平面槽形凸轮零件加工工艺设计方案及编程JJJ
平面槽形凸轮零件
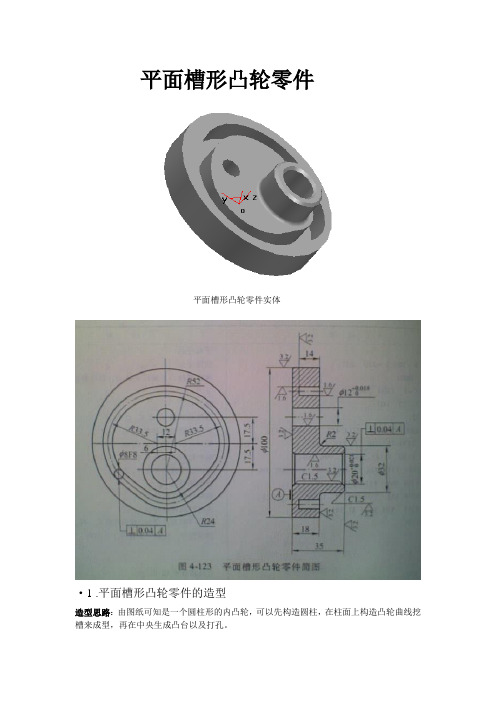
平面槽形凸轮零件平面槽形凸轮零件实体·1 .平面槽形凸轮零件的造型造型思路:由图纸可知是一个圆柱形的内凸轮,可以先构造圆柱,在柱面上构造凸轮曲线挖槽来成型,再在中央生成凸台以及打孔。
·1 .1作基本拉伸体的草图1 .单击零件特征树的“平面XOY”,选择XOY面为绘图基准面。
2 .单击按钮,画出工件底部的R=50的圆形。
用鼠标单击曲线生成工具栏中的“圆形”按钮屏幕左侧出现圆形对话框。
选“圆形—半径”,并输入“中心点0,0”、“半径50”。
这时半径50的圆形则被定位。
3 .单击零件特征对话框,在平面XOY上创建草图。
单击曲线投影按纽,拾取R=50的圆形。
4. 退出草图,单击拉伸增料按纽,在对话框中输入深度=18,选择固定深度,并确定。
结果如图所示。
5 .单击直线按纽,构建内凸轮导面中心线的各个圆弧的圆心。
如图所示:6 .单击圆形按钮,垂线下端点画R=24和R=52的圆,在水平线左右2端画R=33.5的圆形。
7 .单击直线按钮,按空格键选定切点,分别连接左右2边R=33.5和下方R=24的圆。
8 .单击剪切按钮,切掉多余线段,构成图形如下:9 .单击曲线组合,使各个线段连成1条。
10 .拉伸上图中Y坐标轴上的直线与所画曲线交于一点,在特征树中YZ平面构建草图。
单击矩形按钮,做长为8,宽为28的矩形。
11 .单击导动除料,选择步骤9中曲线为为轨迹线。
如图:点击确定得12 .单击在OY轴的负方向17.5处作R=16圆。
13 . 在xoy平面创建草图,单击单击零件特征对话框,在平面XOY上创建草图。
单击曲线投影按纽,选择刚才所画的R=16的圆。
单击拉伸增料按纽,在对话框中输入深度=17,选择固定深度,反向拉伸,并确定。
如图:14 .在XOY平面构建草图,在Y轴负方向17.5处作R=6,正方向17.5处作R=10的圆。
单击拉伸除料,选择贯穿。
如图:确定后15 .单击倒角按纽。
在对话框中输入距离1.5,角度45,拾取凸台内圆和外圆。
平面槽形凸轮的工艺浅析

• 68•内燃机与配件平面槽形凸轮的工艺浅析Analysis of Planar Slot CAM Technology吴桂洪W U G u i-h o n g(肇庆市技师学院,肇庆526060)(Zhaoqing Technician College,Zhaoqing526060, C hina)摘要:凸轮槽融合了连杆机构与凸轮机构特点的零件,与连杆的相同点是从动件的随动力来自主动件,不同点是主动件回转半径按 规律变化。
本例通过对凸轮槽的加工部位、零件材质、工件的装夹、刀具及切削量的选择等方面的分析,提高学生对零件图的解读能力。
Abstract:T he C A M groove in tegrates th e p a rts of connecting rod m echanism and C A M m echanism,and th e sim ilarity of th e connecting rod is driven by th e active part.The difference is th a t th e radiu s of th e active p a rt is changed in a regular w ay.T his exam ple im proves students'ability to in terpret p a rts draw in g by analyzing th e m achining parts,m aterial,clam ping,cutting tools and cutting qu an tity of th e C A M groove.关键词:凸轮槽;材质;装夹;切削量Key words:C A M slot;m aterial;th e clam ping;cutting qu an tityi该零件的工序任务本工序主要任务是加工孔与槽,零件的外部轮廓尺寸已经在前道工序完成,本工序所用的机床是数控机床中的数控铣床。
数控_平面凸轮零件的加工工艺和数控编程

前言制造业是所有与制造有关的行业的总称,是一个国家国民经济的支柱产业。
它一方面为全社会日用消费品生产创造价值,另一方面也为国民经济各部门提供生产资料和装备。
据估计,工业化国家70%~80%的物质财富来自制造业,约有1/4的人口从事各种形式的制造活动。
可见,制造业对一个国家的经济地位和政治地位具有至关重要的影响,在21世纪的工业生产中具有决定性的地位与作用。
由于现代科学技术日新月异的发展,机电产品日趋精密和复杂,且更新换代速度加快,改型频繁,用户的需求也日趋多样化和个性化,中小批量的零件生产越来越多。
这对制造业的高精度、高效率和高柔性提出了更高的要求,希望市场能提供满足不同加工需求、迅速高效、低成本地构筑面向用户的生产制造系统,并大幅度地降低维护和使用的成本。
同时还要求新一代制造系统具有方便的网络功能,以适应未来车间面向任务和定单的生产组织和管理模式。
随着社会经济发展对制造业的要求不断提高,以及科学技术特别是计算机技术的高速发展,传统的制造业已发生了根本性的变革,以数控技术为主的现代制造技术占据了重要地位。
数控技术集微电子、计算机、信息处理、自动检测及自动控制等高新技术于一体,是制造业实现柔性化、自动化、集成化及智能化的重要基础。
这个基础是否牢固,直接影响到一个国家的经济发展和综合国力,也关系到一个国家的战略地位。
因此,世界各工业发达国家均采取重大措施来发展自己的数控技术及其产业。
在我国,数控技术与装备的发展亦得到了高度重视,近年来取得了相当大的进步,特别是在通用微机数控领域,基于PC平台的国产数控系统,已经走在了世界前列。
毕业设计是在修完所有课程之后,我们走向社会之前的一次综合性设计。
主要用到所学的数控加工工艺设计、机械设计等方面的知识。
着重说明一轴的数控加工方法,即零件图样的分析、数控加工的工艺分析、工艺路线的制定、数控程序的编制。
通过本次毕业设计,使我更加了解数控加工的含义,以及懂得如何查阅相关资料和怎样解决在实际工作中遇到的实际问题,这为我以后从事这项职业打下了良好的基础。
槽凸轮的加工工艺规划及数控加工
槽凸轮的加工工艺规划及数控加工作者姓名专业机械设计制造及其自动化指导教师姓名专业技术职务副教授目录摘要 (4)第一章绪论 (4)1.1 课题内容 (4)1.2 选题意义 (5)1.3 与课题内容相关的现状及发展趋势 (5)第二章零件的工艺分析 (5)2.1 零件的图样分析 (5)2.1.1 零件的结构特点 (5)2.1.2 零件的技术条件分析 (5)2.2 零件的工艺分析 (6)第三章毛坯的粗加工 (7)3.1 毛坯的选择 (7)3.1.1 毛坯的种类 (7)3.1.2 毛坯选择应考虑的因素 (7)3.2 加工余量的确定 (7)3.2.1 加工余量的概念 (7)3.2.2 影响加工余量的因素 (7)3.2.3确定加工余量的方法 (8)3.3 毛坯的加工方案 (8)3.3.1 确定毛坯的加工方案 (8)3.3.2 确定各工序所用的设备 (9)3.3.3 表面加工方法的选择 (9)3.3.4 各工序的切削用量 (10)第四章零件的数控加工 (10)4.1数控机床 (10)4.1.1数控机床简介 (11)4.1.2数控加工 (11)4.1.3数控加工的过程 (12)4.2零件的数控加工工艺 (12)4.2.1确定工艺路线 (11)4.2.2确定各工序所用设备 (11)4.2.3工件的装夹 (11)4.2.4定位基准的选择 (11)4.2.5方案的具体实施 (12)4.3零件的数控编成 (14)4.3.1加工编成概述 (15)4.3.2加工编成的分类 (15)4.3.3程序 (16)第五章小结及参考文献 (19)摘要本文首先进行了墙板右内凸轮椭圆校订包本机的工艺分析,规划出零件的工艺加工路线:毛坯的粗加工(零件材料的选择,加工余量的确定等);零件的数控加工包括工件的工艺方案(外围轮廓的加工,方孔的加工,中心孔的加工,凸轮槽的加工等)和数控编程。
这就必须介绍数控机床和数控加工过程,然后根据已确定的零件的工艺路线,进行数控编成——用G代码把零件的各工序用数控语言编写出来。
平面凸轮零件走刀路线计算及数控铣编程

平面凸轮零件走刀路线计算及数控铣编程平面凸轮零件图如图1所示,工件的上、下底面及内孔、端面已加工。
完成凸轮轮廓的程序编制。
解:①工艺分析。
从1的要求可以看出,凸轮曲线分别由几段圆弧组成,内孔为设计基准,其余表面包括4-Ф13H7孔均已加工。
故取内孔和一个端面为主要定位面,在连接孔Ф13的一个孔内增加削边销,在端面上用螺母垫圈压紧。
因为孔是设计和定位的基准,所以对刀点选在孔中心线与端面的交点上,这样很容易确定刀具中心与零件的相对位置。
②加工调整。
零件加工坐标系X、Y位于工作台中间,在G53坐标系中取X=-400,Y=-100。
Z坐标可以按刀具长度和夹具、零件高度决定,如选用Ф20的立铣刀,零件上端面为Z向坐标零点,该点在G53坐标系中的位置为Z=-80处,将上述三个数值设置到G54加工坐标系中,即G54:X=-400,Y=-100,Z=-80.凸轮轮廓加工工序卡见表8-17。
表1 铣凸轮轮廓加工工序卡材料45零件号812程序号8121操作序号内容主轴转速/r.min-1进给速度/r.min-1刀具号数类型直径/mm1铣凸轮轮廓200080、200120mm立铣刀20③数字处理。
该凸轮加工的轮廓均为圆弧组成,因而要计算出基点坐标,才可编制程序。
在加工坐标系中,各点的计算坐标如下。
弧BC的中心O1点:X=-(175+63.8)sin8°59′=-37.28Y=-(175+63.8)cos8°59′=-235.86弧EF的中心O2点:X2 + Y2= 692(X-64)2+ Y2= 212X=65.75,Y=20.93解之得弧HI的中心O4点:X=-(175+61)cos24°15′=-215.18Y=(175+61)sin24°15′=96.93弧DE的中心O5点:X2 + Y2= 63.72(X-65.75)2+ (Y-20.93)2= 21.302X=63.70,Y=-0.27解之得B点:X=-63.8sin8°59′=-9.96Y=-63.8cos8°59′=-63.02C点:X2 + Y2= 642(X+37.28)2+ (Y+235.86)2= 1752X=-5.57,Y=-63.76解之得D点:(X-63.70)2+ (Y+0.27)2= 0.32X2 + Y2= 642X=63.99,Y=-0.28解之得E点:(X-63.7)2 + (Y+0.27)2= 0.32(X-65.75)2 + (Y-20.93)2= 212X=63.72,Y=-0.03解之得F点:(X+1.07)2 + (Y-16)2= 462(X-65.75)2 + (Y-20.93)2= 212X=44.79,Y=-19.6解之得G点:(X+1.07)2 + (Y-16)2= 462X2 + Y2= 612X=14.79,Y=59.18解之得H点:X=-61cos24°15′=-55.62Y=61sin24°15′=25.05解之得I点:X2 + Y2= 63.802(X+215.18)2+(Y-96.93)2=1752X=-63.02,Y=9.97根据上面的数值计算,可画出凸轮加工走刀路线,如图2所示。
平面槽形凸轮零件数控加工编程毕业设计论文
毕业设计说明书专业:数控技术班级:数控3101姓名:赵高飞学号:29#指导老师:刘武陕西国防工业职业技术学院目录第一部分工艺设计说明书 (3)1.零件图工艺性分析 (3)2.毛坯选择 (3)3.机加工工艺路线确定 (6)4.工序尺寸及其公差确定 (12)5.设备及其工艺装备确定 (14)6.切削用量及工时定额确定 (15)7.工艺设计总结 (16)第二部分工序夹具设计说明书 (17)1.工序尺寸精度分析 (17)2.定位方案确定 (17)3.定位元件确定 (17)4.定位误差分析 (17)5.夹具总装草图 (18)第三部分工序量具设计说明书 (19)1.工序尺寸精度分析 (19)2.量具类型确定 (19)3.极限量具尺寸公差确定 (19)4.极限量具尺寸公差带图 (20)5.极限量具结构设计 (20)第四部分工序数控编程设计说明书 (21)1.工件加工坐标系的建立 (21)2.加工路线的确定 (21)3.程序编写 (21)第五部分毕业设计体会 (23)第六部分参考资料 (24)第一部分 工艺设计说明书一.零件图工艺性分析1.零件结构功用分析平面槽形凸轮零件的主要作用是凸轮迫使从动件作往复的直线运动或摆动,起到了传递动力和扭矩的作用。
该零件属于盘类零件,主要由弧形凹槽、一个内孔和平面组成。
其中设计基准A 面、Φ12018.00+孔的精度要求最高,可用于做定位基准。
根据各个面之间的形状及尺寸可知要用到普通铣床、数控铣床、立式加工中心等设备。
工件材料为40Cr ,为低淬透性合金调制钢,具有较高的综合力学性能(即强度、硬度、塑性、韧性有良好的配合);结构工艺性较好,设计合理。
凸轮零件是绕一根固定轴线旋转,回转时,凹槽侧面推动从动件绕固定轴旋转能够实现复杂的运动轨迹满足某些特定要求。
它结构简单,紧凑,运动可靠。
它用于各种机械,仪器,以及自动控制。
2.零件技术条件分析通过对零件形状,尺寸和精度分析,该零件形状简单。
凸轮槽板类零件数控铣削工艺分析及数控加工编程
凸轮槽板类零件数控铣削工艺分析及数控加工编程 6-4 凸轮槽板加工程序的编制......................................21 第七章 UGNX8.0 软件介绍.............................................22 7-1 UGNX8.0 界面................................................22 7-2 UG 建模模块介绍.............................................23 7-3UGNX/CAM 模块介绍............................................24 第八章凸轮槽板 UG 编程及刀具轨迹路线图模拟..........................26 8-1 刀具创建....................................................26 8-2 坐标系以及几何体的创建......................................26 8-3 创建操作....................................................27 第九章工艺设计总结................................................. 31 参考文献........................................................... 32
数控技术及装备是发展新兴高新技术产业和尖端工业的使能技术和最 基本的装备。世界各国信息产业、生物产业、航空、航天等国防工业广泛 采用数控技术,以提高制造能力和水平,提高对市场的适应能力和竞争能 力。工业发达国家还将数控技术及数控装备列为国家的战略物资,不仅大 力发展自己的数控技术及其产业,而且在"高精尖"数控关键技术和装备方 面对我国实行封锁和限制政策。因此大力发展以数控技术为核心的先进制 造技术已成为世界各发达国家加速经济发展、提高综合国力和国家地位的 重要途径。
机械毕业设计(论文)-平面槽形凸轮零件的加工工艺设计与数控编程【全套图纸】

本科毕业设计(论文)题目:平面槽形凸轮零件的加工工艺设计与数控编程系别:机电信息系专业:机械设计制造及其自动化班级:学生:学号:指导老师:2013年5月摘要平面槽形凸轮零件的加工工艺设计与数控编程摘要此设计主要是对典型零件进行图形绘制、工艺设计和程序的编制及加工,通过对平面槽型凸轮的外形尺寸分析,应用CAD以及Pro/E软件绘制出二维和三维的图形并进行标注说明,注明图纸的公差要求、技术要求等。
接着对平面槽型凸轮的零件图进行工艺分析,确定加工方法、路线等,并设计好各切削参数自动编出加工刀路轨迹。
然后跟据图纸的工艺分析,选择合理的工艺路线及加工方法,根据零件形状、余量等选择适用形状大小的各种铣刀,最后将Pro/E软件绘制的三维图利用数控加工仿真软加工件Mastercam9.0进行仿真模拟加工,生产刀具轨迹;使用后置处理程序选取相应的配置文件,将刀具轨迹转换为数控机床可以识别的NC程序,为更加高速,快捷的造型,生产提供了一种切实可行的办法。
生成的NC程序可以利用DNC方式传输给数控机床进行三维加工。
关键词:平面槽型凸轮;加工工艺;数控加工毕业设计(论文)Planar slotted CAM parts processing design and NCprogrammingAbstractThis design is mainly focuses on the preparation, the process of graphics rendering, design and the typical parts, through the analysis of shape and size of plane cam groove by using CAD and Pro/E software to draw graphics, 2D and 3D to label instructions and annotate the drawings tolerance requirements and technical requirements.Then it comes to the analysis of plane groove cam parts , the determination of the method of producing,and routes for process as well as the design the cutting parameters, which will create tool’s path automatically.After the previous process, choosing suitable allowance cutter shape and size is determined by the analysis of pictures. According to the shape of parts, the NC machining simulation using Pro/E software rendering 3D map of the soft parts of Mastercam9.0 for simulation of processing and production tool path. Selecting the configuration file accordingly is determined by the use of post processing program, the tool path for CNC machine tool transformation can be identified by the NC program, for more rapid, efficient design,which provide a feasible solution.The generated NC program can be transmitted to the CNC machine tools for machining by using the DNC.Key words:Planar slot type cam;machining process;NC machining目录摘要 (I)1 绪论 (1)1.1 研究背景 (1)1.2 平面凸轮机构CAD/CAM的发展方向 (1)1.3课题内容及实施步骤 (3)2 零件的分析及工艺规程设计 (4)2.1零件的作用 (4)2.2工艺分析 (4)2.3毛坯的确定 (5)2.4基准的选择 (6)2.4.1粗基准的选择 (6)2.4.2 精基准的选用 (7)2.5制定加工工艺路线 (7)3 刀具的选择和切削用量的确定 (9)3.1 铣削用刀具及其选择 (9)3.2 刀具材料应该满足零件的加工要求 (9)4 加工参数的选择及时间定额计算 (11)5 夹具的设计 (19)5.1 机床夹具有三大功用 (19)5.2 机床夹具设计要求 (19)5.3 工件的装夹方法和装夹方式 (19)5.4 确定夹具的类型 (20)5.5 夹紧装置 (20)6 仿真加工 (24)6.1 图形处理 (24)6.2 走刀路线的确定及刀具选择 (24)6.3 后置处理(生成NC 程序) (30)总结 (31)参考文献 (32)致谢 (33)附录1 Master CAM仿真程序代码 (34)毕业设计(论文)知识产权声明 ................................................错误!未定义书签。
平面槽形凸轮
材料牌号
HT150
毛坯种类
铸件
毛坯外形尺寸
φ290×45
备注
工序号
工序名称
设备名称
设备型号
程序编号
夹具代号
夹具名称
冷却液
车间
3
车削外圆φ280×35
卧式车床
CA6140
三爪卡盘
机加工
工步号
工步内容
刀具号
刀具
量具及检具
主轴转速
切削速度
进给量
背吃刀量
备注
1
三爪卡盘夹φ290毛坯外圆;工件外露23,车出右端面
划M6的十字线,打样冲眼
机加工
划线平台
划线针
8
加工M6螺纹
用台虎钳上面放垫片来装夹工件钻M6的底孔φ5,孔口倒角、攻螺纹
机加工
Z3040
压块
9
检验
按图纸要求来检验
10
入库
清理、上油、防锈
编制
审核
批准
共页
第页
常州机电职业技术学院
数控加工工序卡片
产品型号
零件图号
LX05-01
产品名称
零件名称
平面槽凸轮
材料牌号
设备名称
设备型号
程序编号
夹具代号
夹具名称
冷却液
车间
5
车削外圆φ65
卧工车床
CA6140
四爪卡盘
机加工
工序简图:
编制
审核
批准
共页
第页
常州机电职业技术学院
数控加工工序卡片
产品型号
零件图号
LX05-01
产品名称
零件名称
平面槽凸轮
典型平面凸轮的数控铣削加工工艺

典型平面凸轮的数控铣削加工工艺一、平面凸轮零件的数控铣削加工工艺平面凸轮零件是数控铣削加工中常见的零件之一,其轮廓曲线组成不外乎直线-圆弧、圆弧-圆弧、圆弧-非圆曲线及非圆曲线等几种。
所用数控机床多为两轴以上联动的数控铣床。
加工工艺过程也大同小异。
下面以图6-21所示的平面槽形凸轮为例分析其数控铣削加工工艺。
1、零件图纸分析(1)数控铣削加工内容的选择本例零件是一种平面槽形凸轮,其轮廓由圆弧HA、BC、DE、FG和直线AB、HG以及过渡圆弧CD、EF组成,需用两轴联动的数控铣床。
(2)零件的结构工艺性凸轮槽组成几何元素之间关系清楚、条件充分,编程时,所需基点坐标很容易求得。
凸轮槽内外轮廓面对A面有┻要求,只要提高装夹精度,使A面与铣刀轴线垂直,即可保证;ф35G7对A面的┻要求已由前道工序保证。
(3)零件毛坯的工艺性分析该零件在数控铣削加工前,已在普通机床上进行了初加工,是含有两个基准孔、直径为ф280mm、厚度为18mm的圆盘。
圆盘底面A及ф35G7和ф12H7两孔可用作定位基准,无需另找工艺孔定位。
零件材料为铸铁,切削加工性较好。
2、确定装夹方案一般大型凸轮可用等高垫块垫在工作台上,然后用压板螺栓在凸轮的孔上压紧。
外轮廓平面盘形凸轮的垫块要小于凸轮的轮廓尺寸,不与铣刀发生干涉。
对小型凸轮,一般用心轴定位、压紧即可。
根据图6-21所示凸轮的结构特点,采用“一面两孔”定位,设计一“一面两销”专用夹具。
用一块320mm×320mm×40mm的垫块,在垫块上分别精镗ф35mm及ф12mm两个定位销安装孔,孔距为80±0.015 mm,垫块平面度为0.05mm,加工前先固定垫块,使两定位销孔的中心连线与机床的X轴平行,垫块的平面要保证与工作台面平行,并用百分表检查。
图6-22为本例凸轮零件的装夹方案示意图。
采用双螺母夹紧,提高装夹刚性,防止铣削时振动。
3、确定进给路线进给路线包括平面内进给和深度进给两部分路线。
凸轮轴零件的数控加工工艺设计及数控编程
凸轮轴零件旳数控加工工艺设计及数控编程()题目:凸轮轴零件旳数控加工工艺设计及数控编程5月凸轮轴零件旳数控加工工艺设计及数控编程摘要这次毕业设计旳目旳就是要对轴类零件旳数控磨削加工有所理解,凸轮轴是轴类零件中比较复杂旳一种轴类。
在磨削加工方面,凸轮轴也是比较难以加工旳轴。
本文则是从最开始旳凸轮轴零件旳工艺分析开始对凸轮轴进行全方位旳分析有关材料旳选择,毛坯确实定,热处理选择,基本尺寸以及表面粗糙度确实定都参照了大量旳有关书籍进行定性定量旳选择,中期旳工序设定,以及有关加工环节中旳有关凸轮轴轴颈铣削旳夹具设计,尚有某些加工用量和加工余量旳切削选择和计算,最终还运用了数控技术和仿真技术对凸轮轴零件最终在电脑上进行数控模拟和仿真加工生成零件。
关键词:凸轮轴;工艺设计;数控加工如需要完整文档及cad图等其他文献,请加球球:一九八五六三九七五五ICAM shaft parts of nc machining process design and NCprogrammingAbstractThis graduation design is aim to CNC grinding of shaft parts understand ,The camshaft is relatively complex shaft parts of ashaft .In the grinding process, the camshaft is also more difficult to machine shaft. This paper begins with the process analysis to parts of the camshaft camshaft all-round analysis about the choice of materials, the determination of blank heat treatment options, the basic size and the determination of surface roughness are qualitative quantitative reference a large number of related books, Medium-term process Settings, as well as processing steps of CAM shaft neck of milling fixture design, and some processing dosage and the selection and calculation of cutting machining allowance,Finally also use numerical control technology and simulation technology to nc camshaft parts eventually on the computer simulation and the simulation processing to generate parts.Keywords:The camshaft;Process design;Numerical control processing II目录1 绪论 ..................................................................... (1)1.1Pro/E和Mastercam9.0软件旳特点及重要功能 (2)1.2数控技术旳有关知识 ..................................................................... (2)1.3凸轮轴设计背景 ..................................................................... . (5)1.4凸轮轴设计措施 ..................................................................... . (5)1.5凸轮轴设计旳作用 ..................................................................... (5)1.6凸轮轴设计旳成果和意义 ..................................................................... . (6)2 凸轮轴零件旳工艺分析 ....................................................................72.1凸轮轴零件特点 ..................................................................... . (7)2.2工艺设计原则及凸轮轴加工工艺分析 (8)2.3小结...................................................................... .. (9)3 凸轮轴工艺设计 ............................................... 错误~未定义书签。
平面凸轮零件的加工工艺和数控编程

毕业设计(论文)标题:平面凸轮零件的加工工艺和数控编程学生姓名:唐树斌系部:专业:数控班级: 11春指导教师:摘要平面凸轮零件的加工体现在对材料的选择、刀具的选择、工装夹具、定位元件、基准的选择、定位方式、对刀、工艺路线拟定、程序的编制、数控车、数控铣等。
着重说明了数控加工工艺设计的主要内容、数控加工工艺与普通加工工艺的区别及特点、数控刀具的要求与特点、数控刀具的材料、选择数控刀具时应考虑的因素、工件的安装、定位误差的概念和产生的原因、数控车床的主要加工对象、数控车床的坐标系、零件图形的数学处理及编程尺寸设定值的确定、工步顺序的安排、切削参数选择、数控铣床的主要加工对象等。
全面审核投入生产制造中。
其中轴的数控加工工艺分析、装夹、基准的选择、工艺路线的拟定、程序的编制既是重点又是难点。
关键词刀具,加工工艺,铣床类型,程序编程,夹具,等等。
目录摘要 (1)一、零件图样分析 (3)(一)结构分析 (3)(二)选材分析 (4)二、工件的装夹 (6)(一)技术要求分析 (6)(二)数控铣床夹具 (6)(三)通用夹具 (7)(四)数控铣削夹具的选用原则 (8)(五)工件的装夹方法和装夹方式 (8)(六)工件的定位 (8)(七)定位基准的选择 (10)(八)数控铣刀的选择 (11)(九)铣刀的直径选择 (13)(十)零件图的工艺性分析 (14)(十一)零件的结构工艺性分析 (17)(十二)工序的划分 (19)一、零件图样分析如图所示图1-1(一)结构分析该零件为平面凸轮零件,外型是一个厚度为19MM,直径为280的圆盘。
中间有一个凹槽宽度为41MM。
靠左方向有一个直径为65的凸轮。
中间还有一个圆孔直径为35。
因为结构比较简单所以只需要用数控铣床铣出来就可以在保证它的质量之前。
(二)选材分析机械加工的目的是将毛坯加工成符合产品要求的零件。
通常,毛坯需要经过若干工序才能转化为符合产品要求的零件。
一个相同结构相同要求的机器零件,可以采用几种不同的工艺过程完成,但其中总有一种工艺过程在某一特定条件下是最经济、最合理的。
数控铣削工艺分析举例

数控铣削加工工艺
平面凸轮零件是数控加工中常见的零件之一。其轮廓曲 线由直线—圆弧、圆弧—圆弧、圆弧—非圆曲线以及非圆曲 线等组成。加工中多采用两轴以上联动的数控铣床,加工工 艺过程也大同小异。下面以下图所示的平面槽形凸轮为例, 分析其数控铣削加工工艺。
数控铣削加工工艺
平 面 槽 形 凸 轮
凸轮槽内外轮廓对X面的垂直度要求,利用提高平面凸 轮的装夹精度,使零件X面与铣刀轴线保持垂直即可保证; φ35G7对X面的垂直度要求由前道车削工序予以保证。
数控铣削加工工艺
2.确定零件的定位基准和装夹方式 (1)定位基准 采用“一面两孔”定位,即用圆盘X面和两个基准孔作 为定位基准。 (2)根据工件特点,用一块320㎜×320㎜×40㎜的垫块, 在垫块上分别精镗Ф35㎜及Ф12㎜两个定位销安装孔,孔 距为80±0.015㎜,垫块平面度为0.05㎜,该零件在加工 前,先固定夹具的平面,使两定位孔的中心连线与机床x 轴平行,夹具平面要保证与工作台面平行,并用百分表 检查 。如下图所示:
数控铣削加工工艺
凸轮槽内、外轮廓精加工时留0.2㎜铣削用量,确定主 轴转速与进给速度时,先查切削用量手册,确定切削速度与
每齿进给量,然后利用公式vc=πdn/1000计算主轴转速n, 利用vf = nZfz 计算进以便尽量提高零件表面的加工质量。
数控机床编程与操作
数控铣削加工工艺
凸轮零件加工装夹示意图 1—开口垫圈;2—带螺纹圆柱销;3—压紧螺母; 4—带螺纹削边销;5—垫圈;6—工件;7—垫块
数控铣削加工工艺
3.确定加工顺序及走刀路线
整个零件的加工顺序的拟订按照基面先行、先粗后精 的原则确定。 即应先加工用作定位基准的Ф35㎜及Ф12㎜ 两个定位孔、X面,然后再加工凸轮槽内外轮廓表面。
平面槽型零件的数控加工及编程设计
毕业设计(论文)任务书毕业设计(论文)题目专业姓名毕业设计(论文)工作起止时间:毕业设计(论文)的内容提要:此零件为一平面槽形零件,加工此零件以前,要先分析零件图纸,找出所需的数据,确定零件形状;然后确定加工的装夹方案,设计合理的夹具;接着就是根据分析图纸所得的数据,以及装夹的方法,编写加工工艺路线及设定铣削参数与铣削用量;最后就是根据前面的分析,编写加工程序,进行零件加工。
指导教师:教研室主任:年月日数控设备应用及维护专业毕业设计选题方向根据本专业培养目标要求,提出以下几大类设计(论文)选题方向供参考,每一题中的具体题目可结合本单位或本人所从事的工作选定,也可选择其它题目,均应符合专业方向、设计内容及工作量的要求。
一一一设备维护类1、了解数控及相关加工设备的使用及维护方法;2、选定一种加工设备,总结出相关设备的常见问题并提出相关问题的解决措施;3、画出设备相关维护图纸,并对典型位置进行说明;4、写出维护说明书;一一一数控机床加工工艺类1、了解数控机床的型号、系统及该机床的特点;2、选择一典型零件图,画零件图一张;(大专选择中等复杂程度的零件图)3、编写数控加工工艺规程;4、编写零件的数控加工程序;5、说明书一份。
(三)工艺设计与工装设计类选择中等复杂程度的零件,进行加工工艺规程的编制及某典型工序的专用夹具设计。
1、画出零件——毛坯综合图一张;2、写出机械加工工艺过程卡片一套;3、写出机械加工工序卡一套;4、选择一个典型工序设计专用夹具一套;5、画一套专用夹具典型零件图;6、设计说明书一份(四)钳工类;1、本厂介绍及其产品介绍;2、如何正确选用与使用钳工工具;3、制订一个典型部件的钳工工艺规程;4、画装配图1张;5、简述钳工的种类及钳工的基本知识。
(五)机修类1、本厂生产管理概况现状分析;2、故障诊断分析的方法;3、正确装配方法的分析;4、如何当好一个机修工人;5、合理化建议;6、说明某产品的质量是如何保证,介绍整个检验过程;7、产品质量分析。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
平面槽形凸轮零件加工工艺设计及编程摘要:机械制造加工工艺技术是在人类生产实际中产生并不断发展的。
机械制造加工工艺是机械制造业的基础,是生产高科技产品的保障。
离开了它就不能开发出先进的产品和保证产品质量,降低成本和缩短生产周期,提高生产率,因此,一个好的加工工艺和程序,决定着一个企业的经济效益。
本设计说明书主要介绍了机械产品平面槽形凸轮零件的加工工艺设计及其程序编辑,其中包括:零件图的分析、零件的工艺分析、设计加工工艺方案、选择机床和加工工艺设备、确定切削用量、确定工序和走刀路线、零件机械加工过程卡、数控加工工序卡片、数控加工刀具卡片、加工工艺过程设计、编写加工工艺文件、以及编写加工程序等。
除了介绍平面类零件的加工工艺设计和孔的加工工艺方案的设计,还介绍了机械制造加工工艺与程序编辑在机械制造工业中的作用以及机械制造加工工艺技术的现状和发展。
在本毕业设计中研究了定位基准的选择,工件的定位方法,箱体零件的结构工艺性分析等。
同时在此次毕业设计中还运用到了MAutoCAD 、UG的画图功能和stercam 的仿真加工和自动编辑程序的功能。
本毕业设计说明书反映了机械制造加工工艺与夹具设计的宗旨是:保证和提高产品质量;提高劳动生产率;提高经济效益。
关键词:数控技术机械制造加工工艺工艺分析机设计加工工艺方案程序的编辑Planar slot cam machining process design and programming Abstract: machinery manufacturing processing technology in human production practice and development.Machinery manufacturing processing machinery manufacturing industry is the foundation, is the production of high-tech products to protect.Left it unable to develop advanced products and ensure the quality of products, reduce the cost and shorten the production cycle, improve productivity, therefore, a good processing technology and program, deciding an enterprise economic benefits.This paper mainly introduces the mechanical product plane groove cam machining process design and program editing, including: parts of the plan, parts of the process analysis, design process, selection of machine tools and processing equipment, determine the cutting quantity, determine the process and take the knife line, parts machining process card, NC machining process card, NC machining tool cards, process design, preparation process, and the preparation of documents processing procedure.In addition to the introduction of planar parts processing technology design and machining process design, also introduced the machinery manufacturing machining process and program editing in machinery manufacturing industry and the role of mechanical manufacturing technology current situation and development. In the design of the school on the selection of location datum, the workpiece positioning method of box part structure, process analysis.At the same time in the graduation design also applies to MAutoCAD, UG drawing functions and mstercam simulation processing and automatic program editing function.This graduate design reflects the machinery manufacturing processing technology and fixture design of the purpose is: to ensure and improve product quality。
to raise labor productivity。
to raise economic benefits. Key words: numerical control technology in mechanical manufacturing process analysis of machine processing scheme of program editing.绪论机械制造工艺技术是在人类生产实际中产生并不断发展的。
目前机械制造工艺技术向着高精度、高效率、高自动化发展。
精密加工精度已经达到亚微M 级,而超精密加工以及进入0.01微M级。
现代机械产品的特点是多种多样批量小、更新快、生产周期短。
这就要求整个加工系统及机械制造工艺技术向着柔性、高效自动化方向发展,由于成组技术理论的出现和计算机技术的发展,使计算机辅助设计<CAD),计算机辅助工艺设计<CAPP)、计算机辅助制造<CAM)、数控机床等在机械制造业中广泛应用,大大缩短了机电产品的生产周期,提高效率,保证了产品的高精度、高质量。
机械制造工艺与夹具设计是以机械制造中的加工问题为对象的一门技术科学。
它包含的内容主要有热加工问题和冷加工问题。
机械加工工艺与夹具一般以冷加工和装配两方面为主。
机械制造工艺与夹具研究的宗旨是:保证和提高产品质量;提高劳动生产率;提高经济效益。
在生产过程中的任何工序,用来迅速、方便、安全的安装工件的装置,称为夹具。
将机械设计图纸转化成产品,离不开机械制造工艺与夹具。
它是机械制造业的基础,是生产高科技产品的保障。
数控技术和数控装备是制造工业现代化的重要基础。
这个基础是否牢固直接影响到一个国家的经济发展和综合国力,关系到一个国家的战略地位。
因此世界各工业发达国家均采取重大措施来发展自己的数控技术与产业。
而我的这次加工工艺设计则是要对给出的零件设计出最好的加工方案,首先完成零件节点、基点计算,然后设定工件坐标系,制定正确的工艺方案<包括定位、夹紧方案和工艺路线),再选择合理的刀具和切削工艺参数,编写数控加工程序,最后按尺寸精度和表面粗糙度值要求加工出合格的零件。
正是数控技术应用专业领域技能型人才紧缺,学院通过以平面槽形凸轮零件的加工工艺与程序编辑课题为主要内容,让学生掌握各种零件结构数控加工编程的格式内容,提高学生对所学知识的综合理解与实际掌握应用,让我们对所学理论知识吸收消化,发挥学习者的潜能,达到融会贯通,形成数控加工技术的基本能力,组合演绎出千变万化的各种零件的加工。
1前言凸轮机构广泛用于各种机械设备特别是机械和自动装置,来实现各种规律。
凸轮机构的制造包含很多内容比如凸轮轮廓加工,凸轮上槽和孔加工等等其中以凸轮轮廓加工和2加工最为重要,由于凸轮轮廓含有非圆的平面曲线常规的方法采用画线铣削难以保证质量和生产率。
若在数控机床上加工凸轮轮廓和空最为理想适合各种批量且易于实现CAD和CAM一体化。
2数控编程中零件加工工艺分析2.1数控加工工艺概述无论是手工编程还是自动编程,在编程前都要对所加工的零件进行工艺分析,拟定工艺方案,选择合适的刀具,确定切削用量,在编程中对一些工艺问题也需要做一些处理。
因此,数控编程的工艺处理是一项十分重要的工作。
<1)数控加工的基本特点1.数控加工的工序内容比普通机床加工工序复杂。
2数控机床加工程序比普通机床工艺规程的编制复杂。
<2)数控加工工艺的主要内容;1.选择合适的数控加工零件,确定工序内容2.分析加工零件图纸,明确加工内容技术要求确定加工方案制定加工路线.3调整数控加工工序程序4.分配数控加工中的误差.5.处理数控机床上部分工艺指令2.2.常用的数控加工方法1.平面孔系零件。
常用点位,直线控制数控机床来加工,选择工艺路线是,主要考虑加工精度和加工效率。
2.旋转体零件。
常用数控车床来加工。
1.考虑加工效率:在车床上加工时,通常加工余量大,必须合理安排粗加工路线,提高加工效率2.考虑刀剑强度:数控2上常用的低强度刀具加工细小凹槽。
采用斜进刀,不容易崩刀.3平面零件.常用数控铣床加工。
注意:1.切入和切出控制径向切入,工件表面有凹槽,斜向切切切出,工件表面光滑。
2.一次逼近方法选择:只具有直线和插补功能的数控机床加工不规则曲线轮廓时,需要用微小直线段圆弧段去逼近被加工轮廓,逼近时,应该使工件误差在合格的范围内程序量数量少为好。
2.3对零件图纸进行数控加工工艺性分析1.尺寸标注应符合数控加工特点。
在数控编程中,所有点,线,面,的尺寸和位置都是以编程原点为基准。
零件图样上最好直接给出坐标尺寸,尽量用统一基准引注尺寸。
2.零件图的完整性与正确性分析。
在编程时编程人员必须充分掌握构成零件轮廓的集合要素参数及各几何要素间的关系。
3.零件技术要求分析.零件的技术要求主要指尺寸精度,形状精度,位置精度。
表面粗糙度及热处理等,这些要求在保证零件使用性能的前提下,经济合理.4.零件材料分析.在满足零件功能的前提下,应选用廉价,切削性能好的材料;5.定位基准选择。