接决定了设备的正常运转及产量,因此混合机的安装质量显得尤为重要。
下面以我公司承建的河北霸州240m2 烧结工程混合机设备安装为例,就其安装技术做一介绍:关键词:混合机安装技术Abstract: due to the development of steel industry, the requirements of the rich deposits of artificial increase. Sintering and the yankeesare synthetic diamond of the effective method. In recent years, although pellets production in some developed countries developed rapidly, butthe sinter production is still the dominant position. In our country, too, at present, man-made diamond most used the method of sintering.Black colored metallurgy industry in China and sintering mixture of equipment to use machine, the majority is mixing drum machine. Insintering process, mixing machine working condition and structure, and to the yield and quality of sinter, and coke, such as the dosage of hasa great influence, and are of gear transmission. Mixing machine installation quality fit and unfit quality directly determine the normal operationof the equipment and production, therefore mixer installation quality is particularly important. I companies who are here in the hebei BaZhou240 m2 sintering blending machine equipment installation project as an example,the paper introduces the installation technology do:Key Words: mixer, installation technology一、技术参数及结构特点介绍:混合机由传动装置、筒体及复合衬板、托轮、挡轮、喷水装置、出料装置等组成。
制粒机安装施工方案
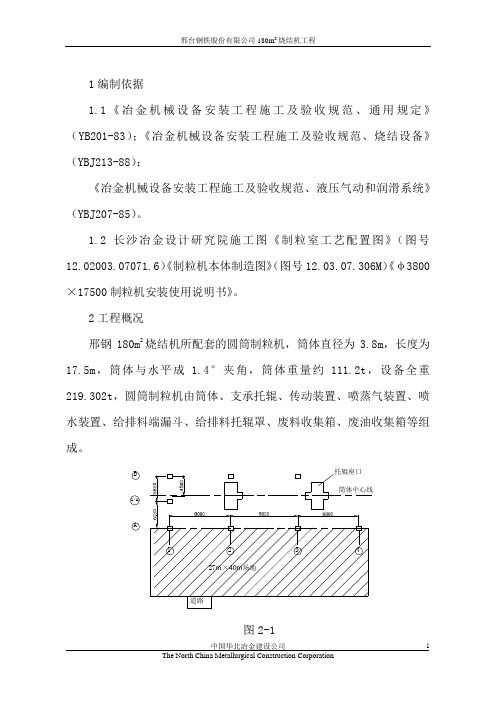
1编制依据1.1《冶金机械设备安装工程施工及验收规范、通用规定》(YB201-83);《冶金机械设备安装工程施工及验收规范、烧结设备》(YBJ213-88);《冶金机械设备安装工程施工及验收规范、液压气动和润滑系统》(YBJ207-85)。
1.2长沙冶金设计研究院施工图《制粒室工艺配置图》(图号12.02003.07071.6)《制粒机本体制造图》(图号12.03.07.306M)《φ3800×17500制粒机安装使用说明书》。
2工程概况邢钢180m2烧结机所配套的圆筒制粒机,筒体直径为3.8m,长度为图中○A-○1、○A-○2及北面结构柱已支模绑筋,制粒室南面有27m×40m 场地。
3施工准备3.1将制粒室地面清理干净,拆除有碍安装的障碍物。
3.2厂房外运输道路平整、压实,清除有碍机动车行走的障碍物。
3.3安装临时配电盘,接通电源,配电盘放置于厂房西北角,容量应能满足4台电焊机及其它小型电动工具的使用要求。
3.5各种施工机具提前进厂布置。
3.6为施工方便,在安装现场设立小工具库,存放各类小型机具及贵重仪器、仪表、精密零件,此工具库可设置在场地东南角,用木板搭设。
3.7现场设置干粉式灭火器5套,消防桶3个及其它消防设施。
3.8组织全体施工人员学习有关规程、规范,熟悉图纸资料及本施工方案和各专业的技术交底。
4安装施工4.1对设备基础进行复测,以确认基础。
设备基础尺寸和位置的允许偏差4.2设备检查A底座检查;B底座纵、横中心线;C托轮轴与轴承内圈,轴承座与轴承外圈接触情况;D检查托轮的直径,圆柱度和装配后托轮轴的中心高;E筒体检查。
4.3制粒机安装顺序:设置临时基座在临时基座上安装好各个部件底座,并定好底座的位置安装给、排料端托轮底座安装托轮和给料端、排料端侧挡轮安装筒体拆除筒体内支承架安装大齿轮以制粒机筒体为基准安装给、排料漏斗及给、排料漏斗支架以制粒机筒体为基准安装齿轮罩以大齿轮为基准安装小齿轮和其它驱动机构的部件安装手动润滑装置及喷油装置安装筒体内衬板及喷水装置和喷蒸汽装置。
烧结机工程二次混合机设备安装施工方案
目录一、工程概况 (1)二、编制依据 (3)三、施工工艺 (3)四、施工准备 (4)五、施工方法 (5)六、机构及劳动力组织 (14)七、施工平面布置 (17)八、质量保证体系及措施 (18)九、安全保证体系及措施 (19)一、工程概况1.1工程概述XX钢四烧360m2烧结机工程中,二次混合机系统设备总重约284.7t。
二次混合机筒体重量约142t,分散式底座最重约12.627t。
主要设备重量及数量如下:1.2基本设计参数1.3工程特点①设备安装前期的准备工作时间紧张,工作量巨大。
②设备几何尺寸大,且运输筒体的拖车长达45m左右,转弯半径35m,对进场弯角处道路要求很高。
③设备的单体重量达142t,由于无法协调到汽车吊,只能用“土法”对二混筒体进行卸车、移动就位,施工难度大,危险系数高。
④室外施工,受天气等因素的影响较大。
二、编制依据1、长天国际工程有限责任公司提供的施工图纸及有关技术资料;2、国家或行业颁发的施工及验收规范、工程质量检验和评定标准;3、我公司在GB/T19001质量管理体系要求下建立的《质量手册》和程序文件,以及现有资源条件,相关、类似工程项目施工经验、技术成果。
本方案适用于湖南华菱湘潭钢铁有限公司新建四烧360m2烧结机工程二次混合机设备安装施工。
三、施工工艺四、施工准备开工前应做好充分的准备工作。
工机具、索具应保证完好,量具应保证在检验有效期内,辅助材料应备足。
做好设备进场计划、安排及设备的堆放和维护工作。
筒体进场及卸车区域的道路应提前进行平整。
4.1 技术准备工程施工前,应领取相关设备安装图纸,具备设计和设备的技术文件。
项目总工组织相关技术人员编制施工方案,并报批。
4.2 技术标准的配备国家标准GB50231-98《机械设备安装工程施工及验收通用规范》♦行业标准YBJ213-88《冶金机械设备安装工程施工及验收规范—烧结设备》♦行业标准YBJ207-85《冶金机械设备安装工程施工及验收规范—液压、气动和润滑系统》♦行业标准JB/T5000.10-1998《装配通用技术条件》♦国标GB50235-1997《工业金属管道施工及验收规范》♦国标GB50236-1998《现场设备工业管道焊接工程施工及验收规范》4.3 施工准备工程施工前,对道路、临时用水、电、气、照明、材料、机具、劳动力等应有充分准备,作出合理安排。
混合机安装施工方案

∮4200×20000 混合机2022 年12 月265m2 烧结机工程两台混合机滚料筒。
采用二级混合方式.将烧结原料混合均匀、加水、造球及预热。
混合机由筒体装配、托辊装配、传动装置、喷汽喷水装置、给料端口罩、排料端口罩及溜槽、给料口端支架,以及各种罩壳和落料采集箱、废油接受箱等组成. 。
两台混合机规格分别为Φ 3800×16000、Φ4200×20000 它们的分量为单重吨。
混合机单位体积分量大,筒体中心线呈一倾斜角度,其安装特点是:安装精度要求高,安装难度比较大.对炉体的安装验收提出了很高的要求。
我公司从制造到安装过程都将精心组织,严格把关,尽最大努力确保该项目按质按期完工1.1、混合机主要设备:1.1.1、筒体1 。
1.2、托辊装配1.1.3、传动装置1.1 。
4、喷汽喷水装置1.1.5、落料采集箱1 。
1 。
6、废油接受箱1 。
1 。
7、给排料端口罩及溜槽、1 。
1.8、给料口端支架1.2 设备安装要求及验收规范:混合机安装项目的施工及验收除在设备的技术要求中已注明外,其余遵照以下施工及验收规范:JBJ201—83 YBJ213-88 YBJ212—88 GBL232—82 YBJ212-88 GBL232—82 JB/5000 。
3—98 JC333—91JB1152 《机械设备安装工程施工及验收通用规范》《冶金机械设备安装工程施工及验收规范烧结设备》《冶金建造安装工程施工测量规范》《电气装置安装工施工及验收规范》《冶金建造安装工程施工测量规范》《电气装置安装工施工及验收规范》《焊接件通用技术条件》《水泥工业用回转窑》《锅炉和钢制压力容器对接焊接超声波探伤》1。
3 混合机施工网络图:基础验收及基础处理基准点、基准线设置托辊装配安装吊装筒体大齿圈定位安装传动装置精度调整筒体对接焊缝自动焊及退火试运转垫板布置传动装置安装就位2.1 加强工程质量管理2。
1。
1 加强质量意识教育:凡进入现场的施工人员都要进行思想教育和质 量意识教育, 明确该项工程的总体目标, 树立“质量第一、 周期第一、 安全第一” 思想,确保工程目标的实现。
2×180m2烧结机安装方案资料
江西九钢厂有限公司2×180m2烧结机工程机械设备安装施工方案中冶实久九钢机装项目部2008年05月25日机械设备安装方案一、编制依据1.1 中冶北方工程技术有限公司的施工兰图、技术资料及设计变更。
1.2 相关设备安装使用说明文件。
1.3 与现行施工及验收规范相配套使用的有关技术资料,质量手册和程序文件。
1.4我单位在类似安装工程上积累的经验,以及现有的技术力量和施工装备。
1.5 相应国家、行业施工及验收规范:《冶金机械设备安装工程施工验收规范—液压、气动及润滑系统》(YBJ207-85);《冶金机械设备安装工程施工验收规范—烧结设备》—YBJ213-88)《冶金机械设备安装工程施工验收规范—通用规定》—YBJ201-83)二、工程概况及施工内容2.1工程概况九钢2×180m2烧结机工程机械设备的安装是九钢三期工程的重要组成部分,也是九钢机械设备从设计、制造到投入生产的必经过程.机械设备能否最大限度的发挥其设计能力及效率,保证产品质量,降低原材料、能源等的消耗,延长设备使用寿命,在很大程度上取决于设备的安装质量。
2.2施工内容我公司承担的主要工艺设备如下:(1)燃料破碎室 1套(2)混合室 1套(3)制粒室 1套(4)成品筛分室 1套(5)成品筛分布袋除尘器 1套(6)机尾除尘 1套三、施工总体部署3.1 设备安装部署3.1.1单轨吊优先根据施工总体规划,因燃料破碎室、成品筛分室安装空间狭小,框架内的单轨吊是设备安装的关键,因此必须优先安装并调试运转。
3.1.2油库先上液压润滑系统的施工周期较长,一旦条件出来,液压润滑设备和管道先行安装,另同时为运转设备提供润滑是设备运行时的首要条件,为设备的试运转提供必要的条件。
3.1.3混合、制粒机为主我单位承担的烧结工程项目中以混合、制粒机的安装要求高,单体重量大(最重一个单件为126T),相邻设备安装以它们为中心。
因此为保证工艺的完整性,以混合、制粒机为主。
一步制粒机安装确认方案副本
文档来源为:从网络收集整理.word版本可编辑.欢迎下载支持. 验证文件江苏XXX药业目录一、确认背景 (2)二、设备信息 (2)三、验证目的 (3)四、适用范围 (3)五、组织与职责 (3)六、确认实施计划 (4)七、风险评估 (5)八、培训管理 (7)九、安装确认 (7)十、异常情况处理 (11)十一、风险回顾 (11)十二、设备确认与评价 (12)十三、再验证周期 (12)一、确认背景:FL-120沸腾干燥制粒机是固体制剂车间混合、制粒、干燥工序主要设备之一,用于颗粒的混合、制粒、干燥操作。
2014年,车间计划对固体制剂车间厂房改造,使其符合GMP管理要求。
改造期间,根据公司生产需求购进一台FL-120沸腾干燥。
为确保安装后设备能符合生产工艺要求,现依据《药品生产质量管理规范(2010年修订)》及公司确认或验证管理要求开展设备确认。
二、设备信息:2.1基本信息:2.2设备结构与工作原理:2.3主要技术参数:三、验证目的:依据《药品生产质量管理规范(2010年修订)》及公司文件确认或验证管理要求开展本设备再确认,本次确认旨在证明本设备经挪移后其安装、运行及性能能够符合设计的要求,在正常操作方法、工艺条件下能够持续生产出符合工艺质量要求的产品。
四、适用范围:本方案适用于FL-120沸腾干燥制粒机(设备编号:SG-176)的设备安装确认。
五、组织与职责:5.1参与本次确认的组织、部门、人员及其职责:验证委员会负责人职责:对本次确认的所有工作做最终的决策;负责批准本次确认方案、确认报告;负责批准本次确认过程中偏差处理及变更。
验证委员会委员职责:协助验证委员会负责人管理整个确认工作;负责审核确认方案、确认报告;指定本部门人员参与实施本次确认。
小组组长()职责:负责本次设备确认的领导工作;负责审核确认方案、报告;负责本次确认的整个实施过程;负责审核设备确认阶段的评价工作及确认阶段过程中出现的偏差、变更;负责设备确认阶段风险点的建立。
400(360)m2烧结机安装工法
400(360)m2烧结机安装工法中冶集团华冶资源公司邯郸机电安装分公司王运峰余长青李国刚陈占江1 前言烧结机是将矿粉、熔剂、燃料等粉状、粒状物质烧成烧结矿的设备,烧结过程中将粉末压坯加热到一定温度(烧结温度)并保持一定的时间(保温时间),然后冷却下来,从而烧结使多孔的粉末压坯变为具有一定组织和性能的制品。
烧结机目前是我国处理低品矿粉的主要设备。
我的单位从2002年在山西海鑫钢厂开始施工200m2烧结机,近几年在全国各大钢厂又陆续施工过180 m2、360 m2、400 m2等各种大型烧结设备十几台,总结和积累了丰富的施工组织管理经验,掌握了先进的施工工艺和施工方法,在不断进行改进和技术开发后,形成了比较完善的烧结机设备安装工程技术。
通过多个烧结工程项目实际运用,取得了良好的经济与社会效益。
2 工法特点2.1以厂房内的桥式起重机作为安装主导机械,施工速度快,降低成本。
烧结机主体设备安装前,首先安装调试好烧结厂房内各起重设备,主跨两台行车用于安装烧结机中部、尾部设备和运输头部设备;机头电动单梁吊用于安装机头给料设备;传动装置上部电动葫芦用于安装烧结机传动装置。
2.2工艺技术先进,确保安装质量。
本工法针对烧结机设备结构特点,采用“座浆法垫铁施工”、“纵横中心线分区控制测量控制”、“大齿轮涨紧环无键连接施工工艺”、“传动装置逆向转动安装台车”等关键技术,确保了安装质量,经济性、适用性和可操作性强。
2.3施工工序优化,缩短工期,降低成本。
烧结机设备部件多,制订严格的施工工序,保证设备各部件按时间、顺序进场是缩短工期、降低成本的重要手段。
3 适用范围本工法适用于大型带式烧结机设备安装。
4 工艺原理4.1分区设置安装基准,分区进行测量控制。
按照施工图和土建提供的测量基准,划定烧结机安装的中心线,并沿烧结机中心线,分别在机头、机尾埋设两块永久性中心标板,与烧结机纵向中心线相垂直的方向,设4条横向中心线:头轮轴向中心线、中部固定机架横向中心线、尾轮轴向中心线、热破碎机棘齿辊轴向中心线。
烧结工程混合机安装技术初探
烧结工程混合机安装技术初探摘要:由于钢铁工业的发展,对人造富矿的要求日益增加。
烧结和球团都是人造富矿的有效方法。
近年来,虽然球团矿的生产在一些发达国家中发展迅速,但是烧结矿的生产仍然占优势地位。
在我国也是一样,目前,人造富矿大都采用烧结的方法。
我国黑色和有色冶金工业中烧结设备用的混合机,绝大部分是圆筒混合机。
在烧结过程中,混合机的工作状态和结构,对于烧结矿的产量、质量,和焦炭的用量等有很大的影响,并且都是齿轮传动的。
混合机安装质量的优劣直接决定了设备的正常运转及产量,因此混合机的安装质量显得尤为重要。
下面以我公司承建的河北霸州240m2 烧结工程混合机设备安装为例,就其安装技术做一介绍:关键词:混合机安装技术Abstract: due to the development of steel industry, the requirements of the rich deposits of artificial increase. Sintering and the yankeesare synthetic diamond of the effective method. In recent years, although pellets production in some developed countries developed rapidly, butthe sinter production is still the dominant position. In our country, too, at present, man-made diamond most used the method of sintering.Black colored metallurgy industry in China and sintering mixture of equipment to use machine, the majority is mixing drum machine. Insintering process, mixing machine working condition and structure, and to the yield and quality of sinter, and coke, such as the dosage of hasa great influence, and are of gear transmission. Mixing machine installation quality fit and unfit quality directly determine the normal operationof the equipment and production, therefore mixer installation quality is particularly important. I companies who are here in the hebei BaZhou240 m2 sintering blending machine equipment installation project as an example,the paper introduces the installation technology do:Key Words: mixer, installation technology一、技术参数及结构特点介绍:混合机由传动装置、筒体及复合衬板、托轮、挡轮、喷水装置、出料装置等组成。
混合机安装方案

沧州纵横新区2×240㎡烧结3#线工程混合机安装方案编制:日期:审核:日期:批准:日期:华冶资源沧州纵横项目部1.工程概况1.1沧州纵横新区2×240㎡烧结3#线工程混合制粒系统采用φ3.2×13m、φ4×18m回转圆筒形混合机各二台,齿轮传动,分别用于一次、二次混合室。
1.2混合机由传动装置、滚筒装配、托辊装配、挡辊装配、排料溜槽与排气罩、喷水装置、轴承干油集中润滑系统等主要部分组成。
一混筒体转速7r/min,倾角2.29º,重64250kg。
二混筒体转速8.5r/min,倾角1.5º,重134984kg。
目前现场条件:一混、二混设备基础已完成,施工现场2#线已投产。
2.编制依据2.1机械设备安装工程施工及验收通用规范(GB50231-98);2.2冶金机械设备安装工程施工及验收规范烧结设备;2.3冶金机械设备安装工程质量检验评定标准烧结设备(YB 9242-92);2.4中钢集团工程设计研究院一、二次混合站工艺施工图;2.5随机设备说明书及其它随机技术文件。
3.安装前的准备3.1熟悉图纸、设备随机说明书及机械设备安装技术规定,准备施工机具,制定安装程序(附图1)。
3.2基础验收3.2.1接收基础时,首先同土建提供的基础验收单进行对比,确认中心标记原点和基础标记原点的位置、标高;3.2.2对照土建施工图与设备工艺图,检查基础外形尺寸及标高,核对基础上所打墨线的相对距离是否符合设备安装要求;3.2.3检查预留孔的中心、深度、大小,并清除坑内积水、杂物,预埋件的位置、高度、尺寸必须符合设备随机图技术要求;3.2.4检查设备基础强度及浇灌混凝土部分的粘结状态;3.2.5填写完整的基础交接验收记录。
3.2.6设备基础的尺寸极限偏差及水平度、铅垂度公差(mm)应符合下表规定:3.3安装用基准中心的确定以筒体中心确定基础中心标志位置,并确定直角中心标志,且测定其直角偏差在±5°之内;混合机各基准标志的埋设如图所示,根据交接时土建所提供基础标记原点,用经纬仪和水准仪校准后再焊牢。
制粒机安装方案
唐山港陆2×100m2烧结工程2#制粒机安装方案编制:孙爱新审核:批准:二十二冶机电公司2006.11.21.一、工程概况:唐山港陆2×100M2烧结机工程2#制粒机位于混合机室内东侧,由于前期工程安装时将外侧设备(1# )安装完毕,设备安装进场空间狭小,给设备安装造成一定的困难,2#制粒机设备进场从厂房西侧以及南侧运输。
总设备安装包括一台制粒机以及配套的防尘罩支架制作安装。
设备总重量为111289kg,最大件重量为24600kg,外型尺寸为Φ3.2×13m,设计在制粒机上方有一台16吨行车,安装和吊装时可以采用,但设备单件最大重量超过吊车的能力,必须使用吊车从外面两车抬吊配合使用。
二、编制依据:1、唐山港陆钢铁公司项目部提供的制粒机工艺布置图纸2、《现行冶金工程施工标准汇编》3、厂家提供的设备重量图(电子版,最终版目前未收到)三、安装措施内容1、设备安装基本工艺过程基础验收——检查中心线、标高点——放设备底座基准线——基础处理——清理基础,将地脚螺栓放入预留孔——安装滚筒托挡轮装置——滚筒安装——安装传动电机以及减速机——托圈安装、传动齿轮安装——精调整灌浆。
2、基础复测验收基础首先进行外观检查,无裂纹、蜂窝、孔洞、露筋等缺陷,然后根据土建单位的复测记录进行复测。
对基础的尺寸极限偏差水平度、铅垂度进行检查,根据图纸以及说明书对螺栓位置进行复核,确保基础能满足设备安装的要求。
安装过程中,厂家进行现场指导工作。
3、压浆法配置平、斜垫板先用临时垫板支撑托轮装置、挡托轮装置,按照图纸尺寸要求初步调整。
然后进行一次灌浆,在紧靠地脚螺栓两侧用压浆法把垫板加入。
压浆材料必须经过业主认可方能使用。
待垫板达到强度后进行精调。
垫板的选用及布置详见附图。
垫板选择计算过程:因为基础主要承重量在筒体上,所以计算时以筒体基础为计算对象。
地脚螺栓为16条M42地脚螺栓。
根据混凝土垫板总承力面积计算公式:A=C*100(Q1+Q2)/R式中:A-垫板总承力面积(mm2);C-安全系数,可采用1.5~3;Q1-设备重量(kgf);Q2-地脚螺栓紧固力(kgf);R-基础混凝土的抗压强度(kgf/cm2);计算2#制粒机垫板面积时:C=3Q1=110000kgfQ2=10000*16=160000kgfR=250所以A=3*100*(110000+160000)/250=32400mm2 共布置20组垫板,则每组垫板的承重面积为:A´=32400/20=16200 mm2所选择的垫板规格面积200*120=24000>16200所以选择布置20组规格为200*120的垫板可以满足要求。
混料机安装施工方案

一、工程概况1. 工程名称:XX项目混料机安装工程2. 工程地点:XX工厂XX车间3. 工程内容:混料机的拆卸、运输、安装、调试及验收4. 工程工期:预计XX天5. 工程质量要求:达到国家相关标准及设计要求二、施工准备1. 技术准备- 技术人员对混料机的设计图纸、技术规范及操作手册进行全面熟悉。
- 组织施工人员学习混料机的安装工艺和注意事项。
2. 组织准备- 成立以项目经理为负责人的施工小组,明确各成员职责。
- 确定施工进度计划,确保工程按期完成。
3. 供应工作准备- 准备混料机的安装所需材料、工具和设备。
- 安排运输车辆,确保混料机及时到达现场。
三、施工步骤1. 混料机开箱检查- 验收混料机包装完好,检查设备部件齐全。
- 检查设备外观,确保无损坏。
2. 混料机拆卸、清洗和润滑- 根据设备说明书,对混料机进行拆卸。
- 清洗各部件,去除锈蚀、污垢和防锈油。
- 润滑各运动部位,确保设备运行顺畅。
3. 设备运输- 采用吊装或运输车辆将混料机运输至现场。
- 确保运输过程中的安全,防止设备损坏。
4. 设备就位- 根据设备基础图纸,确定混料机的安装位置。
- 使用起重机将混料机吊装至基础表面。
5. 垫铁放置- 在基础表面放置垫铁,确保混料机平稳。
- 根据设备说明书,调整垫铁高度和间距。
6. 找正找平- 使用水平仪和测斜仪,对混料机进行找正找平。
- 确保设备水平度和垂直度符合要求。
7. 一次灌浆- 在垫铁周围灌浆,确保混料机与基础紧密结合。
- 待灌浆凝固后,再次检查混料机的水平度和垂直度。
8. 设备调试- 根据设备说明书,对混料机进行调试。
- 检查设备运行状态,确保各项性能指标达到设计要求。
四、施工注意事项1. 严格遵守施工规范和操作规程,确保施工安全。
2. 严格按照设备说明书进行安装和调试,确保设备性能。
3. 注意施工现场的文明施工,保持环境整洁。
4. 加强施工过程中的沟通与协调,确保工程顺利进行。
五、验收1. 施工完成后,组织相关人员对混料机进行验收。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
唐山不锈钢公司烧结机改扩建工程混合机、制粒机设备
安
装
施
工
方
案
编制单位: 唐山市北化机电工程有限公司
编制人: 朱铁军
审核人: 张旭
一.工程概况
唐山不锈钢公司烧结机改扩建工程有一台混合机, 一台制粒机。
采用二级混合方式。
将烧结原料混合均匀、加水、造球及预热。
混合机由筒体装配、托辊装配、传动装置、喷汽喷水装置、给矿端滚圈罩、排矿端滚圈罩及溜槽、支架等组成。
混合机Ø3.8
×16m单重330吨, 制粒机Ø4.4×22m单重量约351吨。
1、混合机设施概述
混合机, 齿轮传动, 筒体安装倾角为2.3°, 转速6.5转/分, 填充率为11.48-13.32%, 物料堆比重1.7t/m³。
主传动采用电机-减速机。
制粒机, 齿轮传动, 筒体安装倾角为1.6°, 转速5~8.4转/分, 填充率为9-10.45%, 物料堆比重1.7±0.1 t /m³。
液力耦合器调速型号: YOTGCD875W大连液力, 主传动采用电机-调速液力耦合器-减速机。
2.配置及安装
一次混合机和二次制粒机分别布置在各自的混合机室内。
其制粒机单位体积重量大,筒体中心线呈一倾斜角度,其安装特点是: 安装需用大型吊装设备, 设备精度要求高。
二.施工准备工作
2.1技术准备
2.1.1设备安装前组织施工技术人员认真熟悉施工图纸, 充分领会设计意图, 了解生产工艺特点。
会同业主、设计院、监理进行专业图纸会审。
2.1.2组织技术人员熟悉图纸以及相关的设备技术文件, 编制设备安装作业方案。
2.1.3组织安装技术人员进行土建设备基础验收, 即对设备基础的标高、中心、预留孔尺寸进行验收, 并放出安装基准线、基准
点。
2.2施工现场准备
2.2.1吊机设备进场道路平整, 一次混合机、二次制粒机基础周围吊机作业区、设备进场道路进行平整、碾实。
铺设300mm 厚的石渣及级配碎石, 其范围根据具体采用的吊装方案确定。
2.2.2并准备大块钢板, 作为吊车打脚备用。
2.2.3垫板加工制作准备到位, 垫板用140×260, 并配一对斜垫板, 根据筒体的倾斜角度, 用座浆法使垫板在相同的倾斜高度上加一对斜垫板, 达到设备底座高度, 当设备就位后, 再用斜垫板精找。
2.2.4减速机润滑油站基础研磨, 对基础放置垫板处进行打毛和研磨, 并用水平仪重复找平, 直至达到规范要求。
2.2.5进行设备验收: 根据施工图纸以及相关的设备技术文件。
对设备进行开箱清点, 检查设备表面外观质量、数量等。
安装用的角度块到现场。
2.3物资设备准备
2.3.1组织安装施工所需的物资材料及小型机具及时进场。
2.3.2加工制作安装所需的辅助工具等。
2.3.3组织安装所需的大中型吊车及平板汽车进场。
2.3.4机具设备计划表
2.4劳动力准备
劳动力计划安排表
三、 .设备安装施工
3.1安装工艺流程
基础验收
基准点中心标板
底座初次安装
地脚螺栓找正、灌浆
托辊安装
底座精找
筒体安装
立辊精找
大齿轮安装
喷水装置小齿轮安装排料溜槽
润滑装置传动装置进出口胶带机
3.2托辊底座安装
3.2.1混合机托辊底座共两组。
托辊底座安装时, 经过调整下部斜垫板, 检验托辊底座的标高; 然后用外形尺寸较大的角度块上放置水平仪检查托辊底座的倾斜度( 角度块由设备厂家提供) 。
3.2.2托辊底座安装检查标准:
①托辊底座的纵向、横向中心线极限偏差为±0.5mm。
两托辊
底座的横向中心线应平行, 其中心距之差不得大于0.5mm。
对角之差不得大于1mm;
②托辊底座标高极限偏差为0-0.2mm;
③托辊底座的纵向的倾斜度用长度块及水平仪检查其倾斜度
公差为0.1/1000, 横向水平度公差为0.1/1000。
3.3托辊的安装:
3.3.1以托辊的上表面为安装基准面, 保证其标高。
由于筒体与地面水平线呈一定角度, 一混合机2.3°、二为制粒机1.6°。
因此要经过图纸给定的筒体两端基准点标高, 计算出托辊上表面中心的标高, 将托辊及轴承座安装到托辊底座上。
安装就位后, 在托辊
上表面的中心点上, 检查四个托辊上表面的标高。
3.3.2用测量定位时提供的辅助中心线标点, 拉钢丝线平行于同侧面的两组托辊作为基准线, 检查托辊侧面间距。
利用内径千分尺检查对应托辊之间的间距。
利用长度块及水平仪检查四个托辊上表面的倾斜度偏差。
3.3.3在混合机出料端的托圈两侧端面, 设有两个立式挡辊, 承受混合机筒体在运转过程中的轴向推力, 托圈端面与立辊的端面的锥角相同, 但托辊与立辊端面之间留有10mm的串动量。
即在混合机筒体转动中留有微量的串动和日晒的膨胀量。
安装时先将立辊吊装到位, 待混合机筒体安装后再定位。
定位时先固定出料端立辊的位置, 使托圈与主辊接触, 然后再装给料端立辊, 利用立辊轴承座的长螺栓孔, 调整立辊与托圈端面之间留有10mm间隙后, 紧固立辊轴承座的螺栓定位。
3.3.4托辊立辊安装检查标准:
①同侧面的上下两托辊轴向中心线应同心, 挂设钢丝基准线, 测量
与托辊侧两间距不得大于0.5mm;
②对应的两托辊面间距差不得大于0.2mm;
③对应的两托辊径向中心线应重合, 公差为2mm;
④对应的两上托辊的上表面中心点的高低差不得大于0.5mm; 对
应的两个下托辊的上表面中心点的高低差不得大于0.5mm;
⑤上托辊与下托辊表面中心点的高低差值的极限偏差为±0.5mm;
⑥托辊辊面倾斜度公差为0.05/1000;。