塑胶模具等级分类-SPI
模具种类
模具的分类[用途上分]:A [塑胶模]Plastic mould :用于制造塑胶产品,如:3C类产品[3C:计算机(Computer),通讯(Communication), 消费类电子:(Consumer Electrics)]汽车摩托车结构件,内饰件,日用品,儿童玩具,建筑用PVC水管接头,各种工具的手柄,精密仪器零件等涉及生活的每一个角落。
B [冲压模]die ( Pressed tooling):用于制造金属钣金,片状材料的剪裁下料等。
如:电脑等各类机箱、机柜、不锈钢厨具、连接器端子、接插件铜片、电路板切孔,钣金成型,快餐盒成型等。
C [压铸模]Die casting (alloy mould):主要用于生产铝合金,锌合金,镁铝合金等铸件,如笔记本外壳,汽车摩托车发动机,音箱,阀体配件等。
D [压缩模] Compression mould:主要用于生产橡胶,硅橡胶制品,如各种防水圈,饰件,缓冲件,衬垫,手机按键等。
E [吹塑,吸塑模] blow mold:主要用于生产塑胶类中空容器类产品,如各种饮料瓶,塑料壶,化妆品盒,洗发水瓶,充气玩具,塑料包装等。
F [挤出模具]extrusion mould :主要是各种型材,如建筑用铝合金门窗,电线槽,G [半导体模具]semiconductor mold:主要是生产各种二级管,三级管等电子电气元件。
H 玻璃钢模具(SMC/BMC) Phenolic mould 电木模具属于热固性模具其中应用最广泛的就是塑胶模具,由于塑胶产品种类繁多,所以塑胶模具也有各种分类:[品质要求]:A. production mould量产模模具产量主要指的是:在模具使用寿命期间所能生产的最大的产品数按照美国[SPI-SPE]标准可以分为以下几类一、101类模。
(长期精密生产模具,产量在1,000,000shots或以上)二、102类模。
(不超过1,000,000shots,大量生产模具)三、103类模。
模具种类
模具的分类[用途上分]:A [塑胶模]Plastic mould :用于制造塑胶产品,如:3C类产品[3C:计算机(Computer),通讯(Communication), 消费类电子:(Consumer Electrics)]汽车摩托车结构件,内饰件,日用品,儿童玩具,建筑用PVC水管接头,各种工具的手柄,精密仪器零件等涉及生活的每一个角落。
B [冲压模]die ( Pressed tooling):用于制造金属钣金,片状材料的剪裁下料等。
如:电脑等各类机箱、机柜、不锈钢厨具、连接器端子、接插件铜片、电路板切孔,钣金成型,快餐盒成型等。
C [压铸模]Die casting (alloy mould):主要用于生产铝合金,锌合金,镁铝合金等铸件,如笔记本外壳,汽车摩托车发动机,音箱,阀体配件等。
D [压缩模] Compression mould:主要用于生产橡胶,硅橡胶制品,如各种防水圈,饰件,缓冲件,衬垫,手机按键等。
E [吹塑,吸塑模] blow mold:主要用于生产塑胶类中空容器类产品,如各种饮料瓶,塑料壶,化妆品盒,洗发水瓶,充气玩具,塑料包装等。
F [挤出模具]extrusion mould :主要是各种型材,如建筑用铝合金门窗,电线槽,G [半导体模具]semiconductor mold:主要是生产各种二级管,三级管等电子电气元件。
H 玻璃钢模具(SMC/BMC) Phenolic mould 电木模具属于热固性模具其中应用最广泛的就是塑胶模具,由于塑胶产品种类繁多,所以塑胶模具也有各种分类:[品质要求]:A. production mould量产模模具产量主要指的是:在模具使用寿命期间所能生产的最大的产品数按照美国[SPI-SPE]标准可以分为以下几类一、101类模。
(长期精密生产模具,产量在1,000,000shots或以上)二、102类模。
(不超过1,000,000shots,大量生产模具)三、103类模。
塑胶模具型腔面抛光标准

D3
3.各国模具表面粗糙度标准及加工方法对照见 Q/TKM 4《注塑模具技术标准》 附录 E 。
4.通用模具表面粗糙度最低要求参照 Q/TKM 4《注塑模具技术标准》第 6 章 附表五:模具表
面粗糙度。
本标准生效日期为:
制定: 日期:
——版本所有
第1页共1页
模具工程标准
标准名称:模具型腔面抛光标准
文件编号: 版 本 号:
本公司采用美国 SPI 标准(即 SPI AR-106 Mold Finish Guide)作为模具型腔面抛光标准, SPI 为 Society of the Plastics Industry 美国塑胶工业协会的缩写。
一.范围
本标准参照 SPI 标准规定了模具型腔表面 12 级不同类型、对应使用的表面处理材料及对应
0.5 -1.0
A1
#2
1200 号钻石膏(#15 钻石膏)
1.0-2.0
A3
#3
320 号砂纸
7.0 - 7.5
B3
#4
280 号油石
12.0 - 15.0
C3Leabharlann #5(干喷)240 号砂 (5"@ 100 psi)
26.0 - 32.0
D2
#6
(干喷)24 号砂 (3"@ 100 psi)
160.0 - 190.0
平均粗糙度和通用模具表面粗糙度要求,适用于注塑模具的设计、制造及验收。
二.引用标准
Q/TKM 4 注塑模具技术标准
三.模具型腔面抛光等级
1.SPI AR-106 标准将模具型腔表面分为 12 种不同等级,见表一。SPI AR-106 标准样块是 使用厚度 3/8 英寸直径 1 英寸的 H13 钢料,在圆形平面上用表一所列的表面处理材料加工而成。
塑料制品分类 1-7

美国塑料工业协会(Society of Plastics Industry,SPI)制定了塑料制品使用的塑料种类的标志代码,是在三个箭头组成的代表循环的三角形中间,加上数字的标志,他们将三角形的回收标记附于塑料制品上,并用数字1到7和英文缩写来指代塑料所使用的树脂种类。
这样一来,塑料品种的识别就变得简单而容易,回收成本得到了大幅度的削减。
现今世界上的许多国家都采用了这套SPI的标识方案。
中国在1996年制定了与之几乎相同的标识标准。
塑料包装废弃物处理的第一目标是将容器等作为资源再利用而进行回收再生,以保护有限的资源,完成包装容器的循环再生利用。
其中,碳酸饮料用PET(聚对苯二甲酸乙二醇酯)瓶的28 %可循环回收利用,牛奶瓶的PE-HD(高密度聚乙烯)、汽水瓶PE-HD也能有效回收利用。
为了便于各种消费后塑料制品的再生利用,需要将各种不同的塑料进行分拣,由于塑料消费渠道多而复杂,有些消费后的塑料又难于通过外观简单地将其区分,因此,最好能在塑料制品上标明材料品种。
你问不同的代号有什么用途及优缺点?下面的内容会帮你搞懂这些的:塑料名称--------代码与对应的缩写代号如下所示:聚酯——— 01—PET ( 宝特瓶) 如:矿泉水瓶、碳酸饮料瓶饮料瓶别循环使用装热水使用:耐热至70℃,只适合装暖饮或冻饮,装高温液体、或加热则易变形,有对人体有害的物质融出。
并且,科学家发现,1号塑料品用了10个月后,可能释放出致癌物DEHP,对睾丸具有毒性。
因此,饮料瓶等用完了就丢掉,不要再用来做为水杯,或者用来做储物容器乘装其他物品,以免引发健康问题得不偿失。
高密度聚乙烯—— 02—HDPE 如:清洁用品、沐浴产品清洁不彻底建议不要循环使用使用:可在小心清洁后重复使用,但这些容器通常不好清洗,残留原有的清洁用品,变成细菌的温床,你最好不要循环使用。
聚氯乙烯———— 03—PVC 如:一些装饰材料使用:这种材质高温时容易有有害物质产生,甚至连制造的过程中它都会释放,有毒物随食物进入人体后,可能引起乳癌、新生儿先天缺陷等疾病。
塑胶材料等级怎么划分标准

塑胶材料等级划分标准塑胶材料等级划分标准塑胶材料是一种广泛使用的工程材料,其性能和质量因等级而异。
以下是根据塑胶材料的耐温性、透明度、硬度、密度、抗化学物质、抗老化性能和环保性等方面划分的标准。
1.耐温性:塑胶材料的耐温性通常分为以下几个等级:低耐温材料(≤70℃):适用于常温环境,如包装材料、管道等。
中耐温材料(70℃-100℃):适用于一般工业领域,如汽车零部件、电子器件等。
高耐温材料(100℃-150℃):适用于高温环境,如发动机部件、高温管道等。
超高温材料(≥150℃):适用于极高温环境,如火箭发动机、高温炉等。
2.透明度:塑胶材料的透明度通常分为以下几个等级:完全透明:材料无色透明,透光率≥90%。
半透明:材料具有一定的透明度,透光率在70%-90%之间。
微透明:材料具有一定的透明度,透光率在50%-70%之间。
不透明:材料不具有透明度,透光率≤50%。
3.硬度:塑胶材料的硬度通常分为以下几个等级:软质材料(Shore 0-10):具有较低的硬度,适用于制造需要柔软触感的部件。
半硬质材料(Shore 20-50):硬度适中,适用于制造具有一定刚性的部件。
硬质材料(Shore 60-100):具有较高的硬度,适用于制造需要高强度的部件。
超硬质材料(Shore >100):具有极高的硬度,适用于制造需要极高强度的部件。
4.密度:塑胶材料的密度通常分为以下几个等级:低密度材料(≤1g/cm³):如聚苯乙烯(PS)、聚丙烯(PP)等。
中密度材料(1-1.5g/cm³):如尼龙(PA)、聚碳酸酯(PC)等。
高密度材料(1.5-2.5g/cm³):如聚甲醛(POM)、聚对苯二甲酸乙二醇酯(PET)等。
超高密度材料(>2.5g/cm³):如聚酰亚胺(PI)、聚四氟乙烯(PTFE)等。
5.抗化学物质:塑胶材料的抗化学物质性能通常分为以下几个等级:低抗化学物质材料:适用于一般环境条件下的应用,如水处理设备、食品加工设备等。
注塑模具等级分类(按寿命)

Mold Standards & ClassificationsSociety of the Plastics Industry: MOLD CLASSIFICATIONSINTRODUCTIONThe following classifications are guidelines to be used in obtaining quotations and placing orders for uniform types of molds. These classifications are for mold specifications only and in no way guarantee workmanship. This guide will attempt to give approximate cycles for each type of mold excluding wear caused by material abrasion, poor mold maintenance and improper molding technique. Maintenance is not the responsibility of the moldmaker. Normal maintenance such as replacement of broken springs, broken ejector pins, worn rings, or the rework of nicks and scratches should be borne by the molder. Mold rework costs should be closely considered when deciding which classification of mold is required. This document does not constitute a warranty or guarantee by the Society of the Plastics Industry, Inc., or its members for the classifications or specifications set forth herein.CLASSIFICATION OF INJECTION MOLDS UP TO 400 TONSThe following contains a brief synopsis of the various mold classifications and the detailed descriptions of each mold class.GENERAL SPECIFICATIONS1. Customer to approve mold design prior to start of construction.2. All molds, with the exception of prototype, to have adequate channels for temperature control.3. Wherever feasible, all details should be marked with steel type and Rockwell hardness approximately .005 deep.4. Customer name, part number, and mold number should be steel stamped on mold.5. All molds should have eyebolt holes on the top side. There should be one above and one below the parting line to facilitate mold removal, if required, in halves.CLASS 101 MOLDCycles: One million or moreDescription: Built for extremely high production. This is the highest priced mold and is made with only the highest quality materials.Detailed mold design required.Mold base to be minimum hardness of 28 R/C.Molding surfaces (cavities and cores) must be hardened to a minimum of 48 R/C range. All other details, such as sub-inserts, slides, heel blocks, gibs, wedge blocks, lifters, etc. should also be of hardened tool steels.Ejection should be guided.Slides must have wear plates.Temperature control provisions to be in cavities, cores and slide cores wherever possible.Over the life of a mold, corrosion in the cooling channels decreases cooling efficiency thus degrading part quality and increasing cycle time. It is therefore recommended that plates or inserts containing cooling channels be of a corrosive resistant material or treated to prevent corrosion.Parting line locks are required on all molds.CLASS 102 MOLDCycles: Not exceeding one millionDescription: Medium to high production mold, good for abrasive materials and/or parts requiring close tolerances. This is a high quality, fairly high priced mold.Detailed mold design required.Mold base to be minimum hardness of 28 R/C.Molding surfaces should be hardened to a 48 R/C range. All other functional details should be made and heat treated.Temperature control provisions to be directly in the cavities, cores, and slide cores wherever possible.Parting line locks are recommended for all molds.The following items may or may not be required depending on the ultimate production quantities anticipated. It is recommended that those items desired be made a firm requirement for quoting purposes:a. Guided Ejectionb. Slide Wear Platesc. Corrosive Resistant Temperature Control Channelsd. Plated CavitiesCLASS 103 MOLD*Cycles: Under 500,000Description: Medium production mold. This is a very popular mold for low to medium production needs; most common price range.Detailed mold design recommended.Mold base must be minimum hardness of 8 R/C.Cavity and cores must be 28 R/C or higher.All other extras are optional.CLASS 104 MOLD*Cycles: Under 100,000Description: Low production mold. Used only for limited production preferably with non-abrasive materials; low to moderate price range.Mold design recommended.Mold base can be of mild steel or aluminum.Cavities can be of aluminum, mild steel or any other agreed upon metal.CLASS 105 MOLDCycles: Not exceeding 500Description: Prototype only. This mold will be constructed in the least expensive manner possible to produce a very limited quantity of prototype parts.Molds may be constructed from cast metal or epoxy or any other material offering sufficient strength to produce minimum prototype pieces.。
塑胶spi
CN号3960
生效日期
审批人
品名所有适用的注塑产品
版本号0
品号/
原写人
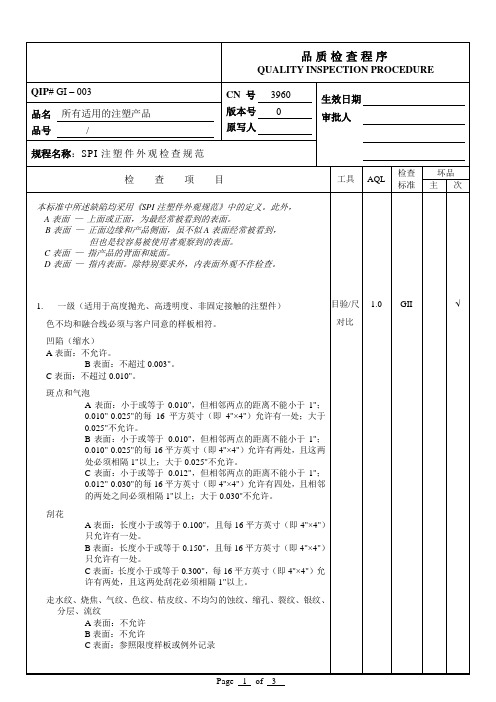
规程名称:SPI注塑件外观检查规范
检查项目
工具
AQL
检查标准
坏品
主
次
本标准中所述缺陷均采用《SPI注塑件外观规范》中的定义。此外,
A表面—上面或正面,为最经常被看到的表面。
B表面—正面边缘和产品侧面,虽不似A表面经常被看到,
C表面:小于或等于0.012",但相邻两点的距离不能小于1";0.012"-0.030"的每16平方英寸(即4"×4")允许有四处,且相邻的两处之间必须相隔1"以上;大于0.030"不允许。
刮花
A表面:长度小于或等于0.100",且每16平方英寸(即4"×4")只允许有一处。
B表面:长度小于或等于0.150",且每16平方英寸(即4"×4")只允许有一处。
版本号0
规程名称SPI注塑件外观检查规范
检查项目
工具
AQL
检查标准
坏品
主
次
2.二级(适用于低度抛光、有蚀纹面、半透明的注塑件)
色不均和融合线必须与客户同意的样板相符。
凹陷
A表面:不允许。
B表面:不超过0.005"。
C表面:不超过0.015"。
斑点和气泡
A表面:小于或等于0.010",但相邻两点的距离不能小于1";0.010"-0.030"的每16平方英寸(即4"×4")允许有一处;大于0.025"不允许。
注塑模具精度等级分类表

注塑模具精度等级分类表以下是 9 条关于注塑模具精度等级分类表的内容:1. 嘿,你知道注塑模具精度等级那可是有大学问的!就像一场考试,成绩有高有低。
比如普通的生活用品模具,那可能就是个及格水平,能做出东西,但精致度嘛,一般般啦。
2. 哇塞,注塑模具精度等级分类可重要了呀!好比选美比赛的不同奖项,有冠军、亚军和季军呢。
精度高的模具那做出来的产品就像选美冠军,光彩照人啊,像一些精密电子元件的模具不就是这样嘛!3. 哎呀呀,注塑模具精度等级可不简单哟!这就像是跑步比赛的不同赛道,有快有慢。
普通精度的模具就像慢跑赛道,能到达终点,可速度没那么惊人,像一些简单的玩具模具不就是例子嘛。
4. 注塑模具精度等级啊,你们可得好好了解!这就跟爬山一样,有低海拔的小山,也有高海拔的高峰。
低精度模具就是小山,而高精度模具那就是高峰啊,想想那些高端医疗器械的模具,那得多厉害呀!5. 嘿哟,注塑模具精度等级分类有意思着呢!它就像不同菜系的厨师,有普通家常菜厨师,也有顶级大厨。
普通精度模具就像家常菜厨师,能让你吃饱,高精度模具就是大厨,能给你带来极致享受,就好比汽车零部件的模具,要求可不低!6. 哇哦,注塑模具精度等级的差别可大啦!这就好像士兵的军衔,有小兵,也有将军呢。
低精度的是小兵,高精度的就是将军啦,那些复杂工艺品的模具不就是将军级别嘛。
7. 哎呀,注塑模具精度等级这玩意儿真奇妙!仿佛音乐的不同调式,有平淡的,也有激昂的。
普通精度模具就像是平淡的调式,能用就行,高精度模具那就是激昂的调式,超震撼的,像航空航天零件的模具不就如此嘛!8. 嘿,注塑模具精度等级分类可太重要啦!就跟不同档次的酒店一样,有经济型的,也有豪华型的。
低精度模具就类似经济型酒店,能住人,高精度模具就是豪华酒店啦,极度舒适,想想那些光学仪器的模具哟!9. 注塑模具精度等级啊,大家要牢记!就如同鞋子的尺码,有合适的,有不太合脚的。
合适精度的模具才能做出完美的产品呀,不是吗?那些对精度要求极高的精密仪器,没有高精度模具能行嘛!我的观点就是注塑模具精度等级分类真的是生产中超级关键的一环,绝对不能忽视呀!。
工件表面光洁度标准 SPI
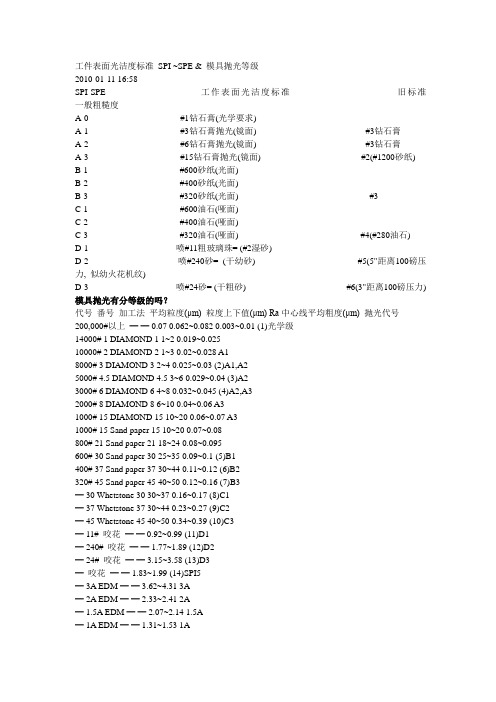
工件表面光洁度标准SPI ~SPE & 模具抛光等级2010-01-11 16:58SPI-SPE 工作表面光洁度标准旧标准一般粗糙度A-0 #1钻石膏(光学要求)A-1 #3钻石膏抛光(镜面) #3钻石膏A-2 #6钻石膏抛光(镜面) #3钻石膏A-3 #15钻石膏抛光(镜面) #2(#1200砂纸)B-1 #600砂纸(光面)B-2 #400砂纸(光面)B-3 #320砂纸(光面) #3C-1 #600油石(哑面)C-2 #400油石(哑面)C-3 #320油石(哑面) #4(#280油石)D-1 喷#11粗玻璃珠= (#2湿砂)D-2 喷#240砂= (干幼砂) #5(5"距离100磅压力, 似幼火花机纹)D-3 喷#24砂= (干粗砂) #6(3"距离100磅压力) 模具抛光有分等级的吗?代号番号加工法平均粒度(μm) 粒度上下值(μm) Ra中心线平均粗度(μm) 抛光代号200,000#以上━━ 0.07 0.062~0.082 0.003~0.01 (1)光学级14000# 1 DIAMOND 1 1~2 0.019~0.02510000# 2 DIAMOND 2 1~3 0.02~0.028 A18000# 3 DIAMOND 3 2~4 0.025~0.03 (2)A1,A25000# 4.5 DIAMOND 4.5 3~6 0.029~0.04 (3)A23000# 6 DIAMOND 6 4~8 0.032~0.045 (4)A2,A32000# 8 DIAMOND 8 6~10 0.04~0.06 A31000# 15 DIAMOND 15 10~20 0.06~0.07 A31000# 15 Sand paper 15 10~20 0.07~0.08800# 21 Sand paper 21 18~24 0.08~0.095600# 30 Sand paper 30 25~35 0.09~0.1 (5)B1400# 37 Sand paper 37 30~44 0.11~0.12 (6)B2320# 45 Sand paper 45 40~50 0.12~0.16 (7)B3━ 30 Whetstone 30 30~37 0.16~0.17 (8)C1━ 37 Whetstone 37 30~44 0.23~0.27 (9)C2━ 45 Whetstone 45 40~50 0.34~0.39 (10)C3━ 11# 咬花━━ 0.92~0.99 (11)D1━ 240# 咬花━━ 1.77~1.89 (12)D2━ 24# 咬花━━ 3.15~3.58 (13)D3━咬花━━ 1.83~1.99 (14)SPI5━ 3A EDM ━━ 3.62~4.31 3A━ 2A EDM ━━ 2.33~2.41 2A━ 1.5A EDM ━━ 2.07~2.14 1.5A━ 1A EDM ━━ 1.31~1.53 1A140# ━研磨━ 100#~140# 3~4230# ━研磨━ 200#~230# 2~3400# ━研磨━ 270#~400# 1~2本表只提供比对样板,测试报告值仅供参考用。
塑胶模具英语
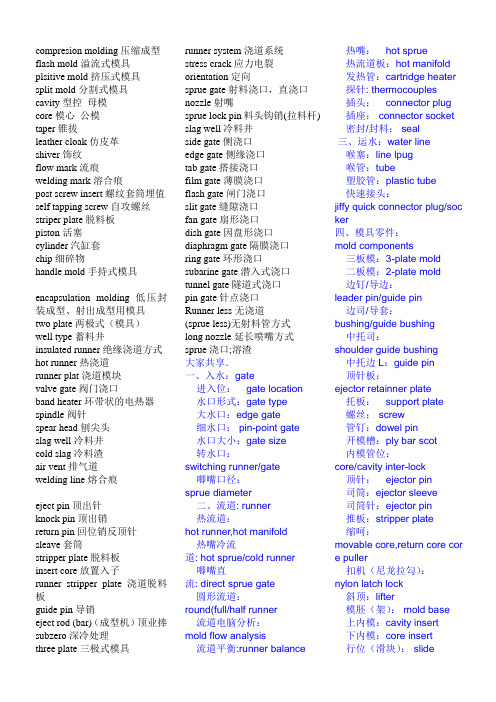
compresion molding压缩成型flash mold溢流式模具plsitive mold挤压式模具split mold分割式模具cavity型控母模core模心公模taper锥拔leather cloak仿皮革shiver饰纹flow mark流痕welding mark溶合痕post screw insert螺纹套筒埋值self tapping screw自攻螺丝striper plate脱料板piston活塞cylinder汽缸套chip细碎物handle mold手持式模具encapsulation molding低压封装成型、射出成型用模具two plate两极式(模具)well type蓄料井insulated runner绝缘浇道方式hot runner热浇道runner plat浇道模块valve gate阀门浇口band heater环带状的电热器spindle阀针spear head刨尖头slag well冷料井cold slag冷料渣air vent排气道welding line熔合痕eject pin顶出针knock pin顶出销return pin回位销反顶针sleave套筒stripper plate脱料板insert core放置入子runner stripper plate浇道脱料板guide pin导销eject rod (bar)(成型机)顶业捧subzero深冷处理three plate三极式模具runner system浇道系统stress crack应力电裂orientation定向sprue gate射料浇口,直浇口nozzle射嘴sprue lock pin料头钩销(拉料杆)slag well冷料井side gate侧浇口edge gate侧缘浇口tab gate搭接浇口film gate薄膜浇口flash gate闸门浇口slit gate缝隙浇口fan gate扇形浇口dish gate因盘形浇口diaphragm gate隔膜浇口ring gate环形浇口subarine gate潜入式浇口tunnel gate隧道式浇口pin gate针点浇口Runner less无浇道(sprue less)无射料管方式long nozzle延长喷嘴方式sprue浇口;溶渣大家共享.一、入水:gate进入位:gate location水口形式:gate type大水口:edge gate细水口: pin-point gate水口大小:gate size转水口:switching runner/gate唧嘴口径:sprue diameter二、流道: runner热流道:hot runner,hot manifold热嘴冷流道: hot sprue/cold runner唧嘴直流: direct sprue gate圆形流道:round(full/half runner流道电脑分析:mold flow analysis流道平衡:runner balance热嘴:hot sprue热流道板:hot manifold发热管:cartridge heater探针: thermocouples插头:connector plug插座: connector socket密封/封料: seal三、运水:water line喉塞:line lpug喉管:tube塑胶管:plastic tube快速接头:jiffy quick connector plug/socker四、模具零件:mold components三板模:3-plate mold二板模:2-plate mold边钉/导边:leader pin/guide pin边司/导套:bushing/guide bushing中托司:shoulder guide bushing中托边L:guide pin顶针板:ejector retainner plate托板:support plate螺丝: screw管钉:dowel pin开模槽:ply bar scot内模管位:core/cavity inter-lock顶针:ejector pin司筒:ejector sleeve司筒针:ejector pin推板:stripper plate缩呵:movable core,return core core puller扣机(尼龙拉勾):nylon latch lock斜顶:lifter模胚(架): mold base上内模:cavity insert下内模:core insert行位(滑块): slide镶件:insert压座/斜鸡:wedge耐磨板/油板:wedge wear plate压条:plate撑头: support pillar唧嘴: sprue bushing挡板:stop plate定位圈:locating ring锁扣:latch扣鸡:parting lock set推杆:push bar栓打螺丝:S.H.S.B顶板:eracuretun活动臂:lever arm分流锥:spure sperader水口司:bush垃圾钉:stop pin隔片:buffle弹弓柱:spring rod弹弓:die spring中托司:ejector guide bush 中托边:ejector guide pin镶针:pin销子:dowel pin波子弹弓:ball catch喉塞: pipe plug锁模块:lock plate斜顶:angle from pin斜顶杆:angle ejector rod尼龙拉勾:parting locks活动臂:lever arm复位键、提前回杆:early return bar气阀:valves斜导边:angle pin术语:terms承压平面平衡:parting surface support balan ce模排气:parting line venting回针碰料位:return pin and cavity interfere nce模总高超出啤机规格:mold base shut hight顶针碰运水:water line interferes witheject or pin料位出上/下模:part from cavith (core) side 模胚原身出料位:cavity direct cut on A-plate,co re direct cut on B-plate.不准用镶件: Do not use (core/cavity) insert用铍铜做镶件: use beryllium copper ins ert初步(正式)模图设计:preliinary (final) mold design 反呵:reverse core弹弓压缩量:spring compressed length 稳定性好:good stability,stable强度不够:insufficient rigidity均匀冷却:even cooling扣模:sticking热膨胀:thero expansion公差:tolorance铜公(电极):copper electrode。
P1-4模具寿命等级

一、101类模(SPI-SPE标准一百万啤或以上,长期精密生产模)
A、顶针板导柱
B、行位硬片
C、电镀运水孔
D、电镀模腔
三、103类模(少于五十万啤,中量生产模)
1、需要详细模具结构图.
2、模胚材料硬度最小为165HB.(DME #1钢/ 1040-China50钢)
3、内模钢材为P20(28~32HRC)或高硬度(36~38HRC).
4、其余要求视乎需要而定.
四、104类模(少于一万啤,少量生产模)
1、需要详细模具结构图.
2、模胚材料硬度最低为280HB(DME#2钢/ 4140钢)
3、有胶位的内模件钢材一定要见硬至48~50HRC,其余零件如行位,压锁、压条等亦应为硬件.
4、顶针板要有导柱.
5、行位要有硬片.
6、如有需求的话,上模、下模及行位要有温度控制.
7、所有运水道,建议采用无电浸镍或用420不锈钢做模板,这样可防止生锈及清理垃圾.
8、需要直身锁或斜锁.
二、102类模.(不超过一百万啤,大量生产模具)
1、需要详细模具结构图.
2、模胚材料硬度最低为280HB.(DME #2钢/4140钢--China50)
3、有胶位的内模件钢材要见硬至最低48~52HRC,其余有用的零件亦应同一处理.
4、建议采用直身锁或斜锁.
5、下列项目可能或不需要,视乎最终生产数量而定,建议报价时如采用下列项目要检查是否需要:
SPI美国标准模具抛光对照表

de69
Page 1
2022/2/18
消除所有的加工纹
removes all tools and machining marks
提供较好的出模
provides good mold release
在模具上表现为有较暗的反光。
light reflecting finish on molded part,some sheen
消除所有的加工纹
removes all tools and machining marks
10-12
用装饰性表面
for decorative finishes
D-2 D-3
#240 氧化物(5"距离用100磅
帮助隐藏产品的缩纹或其它不良
的压力喷沙,持续5秒时间) 26-32 外观
dry blast #240 oxid Nhomakorabea (5" distance at 100psi;6 secs)
#24 氧化物(6"距离用100磅的 压力喷沙,持续5秒时间)
for mirror or optical finishes
6# 钻石膏
A-2
grade #6 diamond buff
A-3
15# 钻石膏
grade #15 diamond buff
B-1
600# 砂纸
600 grit paper
B-2
400# 砂纸
400 grit paper
320# 砂纸
B-3 320 grit paper
dry blast #24 oxide (6" distance at 100psi;6 secs)
helps hide shrink marks and other imperfections
注塑模具等级分类(按寿命)
Mold Standards & ClassificationsSociety of the Plastics Industry: MOLD CLASSIFICATIONSINTRODUCTIONThe following classifications are guidelines to be used in obtaining quotations and placing orders for uniform types of molds. These classifications are for mold specifications only and in no way guarantee workmanship. This guide will attempt to give approximate cycles for each type of mold excluding wear caused by material abrasion, poor mold maintenance and improper molding technique. Maintenance is not the responsibility of the moldmaker. Normal maintenance such as replacement of broken springs, broken ejector pins, worn rings, or the rework of nicks and scratches should be borne by the molder. Mold rework costs should be closely considered when deciding which classification of mold is required. This document does not constitute a warranty or guarantee by the Society of the Plastics Industry, Inc., or its members for the classifications or specifications set forth herein.CLASSIFICATION OF INJECTION MOLDS UP TO 400 TONSThe following contains a brief synopsis of the various mold classifications and the detailed descriptions of each mold class.GENERAL SPECIFICATIONS1. Customer to approve mold design prior to start of construction.2. All molds, with the exception of prototype, to have adequate channels for temperature control.3. Wherever feasible, all details should be marked with steel type and Rockwell hardness approximately .005 deep.4. Customer name, part number, and mold number should be steel stamped on mold.5. All molds should have eyebolt holes on the top side. There should be one above and one below the parting line to facilitate mold removal, if required, in halves.CLASS 101 MOLDCycles: One million or moreDescription: Built for extremely high production. This is the highest priced mold and is made with only the highest quality materials.Detailed mold design required.Mold base to be minimum hardness of 28 R/C.Molding surfaces (cavities and cores) must be hardened to a minimum of 48 R/C range. All other details, such as sub-inserts, slides, heel blocks, gibs, wedge blocks, lifters, etc. should also be of hardened tool steels.Ejection should be guided.Slides must have wear plates.Temperature control provisions to be in cavities, cores and slide cores wherever possible.Over the life of a mold, corrosion in the cooling channels decreases cooling efficiency thus degrading part quality and increasing cycle time. It is therefore recommended that plates or inserts containing cooling channels be of a corrosive resistant material or treated to prevent corrosion.Parting line locks are required on all molds.CLASS 102 MOLDCycles: Not exceeding one millionDescription: Medium to high production mold, good for abrasive materials and/or parts requiring close tolerances. This is a high quality, fairly high priced mold.Detailed mold design required.Mold base to be minimum hardness of 28 R/C.Molding surfaces should be hardened to a 48 R/C range. All other functional details should be made and heat treated.Temperature control provisions to be directly in the cavities, cores, and slide cores wherever possible.Parting line locks are recommended for all molds.The following items may or may not be required depending on the ultimate production quantities anticipated. It is recommended that those items desired be made a firm requirement for quoting purposes:a. Guided Ejectionb. Slide Wear Platesc. Corrosive Resistant Temperature Control Channelsd. Plated CavitiesCLASS 103 MOLD*Cycles: Under 500,000Description: Medium production mold. This is a very popular mold for low to medium production needs; most common price range.Detailed mold design recommended.Mold base must be minimum hardness of 8 R/C.Cavity and cores must be 28 R/C or higher.All other extras are optional.CLASS 104 MOLD*Cycles: Under 100,000Description: Low production mold. Used only for limited production preferably with non-abrasive materials; low to moderate price range.Mold design recommended.Mold base can be of mild steel or aluminum.Cavities can be of aluminum, mild steel or any other agreed upon metal.CLASS 105 MOLDCycles: Not exceeding 500Description: Prototype only. This mold will be constructed in the least expensive manner possible to produce a very limited quantity of prototype parts.Molds may be constructed from cast metal or epoxy or any other material offering sufficient strength to produce minimum prototype pieces.。
塑胶模具质量要求等级划分讲解

塑胶模具质量要求等级划分讲解在模具设计的过程中经常通过对模具质量的定位于分类,以合适的标准来规范客户的质量要求,以合适的成本来满足客户的质量要求!那么在模具的分类中有:按硬度分类:软模、硬模(淬火处理)。
按质量等级分类:一级二级三级四级按难度分类:A级B级C级D级按模具大小分类:特大型大型中型小型下面和大家分享一下模具按照质量等级分类的要求有哪些:一级质量模具* CYCLES:必须能有一百万或以上的啤次。
* 一级模具的要求如下:(1)、详细的模具设计(连电脑图和物料);(2)、模胚硬度最少要有HB280;(3)、哥,模肉必需最少淬硬HRC50,所有行位及配件等亦必要淬硬;;(4)、要中托边司管顶针;(5)、行位必定要有耐磨片;(6)、温度控制监察器须按可行性,而装在模、哥或行位;(7)、建议将全部冷却水道做镀镍(ELECTROLESS NICKEL PLATING)(8)、分模面必要加定位锁。
二级质量模具* CYCLES:要求大约50万啤次。
* 此乃二级和高级质量的模具,必须用好的物料及配件,并于模具的公差亦有一定的标准(尺寸精度)。
* 此模亦要求有顶好的质量* 二级模具的要求如下:a、建议做详细的模具设计;b、模胚硬度最少要有HB280;c、哥、模肉必需最少淬硬HRC48,所有行位及配件等亦必要求热处理;d、温度控制监察器须按可行性,而装在模、哥或行位;e、分模线必要加定位锁;f、以下之要求会于个别要求及在报价时而定立:(a)、需中托司管顶针;(b)、行位加耐磨片;(c)、型腔电镀。
三级质量模具* CYCLES:要求大约25万啤次。
此乃一般的模具要求,生产亦为中生产模具。
* 三级模具的要求如下:(1)、建议做模具设计;(2)、模胚硬度最少要有HB165;(3)、哥、模肉必需最少为HB280;(4)、除以上3点基本要求外,其它均视作选择性的额外要求。
四级质量模具* CYCLES:要求大约1万啤次。
模具钢的分类
模具钢的分类美国按模具服役条件将模具钢分为四大类,美国金属学会工具钢委员会列出了:冷作模具钢、热作模具钢和塑料模具钢,塑胶模具钢四大类。
其中,冷作模具钢又分出12小类,热作模具钢9小类,塑料模具钢2小类,塑胶模具钢5小类。
每个小类的选材又取决于三个主要因素:◆尺寸大小和形状的复杂性,◆被加工的材料,◆耐久性要求或设计寿命。
1.冷作模具钢(1)分为五组:W组、O组、A组、D组、S组。
◆ W组即水淬模具钢,有11个钢种,7个碳素模具钢,含碳量从0.7%-1.3%。
◆ O组即油淬冷作模具钢(俗称油钢),有4个钢种,含碳量在0.85%-1.55%,◆ A组即空淬中合金冷作模具钢,有9个钢种,含碳量从0.5%-2.25%。
◆ D组即高碳高铬冷作模具钢,有7个钢种,含碳量0.9%-2.5%。
◆ S组即耐冲击工具钢,有7个钢种,含碳量0.4%-0.6%。
用于冷作模具还有高速钢(HSS组)和超高速钢(SHSS组),钴基硬质合金和钢结硬质合金(HA组),粉末钢和工程陶瓷(PIM组),碳钨工具钢(F组),特殊用途工具钢(L组)。
(2)冷作模具钢的选用冷作模具钢的主系列是高硬冷作类,主要用于要求高抗压和耐磨为主的模具,硬度高于HRC60-62。
对于要求耐冲击、韧性高的模具,硬度低于HRC60- 62,主要用S 类和部份A类和最普通的调质钢、弹簧钢、热作模具或基体钢。
对于大型冲压模,如汽车外型冲压件,主要用铸铁类。
简易或寿命数量少的用锌基合金或高分子复合材料。
高速钢和超高速钢在冷作模具中的应用迅速增长。
主要是有高的"抗压强度/硬度" 比值。
且硬度可在HRC60-70之间选择。
粉末模具钢有优良的耐磨寿命,硬度不大高HRC60-62,应用相当多。
碳素工具钢在寿命10万件的冲头或软材料冲压模仍有一定的应用范围。
2.热作模具钢美国热作模具钢分二大类:热作模具钢,和超级热强合金。
热作模具由于在有温度的条件下工作,要求材料具有热强性和热耐磨性,为了保证模具的使用寿命模具要冷却,热冷交替模具会出现龟裂,即热疲劳裂纹,所以材料又要求有抗裂纹能力和抗热疲劳性能。
美国表面光洁度
模具的拋光技術1.0 模具的表面光潔度在製造模具時必須注意到在模具的不同部位,其所要求的表面光潔度也隨之改變。
而注塑時塑膠所接觸到的模1.1 美國標準:SPI將模具光潔度分為12級不同標準。
每種光潔度所使用的處理材料都不同。
SPI標準是使用厚3/8in,直徑1in的H(SPI AR-106)單位:inch1.2 日本標準:JIS標準是將模具光潔度分為6級。
每級所使用的處理材料有其特定規格。
JIS標準是使用直徑18mm,硬度由HRC2.0 影響拋光的因素:2.1 制模的鋼材材質:若模具表面的局部區域在硬度或其他性質方面發生偏離,就會在拋光過程中產生問題,如:各種真空去氧可減少大的溶渣及氧脆性,並能製造出更多的均勻材料。
電熔除渣(ESR)處理能極大的改善材料拋光性能,通過真空除氣可取得更好的效果。
ESR處理可降低鋼材中熔渣的2.2 熱處理:熱處理會多方面影響到拋光處理,一塊已經過淬火的鋼材似乎有一些不適於進行拋光的特徵,主另硬度越高,打磨工模的難度增加,但經過拋光後,則能獲得高的表面光潔度。
硬度越高的模具2.3 拋光工藝技術:一般來說,拋光工藝技術是影響拋光的最主要的因素,如果採用的拋光技術是適當的,而且熱處2.4 拋光前的表面狀況:對EDM鋼材表面進行打磨要比其他進行傳統的機器加工及熱處理的表面難些。
因EDM(即電火花)加工易在工模表面◆在銑削加工後,粗打磨、精打磨、拋光;◆在磨削加工後,粗打磨、精打磨、拋光;◆在EDM電加工後,精打磨、拋光;3.2 打磨:打磨是後面拋光作業成功的基礎,通過打磨將機器加工時留下的刮痕去除掉,使表面更平整,打a.打磨過程中不應產生大量的熱與壓力,這些會影響到材料的結構及硬度,應有充足的冷卻劑。
b.在每次紋理大小變更期間,應對手及工件進行清洗,以防止粗的磨粒或灰塵被帶入下一工作階段以影響更細的紋c.在每次紋理大小變更時,應變換打磨方向。
從向著與先前打磨方向成45°或90°角打磨,直至比上一次打磨的紋理3.3 拋光:鑽石膏是常用的拋光劑,如使用得當可獲得最佳的效果。
POLISH_SPI_塑料光洁度

POLISH_SPI_塑料光洁度SPIAn SPI A-1 Diamond Finish is a specialty of Bales Mold Service. We use it to produce the finest finish on molds, producing highly visible or lens quality parts. The SPI A-2 is the most widely used diamond finish, providing good release and good visual parts. An SPI A-3 is a fine choice for release where a high gloss appearance is not required. All diamond finishes work well with chrome and nickel.Bales also offers:Paper Finishes, SPI B-1 to B-3 –Next to diamond polishing, paper finishes are the second most refined finishes available. Paper finishes produce a slightly reflective or glossy shine and very good release. They are often recommended for products that do not require a big decorative or visual impact.Stone Finishes, SPI C-1 to C-3 –The most economical finish, stone finishes are also the first step in the process of creating both the paper and diamond finishes. Stone finishes provide good release but very little gloss to theplastic part. This is a good choice for strictly functional molded parts where aesthetics are of no importance.Blast Finishes, SPI D-1 to D-3 –When done properly, blasted finishes can produce some of the most interesting stipples and textures on mold surfaces. From a fine satin texture with varied degrees of gloss to a flat, no-gloss coarse stipple, Bales has the blast media to produce the proper finish for you. Blast finishes are also an excellent way to camouflage weld repairs and slight imperfectionsNOMENCLATURESPI Finish A-1 -- Grade #3, 6000 Grit Diamond BuffSPI Finish A-2 -- Grade #6, 3000 Grit Diamond BuffSPI Finish A-3 -- Grade #15, 1200 Grit Diamond BuffSPI Finish B-1 -- 600 Grit PaperSPI Finish B-2 -- 400 Grit PaperSPI Finish B-3 -- 320 Grit PaperSPI Finish C-1 -- 600 Grit StoneSPI Finish C-2 -- 400 Grit StoneSPI Finish C-3 -- 320 Grit StoneSPI Finish D-1 -- 600 Stone Prior to Dry Blast Glass Bead #11 SPI Finish D-2 -- 400 Stone Prior to Dry Blast #240 OxideSPI Finish D-3 -- 320 Stone Prior to Dry Blast #24 OxideSPE -- The Society of Plastic EngineersSPI -- The Society of the Plastic Industry表面粗糙度国际标准加工方法标准等级代号表面粗糙度加工工具(方法) 加工材料及硬度要求光度描述粗研磨砂粒粒度精研磨砂粒粒度钻石膏抛光SPI(A1) Ra0.005 S136 54HRC 光洁度非常高,镜面效果SPI(A2) Ra0.01 DF-2 58HRC 光洁度较低,没有砂纸纹SPI(A3) Ra0.02 S136 300HB 光洁度更低一级,但没有砂纸纹SPI(B1) Ra0.05 没有光亮度,有轻微3000#砂纸纹SPI(B2) Ra0.1 没有光亮度,有轻微2000#砂纸纹SPI(B3) Ra0.2 没有光亮度,有轻微1000#砂纸纹不辨加工痕迹的方向Ra0.4 精加工:精车\精刨\精铣\磨\铰\刮微辨加工痕迹的方向Ra0.8 精加工:精车\精刨\精铣\磨\铰\刮可辨加工痕迹的方向Ra1.6Ra3.2Ra6.3Ra12.5Ra25Ra50SPI Finishes。