ICT治具治具制作规格书 WI-A-024
治具的制作与材料选用
-------华科胜电子转载
治具的制作与材料选用
一.测试治具材料选用
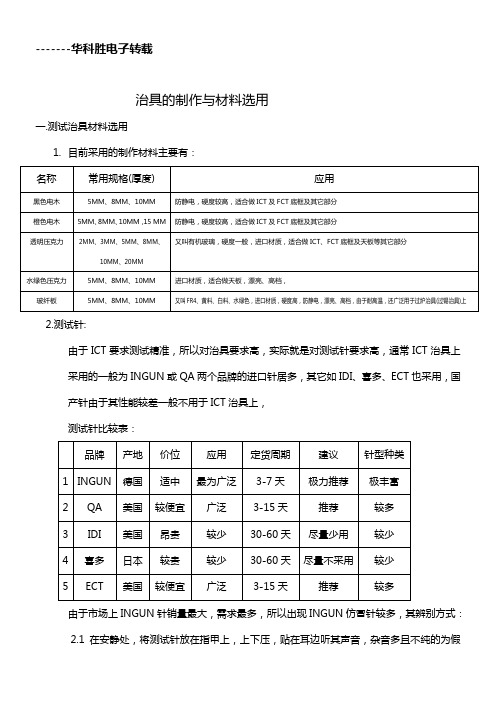
1.目前采用的制作材料主要有:
2.测试针:
由于ICT要求测试精准,所以对治具要求高,实际就是对测试针要求高,通常ICT治具上采用的一般为INGUN或QA两个品牌的进口针居多,其它如IDI、喜多、ECT也采用,国产针由于其性能较差一般不用于ICT治具上,
测试针比较表:
由于市场上INGUN针销量最大,需求最多,所以出现INGUN仿冒针较多,其辨别方式:
2.1在安静处,将测试针放在指甲上,上下压,贴在耳边听其声音,杂音多且不纯的为假
冒针.
2.2反复压,看其弹力是否均匀,进出是否顺畅予以辨别.
2.3丝印是否清晰,包装是否完整,有无开封等.
2.4尽量从代理处或从信得过的供应商购买,不要单看价格,以防买到仿冒品.
3.其它材料:导杆(Φ8、80L、120L)、轴承、培林、压棒(Φ6,Φ8,长度不一)、支撑棒(Φ8、Φ
10,长度不一)、弹簧、弹簧螺丝、档块(档片,10T、15T、20T)、牛角(64PIN、34PIN)、OK 线(双色、9色)、定位柱(规格不一)
4.制作治具所需设备:
CNC或精雕机、钻床、铣床、抛光机、切割机、攻丝机、绕线枪、电批、倒角机、电钻、车床、空压机、过塑机、ICT一台、电脑、短路测试仪等.
二.治具软件:Febmaster、宇博林、CAD
三.、治具制作流程:---点击连接见电子档
-------华科胜电子转载。
格力培训之ICT测试治具介绍

在两个焊盘之间布设两根导线,为中密度印制 板,其导线宽度约为0.2mm。
质控部检测技术组
在两个焊盘之间布设三根导线,为高密度印制 板,其导线宽度为0.1-0.15mm。 在两个焊盘之间布设四根导线,为超高密度板 ,其导线宽度约为0.05-0.08mm。
公司常用的PCB
PCB
单面板
双面板
布测试点
质控部检测技术组
编辑辅助器件、设置尺寸
选择刀具
编辑刀具定义尺寸、参数
编辑钻孔刀具参数
编辑外形铣刀具参数
编辑挖槽刀具参数
生成加工程序
质控部检测技术组
雕刻控制软件Ncstudio—V9
1、机床坐标
坐标系统是描述机床运动的术语,标准的坐标系统是采 用右手法则的坐标系统。
基本坐标轴分为X,Y,Z Z轴与主轴轴线重合,刀具远离工件的方向为正方向; X轴垂直于Z轴,并平行于工件的装卡面,如果为单立柱铣 床,面对刀具主轴向主柱方向看,其右运动的方向为X轴 的正方向;
ICT 结构介绍
质控部检测技术组
质控部检测技术组
ICT测试范围、特点
检测印制板上在元器件的电气性能和电路网络的 连接情况。能够定量地对电阻、电容、电感、晶振、 等元器件进行测试,对二极管、三极管、光耦、变压 器、继电器、运算放大器、电源模块等进行功能测试 。
它通过直接对在线元器件电气性能的测试来发现制 造工艺的缺陷和元器件的不良。元器件类可检测出元件 值的超值、失效或损坏。对工艺类可发现焊接短路、元 器件错插、反插、漏插、管脚未插入、PCB短路、断线 等故障。测试的故障直接定位在具体的元器件、元器件 管脚、网络点上,故障定位准确。
ICT工作原理
质控部检测技术组
由电源板向信号板提供8组电源,通过信号线由信号 板根据不同型号元器件将电信号传递到测试夹具。正常测 试时,系统检测到控制器各元器件的电信号与用户编程设 置的标准值进行对比,根据用户设定的误差值系统作出判 定。
治具设计规范
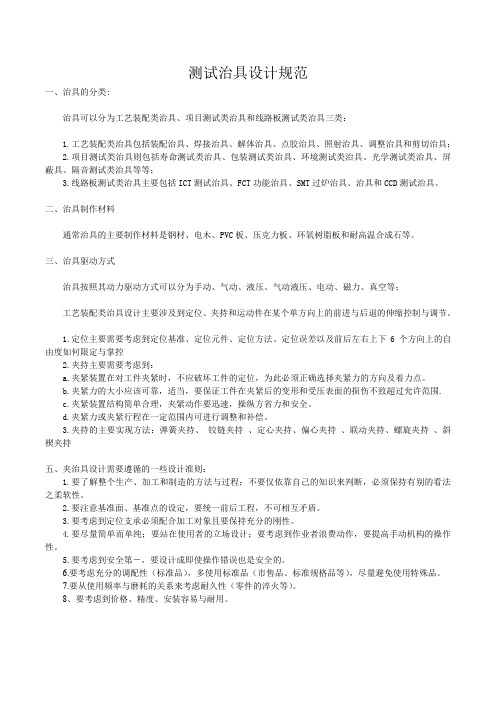
测试治具设计规范一、治具的分类:治具可以分为工艺装配类治具、项目测试类治具和线路板测试类治具三类:1.工艺装配类治具包括装配治具、焊接治具、解体治具、点胶治具、照射治具、调整治具和剪切治具;2.项目测试类治具则包括寿命测试类治具、包装测试类治具、环境测试类治具、光学测试类治具、屏蔽具、隔音测试类治具等等;3.线路板测试类治具主要包括ICT测试治具、FCT功能治具、SMT过炉治具、治具和CCD测试治具。
二、治具制作材料通常治具的主要制作材料是钢材、电木、PVC板、压克力板、环氧树脂板和耐高温合成石等。
三、治具驱动方式治具按照其动力驱动方式可以分为手动、气动、液压、气动液压、电动、磁力、真空等;工艺装配类治具设计主要涉及到定位、夹持和运动件在某个单方向上的前进与后退的伸缩控制与调节。
1.定位主要需要考虑到定位基准、定位元件、定位方法、定位误差以及前后左右上下6个方向上的自由度如何限定与掌控2.夹持主要需要考虑到:a.夹紧装置在对工件夹紧时,不应破坏工件的定位,为此必须正确选择夹紧力的方向及着力点。
b.夹紧力的大小应该可靠,适当,要保证工件在夹紧后的变形和受压表面的损伤不致超过允许范围.c.夹紧装置结构简单合理,夹紧动作要迅速,操纵方省力和安全。
d.夹紧力或夹紧行程在一定范围内可进行调整和补偿。
3.夹持的主要实现方法:弹簧夹持、铰链夹持、定心夹持、偏心夹持、联动夹持、螺旋夹持、斜楔夹持五、夹治具设计需要遵循的一些设计准则:1.要了解整个生产、加工和制造的方法与过程;不要仅依靠自己的知识来判断,必须保持有别的看法之柔软性。
2.要注意基准面、基准点的设定,要统一前后工程,不可相互矛盾。
3.要考虑到定位支承必须配合加工对象且要保持充分的刚性。
4.要尽量简单而单纯;要站在使用者的立场设计;要考虑到作业者浪费动作,要提高手动机构的操作性。
5.要考虑到安全第-,要设计成即使操作错误也是安全的。
6.要考虑充分的调配性(标准品),多使用标准品(市售品、标准规格品等),尽量避免使用特殊品。
TRI_ICT测试治具制作规范

4.Sensor 后焊式放大器焊线后必须加 套管,放大器到针的距离要小于15mm, 接信号使用红线,接地使用黑线 。 线规格为: 使用20号线
正极 套管包住放大器
Testjet sensor
5.固定在载板上的放大器两端需焊接 BRC针头,确保和testjet针接触良好.
BRC探针型号100-PRP2519L
2.治具上必须贴上标签;标签要求贴在下模正前方左上角位置,标签内容定义如下: 1)字体:英文字体(The New Roman)20号字 2)内容:Model,Weight,Date,Vendor
治具架构定义
3.牛角需分上下安装,避免使用转接针;Power Board的安装一定要放在下模组,牛角列 的最下端方便电源线的拔插 牛角排列应按照从右到左;由下到上,由小到大的 原则
治具绕线
1.治具电源绕线:
• • • • • •
治具内部使用AWG18-AWG22号线 必须用焊接方式且必须加热缩套管 不同电源要用除黑色和绿色线以外的彩色线 从治具POWER转接板引出的地线,一定要并接,不可将之焊接在一起
自系统所接之电源线不可以直接接到针套端上,而必须通过端子台转接,
电源线与端子头、电源线与针套端,必须用焊接的方式且必须加热缩套管
6.完整的testjet构成由三部份组成 (probe,放大器,感应板).
probe
放大器
感应板
7.针对Notebook BGA testjet sensor可固定在载板也可将载板铣空.
治具针床特殊定义
1. 对针板上针点比较密集处(特别是CPU socket下面的针点)必须用3mm加强板 来固定针套 2.针床上的弹簧分布要对称,使载板水 平放置且受力均衡
浅谈PCBA行业中ICT治具的制作

浅谈PCBA行业中ICT治具的制作摘要:PCBA在批量生产过程中,由于设备和操作者的各种可能的因素,不可能保证生产出来的PCBA全部都是完好品。
这就要求在生产中途或末端加入各种的测试设备和测试治具,仪保证出厂难过的所有实装电路板与设计的各种规格和参数完全一致。
这就产生了X-Ray、AOI、ICT、FCT等各种测试手段。
本文主要从ICT的程序编写和治具的制作方面探讨和规范ICT的测试。
ICT设备厂家较多,我司使用的是德律泰的TR5001E(如图1)和TR518FV (如图2)。
关键字:PCBA(实装电路板)、ICT测试、制作规范、验收前言:PCBA是英文Printed Circuit Board +Assembly的缩写,就是PCB空板经过SMT工艺,或经过DIP插件的整个制程,简称PCBA,中文名称实装电路板。
在线测试仪in circuit tester简称ICT,一种在线式的电路板静态测试设备,业内称为MDA测试,ICT使用范围广,测试量准确性高,对检测出的问题指示明确,即使电子技术水准一般的工人处理有问题的PCBA也非常容易。
使用ICT 能极大地提高生产效率,降低生产成本。
TR5001ETR518FV图1图2ICT测试主要是测试探针接触PCB layout出来的测试点或元器件的引脚来对PCBA进行开路测试、短路测试、零件测试以及芯片保护二极管测试(芯片焊接情况测试)。
ICT测试之治具制作规范及验收由于各公司的生产产品各异,产品的特性也不尽相同,现本人根据我司的产品特性和生产工艺整理的ICT治具制作规范及验收要求(只展示部分-工作流程,我司的部分产品图片如图3、4、5、6)如下:图3 图4图5 图6工作流程1 治具申请1.1 新机种以及转量产治具由NPI负责人提出需求1.2 治具损坏由工程部维修,内部无法维修则请供应商维修1.3 治具申请及报废、增补均需有记录2 治具尺寸:2.1 标准尺寸(如下图7):长(450MM)*宽(330MM)*高(200MM);2.2 大于此规格的特殊机种以机板实际尺寸决定治具尺寸;图73 编号规则:3.1ICT治具上天板和载板都需刻:供应商字母缩写+机种名+制作日期+版本号(我司要求)3.2 特殊客户按客户要求将客户名称刻于天板和载板;4 制作要求:4.1 治具材料4.1.1 所使用的材料需符合ROHS和静电要求的电木,亚克力和压棒(支撑棒)表面电压<100V;4.1.2 测试针需使用INGUN(压力值根据客户要求)探针,绕线为(线径0.8MM)OK线,自动盖章为SMC(5-8MM行程,4MM口径气管)气动章;牛角选用3M 64PIN;治具计数器为OMRON H7EC;4.2 治具厚度4.2.1 ICT治具上天板厚度定义为5MM,中板厚度定义为10MM,载板定义为8MM;4.3 治具针点及针床4.3.1 单面板或双面板,测试点第一选择在同一面(焊锡面),即下针盘,若要上针盘植针则需提前通知确认,被测点选用顺序为:测试点-零件脚-贯穿孔,选用零件脚和贯穿孔提前通知确认同意后采用;4.3.2 测试针点要求位置准确,所有产品需空PCB做蓝膜测试,校针针点保持在在1/2锡点内;4.3.3 两被测点或被测点与预钻孔中心距以大于2.54MM(100mil测试针)为标准,其次是1.905MM(75mil测试针),不得小于1.27MM(50mil测试针)(使用此间距测试点需通知确认同意后采用);4.3.4 针床板标准规格:(长)450mm×(宽)330mm×(高)10mm,针床板严禁有破孔爆孔漏钻孔现象,钻孔孔径应按焊盘不同规格变化,严禁钻破孔用点胶固定现象;4.3.5 针床上弹簧孔深度为7MM,误差±1.0mm,弹簧需使用强力弹簧,安装弹簧时点螺丝胶固定,弹簧规格为:高20mm;4.4 治具定位孔和载板压棒4.4.1每一片PCB须有2个及以上定位孔,选择对角线定位孔为标准,定位柱尺寸比定位孔尺寸小0.1MM为标准,多连片板则在第一片板加2个定位柱,最后一片板加1个定位柱即可;4.4.2 治具载板应根据PCB layout让位合理,铣槽边缘倒圆角,铣槽标准深度5MM,特殊元件需铣深槽的需提前确认确认,治具载板须做防呆处理,保证产品反向无法放入载板;载板严禁有破孔爆孔漏钻孔现象,载板钻孔孔径应按焊盘不同规格变化;4.4.3 治具上下载板导柱尺寸以8MM为标准,上天板压棒布局合理,横向距离位置固定元件≥3MM;横向距离易偏移,晃动元件(弯脚电解,压敏等),则压棒要置于元件高度直径距离外,所有压棒高度一致,下压后PCB板平整;压棒需根据下压位置合理选择使用平头压棒(直径6.3MM高度40MM),尖头压棒(尖头直径2.0MM高度40MM)--注:压棒严禁置于贴片电容和芯片正上方(元器件容易压损伤);4.5 治具探针绕线和计数器4.5.1 治具探针连线规范,绕线匝数≥7匝(图8),不能松脱;治具绕线完成后底部需加保护板(图9),保证OK线不脱落不压断;4.5.2 治具需加计数器(图10)于治具正前方,计数器面板无清零按钮;图8 图9 图104.6 治具铣槽针点资料和治具应力测试4.6.1 治具铣槽需提供铣槽阴影图以供核对铣槽是否合理,有无压伤元件(需用蓝膜贴于所有元件表面,压床下压后检查蓝膜表面无压痕)和方便PCB变更后期修改铣槽;4.6.2 治具完成需提供4份针点图,治具针板正面反面根据测试针号各镶嵌一份,以供后期维修治具;另需提供针点图装订成册以供后期确认程序查找针点使用;4.6.3 供应商治具制作完成后,我司需进行应变力测试,要求范围在±500 ue;4.7 治具可植针率要求治具制作前需确认机型植针率:1. 植针率大于95%时,可以制作治具。
波峰焊治具治具制作规格书WIA
东莞市立迪电子科技有限公司制 作:杜永锋审 核: 日 期:序言 随着工业的发展为了能够更有效的提高生产效率,减轻员工劳动强度和作业难度,提高产品的品质,就需要一种“治具”来辅助作业了。
治具又分工装治具、检测治具两种,前者用于机械加工、焊接加工、装配等工艺便于加工、满足精度的需要而设计的一种工装夹具;后者为检测使用,因为有些机械尺寸不便于测量,其形状复杂,只好设计专门的检测块或者检测用的针对某一种产品而设计检具,比方塞规、环规等一些规则的检具,但有些是不规则的就必须专门设计一种检具来测量它的尺寸。
治具在控制方面已由前期机械控制进入机械和电气控制相结合的时代,治具也被越来越多的被设计成能够自动化控制,其科技含量也越来越高,对设计人员要求不但有机械方面的知识,同时也要有电控方面的知识。
治具在制作材料方面前期的木质、塑胶板材被合金、新型复合材料所取代,治具的机构日益简单灵活,便于操作。
治具在设计方面已由前期的二维图纸发展成三维立体图像,在治具制作前期就可以模拟治具的使用,为人体工程学分析做了基础,以此不断改进治具。
治具的标准化 治具零部件的标准化日益成熟,加快了治具产业的发展。
工业设备标准化为治具标准化提供了有利的保证。
波峰焊 治 具制作规 格书文件编号:WI-A-021版 本:A/0治具的类型已经多样化 ICT治具、SMT治具,功能治具、工装治具、工装夹具、贴合机、运送压合机、LCD显示幕贴膜机,压胶机,进水口切料机,测变型治具、按键贴膜治具、按键检测机具,探针检测治具,量测治具、吸盘印刷治具、气动压合点胶治具,自动排片机等等。
为了促进公司治具制作的标准化,特于2011年针对公司目前生产治具分大类制作治具制作规格书,通过治具制作规格书明确治具用途、原材料选择、制作流程、制作工艺、检验标准等。
通过文件化的规范使公司治具的制作经验得以传承,好的方法得以推广。
由于本人经验有限文件制作过程中难免有错误请大家不吝赐教,万分感激。
测试治具设计
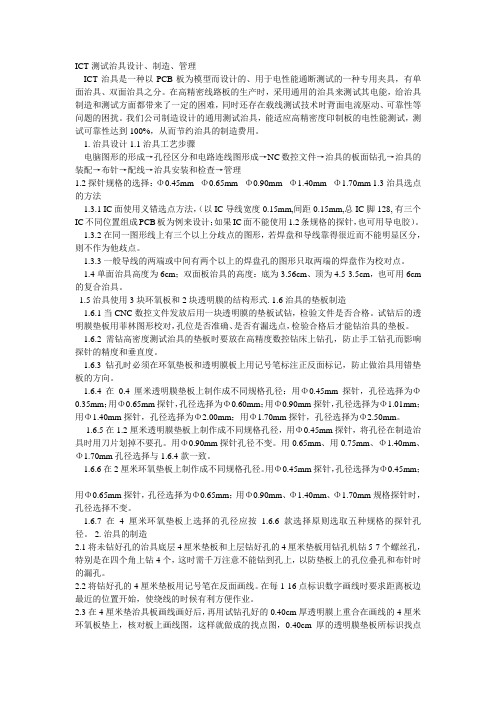
ICT测试治具设计、制造、管理ICT治具是一种以PCB板为模型而设计的、用于电性能通断测试的一种专用夹具,有单面治具、双面治具之分。
在高精密线路板的生产时,采用通用的治具来测试其电能,给治具制造和测试方面都带来了一定的困难,同时还存在载线测试技术时背面电流驱动、可靠性等问题的困扰。
我们公司制造设计的通用测试治具,能适应高精密度印制板的电性能测试,测试可靠性达到100%,从而节约治具的制造费用。
1. 治具设计 1.1 治具工艺步骤电脑图形的形成→孔径区分和电路连线图形成→NC数控文件→治具的板面钻孔→治具的装配→布针→配线→治具安装和检查→管理1.2 探针规格的选择:Φ0.45mm Φ0.65mm Φ0.90mm Φ1.40mm Φ1.70mm 1.3 治具选点的方法1.3.1 IC面使用义错选点方法,(以IC导线宽度0.15mm,间距0.15mm,总IC脚128, 有三个IC不同位置组成PCB板为例来设计;如果IC面不能使用1.2条规格的探针,也可用导电胶)。
1.3.2 在同一图形线上有三个以上分歧点的图形,若焊盘和导线靠得很近而不能明显区分,则不作为他歧点。
1.3.3 一般导线的两端或中间有两个以上的焊盘孔的图形只取两端的焊盘作为校对点。
1.4 单面治具高度为6cm;双面板治具的高度:底为3.56cm、顶为4.5-3.5cm,也可用6cm 的复合治具。
1.5 治具使用3块环氧板和2块透明膜的结构形式. 1.6 治具的垫板制造1.6.1当CNC数控文件发放后用一块透明膜的垫板试钻,检验文件是否合格。
试钻后的透明膜垫板用菲林图形校对,孔位是否准确、是否有漏选点,检验合格后才能钻治具的垫板。
1.6.2需钻高密度测试治具的垫板时要放在高精度数控钻床上钻孔,防止手工钻孔而影响探针的精度和垂直度。
1.6.3钻孔时必须在环氧垫板和透明膜板上用记号笔标注正反面标记,防止做治具用错垫板的方向。
1.6.4在0.4厘米透明膜垫板上制作成不同规格孔径:用Φ0.45mm探针,孔径选择为Φ0.35mm;用Φ0.65mm探针,孔径选择为Φ0.60mm;用Φ0.90mm探针,孔径选择为Φ1.01mm;用Φ1.40mm探针,孔径选择为Φ2.00mm;用Φ1.70mm探针,孔径选择为Φ2.50mm。
ICT测试治具材料介绍

探针头部形状 适用测试点的形状
尖头 被测点是凸状的平片状或者有氧化现象
伞型头 被测点是孔或者是平片状或凹状
平头 被测点是凸起平片状
内碗口平头 被测点是凸起
皇冠头 被测点是凸起或平片状
测试用板材的选用
测试夹具中所选用的板材一般有压克力(有机玻璃)、环氧树脂板等。普通的探针孔径大于1.00毫米的治具,其板材以有机玻璃居多,有机玻璃价格便宜,同时有机玻璃相对较软钻孔时有胀缩探针套管与孔的结合紧密,由于有机玻璃是透明的夹具,出现问题检查十分容易。但是普通的有机玻璃在钻孔时容易发生溶化和断钻头,特别是钻孔孔径小于0.8毫米时问题很大,一般钻孔孔径小于1毫米时都采用环氧树脂板材,环氧树脂板材钻孔不容易断钻头其韧性及刚性都好但价格较贵一些,环氧树脂板没有胀缩所以如果钻孔孔径不精确会造成探针套管与孔之间很松动产生晃动。环氧树脂板不透明如果夹具出现问题检查较困难一些,另外有机玻璃温差变形比环氧树脂板大一些,如果测试的密度非常高的需采用环氧树脂板。板材的选用及钻孔的精度对整个测试夹具的精度起关键的作用。
派捷电子
夹具的底座
夹具的底座大部份是用电木或有机玻璃制作的,在测度PCBA时,都有ESD要求,一般都会选择ESD材料,例如:黑色的FR4,合成石等材料,电木和有机玻璃不属于ESD材料。大部份的厂家制作夹具底座时是根据测试板材的大小临时制作的,所以底座的质量及底座的重复使用率不是很好,所以建议统一底座大小及标准,配备几种不同的标准大小,这样在设计选择上会有很大的帮助,不需要反复的去设计夹具的动作部分。夹具的制作要根据实际的情况选用适当的材料,这样可大幅度的降低成本,同时通用可重复使用的底座也可大幅度的降低成本,并且使治具制作标准化方便制作,提高夹具的质量。
ICT测试冶具检验标准
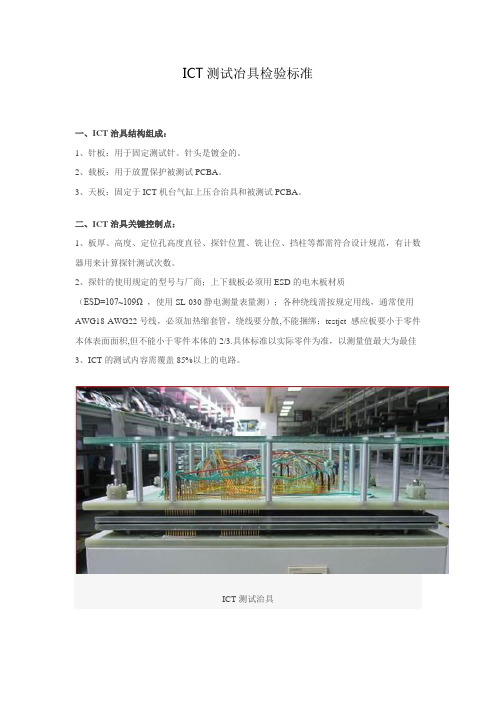
ICT测试冶具检验标准一、ICT治具结构组成:1、针板:用于固定测试针。
针头是镀金的。
2、载板:用于放置保护被测试PCBA。
3、天板:固定于ICT机台气缸上压合治具和被测试PCBA。
二、ICT治具关键控制点:1、板厚、高度、定位孔高度直径、探针位置、铣让位、挡柱等都需符合设计规范,有计数器用来计算探针测试次数。
2、探针的使用规定的型号与厂商;上下载板必须用ESD的电木板材质(ESD=107~109Ω ,使用SL-030静电测量表量测);各种绕线需按规定用线,通常使用AWG18-AWG22号线,必须加热缩套管,绕线要分散,不能捆绑;testjet 感应板要小于零件本体表面面积,但不能小于零件本体的2/3.具体标准以实际零件为准,以测量值最大为最佳3、ICT的测试内容需覆盖85%以上的电路。
ICT测试治具三、评价ICT治具参数要求:1、植针率= 植针网络数/PCBA总网络数≥85%2、覆盖率= 可测试零件数/总零件个数≥85%四、ICT治具验收审核标准:1.治具整体尺寸是否正确:ǂ*360*225 450*360*2002.牛角是否正确::34PIN 64PIN 96PIN3.牛角颜色是否正确::蓝色灰色黑色4.压棒是否正确:是否已避开零件5.压棒图是否与天板一致;高度是否正确6.过高零件相对天板位置是否铣凹槽7.载板铣槽是否正确,未铣槽部分是否会压零件8.板/载板上下活动是否顺畅且无异声9.探针上下活动是否顺畅,无歪斜,靡擦情形10.套管高度是否正确(下测压缩2/3,上测压缩1/3~1/2)11.Test Jet Sensor是否良好12.探针针型是否正确,载板有无阻碍探针活动13.PCB板压平时是否无探针头露出PCB板面14.机台下压时针床是否平整且无异声15.G-PIN数量及高度是否合适,是否四角串联G-PIN高出载板2-3mm16.针点位置是否准确,校针需在1/2锡点之内(利用蓝色胶膜)17.计数器是否动作,并且不可手动榱?br>18.治具PIN与PIN在DEBUG probe short check,有无不正常短路现象.19.探针之间接触阻抗是否在1.57欧姆以下20.治具螺丝锁定是否牢固,无凸凹/松动滑牙现象21.弹簧是否点胶固定22.冶具是否能良好的装到机台上23.治具里是否整齐,外观是否干净24.磁盘中程式是否无病毒25.磁盘中程式是否无漏Key In BOM值及H,LPIN是否符合程式制做要求26.针床上是否贴上治具流程表27.TJ钻孔位置,方向是否准确28.天板/中板/面板是否贴机种标签29.上针板条形码孔是否铣长46mm宽28mm30.DIP零件角铣深,外框加大至孔径外缘31.DIP大电容搬斜角度,是否铣去(板边)(待测物)2mm空间32.牛角是否锁紧33.正看connector缺口朝上,由下往上,由左往至右排列34.电源线是否焊正确35.线头,线渣是否整洁36.绕线圈数是否标准37.TJ放大器是否正确(不能磨小)38.TJ联机检查是否OK39.TJ方向正看是否左中心点为正40.焊锡是否良好41.电源配线是否按+5V为2号针,+12V为15号针,+3.3V为10号针,GND为5号针42.FIN零件,防呆针是否制成OPEN状态43.TJ大小是否和IC一样大,是否压到其他零件(大小误差为+/-1mm44.贴图正看A1是否在左上方45.弹簧是否全部为16L,弹簧深7mm46.Test Jet牛角是否70mm,锁右上一格,缺口朝下47.天板(厚5mm):平头螺丝4Φ*10mm长,天板铣沉头48.压棒平头是否Φ6.3(6.0)*20mm尖头Φ2.0mm*20mm螺丝用圆头3Φ*15mm压棒与零件须距2mm以上距离49.载板是否铣凹槽提把,60*30*4(mm)50.天板刮伤目视,例:周边铝柱内不可刮伤51.周边是否刮除利角,需专用双边例角工具52.综合检查外观,包装及标示是否到位,是否正确,明显。
ICT治具制作参考标准

ICT治具制作參考標準目的:為能在設計階段Layout和量產時評估ICT治具制作有一個參考標準.使用范圉:設計和量產的所有機種進行評估及該機種之可測率及植針率.內容:一、ICT治具評估制作參考條件1.目前ICT可測的零件.a.電阻、電容>100P、二极/三极管.b.電感類目前以跳線方式測.c.IC目前檢測方式:輸入模擬工作電壓,ICT檢測每個pin的電壓(目的為檢測ic是否漏插,插反)d. 電解電容能測出是否漏插,是否插反.2.ICT治具制作需求資料a. Gerber files(連片或單片)文件b. 空白PCB 1連片.c. 有插件的實物PCB1連片.二、PCB Layout注意事項和參考規則如下.考量可測性之PCB設計布線規則PCB 之設計布線除需兼顧功能性與安全性外, 更需可生產及可測試。
茲就可測性之需求提供規則供設計布線工程師參考。
如能注意及之, 將可為我公司省下可觀之治具製作費用並增進測試之可靠性與治具之使用壽命。
可取用的規則1. 雖然有雙面治具,但最好將被測點盡可能置於BOT 面,以增加測試穩定度,也可以節省治具成本。
2. Fixture point type 之用針如下,測試點優先順序: A.測墊(Test pad) B.零件腳(component lead)C.貫穿孔(Via)未覆蓋綠漆。
3. 測試穩定性:其中以Test pad 測試最為穩定;VIR 孔效果最差,干擾因素最多如綠漆、塞墨、盲埋孔等,都是造成測試不穩定的因素。
4. 探針大小是依照測點與測點的中心距離所選定的,探針越大測試越穩定,價格越便宜。
5. 探針選則標準如下:a. 測點與測點的中心距離大於85mil ,兩點植針100mil/100mil 探針。
b. 測點與測點的中心距離為84mil ~75mil ,兩點植針100mil/75 mil 探針。
c. 測點與測點的中心距離為74mil ~70 mil ,兩點植針75mil/75 mil 探針。
ICT治具制作参考标准

ICT治具制作参考标准目的:为能在设计阶段Layout和量产时评估ICT治具制作有一个参考标准.使用范圉:设计和量产的Lighting/Security/CCTV等所有机种.内容:一、ICT治具评估制作参考条件1.目前ICT可测的零件.a. 电阻、电容>101P、二极/三极管.b. 电感类目前以跳线分式测.c. IC目前检测方式:输入模拟工作电压,ICT检测每个pin的电压(目的为检测ic是否漏插,插反)d. 电解电容只能测出是否漏插,无法检测是否插反.2.ICT治具制作需求资料a. Gerber files(连片或单片)文件b. 空白PCB 1连片.c. 有插件的实物PCB1连片.3.评估需制作ICT治具依据.a. DIP零件>40PCS.b. SMD零件≥50PCS (锡膏作业SMD除外)c. PCB厚度需>1.3mmd. 连片方式:若PCBSIZE>100*100Size建议1~2连片.(目前一般开单板治具为主.其稳定性较好)二、PCB Layout注意事项和参考规则如下.考量可测性之PCB设计布线规则PCB 之设计布线除需兼顾功能性与安全性外, 更需可生产及可测试。
兹就可测性之需求提供规则供设计布线工程师参考。
如能注意及之, 将可为我公司省下可观之治具制作费用并增进测试之可靠性与治具之使用寿命。
可取用的规则1. 虽然有双面治具,但最好将被测点尽可能置於BOT面,以增加测试稳定度,也可以节省治具成本。
2. Fixture point type之用针如下,测试点优先顺序: A.测垫(Test pad) B.零件脚(component lead) C.贯穿孔(Via)未覆盖绿漆。
3. 测试稳定性:其中以Test pad测试最为稳定;VIR孔效果最差,干扰因素最多如绿漆、塞墨、盲埋孔等,都是造成测试不稳定的因素。
4. 探针大小是依照测点与测点的中心距离所选定的,探针越大测试越稳定,价格越便宜。
ICT测试治具制作验收管理

ICT测试治具制作、验收、管理更改记录1.目的:为ICT治具的采购,制作,验收,管理等提供具体的操作指导。
2. 范围:适用ICT测试治具。
3. 相关文件:《SMT钢网,波峰焊,ICT测试夹具管理操作规范》《ICT治具保养操作指导书》《ICT更换治具操作指导书》4. 定义:NA5. 职责:此规范由SMT部门制定,由相关部门配合执行。
7. 程序:7.1 准备资料7.1.1由SMT测试工程师从文控中心申请待测产品ICT治具制作需要的完整的Gerber文件和BOM表。
7.1.2准备待测产品的PCB空板和实板各一块。
7.2 治具厂商分析文件及报价。
7.2.1由SMT测试工程师发送7.1所述产品资料给治具厂商分析植针率,及测试覆盖率。
7.2.2与治具厂商讨论确定治具的具体制作要求,不同的ICT测试治具的要求参考《ICT治具制作要求》。
7.2.3治具厂商按制作要求做出初步报价。
7.3 治具申请采购7.3.1 SMT测试工程师根据供应商初步测试覆盖率分析报告和ICT治具的报价填写《资产添置申请表》。
7.3.2 把签好的《资产添置申请表》给公司采购部门,由采购部门实施采购。
具体操作参见相关文件。
7.4 ICT治具的验收7.4.1治具厂按要求制作ICT治具和测试程式。
7.4.2治具完成之后递交至XXX。
7.4.3 ICT治具严格按照《ICT治具制作要求》进行验收。
7.4.4填写ICT 治具《ICT 治具验收报告》。
7.5 ICT 治具的标识及存放管理,保养7.5.1 ICT 治具上需有标签标识,标签内容包括治具名称、治具编号和治具重量。
7.5.2 ICT 治具编号按工位名ICT 加上产品名加上0~99数字按顺序定义,如下图一。
7.5.3 ICT 治具要登记到《SMT 治具清单》中。
7.5.4治具放置在指定位置,储存环境需防潮防尘。
7.5.5 ICT 治具需每周进行一次保养,参照《ICT 治具保养指导书》进行保养。
ICT治具标准
位柱直徑
以小于
PCB上定
位孔徑
0.15mm較
佳,太細
易造成誤 PCB則易
測.若和
PCB上定
位孔徑相
同,則不易
取板.
2.7.2.2 定
位柱高度
以在載板
不受力情
況下,露出
PCB 2mm 較佳. 露出 不易取板. 太多 太少有壓
壞PCB的 隱患.
2.7.2.3 總 之定位柱 的取用,放 置以PCB 易取放,不 晃動為標
专用治具 制作软件 分析 GERBER FILE,降 低机器设 备 2. 治的具误选 点要合 理,选点 原则依 照:
a.PCB板 上预留的 测试b. 点零。件 脚折弯的 点。c. DIP零 件脚的点 。
d.SMD零 件 另焊 外盘 ,。 SMD电容 脚,SMD 晶体管 脚,变压 器脚等不 可以下 针,以免 损伤零件 或测试不
厚度 1cm 其它見圖 六
31cm
11.5cm 8.2cm
(圖六)左右護板示意圖
2.12 牛角 排插
2.12.1 型 號 : 64PIN 2.12.2 放 置規則
三:治具附 件
缺口朝上, 以從下到 上,從左到 右的順序 編號排列.
1. 程式.
1.1 依據TE 提供的 BOM表,線 路圖,按照 HIPRO工 程提供的 程式標准 進 1.2行程撰式寫中. 不允許超 過2處元件 實際值錯 誤,不允許 有元件高 低點位錯 誤.
1.3 程式編 好后,保存 在U盤中并 列印出來, 提供給TE 保存.
2. 針點圖, 壓棒圖
1.4 只針對 首次制做 的治具,若 是復制的 治具,則無 需提供.
2.1 材質 : 透明膠片.
3cm 5.4cm 1.1cm
ICT治具架构

載板材質應 為防靜電的
機板放置方 向標誌
載板俯視圖
彈簧
探針 轉接針
針盤俯視圖
Relay Board I Buffer Board
Relay Board II
電源端子牌
V&C Protect Board
Vrm to DC Board
治具內部狀況
治具導引軸管定 位治具在機台上
Interface把來自機板 的信號傳給機台內 的各功能板
The Framework of the ICT Test Fixture
2006/03/03
ICT測詴治具的總括
ICT測詴治具分上下兩部分:上部分上蓋和載板.下部 又分針盤,治具內部和Interface三部分.Interface 是治具和機台連接的部分,通過它機台的各功能板會 把探針及繞線傳遞來的待測板的信號進行分析判斷, 從而達到量測的目的.
來自7812的 12V電源
輸出點
輸入點
VRM to DC Board 將Voltage regulater modulation 出來的電壓積分成直流電壓, 以便機台量測,每個卡可量測三組電壓. . 6 .
通過7805轉出的 5V_STBY電源線
通過7812轉出的 12V電源線
來自Powerer Board.
8. 18V Change to 12V&5V Card 9. HP Testjet
此處有10Pin排線通過 V&C Protect Board與 機台連接
Agilent Testjet MUX Card.提供Agilent Testjet和 Agilent Polarity Check測詴,64個輸入Channel,可提供 64顆零件供Testjet測詴用. .1.
治具制作管制规范(含表格)
治具制作管制规范(ISO9001-2015)1.目的:1.1使公司治工具开发&制作标准化、合理化。
2.范围2.1适用公司所有治工具开发&制作之作业。
3.职责权限3.1工程部3.1.1评估单位依据产品的制程要求评估出生产线开发治工具的必要性,并作出费用评估。
3.2.2IE依客户产能需求作出治工具数量及日产能评估。
3.2业务3.2.1依IE之数量评估表会签是否执行的意见,并依据治工具使用寿命与客户产能需求未达使用寿命的处理方式。
4.定义:无5.作业程序5.1需求单位开《专用设备、治工具申请表》。
5.1.1需求单位依据《治工具管制规范》开单给工程相关评估单位。
5.1.2SMT&DIP非测试类治工具开的那给ME专案工程师。
5.1.3F/T及烧录周边设备开单给工程测试工程师。
5.2.4SPI、ATE、AOI、ICT、打印机周边设备开单给IE。
5.1.5所有需要数量评估的《专用设备、治工具申请表》。
5.2治工具评估5.2.1评估流程依据《治工具管制规范》。
设备评估单位接收到需求单位开出的《专用设备、治工具申请表》,依据产品的制程要求填写《治工具开发评估表》,并由其主管签核后的交由IE专案人员。
评估单位评估/主管签核时效4小时。
5.3IE评估治具数量及日产能5.3.1IE接收到评估单位开出的《治工具开发评估表》,依据业管/业务提供的日尖峰产能和共享机种日尖峰产能需求评估治工具需求数量和本次应新增量,并将其填入《治工具申请表》。
5.3.1.1SMT载具数量评估需填写《SMT制程载具数量评估表》。
5.3.1.2波峰焊载具数量评估需填写《波峰焊载具数量评估表》。
5.3.1.3《治工具开发评估表》&《SMT制程载具数量评估表》&波峰焊载具数量评估表》、需附《治工具申请表》一起签合。
5.3.1.4实产治工具需求量可由评估单位与业务商定,量产治工具数量由IE评估。
5.4治具的制作或请购5.4.1评估单位依据最终签回结果,进行治具的请购或制作。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
东莞市立迪电子科技有限公司制 作:杜永锋审 核:日 期:2011.4.14I C T 治 具 制 作 规 格 书文件编号:WI-A-024 版 本:A/0序言随着工业的发展为了能够更有效的提高生产效率,减轻员工劳动强度和作业难度,提高产品的品质,就需要一种“治具”来辅助作业了。
治具又分工装治具、检测治具两种,前者用于机械加工、焊接加工、装配等工艺便于加工、满足精度的需要而设计的一种工装夹具;后者为检测使用,因为有些机械尺寸不便于测量,其形状复杂,只好设计专门的检测块或者检测用的针对某一种产品而设计检具,比方塞规、环规等一些规则的检具,但有些是不规则的就必须专门设计一种检具来测量它的尺寸。
治具在控制方面已由前期机械控制进入机械和电气控制相结合的时代,治具也被越来越多的被设计成能够自动化控制,其科技含量也越来越高,对设计人员要求不但有机械方面的知识,同时也要有电控方面的知识。
治具在制作材料方面前期的木质、塑胶板材被合金、新型复合材料所取代,治具的机构日益简单灵活,便于操作。
治具在设计方面已由前期的二维图纸发展成三维立体图像,在治具制作前期就可以模拟治具的使用,为人体工程学分析做了基础,以此不断改进治具。
治具的标准化治具零部件的标准化日益成熟,加快了治具产业的发展。
工业设备标准化为治具标准化提供了有利的保证。
治具的类型已经多样化 ICT治具、SMT治具,功能治具、工装治具、工装夹具、贴合机、运送压合机、LCD显示幕贴膜机,压胶机,进水口切料机,测变型治具、按键贴膜治具、按键检测机具,探针检测治具,量测治具、吸盘印刷治具、气动压合点胶治具,自动排片机等等。
为了促进公司治具制作的标准化,特于2011年针对公司目前生产治具分大类制作治具制作规格书,通过治具制作规格书明确治具用途、原材料选择、制作流程、制作工艺、检验标准等。
通过文件化的规范使公司治具的制作经验得以传承,好的方法得以推广。
由于本人经验有限文件制作过程中难免有错误请大家不吝赐教,万分感激。
谢谢!Johe.du2011-4-14目录:1.定义 (1)2.范围 (1)3.内容 (1)4.权责 (2)5.制作规范5.1 (3)5.2 (4)5.3 (5)5.4 (7)5.5 (8)5.6 (9)5.7 (9)1、定义:ICT测试治具即InCircuitest测试治具的缩写,就是在线检测、测试治具。
是对在线元器件的电性能及电气连接进行测试来检查生产制造缺陷及元器件不良的一种标准测试设备。
它主要用于检查在线的单个元器件以及各电路网络的开、短路情况,具有操作简单、快捷迅速、故障定位准确等特点,ICT测试治具可进行模拟器件功能和数字器件逻辑功能测试,故障覆盖率高,对每种单板需制作专用的针床,这个针床在工业生产上就叫它ICT测试治具。
2、范围:ICT机型的选择原则:1.双面板在波峰焊后对贴片料和插件料进行测试。
2.单面板在SMD之后专测试SMD元件部分。
ICT治具的功能:(1)测试电阻,电容,电晶体,排阻的缺件,空焊,错件,损件,零件不良,极性反(2)测试二极体是否正常,是否极性反(3)测试电感,保险丝(保险丝)有无断掉,针有无空焊(4)测试连接器的虚焊,短路(短)(5)测试各种集成电路的引脚空焊,短路,反向*但此项不一定测的出来(6)测试控制板线路是否有微量开放(断线)或微量短(印刷电路板本身短)(7)测试各种元件是否有缺件3、内容:要制作ICT治具首先了解印刷线路板的制作流程:ICT治具是针对印刷线路板制作过程中容易出现问题的工序(贴片,插件、回流焊、波峰焊)进行检查。
提前发现问题避免后工序使用不良品作业。
ICT治具的制作流程:序号项目说明图示1 项目安排生产生产部根据订单安排生产(1)空PCB板(Bare Board): 1块(2)实物板(Loaded Board):1块(3)材料表(BOM):1份(4)原理图(Schematic):1份(5)联片图(Paneldrawing):1份(6)电脑选点所需资料等2 软线选点处理通过选点软件选点3 结构设计根据测试板设计相应结构4 CNC编程设计、加工设计载板、压板等5 机构部分加工及组装加工各部件后组装结构6 下针绕线根据针点图下针,绕线7 成品调试通过德律ict测试仪TR-518F调试3.1 ICT治具原材料的选择。
3.2 ICT治具CNC编程设计3.3 ICT治具CNC加工工艺参数。
3.4 ICT治具组装。
3.5 ICT治具检验标准。
3.6 ICT治具使用注意事项。
3.7 ICT治具的保养。
4、权责:4.1 生产部负责ICT治具的CNC编程设计,CNC加工,机械组装。
4.2 品质部依据《接单表》、《ICT检验标准》进行检验。
4.3 采购负责原材料的采购并要求供应商提供材料的材质报告、ROHS等文件。
4.4 业务部将客户要求反馈给设计、制作人员、检验人员协助完成检验,5、制作规范:5.1 ICT治具基板及原材料的选择:序号名称材料备注1 压板培林柱镀铬棒∮8×1002 压棒黑赛刚棒∮6×453 顶板支柱蓝色赛刚∮10×504 顶板亚克力380×310×6mm5 压板亚克力340×200×10mm6 挡块塑胶、金属7 挡块螺丝金属圆头十字螺丝M4×108 载板英刚板340×200×8mm9 载板培林柱镀铬棒∮6×4510 垫片黄玻纤∮20×111 计数器触点黄铜∮10×112 培林∮6 、13 弹簧∮18×1814 定位柱根据实际需求选用15 OK线∮0.2616 探针根据实际需要选用17 针板亚克力380×310×10mm18 侧板电木10mm19 牛角34PIN、62PIN、96PIN20 支柱蓝色赛刚∮10×9021 计数器OMRON H7EC5.2 ICT治具CNC编程设计5.2.1 根据客户要求确定整体高度。
5.2.2 选点软件确认针点,每一种机种的板子,只要是通过ICT测试的,都必须要有测试点,一般测试点是由PCB布线工程人员所定义出来,印刷电路板厂在洗板子时,就会把定义的这些点,制成可吃锡的点。
每一个测试点均是一个信号点(板子本身),ICT治具的探针就可以借着顶触这些测试点,去测试板子上的相关零件。
ICT治具的探针可根据测试点的不同,有不同的类型以及大小分为100mil,75mil,50mil。
(1)两个测试点间的距离不能小于50mil(最小探针规格> = 50mil),否则必须跳过一个测试点,这样便有一些零件无法测试。
(2)零件的本体不能档到测试点,否则装上探针后,可能会扎伤零件。
5.2.3 载板设计时针对常规的R,C,L零件,长宽以PCB零件丝印为基准再加铣0.5mm. 高度是以零件的本体加铣0.5mm。
对于连接类元件或者特高元件载板需铣空 ,零件的长宽在零件本体的基础上外扩0.5mm。
5.2.4立板右小角刻字至少包含治具名称、制作日期、机种名称、公司Loge,字体:宋体,字高8mm,颜色为白色。
顶板、压板、针板正面需刻机种名称字体:宋体,字高8mm。
5.2.5 针板材料选择普通亚克力不能使用防静电材料。
5.2.6 ICT用针如下,测试点优先级: A.测垫(Test pad) B.零件脚(component lead) C.贯穿孔(Via)未覆盖绿漆。
VIR孔效果最差,干扰因素最多如绿漆、塞墨、盲埋孔等,都是造成测试不稳定的因素。
(一)探针大小是依照测点与测点的中心距离所选定的,探针越大测试越稳定,价格越便宜。
(二)探针选则标准如下:a.测点与测点的中心距离大于85mil,两点植针100mil/100mil探针。
b.测点与测点的中心距离为84mil~75mil,两点植针100mil/75 mil探针。
c.测点与测点的中心距离为74mil~70 mil,两点植针75mil/75 mil探针。
d.测点与测点的中心距离为69mil~60 mil,两点植针75mil/50 mil探针。
e.测点与测点的中心距离为59mil~50 mil,两点植针50mil/50 mil探针。
f.两测点中距离小于50 mil,无法植针。
(三)被测点的Pad及Via不应有防焊漆(Solder Mask)。
(四)两被测点之中心距应大于0.100" (2.54mm)为佳,不得小于0.050" (1.27mm)。
(五)被测点直径应大于0.040" (1.00mm), 形状以正方形较佳(可测面积较圆形增加21%)。
小于0.030"之被测点无法植针。
(六)被测点应离其附近零件(位于同一面者)至少0.100" (2.54mm)。
如为高于3mm零件, 则应至少间距0.120" (3mm)。
(七)被测点应离板边或折边至少0.100" (2.54mm)。
(八)被测点应平均分布于PCB表面, 避免局部密度过高。
(九)PCB厚度至少要0.062" (1.35mm)。
(十)定位孔(Tooling Hole)直径最好为0.125" (3.175mm)。
其公差应在 +0.002"/-0.001"。
其位置应在PCB之对角。
(十一)被测点至定位孔位置公差应为+/-0.002"。
(十二)避免将被测点置于SMT零件上。
非但可测面积太小, 不可靠, 而且容易伤害零件。
(十三)避免使用过大的孔径大于0.059”(1.5mm)做为被测点。
5.3 CNC加工工艺参数CNC加工工艺参数加工材料工序刀具转速 rpm 切削量mm 备注亚克力钻孔钻头12000 0.3-1.5 依孔径选择钻头电木钻孔钻头15000~20000 1~1.5英刚板钻孔钻头15000~20000 1~1.5英刚板雕刻3mm铣刀18000~20000 1~1.518000~20000 1~1.5英刚板倒角90、120、150°倒角刀5.3.1 针板加工时如果使用电木 100mil针套钻孔使用1.75钻头, 75mil针套使用1.4,如果使用亚克力100mil针套钻孔使用1.70钻头, 75mil针套使用1.35钻头。
5.4 ICT治具的组装5.4.1锁压棒和支柱是选用镀锌螺丝,侧板选用发黑的内六角螺丝保证与颜色一致,并且齐平板材。
5.4.2 针套选用对用孔径的华荣针套,压针套时根据测试点和元件脚设置针套高度。
5.4.3 测试点一般使用尖针,元件脚使用爪针,若客户有特殊要求可使用其他类型的探针(圆头等)。
5.4.4 ICT绕线线材必须是标准 30 AWG5.4.5 针对烧录,频率,Testjet 及B-scan test 必须用双绞线 ,双绞线要用不同颜色的线绕在一起(双绞线根据实际需要,也可用OK 线绕)5.4.6 绕线 a:用剥线钳将线材头部去皮1~1.5cm. b:将去皮的线头插入绕线器内侧孔里。