液压支架千斤顶技术条件MT97-92[1]
液压支架安装技术标准
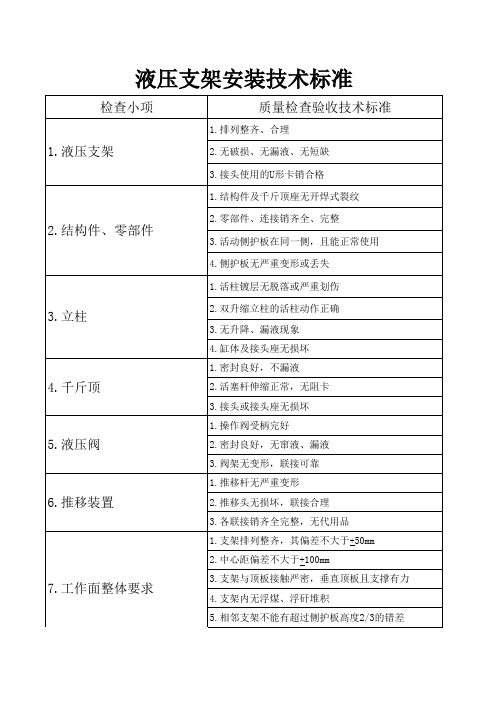
3.立柱
2.双升缩立柱的活柱动作正确 3.无升降、漏液现象 4.缸体及接头座无损坏 1.密封良好,不漏液
4.千斤顶
2.活塞杆伸缩正常,无阻卡 3.接头或接头座无损坏 1.操作阀受柄完好
5.液压阀
2.密封良好,无窜液、漏液 3.阀架无变形,联接可靠 1.推移杆无严重变形
6.推移装置
2.推移头无损坏,联接合理 3.各联接销齐全完整,无代用品 1.支架排列整齐,其偏差不大于+50mm 2.中心距偏差不大于+100mm
液压支架安装技术标准
检查小项 1.液压支架 质量检查验收技术标准
1.排列整齐、合理 2.无破损、无漏液、无短缺 3.接头使用的U形卡销合格 1.结构件及千斤顶座无开焊式裂纹
2.结构.活动侧护板在同一侧,且能正常使用 4.侧护板无严重变形或丢失 1.活柱镀层无脱落或严重划伤
7.工作面整体要求
3.支架与顶板接触严密,垂直顶板且支撑有力 4.支架内无浮煤、浮矸堆积 5.相邻支架不能有超过侧护板高度2/3的错差
7.工作面整体要求
6.支架喷雾灭尘装置齐全
液压支架千斤顶设计说明

υ200液压支架千斤顶设计说明一、设计依据υ200液压支架平衡千斤顶,是与ZY6600掩护式放顶煤液压支架相配套的千斤顶,由缸体(缸筒、缸底)、活塞杆、活塞组件、缸口组件及各种密封件组成。
液压支架的千斤顶是完成支架及其各部位动作、承载的主要元件。
大多属于単伸缩双作用、活塞式液压缸。
按用途分,有推移千斤顶、前梁千斤顶、伸缩千斤顶、平衡千斤顶、侧推千斤顶、调架千斤顶、防倒千斤顶、防滑千斤顶、护帮千斤顶等。
根据ZY6600掩护式放顶煤液压支架的需要选用υ200平衡千斤顶。
二、确定基本工作参数1.工作负载的计算根据系统的工作压力,υ200千斤顶额定承载能力为:推力1005KN,拉力512KN。
2.缸筒内径根据系统的工作压力P=31.5MPa,F=π/4PD2即可求出缸筒内径为:D=(4F/Pπ)1/2=(4×1005×103/31.5×3.14)1/2=201.6(mm)按MT/T94-1996规定的液压缸内径尺寸系列圆整成标准值D=200mm。
3.活塞杆直径根据MT/T94-1996附录A立柱和千斤顶内径及活塞杆外径匹配关系:选用活塞杆直径为140mm 4.最小导向长度H≥S/20+D/2L—液压缸最大工作行程(mm)D—缸筒内径(mm)H≥510/20+200/2=125.5(mm)三、强度和稳定性计算1.缸筒壁厚和外径的计算根据3.2<D/δ=200/22.5=8.9<16,属于中等壁厚缸筒;缸筒材质选用调质27SiMn钢〔σ〕=σb/5=1200/5=240(MPa)〔σ〕—缸筒材质的许用应力σb —缸筒材质的抗拉强度根据δ=PD/2.3〔σ〕-P=31.5×0.2/2.3×240-31.5=12.1根据缸筒外径De=D+2δ=200+2×12.1=224.2圆整至无缝钢管的外径值,选用υ2452.缸底的厚度δ1≥DPβ/4〔σ〕=200×31.5×1.6/4×240=10.5其中:D=200mm P=31.5MPa β=1.6 〔σ〕=240MPa3.活塞杆强度计算活塞杆采用调质27SiMn活塞杆强度验算:σ=4F×10-6/πd2其中:F=1005KN d=140mmσ=4×1005×103×10-6/3.14×0.142=65.3MPa〔σ〕=σs/n=425MPa其中:σs=850 MPa n—安全系数取2 经校核:σ<〔σ〕4.连接零件的强度计算1)缸筒和缸底焊缝强度计算σ=4F×10-6/π(D2-d12)η=4×1005×103×10-6/3.14×(0.2452-0.2042)×0.7=99.35 MPa其中:D=245mm d1=204mm η=0.7〔σ〕=σb/n=520/3.5=148 MPa 其中焊条采用J502焊条,σb=520 MPa n=3.5 经校核:σ<〔σ〕2)卡环连接强度的计算卡环的剪切应力:τ=PD/4L其中:P—最大工作压力(Pa)D—缸筒直径(m)L—卡环厚度(m)τ=PD/4L=31.5×220/4×10=173.25(MPa)对于调质40Cr钢〔τ〕=240(MPa),经校验:τ<〔τ〕卡环的挤压应力:σc=PD2/4h(D+ h)=31.5×2202/4×9×(220+9)=184.9(MPa)对于调质40Cr钢,〔σc〕=220(MPa)经校验:σc<〔σc〕缸筒危险截面拉应力:σ=PD12/(D1-h)2-D2其中:D1—缸筒外径 D—缸筒内径σ=31.5×2452/(245-9)2-2002=120.46(MPa)对于调质40Cr钢,〔σ〕=238(MPa)经校验:σ<〔σ〕综上所述,υ200千斤顶选定的技术参数为:υ200千斤顶主要技术特征型号公称承载能力缸、活塞杆直径高度范围(mm)液压行程(mm)适用范围泵压(MPa)推力(KN)拉力(KN)缸径(mm)活塞杆直径(mm)Q-200/140×510 31.5 1005 512 200 140 1089.5-1599.5 510 用于特大支承能力的掩护式或支承掩护式支架追问请问有详细的说明书和图纸吗。
液压支架千斤顶维修工艺
液压支架立柱、千斤顶、油缸大修维修方案1、表面冲洗除锈油缸拆解班组先用高压水枪将立柱、千斤顶、油缸外表的浮锈、浮煤初步清理干净。
2、分解各种立柱、千斤顶、油缸按拆解顺序,采用专用设备进行拆卸,实现导向套、中缸(活塞杆)、活柱(或加长段)完全分离,并从中缸、活柱和导向套上拆下各种密封件、导向件及各种金属小件。
检验标准:按照要求必须解体的须彻底分离,外缸上下腔接口不得遗留断头及报废不用的U行销等,清除遗留的断头螺栓。
立柱及油缸解体工艺1 / 152 / 153 / 154 / 155 / 153、配件除锈、清洗、修理①油缸外表:清除油缸外表面的浮煤、浮锈。
采用高压清洗机进行一次清洗,再用电动磨光机清除遗留浮锈,缸体内壁用内壁抛光机进行抛光处理,彻底清除6 / 15内壁浮锈提高内壁粗糙度,满足装配要求,处理完毕,缸体内壁涂油,做防锈处理。
检验标准:保证外缸外表采用人工或机械手段检验时,不再脱落浮锈、浮煤,否则不得转入组装工序。
②中缸、活柱的沟槽、外缸内部及上下接头内孔:用柴油清洗部件的所有孔道、退刀槽、螺纹孔底部及缸体内壁,最后用高压枪彻底清洗干净。
检验标准:所有孔道、沟槽,均不得存有积垢、铁屑及其他杂物,缸体内壁不得存有浮锈、浮油。
③导向套及金属小件:对可复用的导向套、金属小件、导向件等先用高压枪进行初步清洗,然后放在超声波清洗机内进行彻底清洗,清洗后用电动抛光轮清理沟槽,最后用柴油(或乳化液)擦洗做防锈处理。
检验标准:小件外表及内孔光亮,无浮锈及附着油泥。
4、零部件技术鉴定、修理①缸体:水质呈碱性,具有较强腐蚀性,导致立柱及千斤顶的缸筒出现涨缸和严重锈蚀现象。
针对此现象,缸体维修的特殊工艺及治理措施:缸筒内壁有锈蚀、拉伤、大面积点蚀、涨缸等缺陷超标的,先进行低温镀铁处理,然后进行缸筒内孔加工,恢复到原设计要求。
经试验对比,镀铁后的缸筒的抗腐蚀性得到较大的提高,使用寿命延长2-3倍。
对缸体内壁尺寸进行测量,变形严重或无法保证在公差范围之内的缸体更换新件。
液压支架验收标准

液压支架验收标准一、结构件1、顶梁、掩护梁、前梁、底座、插板等大面积结构件在平面尺寸上变形以不影响使用性能为标准,焊缝正常不能开焊。
2、构件平面出现凸凹坑面积不超过100cm2、深度和高度不超20mm,每平方米不超过两处。
3、侧护板侧面与上平面的垂直度不超3%。
4、复位弹簧塑性变形不得超过5%。
5、护帮板平整、平面变形量不超2%,安装后不扭曲,收、放到位。
6、构件上铰接孔不能撕裂开焊,磨损量不超5%(指有挡销板侧)主要耳座、立板变形量不超10mm,千斤顶、耳座孔磨损不超直径的8%,不符合标准可堆焊补孔,堆焊时,避免花补,且尺寸误差控制在2mm。
7、推拉杆前连接处上下板间距变形不超10mm,孔不超直径的10%,否则堆焊补孔,两孔同轴度以穿入销轴为基准,压销齐全,推拉滑块磨损不超5mm。
8、移后溜杆不能有开焊、撕裂,单架配试安装。
9、掩梁与后连杆连接处开档大的予以恢复到原尺寸,误差为±5mm。
10、十字头变形以不影响使用为准,否则予以整形,损坏的更换铸件。
11、自制加工件执行蓝图尺寸。
12、失效和磨损超过5mm的挡销板、应割除、重新加焊。
13、各种耳座应是整体结构,不得电焊对接。
14、管架(夹)变形,开焊应整形、加固,丢失的应加工焊固。
15、弹簧、导向杆逐个检查,不能弯曲,影响收缩。
16、对于柱窝部分,开焊的予以打坡口堆焊,凸起变形的予以报废。
17、各结构件主筋出现断裂的,如果出现细小裂纹且不超总宽度的1/3,可打坡口补焊,超1/3则贴板栽焊、板厚度不小于δ20,如果裂纹出现位移,则贴板处理、整件主筋全部断裂则予以报废。
18、所有结构件修补,焊条和加强板都必须与原板性能相符,以确保强度。
19、Ф60以上销轴、磨损超过3%可补焊,车制恢复原尺寸,弯曲可整形处理,超过10%报废。
二、立柱、千斤顶立柱、千斤顶与密封圈相配合的表面有下列缺陷时允许用油石修复(指工作段活柱为200mm以下,活塞杆为70mm以下)1、轴向划痕深度0.2mm,长度小于50mm,径向划痕深度小于0.3mm长度小于圆周1/3,同一圆周上划痕不多于2条。
液压支架千斤顶技术条件MT97-92[1]
![液压支架千斤顶技术条件MT97-92[1]](https://img.taocdn.com/s3/m/2120e877f242336c1eb95e09.png)
中华人民共和国煤炭行业标准MT 97-92 液压支架千斤顶技术条件代替MT 97-841 主题内容与使用范围本标准规定了液压支架千斤顶的技术要求、试验方法、检验规则、标志、包装、运输、贮存。
本标准适用于以乳化液为工作介质的矿用液压支架千斤顶(以下简称“千斤顶”)。
2 引用标准GB 197 普通螺纹公差与配合(直径1~355 mm)GB 1184 形状和位置公差未注公差的规定GB 1804 公差与配合未注公差尺寸的极限偏差GB 2649 焊接接头机械性能试验取样方法GB 2650 焊接接头冲击试验方法GB 2651 焊接接头拉伸试验方法GB 2652 焊接及熔敷金属拉伸试验方法GB 2653 焊接接头弯曲及压扁试验方法GB 3452.1 液压气动用O形橡胶密封圈尺寸系列及公差GB 3452.3 液压气动用O形橡胶密封圈沟槽尺寸和设计计算GB 11352 一般工程用铸造碳钢件GB 13306 标牌JB/ZQ 4000.3 焊接件通用技术条件MT 76 液压支架用乳化油3 技术要求3.1 一般技术要求3.1.1 千斤顶及其重要零、部件应符合本标准的要求,并按照经规定程序批准的设计图样和设计文件制造。
3.1.2 金属切削加工零件图样未注公差尺寸的极限偏差,凡属包容关系者,按GB 1804 中ⅠT14 级精度(孔用H;轴用h;长度用Js),非包容关系者应符合该标准ⅠT15级精度制造和检查。
3.1.3 图样上机加工未注形位公差,按GB 1184 中公差等级C级的规定执行。
3.1.4 焊接件应符合GB 2649~2653和JB/ZQ 4000.3 的规定。
3.1.5 承压焊缝应能承受千斤顶额定工作压力的200%的耐压试验。
3.1.6 承压焊缝金属机械性能a. 对于装有安全阀的千斤顶其焊缝抗拉强度σb≥600 MPa;b. 对于没有装有安全阀的千斤顶基焊缝抗拉强度σb≥500 MPa;c. 伸长率δ5≥12%。
千斤顶出厂检查规范1

液压支架千斤顶出厂检验规范1 适用范围本规范规定了液压支架千斤顶(下称千斤顶)的出厂检验方法和要求。
本规定适用于本公司生产的千斤顶。
2 引用标准MT97-92《液压支架千斤顶技术条件》3 一般要求3.1千斤顶应按规定的图纸及技术文件进行生产、组装。
3.2原材料、标准件、密封件、外购件由质量部验收合格方可使用。
3.3金属切削加工零件未注公差尺寸的极限偏差按GB/T1804-2000的规定。
凡属包容和被包容者应符合m级的规定,无装配关系的可符合C级规定。
3.4图样中机械加工未注形位公差应符合GB/T1184-1996中C级的规定。
3.2 千斤顶出厂检验场所、设备、仪表、器具、介质等应符合有关规定的要求。
3.3 千斤顶出厂试验过程中,工作液的温度应保持在0-500C,压力表精度为1.5级,压力计量程应为试验的140%-200%。
3.4 测量精度采用C级。
4 检验项目千斤顶的出厂检验项目包括:a) 外观质量;b) 主要零部件技术要求;c) 电镀层质量;d);清洁度;e) 空载行程试验f) 最低启动压力;g) 密封性能;h) 强度试验。
5 检验规则5.1 每批千斤顶出厂前应由品质部按符合上述检验项目要求进行检验。
5.2 千斤顶外观质量、主要零部件技术要求、空载行程、最低启动压力、密封性能、强度试验项目为全检;电镀层质量、清洁度等项目为抽检。
5.3 用户验收时采取随机抽样,按出厂检验进行;抽样数量为每批3%根,清洁度为每批3根,经双方协商也可减少抽样数量。
6 质量要求6.1 外观质量6.1.1 千斤顶所有零部件表面的毛刺、铁屑、油污等应清除干净6.1.2 千斤顶零部件应齐全,组装时不得损伤配合面并组装正确。
6.1.3 所有连接螺丝,应涂油防锈。
6.1.4 千斤顶装配完毕,应缩至最小高度,并排尽液体,进回油口用塑料堵封严。
6.1.5 千斤顶外表面应无锈蚀、剥落的氧化皮、凹坑的缺陷,油漆面(活塞杆外表面除外)应喷涂均匀,结合牢固,无漏喷或严重流挂。
液压支架的技术要求

For personal use only in study and research; not forcommercial use煤矿腿XXXXXXX薇综采工作面液压支架节技节术薈协肅议xxxx 有限责任公司芅买方:莂卖方:xxxx 有限责任公司xxxx 煤矿螆综采工作面液压支架技术协议肄二OO九年四月二十八日至五月一日,XXXX责任公司和中煤XXXXX机械有限责任公司,就xxxxxx 煤矿综采工作面“液压支架”达成如下技术协议:蒂一、工作面参数:荿1、10 号煤层地质资料:膄顶板岩性: 直接顶黑灰砂页岩,局部偶见灰色细沙岩,砂质页岩中含植物化石与黄铁矿,厚2.4 米,老顶为页岩,顶板岩石容重 2.4-2.5g/cm2 ,平均 2.47 g/cm2螂底板岩性:多为砂页岩,泥质岩。
薂2、首采工作面长度:200 m(实体煤)薆3、首采面走向长度:550 m羆4、埋藏深度:108m〜178m平均135m薁5、煤层厚度: 1.4m〜2.95m,平均:2.2m蚂6、下顺槽断面均为矩形 : 宽X高=3.8X2.5mm羇7、上顺槽断面均为矩形 : 宽X高=2.8X2.3mm莄8、切眼断面均为矩形:长X宽X高=1.64X 6.1X2.4mm;螂10、设计年产量:> 150万吨莈二、工作面配套设备:三、工作面基本液压支架蚈1、支架主要技术特征羄2.1 立柱袁型式:羀数量:薈缸径(mm):羄柱径(mm):节工作阻力(KN) :蚂初撑力(KN):芇行程(mm):莈2.2 推移千斤顶蚃数量:膀缸径(mm):莀柱径(mm):蒇行程(mm):肄推溜力(KN): 蝿2、立柱千斤顶主要技术特征双伸缩2①250/① 180 mm①235/135 mm1900kN (P=38.7MPa)1546kN (P=31.5MPa)1373 mm1① 160 mm085 mm700 mm179kN袂拉架力(KN):聿2.3 平衡千斤顶薇数量: 蒅缸径(mm): 芀柱径(mm): 袈行程(mm): 蚇推力(KN) : 薂拉力(KN) :羂2.4 侧推千斤顶蚇数量: 蚇缸径(mm): 羃柱径(mm): 葿推力(KN) : 蚀拉力(KN) :行程(mm):2.5 抬底千斤顶数量:缸径(mm):454kN 2① 140 mm① 185 mm375 mm38.7MPa)597kN 38.7MPa)378kN3①63 mm①45 mm98kN49kN170mm1①100 mm柱径(mm): O80mm推力(KN):247kN拉力(KN) : 89kN行程(mm): 200 mm2.6 伸缩千斤顶数量:2缸径(mm):080 mm柱径(mm):CD60mm推力(KN): 158kN拉力(KN): 69kN行程(mm): 800 mm2.7调架千斤顶数量:1缸径(mm):0100 mm柱径(mm):080mm推力(KN): 247kN拉力(KN): 89kN行程(mm): 200 mm3、液压支架结构要求(1)整体刚性带内伸缩梁式顶梁。
液压支架伸缩梁千斤顶
液压支架伸缩梁千斤顶一、伸缩梁千斤顶作用:用于控制伸缩梁及时支护新暴露的顶板。
二、伸缩梁千斤顶使用位置使用在支架的顶梁体内或前梁体内。
三、伸缩梁千斤顶的工作原理千斤顶在使用时操作千斤顶操纵阀,使高压液体通过草丛阀组、胶管和插头座导入到千斤顶的下腔(也就是活塞腔),使活塞杆伸出,对支架顶梁进行推移调整。
千斤顶回缩时,操作千斤顶操纵阀,使高压液体通过操作阀组、胶管和插头座导入千斤顶的上腔(也就是活塞杆腔),使活塞杆在工作液体的作用下回缩。
四、伸缩梁的组成部分及结构主要由缸体、活塞、活塞杆、导向套及各种密封件组成。
(1)伸缩梁千斤顶主要由活塞杆、缸体部件、导向套组件、密封件等组成。
(2)活塞杆组件包括活塞杆、活塞、密封件、导向环、活塞导向环和固定连接件,活塞杆表面镀铬,以增加抗腐蚀、抗摩擦、抗砸碰的能力,缸体部件由缸底和缸筒焊接而成。
(3)导向套组件:导向套与缸口连接方式有内螺纹、卡环和压盖等连接。
(4)密封件有山型圈、鼓型圈、蕾型圈、JF防尘圈、O型密封圈等组成。
五、伸缩梁千斤顶的使用说明(1)在拉杆后部控制开关右边气嘴出,插入气管,注入压缩空气,左边开关关闭状态。
(2)打开右边开关,气囊上升,即可使用。
(3)下降时,左边开关打开泄气。
六、使用伸缩梁千斤顶的注意事项(1)要在相对水平、牢固的地面上使用。
(2)正常压力范围:5-10kg/cm2(3)每次使用,千斤顶与车子所接触部位,保持在千斤顶中部偏外侧10-20mm范围。
(4)当气囊升至高时,请停止供气。
(5)严禁私自拆卸。
不用时,请放置于阴凉干燥处。
七、伸缩梁千斤顶主要技术参数:河南合信矿山机械有限公司是一家从事生产液压支架配件20余年的厂家,拥有独立机械加工的现代标准厂房主要包括煤矿液压支架油缸,包括液压支架千斤顶、立柱、销轴等及批量千斤顶部分零件(导向套、缸筒、活塞杆,活塞等);千斤顶主要有推移千斤顶、护帮千斤顶、伸缩千斤顶、前粱千斤顶、侧推千斤顶、尾粱千斤顶、插板千斤顶、抬底千斤顶、后溜千斤顶、平衡千斤顶、调架千斤顶、摆粱千斤顶、底调千斤顶、防滑千斤顶、防倒千斤顶、侧护千斤顶等,目前可以配套加工郑煤机、平煤机、郑州四维、山西平阳重工、林州重机、中煤北煤机等主机厂液压支架配件,千斤顶可以来图、来样品、实地测绘原样加工定制和煤矿升级改造加工及其千斤顶的修复。
液压支架立柱千斤顶维修工艺
液压支架立柱及千斤顶检修工艺一.目的该工艺严格依照《煤矿机电设备检修质量标准》要求制定,并参照MT97-92《液压支架千斤顶技术条件》,MT313-92《液压支架立柱技术条件》,MT312-2000《液压支架通用技术条件》,MT419-1995《液压支架用阀》等标准,达到生产矿井液压支架对立柱、千斤顶技术要求,规范检修操作进程,提高检修支架效率。
二. 适用范围:适用于新疆目前利用各类规格、型号液压支架立柱、千斤顶的检修。
三. 工作职责:公司所有人员均有参与该工艺制定的建议权,使该工艺普遍吸取集体智慧,确保该工艺的适用性及有效性。
该工艺经公司领导批准后,公司从事支架检修人员、管理人员应严格执行此工艺;为了保证此工艺的先进性、科学性、适宜性,应按照新技术、新材料、新方式及中心生产发展、生产设备查验、实验设备配置、工装配置,对该工艺进行按期的修改、补充及完善。
四.立柱检修工艺1 液压支架立柱的结构及零部件概述液压支架立柱主要有四种形式:1)单伸缩双作用立柱,2)单伸缩双作用带机械加长杆立柱,3)双伸缩双作用立柱,4)三伸缩双作用立柱。
立柱的主要组件及零部件立柱主要由活柱组件、缸体部件、缸体导向套组件、加长杆组件及二级缸体底阀等组成。
1.2.1 活柱组件1.2.2 主要由:1)柱头、2)柱管、3)柱塞、4)鼓型圈、5)活塞导向环、6)支撑环、7)卡箍、8)外卡键柱组成。
1.2.3 头一般选用35#钢等强度高、可焊性好的材质;柱管选用高强度无缝钢管,可焊性好的材质,如:27SiMn、25CrMo;柱塞选用40Cr材质;鼓型圈一般选用聚氨脂;活塞导向环选用聚甲醛;支撑环一般选用45#钢;卡箍选用聚甲醛;外卡键一般选用45#钢。
1.2.4 活塞导向环与鼓型圈或山形圈配合,起导向、减少摩擦和防挤作用。
1.2.5 外导向环(卡箍)装在柱塞或外卡键上,起导向、减少摩擦作用。
1.2.6 支撑环起托住鼓型圈和活塞导向环作用,外卡键固定密封件和导向环,保证在液压作用下不窜动和脱落。
液压支架高质量维修技术要求(1)
液压支架高质量维修技术要求新矿集团生产服务分公司支架维修车间目录1、支架进厂验收要求 12、支架拆解要求 23、冲洗、抛丸除锈要求 34、结构件检修要求 45、立柱、千斤顶维修标准 76、直属件、液压件维修要求 127、支架组装要求 138、支架喷漆质量要求 149、液压系统布置要求 1510、支架出厂检验标准 16支架进厂验收要求待修支架入厂后,由技术人员对入厂待修支架进行初步检验,如有必要,可通知矿方人员共同进行检验。
1.整架检验1.1支架编号由于支架原编号在入厂时不容易看到,因此要用数字重新对支架进行编号,待拆解时再与原编号对应。
1.2 结构件检查对顶梁、掩护梁、前、后连杆、底座、顶梁侧护板、掩护梁侧护板及其他结构件是否有损坏和丢失。
1.3销轴、导杆类检查初步检查铰接孔销轴,侧护板上的导杆、弹簧筒是否有缺损,由于其质量状况无法界定,其数量的统计工作要在支架拆解完工后进行。
1.4油缸类检查检查立柱、千斤顶是否缺损或报废。
1.5、液压件检查(需修复使用的)检查各种操纵阀、截止阀、安全阀、配液阀、过滤器、压力表是否有损坏丢失。
2.缺损初步统计2.1统计出进厂支架的数量,核对与计划数量是否相符。
2.2根据支架的编号,对每架进行缺损件的统计。
2.3根据《支架入厂验收单》初步统计出全部支架缺损件的数量。
2.4绘制缺损件图纸。
支架拆解要求1.拆解要求1.1 支架在解体前必须进行喷淋除尘,防止拆解过程出现灰尘。
1.2支架各部件全部解体到不可拆卸的单元件。
1.3.在支架上拆解下来的立柱、千斤顶,须将活塞杆全部收回,防止在转运过程中碰伤活塞杆。
1.4 拆解的结构件上的煤尘、煤矸、煤泥、油泥等必须清理彻底,方可向下转递。
1.5 直径在50以上的销轴原则上不允许气割破坏,如变形较大需要进行破坏性拆除的,必须经技术人员同意后才能进行,大的铰接轴,如果拆解困难,可以优先气割挡销座,其余部位需气割时,严禁割伤结构件本体。
液压支柱千斤顶说明书
液压支架千斤顶使用说明书执行标准MT97-92丹东市中兴矿山机械有限公司目录1.概述 (2)2.结构特征与工作原理 (2)3.技术特征 (4)4.组装和试验 (4)5.使用、操作 (5)6.故障分析与判断 (6)7.保养维修 (6)8.运输储存 (7)1.概述1.1产品特点液压支架用千斤顶,是按MT97-92《液压支架千斤顶技术条件》标准设计制造的产品。
我厂在产品制造中采用了优质的材料和先进的工艺设备,所有零件经过严格检验,质量可靠、性能优良。
我厂对产品实行“三包”并负责提供配件及各项技术服务工作。
本产品使用寿命长,对环境无污染、性能优良、质量可靠,满足液压支架安全性能要求,达到良好的经济效果。
1.2产品执行标准:MT97-92《液压支架千斤顶技术条件》2.结构及工作原理液压支架用千斤顶是外部供液的液压千斤顶。
千斤顶所需的工作液体由支架中的胶管、压力控制阀、操纵阀等组成的管路系统供给。
2.1结构液压支架千斤顶结构示意图1.缸底2.保持器3.半环4.缸筒5.活塞杆6.蕾型圈7.导向环8.防尘圈9.缸盖 10. O形圈 11.卡环 12.导向套13.O形圈 14.油管 15.接头座 16.活塞 17.鼓型圈 18.卡箍19.O形圈2.1.1活塞杆组件活塞杆是由40Cr圆钢调质制成,强度高使用寿命长,是支架顶梁、顶板伸缩的推移杆件。
活塞部分有鼓型密封圈、挡圈、卡箍、导向环、O形圈等零件保证活塞与缸筒和活塞杆的密封。
2.1.2导向套导向套通过卡环和缸体连接配合,导向套沟槽内装有蕾型圈,导向环,O形圈保证缸体和活塞杆的密封,以防活塞杆的回缩。
2.1.3缸体缸体是千斤顶承压件。
2.2工作原理千斤顶在使用时操作千斤顶控制阀,高压液体通过接头座,流入千斤顶下腔,使活塞杆伸出,对支架顶板进行推移。
千斤顶回缩时,操作千斤顶控制阀换向操作控制千斤顶另一腔,高压油液通过接头座流入千斤顶上腔,活塞杆在工作液体的作用下回缩。
液压支架及推移千斤顶的设计
摘要由于不同的采煤工作面的顶板条件、煤层厚度、煤层倾角、煤层的物理机械性质等的不同,对液压支架的要求也不同。
为了有效的支护和控制顶板,必须设计出不同类型和不同结构尺寸的液压支架。
因此,支架的设计是很重要的。
本设计综合对比了各种支架的特点,根据所给的原始条件和经济性的分析,选用了掩护式液压支架。
进而进行了支架总体结构的设计,确定支架的基本参数,并对顶梁的强度进行了校核。
在设计中,四连杆机构是较重要的部件,采用了作图法,优选出了最合适结构。
确定了掩护梁、后连杆、前连杆等结构的尺寸。
通过设计,了解到掩护式支架特点是顶梁较短,控顶距较小,但是,其切顶性较差,支架底座前端的比压较大,使用在中等稳定以上顶板或者周期来压强烈的地质条件下,由于顶板不能及时切断,只适用于老顶来压强度不太强烈的不稳定和中等稳定的顶板。
关键字:液压支架;四连杆顶梁;掩护梁;支护阻力;AbstractAs the coal face of the roof, seam thickness, seam inclination, coal physical and mechanical properties of different, on the hydraulic support requirements are different.To effectively support the roof and control, the need to design different types and different sizes of hydraulic structure stent. Therefore, the design of the stent is very important. The design of a comprehensive comparison of various characteristics of the stents, according to the original conditions, and economic analysis. Selection of a cover-hydraulic support. Then the whole structure of the stent design and stent determine the basic parameters, as well as top-beam intensity of the check. In the design, the four-bar linkage is the more important parts, using the mapping method, selected the most suitable structure.Through the design, learned shield applies only to old-roof compressive strength is not particularly strong in the middle of instability and stability of the roofKey words:hydraulic support:four Linkages:roof;Supporting Resistance;Shield ;目录前言错误!未定义书签。
液压千斤顶国家标准

液压千斤顶国家标准液压千斤顶是一种常用的起重工具,广泛应用于汽车维修、机械制造、建筑施工等领域。
为了保障液压千斤顶的安全和可靠性,国家对其进行了标准化管理,制定了液压千斤顶国家标准,以确保产品质量和使用安全。
本文将对液压千斤顶国家标准进行介绍和解读。
首先,液压千斤顶国家标准主要包括产品的技术要求、检测方法、标志、包装、运输和储存等内容。
其中,产品的技术要求是液压千斤顶国家标准的核心部分,涵盖了产品的结构设计、材料选用、工艺要求、性能指标等方面。
通过对这些技术要求的规定,可以有效提高液压千斤顶的质量水平,确保产品的安全可靠性。
其次,液压千斤顶国家标准对产品的检测方法进行了详细的规定,包括外观检查、功能性能测试、安全性能测试等内容。
这些检测方法的规定,为液压千斤顶的生产和质量检验提供了技术指导,保障了产品质量的稳定性和可靠性。
此外,液压千斤顶国家标准还对产品的标志、包装、运输和储存进行了规定,旨在提高产品的识别度和市场竞争力,同时也保障了产品在运输和储存过程中的安全性和完整性。
总的来说,液压千斤顶国家标准的制定和实施,对于推动液压千斤顶行业的健康发展,提高产品质量和安全水平起到了积极的推动作用。
企业应当严格按照国家标准进行生产制造,并且消费者在购买和使用液压千斤顶时,也应当选择符合国家标准的产品,以确保产品的质量和安全性。
在实际生产和使用过程中,企业和个人还应当加强对液压千斤顶国家标准的学习和理解,提高对标准的遵守和执行力度,确保产品的质量和安全。
同时,相关监管部门也应当加强对液压千斤顶产品的监督检查,严格执行国家标准,保障产品的质量和安全性。
综上所述,液压千斤顶国家标准的制定和实施,对于推动液压千斤顶行业的健康发展,提高产品质量和安全水平具有重要意义。
企业和个人都应当加强对国家标准的学习和理解,确保产品质量和安全,促进液压千斤顶行业的可持续发展。
立柱及千斤顶大修规范
机制公司液压支架立柱及千斤顶大修规范一、主要技术标准:液压支架立柱活柱、千斤顶活塞杆维修应符合下列文件的规定和基本要求:1.《煤矿机电设备检修质量标准》;2.《MT/T1097-2008》煤矿机电设备检修技术规范;3.《MT312-2000》液压支架通用技术条件;4.《MT313-92》液压支架立柱技术条件;5.《MT97-92》液压支架千斤顶技术条件。
二、大修内容:针对立柱、千斤顶缸筒、活柱、活塞杆、等所有零部件,全面检查各零部件的尺寸精度、表面粗糙度、变形、外观清洁度等,对其进行维修或更换达到使用要求与相关标准。
或根据维修合同规定的某部分内容进行修复。
所有立柱千斤顶需按照工艺拆解到最小单元进行检验。
三、大修质量要求:1.在大修过程中,用户方派出代表到我公司生产现场进行巡检控制,对大修的质量、工期进行监督,并有权制止未按用户方图样和技术资料大修的行为,对此我公司维修人员应积极给予配合并加以改进。
2.要确保维修合同中注明的同批次大修立柱、千斤顶零部件具有互换性(若不能用同一规格零部件,需用户方同意)。
3.确保大修后立柱、千斤顶镀铬层能正常使用,1年内不锈蚀、不自然剥离脱落。
4.大修时更换的立柱缸筒、缸底、活柱、各种千斤顶缸筒、缸底、活塞杆材质必须是27SiMn。
5.大修时更换的立柱缸底、千斤顶缸底、推移耳轴都必须为锻制。
6.大修的立柱、千斤顶密封全部更换。
四、检测标准立柱检测标准1.缸体1)缸筒不得有明显变形、磕碰的凹凸点、可见裂纹及开焊现象;内孔的直线度不得大于0.5‰。
缸孔直径扩大,圆度、圆柱度均不得大于公称尺寸的2‰。
2)缸筒内表面无锈蚀、斑坑、拉伤等缺陷;如有轻度损坏,按大修工艺修复,修复后的密封配合面粗糙度应满足密封配合要求,缸口尺寸符合的原性能要求;缸筒行程部位内径尺寸公差不超过0.4mm。
3)缸体不得有裂纹,缸体端部的螺纹、环形槽或其他连接部位必须完整。
管接头不得变形。
4)缸体非配合表面应无毛刺,划伤深度不得大于1mm,磨损、撞伤面积不得大于2㎝2。
液压支架千斤顶出厂检查标准

液压支架千斤顶出厂检验规范1 适用范围本规范规定了液压支架千斤顶(下称千斤顶)的出厂检验方法和要求。
本规定适用于本公司生产的千斤顶。
2 引用标准MT97-92《液压支架千斤顶技术条件》3 一般要求3.1千斤顶应按规定的图纸及技术文件进行生产、组装。
3.2原材料、标准件、密封件、外购件由质量部验收合格方可使用。
3.3金属切削加工零件未注公差尺寸的极限偏差按GB/T1804-2000的规定。
凡属包容和被包容者应符合m级的规定,无装配关系的可符合C级规定。
3.4图样中机械加工未注形位公差应符合GB/T1184-1996中C级的规定。
3.2 千斤顶出厂检验场所、设备、仪表、器具、介质等应符合有关规定的要求。
3.3 千斤顶出厂试验过程中,工作液的温度应保持在0-500C,压力表精度为1.5级,压力计量程应为试验的140%-200%。
3.4 测量精度采用C级。
千斤顶的出厂检验项目包括:a) 外观质量;b) 主要零部件技术要求;c) 电镀层质量;d);清洁度;e) 空载行程试验f) 最低启动压力;g) 密封性能;h) 强度试验。
5 检验规则5.1 每批千斤顶出厂前应由品质部按符合上述检验项目要求进行检验。
5.2 千斤顶外观质量、主要零部件技术要求、空载行程、最低启动压力、密封性能、强度试验项目为全检;电镀层质量、清洁度等项目为抽检。
5.3 用户验收时采取随机抽样,按出厂检验进行;抽样数量为每批3%根,清洁度为每批3根,经双方协商也可减少抽样数量。
6 质量要求6.1.1 千斤顶所有零部件表面的毛刺、铁屑、油污等应清除干净6.1.2 千斤顶零部件应齐全,组装时不得损伤配合面并组装正确。
6.1.3 所有连接螺丝,应涂油防锈。
6.1.4 千斤顶装配完毕,应缩至最小高度,并排尽液体,进回油口用塑料堵封严。
6.1.5 千斤顶外表面应无锈蚀、剥落的氧化皮、凹坑的缺陷,油漆面(活塞杆外表面除外)应喷涂均匀,结合牢固,无漏喷或严重流挂。
千斤顶技术要求

千斤顶技术要求
(一)机翼支架千斤顶要求:
1.弹簧复位
2.确认圆弧
3.执行标准JB/T2104-2002
4.升起高度大于等于500mm
5.最底高度小于等于1650mm
6.起重量1吨
7.三角支架支撑,底部三角加强,加强横杆的一面安装两个滑轮,千斤顶在倾斜度大于60º时两个滑轮与地面接触,便于地面移动。
8.千斤顶液压系统的液压油为10#航空液压油,液压泵要求为新品并有出厂合格证,千斤顶上附带的油箱容积大于工作容积的三倍。
9. 千斤顶外表面的焊缝、连接点打磨光滑,外表面喷橘红色油漆。
10.托架顶部为槽钢,槽钢上部为松木板,松木板凹面需粘毛毡,凹面圆弧半径为1300mm,
(二)机尾双节千斤顶要求:
1托架顶部为槽钢,槽钢上部为松木板,松木板凹面需粘毛毡,凹面圆弧半径为1540mm,松木板尺寸为:5000×100×100
2按用户要求设计
3采用双丝杠双油缸
4执行标准GB/T 2104
5最低高度小于等于500mm
6起升高度500mm
7起重量2吨
8.三角支架支撑,底部三角加强,加强横杆的一面安装两个滑轮,千斤顶在倾斜度大于60º时两个滑轮与地面接触,便于地面移动。
9.千斤顶液压系统的液压油为10#航空液压油,液压泵要求为新品并有出厂合格证,千斤顶上附带的油箱容积大于工作容积的三倍。
10.千斤顶外表面的焊缝、连接点打磨光滑,外表面喷橘红色油漆。
(三)质量保证:
1.由于千斤顶与飞机直接接触,如由于千斤顶制造问题造成飞机损伤,厂家要承担因产品质量问题给客户造成损失。
2.保修及售后服务按国家规定执行。
液压支架大修质量规范标准

液压支架大修质量规范标准、液压支架大修质量标准1. 范围本标准规定了液压支架检修的质量标准和试验方法。
本标准适用于煤矿井下用液压支架检修质量的控制和评定。
2. 规范性引用文件MT 312—2000 液压支架通用技术条件MT 313—92 液压支架立柱技术条件MT 97—92 液压支架千斤顶技术MT 76—83 液压支架用乳化油MT 419—1995 液压支架用阀MT 98—84 液压支架胶管总成及中间接头组件型式试验规范煤矿机电设备检修质量标准(1987版)3. 一般技术要求⑴大修单位必须有检修许可证、质量保证体系,资质要齐全。
⑵大修单位必须具备必要的检修场地、检修设施、试验手段和检测手段。
⑶对标准件、外购件验证煤安标志、合格证书及使用说明书;验证铭牌,铭牌应注明产品名称、产品型号、出厂编号、出厂日期、制造厂名。
⑷外购件、外协件的外观质量、几何尺寸应符合图纸要求。
⑸阀的压力、流量参数及连接型式、尺寸应符合MT 419-1995标准的要求。
⑹立柱及其重要零、部件应符合MT 313—92标准的要求。
⑺千斤顶及其重要零部件应符合MT 97—92标准的要求。
⑻胶管应符合MT 98—84标准的要求。
⑼千斤顶或立柱进厂按每批量的3%但不少于3根抽样,检验密封性能。
⑽各类阀进厂按每批量的2%,但不得少于5件抽样检验各种阀的性能。
⑾胶管进厂按每批量的5%但不少于5件抽样,检验密封性能。
4. 整架解体⑴按技术要求解体;液压件必须和结构件完全分离,立柱、千斤顶、阀不得带有胶管和弯头,各构件上不得有无用的铁丝及非支架部件。
⑵对各类销轴、螺栓应用工具拆卸,未经批准不得使用气割。
⑶对各类液压部件禁止采用不规范的工艺强行拆卸和摔碰;立柱、千斤顶宜在缩回状态下拆卸,拆卸后应全部缩回,分类装筐。
⑷解体后的支架构件、连接件、液压元部件应分类放入集装箱架,或排放整齐。
5. 部件表面清理⑴顶梁、底座、前梁、尾梁、推移框架等结构件冲洗后外表应无煤矸,除锈后应无浮锈、浮漆。
综采液压支架立柱及千斤顶维修质量标准
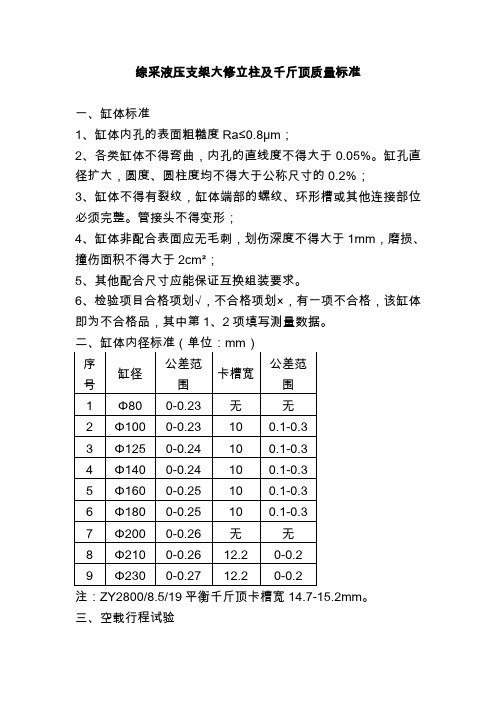
综采液压支架大修立柱及千斤顶质量标准一、缸体标准1、缸体内孔的表面粗糙度Ra≤0.8μm;2、各类缸体不得弯曲,内孔的直线度不得大于0.05%。
缸孔直径扩大,圆度、圆柱度均不得大于公称尺寸的0.2%;3、缸体不得有裂纹,缸体端部的螺纹、环形槽或其他连接部位必须完整。
管接头不得变形;4、缸体非配合表面应无毛刺,划伤深度不得大于1mm,磨损、撞伤面积不得大于2cm²;5、其他配合尺寸应能保证互换组装要求。
6、检验项目合格项划√,不合格项划×,有一项不合格,该缸体即为不合格品,其中第1、2项填写测量数据。
注:ZY2800/8.5/19平衡千斤顶卡槽宽14.7-15.2mm。
三、空载行程试验1、试验方法:千斤顶在空载工况下,全行往复动作3次,其速度不大于200mm/min。
2、性能要求:活塞杆伸缩长度应符合设计空载行程试验要求,不允许外部渗漏,爬行,涩滞等现象。
四、最低启动压力试验1、试验方法:千斤顶在空载工况下,逐渐升压,分别测定千斤顶伸缩时,活塞腔和活塞杆腔的最低启动压力(均在无背压下试验)。
2、性能要求:立柱活塞腔启动压力不得超过3.5MPa,活塞杆腔启动压力不得超过7.5MPa。
五、密封性能试验1、试验方法:千斤顶缩至最小长度,对活塞杆腔进行低压1MPa 和高压为110%额定泵压的稳压试验。
稳压时间为5min,其中一根稳压4h(对装有安全阀的千斤顶,高压采用安全阀调定压力的90%进行试验);千斤顶伸至最大行程(立柱升至2/3全行程)对活塞腔进行低压1MPa和高压为110%额定泵压的稳压试验,稳压时间为5min,其中一根稳压4h(对装有安全阀的千斤顶,高压采用安全阀调定压力的90%进行试验)。
2、性能要求:在同温度下压力不得下降和渗漏。
六、强度试验1、试验方法:a千斤顶伸至最大行程,轴向加载额定工作压力的150%持续5min。
b.千斤顶处于最小长度,分别对活塞杆腔加以125%额定泵压,保持5min。
煤矿用液压支架 第2部分:立柱和千斤顶技术条件

煤矿用液压支架第2部分:立柱和千斤顶技术条件煤矿用液压支架第2部分:立柱和千斤顶技术条件安全标准行业标准煤矿>>正文煤矿用液压支架第2部分:立柱和千斤顶技术条件标准号: GB 25974.2-2016 替代情况:发布单位:国家质量监督检验检疫总局、国家标准化管理委员会起草单位:煤炭科学研究总院开采设计研究分院、煤炭科学研究总院检测研究分院发布日期: 2016-01-10实施日期: 2016-06-01点击数:更新日期: 2016年08月05日内容摘要GB25974的本部分规定了煤矿用液压支架立柱和千斤顶的术语和定义、要求、试验方法、检验规则、标志、包装、运输和贮存。
本部分适用于煤矿用液压支架立柱和千斤顶。
目录前言Ⅲ引言Ⅳ1 范围 12 规范性引用文件 13 术语和定义 24 要求 24.1 一般要求 24.2 装配质量要求 34.3 主要零部件要求 44.4 电镀要求 44.5 性能要求 44.6 材料性能 65 试验方法 65.1 试验条件 65.2 一般要求 75.3 装配及外观 75.4 主要零部件 75.5 电镀 75.6 性能试验 76 检验规则 106.1 检验分类 106.2 检验项目 116.3 组批规则和抽样方案 116.4 判定规则 137 标志、包装、运输和贮存 137.1 标志 137.2 包装 137.3 运输 137.4 贮存 14附录A 液压缸零件电镀层技术要求 15 附录B液压缸的许用应力及静力计算 17。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
中华人民共和国煤炭行业标准MT 97-92 液压支架千斤顶技术条件代替MT 97-841 主题内容与使用范围本标准规定了液压支架千斤顶的技术要求、试验方法、检验规则、标志、包装、运输、贮存。
本标准适用于以乳化液为工作介质的矿用液压支架千斤顶(以下简称“千斤顶”)。
2 引用标准GB 197 普通螺纹公差与配合(直径1~355 mm)GB 1184 形状和位置公差未注公差的规定GB 1804 公差与配合未注公差尺寸的极限偏差GB 2649 焊接接头机械性能试验取样方法GB 2650 焊接接头冲击试验方法GB 2651 焊接接头拉伸试验方法GB 2652 焊接及熔敷金属拉伸试验方法GB 2653 焊接接头弯曲及压扁试验方法GB 3452.1 液压气动用O形橡胶密封圈尺寸系列及公差GB 3452.3 液压气动用O形橡胶密封圈沟槽尺寸和设计计算GB 11352 一般工程用铸造碳钢件GB 13306 标牌JB/ZQ 4000.3 焊接件通用技术条件MT 76 液压支架用乳化油3 技术要求3.1 一般技术要求3.1.1 千斤顶及其重要零、部件应符合本标准的要求,并按照经规定程序批准的设计图样和设计文件制造。
3.1.2 金属切削加工零件图样未注公差尺寸的极限偏差,凡属包容关系者,按GB 1804 中ⅠT14 级精度(孔用H;轴用h;长度用Js),非包容关系者应符合该标准ⅠT15级精度制造和检查。
3.1.3 图样上机加工未注形位公差,按GB 1184 中公差等级C级的规定执行。
3.1.4 焊接件应符合GB 2649~2653和JB/ZQ 4000.3 的规定。
3.1.5 承压焊缝应能承受千斤顶额定工作压力的200%的耐压试验。
3.1.6 承压焊缝金属机械性能a. 对于装有安全阀的千斤顶其焊缝抗拉强度σb≥600 MPa;b. 对于没有装有安全阀的千斤顶基焊缝抗拉强度σb≥500 MPa;c. 伸长率δ5≥12%。
3.1.7 铸钢件应符合GB 11352 的规定。
中华人民共和国能源部1992-12-15批准1993-07-01实施13.1.8 锻件不应有夹层、折叠、裂纹、锻伤、夹渣等缺陷。
在不影响机械强度情况下,锻件非加工表面允许有清除氧化皮等原因造成的局部缺陷。
3.1.9 普通螺纹按GB 197中6~7级精度(外螺纹为6级、内螺纹为7级)执行。
3.1.10 活塞杆镀层质量应符合附录A的有关规定。
特殊要求,按图样技术要求执行。
3.1.11 O形橡胶密封圈尺寸和沟槽应符合GB 3452.1、GB 3452.3的规定。
3.2 产品装配及外观质量要求3.2.1 装配前,各零部件所有表面的毛刺、切屑、油污等应清除干净。
3.2.2 装配时,所有连接螺纹,应涂螺纹防锈脂。
3.2.3 装配时,零件配合表面不得损伤。
3.2.4 千斤顶各零、部件应齐全,装配好后,应将其缩至最短位置。
3.2.5 装配时,应仔细检查千斤顶密封件有无老化、咬边压痕等缺陷,并严格注意密封圈在千斤顶沟槽内有无挤出、撕裂等现象,如有上述现象,应拆开重装。
3.2.6 装配完毕后,所有进、回液口均应用塑料堵封严。
3.2.7 装配后,千斤顶外表面(活塞杆外表除外),应按图样要求喷(涂)防锈底漆和面漆。
漆层应均匀,结合牢固,不得有起皮脱落现象。
3.3 主要零、部件技术要求3.3.1 缸筒3.3.1.1 缸筒材料的机械能应符合下列要求;a. 抗拉强度σb≥1 000 MPa;b. 屈服点σs≥800 MPa;c. 伸长率δ5≥12%;d. 冲击值αk≥4.9×105 J/m2。
3.3.1.2 缸筒调质热处理硬度HB 240~280。
3.3.1.3 缸筒密封配合面的尺寸精度不得低于H 9。
3.3.1.4 缸筒密封配合面的表面粗糙度为3.3.2 活塞杆3.3.2.1 活塞杆调质热处理硬度HB 240~280。
3.3.2.2 活塞杆密封配合面的尺寸精度不得低于f 9。
3.3.2.3 活塞杆密封配合面的表面粗糙度为3.4 电镀技术要求3.4.1 镀层质量技术要求,按附录A 执行。
3.4.2 所有镀锌件,镀后均应钝化处理。
3.4.3 镀层孔隙率的规定:a. 镀锌件少于15点/dm2,直径不大于0.2mm;b. 镀铬件少于15点/dm2,直径不大于0.2mm;c. 镀铜件少于15点/dm2,直径不大于0.2mm;3.5 清洁度要求对试验合格后的千斤顶应清洗、检验、计量,清洗后的溶液以120目/in或相当于0.125mm精度的过滤器过滤,网上物品经过烘干称量,其质量不得超过表14 试验方法和性能要求4.1 试验条件4.1.1 工作介质采用MT 76所规定的乳化油与中性软水按5 :95重量比配制而成的乳化液。
4.1.2 工作介质温度为10~50℃,工作介质过滤采用120目/in或相当于0.125mm精度的过滤器,并设有磁过滤装置。
4.1.3 测量精度4.1.3.1 测量等级根据精度要求,对于千斤顶采用C级。
4.1.3.2 误差凡按有关标准校验或比较过的任何测量关系,若他们的关系误差不超过表2所列极限,均可用相当测量等级的试验。
注:给出的百分数极限范围是属于被测量值的,而不是试验最大值或测量系统最大读数值。
4.1.3.3 直读式压力计精度应为1.5级,压力计量程应为试验压力的140%~200%。
4.2 检验的一般要求4.2.1 送检单位必须提交设计总图及试件出厂检验记录。
4.2.2 千斤顶试验的供液系统及试验设备应符合其设计要求。
4.2.3 被检验件应符合图样和有关技术文件要求。
4.2.4 缸体爆破试验要求4.2.4.1 凡属下列情况时应进行4.3.6项试验a. 采用新材料;b. 首次采用的缸径系列;c. 首次该变缸体壁厚时。
4.2.4.2 被检验件的材质,缸筒壁厚,内外直径公称尺寸应被检千斤顶缸筒相同,其长度允许缩短,但不低于表3的要求。
34.3 试验项目、试验方法及性能要求见表4。
MT 97-925 检验规定5.1 产品检验分为出厂检验和型式检验。
出厂检验由制造工厂的检验部门进行。
型式检验由上级质量监督部门指定的国家质量监测中心进行。
5.2 产品必须进行出厂检验。
检验合格后方可出厂,并必须附有产品合格证。
5.3 有下列情况之一者,应进行型式检验:a. 新产品或老产品转厂生产的试制产品;b. 当设计、工艺或所使用的材料影响产品性能时;c. 对停产3年以上的产品再次生产时;或批量生产的产品,上级质量管理部门提出要求时;d. 当用户产品质量有重大异议时;e. 国家质量监督机构提出要求时。
5.4 产品出厂检验与型式检验项目见表5。
5MT 97-92(1)表中“√”表示该项目部检验;“△”表示该项目抽检;“×”表示该项目不检验。
(2)表中第7项检验中4 h 长时密封为抽检项目。
5.5 抽检项目的样品,每次为批量的3%,但不得少于3跟.5.6 产品检验项目应合格。
在检验中有一项试验不合格,应加倍抽检该项目,复验中,全部合格,认为产品该项目合格;复验中仍有不合格者,者判定该产品不合格。
5.7 型式检验的被检验件数量为三件,耐久性试验可只做其中一件;缸体爆破试验做二件。
5.8 千斤顶随支架出厂时,可按支架检验规定执行,但须符合本标准的规定。
5.9 产品出厂检验结果记录归档备查,产品型式检验应有检验报告。
6 标志、包装、运输、贮存6.1 每件合格的千斤顶产品应有铭牌,铭牌应包括以下内容:a. 产品名称;b. 产品型号;c. 出厂年、月、日;d. 制造厂名称。
6.2 铭牌的尺寸及技术要求,按GB 13306 的规定执行。
6.3 千斤顶检验合格后,缩至最短长度,各进液口应加堵封严。
6.4 千斤顶应用托架或装箱发运,产品应捆扎牢固,避免脱落、挤压、损坏等。
6.5 千斤顶备件、易损件应用专用包装箱发运。
6.6 运输时,在冬季产品应根据使用地区和运输路程的最低气温注入乳化防冻液,一般运往东北、西北、内蒙地区的产品可注入MPD-40 防冻液;运往华北地区的可注入MFD-25 防冻液;其他地区注入MFD -15 防冻液,亦可以均注入MFD-40 防冻液。
在其他季节应将千斤顶进、回液腔乳化液排空,但需保证排液后,千斤顶在运输、贮存过程中,内部不得产生锈蚀现象。
6.7 千斤顶应放入干燥的库房中或有遮盖的条件下贮存。
环境温度不得低于0℃。
6.8 千斤顶存放三个月以上者,要检查内腔中的乳化液是否变质,如变质、应更换。
当采用排空法时应检查锈蚀情况。
6.9 随同产品出厂的技术文件:a. 装箱单1份;b. 产品合格证1份;c. 产品使用、维护说明书1份;d. 产品备件、易损件明细表各1份。
MT 97-92附件 A千斤顶零件电镀层的技术要求(补充件)A1 基本要求电镀前应对被镀件进行材质、尺寸、精度及表面缺陷的检查,不合格者,不得进行电镀工序。
A2 镀层的选择A2.1 千斤顶活塞杆应采用以下复合镀层。
a. 铜锡合金;b. 铜锡合金和乳白铬;c. 乳白铬和硬铬。
A2.2 其他零件电镀一般采用镀锌,也可采用有效保护零件表面的其他镀种。
A3 镀层的厚度A3.1 采用复合镀层的各种镀层厚度a. 铜锡合金20~30 μm;硬铬30~40 μm;b. 铜锡合金20~30 μm;乳白铬30~50 μm;c. 乳白铬20~30 μm ;硬铬30~40 μm;A3.2 采用镀锌或其他镀种的镀层厚度a. 7~15 μm;b. 15~25 μm。
A3.3 镀层厚度有特殊要求时,按照图样文件的规定执行。
A4 镀层硬度a. 铜锡合金与硬铬,HV≥800;b. 铜锡合金和乳白铬。
HV≥500;c. 乳白铬和硬铬,HV≥800。
A5 结合要求镀层不应有起皮、脱落或起泡现象。
A6 镀层外观质量要求A6.1 镀层结晶应细致、均匀,不允许有下列缺陷:a. 表面粗糙、粒子、烧焦、裂纹、起泡、脱落;b. 树枝状结晶;c. 局部无镀层或暴露中间层;d. 密集的麻点。
A6.2 镀层允许缺陷如下:a. 在倒角处有不影响装配的轻微粗糙表层;b. 由于基体金属的缺陷、砂眼以及电镀工艺过程所导致的麻点或针孔,其直径和数量应符合 3.4.3条的要求;c. 焊缝处镀层发暗。
A6.3 因焊接允许的缺陷而引起镀层缺陷不作考核。
A6.4 退刀槽表面的镀层质量不作考核。
A6.5 活塞杆行程表面落砂痕迹的规定:a. 活塞杆行程表面的同一圆周线上不得超过两条。
7MT 97-92b. 落砂痕迹长度不超过6 mm,其深度不大于0.02 mm。
C. 两条痕迹的间隔应不大于20 mm。
d. 落砂痕迹的条数不多于10条/m2。
A7 外观质量检验应在天然散射光或无反射光的白色透射光线下进行。
附加说明:本标准由煤炭科学研究总院提出。