低处理量乙二醇再生工艺改进_蒋洪
乙二醇循环系统再生工艺研究
乙二醇循环系统再生工艺研究摘要:深水气田开发是未来海洋石油发展的方向,乙二醇回收脱盐系统(MRU)是深水气田开发中防止水合物生成,保证水下产出流体顺利输送上岸的重要的保障性设施。
本文主要阐述了有关乙二醇循环系统再生工艺研究。
关键词:乙二醇;循环系统;再生工艺;研究一.前言在乙二醇循环系统中,重点是乙二醇的再生问题。
乙二醇再生效果的好坏,直接关系到天然气处理工艺是否能够正常运行和产品气的质量。
针对乙二醇循环系统再生工艺研究进行深入的研究和探讨。
二.传统再生工艺1.工艺概况乙二醇循环再生系统是油气初加工浅冷装置运行中必备的辅助系统,传统的再生方式,乙二醇再生塔塔底重沸器热源一般靠过热蒸汽提供;乙二醇富液进入乙二醇再生塔塔顶预热,再进入贫富乙二醇换热器,与塔底出来的贫乙二醇溶液换热后;进入闪蒸罐闪蒸,除去富乙二醇溶液中携带的液烃;闪蒸罐出来的乙二醇溶液过滤后进入再生塔进行再生。
其工艺流程如图1。
2.传统工艺存在的问题传统工艺存在以下三个方面的问题:2.1当蒸汽管网负荷变化时,造成重沸器加热温度波动,导致再生系统运行不正常,影响制冷系统的运行。
2.2根据大庆油田天然气公司的浅冷装置的运行情况,夏季乙二醇再生热量只需20~30kW,运行6t蒸汽炉显得大马拉小车,蒸汽炉负荷率极低,锅炉效率只有52%。
2.3重沸器所需热源较小,蒸汽以气态形式回到水箱,造成大量蒸汽放空,热网漏气损失高达57.7%。
3.应用情况浅冷装置是大庆油田天然气公司主要轻烃回收装置,其中乙二醇再生系统再生效果是影响装置运行平稳性和产品产量的主要因素。
大庆萨、喇、杏油田油气处理系统早期采用传统工艺再生乙二醇,用蒸汽作为乙二醇重沸器的供热系统,但维修、维护及运行成本比较高,能源利用率低,供热系统的热效率不到30%。
三.含分流脱盐流程的MRU新工艺MRU为闭式循环,陆上MRU系统主要为再生型MRU,其主要目的是蒸发水分,得到适当浓度的贫MEG。
乙二醇再生塔操作优化
9 ・ 4
贺江 波 , 晓 飞 , 乐 乐 , 鹏 , 孙 徐 赵 罗梓 洲 : 乙二 醇再 生塔操 作优 化
贫 液 产 量 , 大 能 耗 。对 于精 馏 塔 来 说 , 品 的 质 增 产
液 浓 度 。 n
量— — 通 常用 纯 度 表 示 .产 量 — — 通 常 用 回 收 率
操作 , 须先 了解 再生塔 的控制 目标 。 于本 装置来 必 对
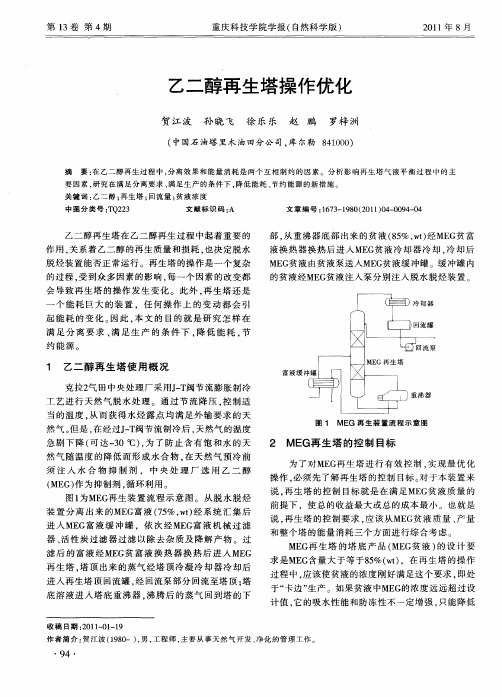
图1 为ME 再 生装 置 流 程示 意 图 。从 脱 水 脱 烃 G 装 置 分 离 出来 的ME G富 液 (5 , t经 系 统 汇 集 后 7% w ) 进 入 ME G富 液缓 冲罐 ,依 次 经 ME G富液 机 械 过 滤 器、 活性 炭 过 滤器 过 滤 以除 去 杂质 及 降解 产 物 。过 滤后 的 富液 经 ME G贫 富液 换 热 器 换 热 后 进 入ME G
过程中, 应该 使贫 液 的浓度 刚好 满 足这个 要求 , 即处
于“ 卡边 ” 产 。如果贫 液 中ME 生 G的浓度 远远 超 过设
计值 , 的吸水性 能 和防冻 性不 一定 增 强 , 它 只能 降低
收 稿 日期 :0 1 0 — 9 2 1 - 1 1 作 者 简 介 : 江 波 (9 0 , , 程 师 , 贺 1 8 一) 男 工 主要 从 事 天 然 气 开 发 、 化 的 管 理 工 作 。 净
控制。 如进 料量 和进 料 浓度 , 它们 是 由前 面工艺 要求
所 决定 , 过再 生塔 的控 制 和操作 不 能改 变 。 料温 通 进
度 和进 料热 状 况 以及 回流 量对 塔 操 作 影 响较 大 , 可
乙二 醇再 生塔 在 乙二 醇再生 过程 中起 着重 要 的
乙二醇再生回收技术在海上平台的应用
乙二醇再生回收技术在海上平台的应用刘飞龙;倪浩;曾树兵;姜振晖【摘要】乙二醇(MEG)再生回收装置首次应用于海上平台,其流程包括预处理、再生和脱盐3部分。
预处理通过闪蒸脱除MEG富液中的轻烃并加入NaOH,利用化学反应脱除能生成沉淀物的二价盐。
再生过程是在低压下利用精馏原理将轻组分(水)与重组分(MEG)分离,获取质量分数高于80%的MEG贫液。
MEG贫液脱盐采用负压闪蒸的方法使可溶性一价盐(Na+等)和MEG分离,最终获得合格的MEG贫液。
装置性能稳定可靠,MEG损失量少,具有广阔的应用前景。
%The MEG regeneration and reclamation technology is successfully applied to off-shore platform .The process includes MEG pre-treatment ,regeneration and desalination .The pre-treatment section is designed to remove hydrocarbon from the rich MEG and divalent metal salts ,which can generate precipitation by reacting with sodiumhydroxide .Adopting distillation column ,the MEG regeneration section operates at a pressure slightly above the atmospheric pres-sure ,and the mass concentration of lean MEG solubility should be more than 80% .The key technology of the process is desalination ,w hich uses a vacuum flash separator to crystallize and remove the high soluble one valence salts ,and primarily sodium salts from the lean MEG .The MEG regeneration and reclamation package has good performance and less MEG loss .Therefore , it has a variety of applications in prospect .【期刊名称】《石油与天然气化工》【年(卷),期】2014(000)002【总页数】4页(P113-116)【关键词】乙二醇;预处理;再生;回收;热降解;脱盐【作者】刘飞龙;倪浩;曾树兵;姜振晖【作者单位】海洋石油工程股份有限公司;海洋石油工程股份有限公司;海洋石油工程股份有限公司;中海油天津液化天然气有限责任公司【正文语种】中文【中图分类】TE866随着我国南海深水油气田的开发,各项配套技术取得长足的进步。
CO2再生系统存在的问题及改进措施
CO2再生系统存在的问题及改进措施
师江海
【期刊名称】《中氮肥》
【年(卷),期】2010(000)001
【摘要】针对合成氨装置CO2再生系统在设计、开车过程中存在的问题预先进行分析,并在实施项目过程中同步进行整改,取得了较好的效果.此经验值得推广和借鉴.【总页数】3页(P33-35)
【作者】师江海
【作者单位】甘肃刘化(集团)有限责任公司,甘肃,永靖,731603
【正文语种】中文
【中图分类】TQ113.26+4
【相关文献】
1.焦炉煤气精脱系统再生工序存在问题与改进措施 [J], 潘虓
2.高压泵润滑油再生循环系统管理及改进措施 [J], 汤永琴;郑维民
3.CO2灭火系统生产和工程设计中存在的问题——低压CO2灭火系统调研报告[J], 宋旭东
4.低温甲醇洗热再生系统存在的问题及改进措施 [J], 丁武松;宁平
5.CO2压缩机组控制系统的分析及改进措施 [J], 葛勇
因版权原因,仅展示原文概要,查看原文内容请购买。
高含硫气田集输工程设计的关键技术

干 脱水工艺:低温分离法、三甘醇脱水、
气
分子筛脱水;
集
输 国外应用分子筛脱水较多,采用抗酸
工
性分子筛,需引进,可湿气再生;
艺 水露点控制:比输送条件下最低环境
温度低5℃。
11
二、高含硫气田集输工艺方案
干 气 集 输 工 艺
原料气预冷器
干气聚结器
低温分离器 至输气干线
甲醇或乙二醇贫液 自注入泵来
升高时,钢的均匀腐蚀速率增大。
16
三、高含气田集输系统腐蚀控制
集 高含硫气田地面集输系统内可能产
输
生的腐蚀有电化学腐蚀、硫化物应
系 统
力开裂(SSC)以及氢诱发裂纹
的
(HIC)。
腐 蚀
பைடு நூலகம்SC、HIC主要通过选材和制作工
类
艺来解决,电化学腐蚀主要通过加
型
注缓蚀剂来解决。
17
三、高含气田集输系统腐蚀控制
响 因 素
垢下腐蚀等,导致局部腐蚀破坏。一般流速应控 制在3~6m/s。
18
三、高含气田集输系统腐蚀控制
集 Cl-: Cl-影响腐蚀的一个重要因素,
输
如果气田水中Cl-含量超过104ppm,
系 统
容易产生局部腐蚀,为点蚀。
腐 蚀
元素硫:在高酸性环境下,元素硫
的
具有很强的腐蚀性,与管材接触后
影
会加速接触点材料的腐蚀。
备注:
图中虚线表示在气田开发的中后期,井口压力降低后, 采用氨制冷冷却原料气。
氨压缩 制冷系统
至乙二醇回收装置 至站场污水处理系统
12
二、高含硫气田集输工艺方案
干 气 集 输 工 艺
乙二醇再生系统的优化运行
乙二醇再生系统的优化运行赵德芬(大庆油田天然气分公司)在天然气浅冷装置中,基本上都使用乙二醇作为防冻剂,在乙二醇系统中,重中之重是乙二醇的再生问题。
再生效果的好坏,直接关系到装置的正常运行,对此,本文就乙二醇再生系统的有关问题进行阐述。
11工艺流程简介乙二醇再生系统根据热源不同,在工艺上存在着一定差别,但总的再生原理及作用都是一样的,本文以喇二压气站氨压缩制冷装置乙二醇再生系统为例来进行说明。
自二级三项分离器(H202)底部分液包收集富乙二醇经调节阀控制后去乙二醇再生塔,先作为再生塔顶冷凝器(H401)的冷剂,由-25℃升温至3℃,再进入乙二醇换热器(H403)与贫乙二醇换热,升温至70℃,进入乙二醇闪蒸罐(G401),闪蒸出轻烃后进入再生塔,塔底再沸器(H402)采用电加热方式,温度为135℃,塔底出的温度为75℃贫乙二醇容易在换热器中与富乙二醇换热后温度降为57℃,由乙二醇注入泵经注入器打入天然气系统,作为防冻剂循环使用。
21系统常见问题分析在乙二醇再生系统中,主要存在以下几个问题:(1)乙二醇发泡,其原因是:①乙二醇受到污染时容易发泡,由于油田伴生气中含有的烃液、盐类、固体碳及容器内壁腐蚀的杂质等被乙二醇吸收后,形成活性物质而造成乙二醇发泡;②在三相分离器中轻烃和乙二醇分离时由于分离时间短和操作温度低,造成分离效果不好而发泡。
(2)乙二醇浓度低的原因:①再生塔底温低,水不能有效的蒸发出来,造成浓度偏低;②乙二醇喷注量不够,造成乙二醇再生塔负荷大,影响再生效果,造成浓度低。
(3)乙二醇再生塔带压,甚至发生冲塔事故,其原因是:①乙二醇塔顶温度过低,水蒸发不出去,再次冷凝下来,淹泛塔的填料,使再生塔内充满液体,造成乙二醇再生塔带压,从而把乙二醇从塔顶随水蒸汽带出,严重时造成喷塔;②三相分离器乙二醇液位低,大量轻烃随乙二醇一起进入再生塔,造成喷塔;③乙二醇闪蒸效果不好,大量轻烃闪蒸不出去,造成再生塔进料中轻烃含量高而带压,严重时喷塔。
乙二醇丁醚生产工艺改进措施
乙二醇丁醚生产工艺改进措施乙二醇丁醚(简称EDBE)是一种重要的溶剂和合成中间体。
它可以在多个行业中广泛应用,包括涂料、清洁剂、化妆品等。
然而,EDBE的生产工艺中存在一些改进的空间,本文将围绕这个话题展开讨论。
首先,我们需要对EDBE的生产工艺进行深入评估。
现有工艺通常采用醚化反应将乙二醇和丁醇进行缩合,然后通过分馏提纯得到产物。
然而,这种方法存在一些问题。
首先,反应速度较慢,需要较长的反应时间。
其次,在分馏过程中,还可能产生底物损失或副产物的形成。
因此,我们需要改进工艺以提高产率和产品质量。
为了改进EDBE的生产工艺,我们可以考虑以下几个方面的措施。
首先,可以优化反应条件,例如通过调整温度、催化剂选择和添加剂使用等来提高反应速度。
其次,可以引入连续生产工艺,以减少反应时间和提高产量。
此外,可以采用先进的分离技术,如膜分离或萃取,来降低底物损失和副产物形成。
除了工艺本身的改进,我们还可以考虑可持续发展的角度。
例如,可以探索可再生能源在生产过程中的应用,以减少对化石燃料的依赖。
此外,可以研究废物处理和废水处理等环保措施,以减少对环境的负面影响。
通过以上的改进措施,我们可以提高EDBE的生产效率和产品质量,同时减少对环境的污染。
这将促进现有行业的可持续发展,并为新兴行业的发展奠定基础。
综上所述,乙二醇丁醚生产工艺的改进措施包括优化反应条件、引入连续生产工艺、采用先进的分离技术以及考虑可持续发展的角度。
这些改进将提高生产效率、产品质量,并减少环境污染。
随着这些措施的实施,EDBE的生产将迎来更加可持续和繁荣的发展。
随着乙二醇丁醚(EDBE)作为一种重要的有机合成原料的需求不断增长,人们越来越关注其生产过程中对环境的影响。
为了减少对化石燃料的依赖,并降低对环境的负面影响,可以采取一系列生能源应用和环保措施来改进乙二醇丁醚的生产工艺。
首先,可以利用生能源来取代传统的化石燃料,如煤、石油等。
生能源包括太阳能、风能、水能等,可以用于提供生产过程中所需的热能和电能。
三甘醇脱水中再生废气的回收利用
三甘醇脱水中再生废气的回收利用高莉;蒋洪【摘要】目前国内大多数天然气净化厂都采用三甘醇(TEG)对原料气进行脱水处理,以此来降低产品气的水露点达到外输指标,且采用汽提再生的方法实现三甘醇再生.三甘醇再生产生的废气若直接外排会给环境、设备、工作人员等造成一定的伤害,并且造成能源浪费和三甘醇损失.针对三甘醇再生废气外排导致的一系列问题,在原流程的基础上每套或多套脱水装置共同增加一套三甘醇再生废气回收装置.利用HYSYS软件,以1000×104 m3/d的三甘醇脱水装置为例对原流程和改进流程进行模拟对比,结果表明:改进流程可回收利用汽提气123.36×104 m3/a(20℃,101.325 kPa),可节约干气99.84×104 m3/a(20℃,101.325 kPa).改进流程可以很好地回收利用三甘醇再生废气、减少干气用量,具有一定的经济价值,为大规模的三甘醇脱水再生废气的回收利用提供了借鉴.%At present,most of the natural gas purification plants in China use triethylene glycol (TEG) on the raw gas dehydration to reduce the water dew point of the product gas and achieve the external transport index, and the regeneration of TEG is realized by stripping regeneration. If TEG regenerat-ing waste gas is discharged directly, it will cause energy waste, TEG loss and damage to the environ-ment, equipments, working staff and so on. In view of a series of problems caused by the TEG re-generating waste gas discharge, a set of TEG regenerating waste gas recovery device is added to one or more sets of dehydration device based on the original process. HYSYS software is used to simulate and compare the original process and the improved process by taking the 1000 × 104 m3/d TEG dehydra-tion device as an example andthe results show: im proved process can recycle 123.36 × 104 m3/a (20℃ ,101.325 kPa) of the TEG regenerating waste gas and save 99.84 × 104 m3/a(20℃ ,101.325 kPa) of dry gas.The improved process can better recycle the TEG regeneration waste gas and reduce the use of dry gas. What is more, it has a certain economic value and can provide reference for the recycling of TEG waste gas in large-scale TEG dehydration.【期刊名称】《油气田地面工程》【年(卷),期】2017(036)007【总页数】4页(P47-50)【关键词】三甘醇脱水;三甘醇再生废气;改进方案;HYSYS模拟;废气回收;节约干气【作者】高莉;蒋洪【作者单位】西南石油大学石油与天然气工程学院;西南石油大学石油与天然气工程学院【正文语种】中文目前,国内大多数天然气净化厂脱水装置都采用溶剂吸收法中最常用的三甘醇脱水[1-2]工艺来降低产品气的水露点,使水露点达到外输气指标。
天然气烃水露点控制问题探讨
天然气烃水露点控制问题探讨申雷昆;蒋洪【摘要】烃水露点为管输天然气的重要指标,其高低对管道输送有较大影响,因此如何控制露点在气田处理工艺中成为最主要的内容.目前,我国高压气田大多采用节流注醇控制烃水露点,但发现有些气田低温分离器入口温度偏离设计值加大,低温分离器出现堵塞以及外输干气存在反凝析现象、管道末站有液烃析出等问题.经研究得知:这些问题主要是换热器、低温分离器选型不合理以及外输干气烃露点控制要求存在不足造成的.对于上述问题,分别从工艺流程设计、低温分离器及换热器选型上提出解决方案.【期刊名称】《石油化工应用》【年(卷),期】2017(036)004【总页数】6页(P136-140,149)【关键词】露点;反凝析;醇;低温分离器【作者】申雷昆;蒋洪【作者单位】西南石油大学石油与天然气工程学院,四川成都610500;西南石油大学石油与天然气工程学院,四川成都610500【正文语种】中文【中图分类】TE965天然气处理中控制烃水露点是一项重要内容,国家规范GB17802-2012《天然气》以及GB50251-2015《输气管道工程设计规范》对天然气烃水露点做了明确说明。
不同气质条件控制烃水露点的方式不同,对于有压差可利用的气源,可通过J-T阀或膨胀机膨胀制冷实现脱水脱烃,由于J-T阀膨胀制冷工艺简单、设备操作方便、能耗低,因此我国气田应用较多,如克拉美丽气田、克深气田、克拉2、迪那2、牙哈、吉拉克凝析气田、榆林气田、大牛地气田等;对于压差较少或无压差可用的气源可利用外冷实现脱水脱烃,外冷冷源由制冷剂提供(如丙烷、氨),我国长北天然气处理厂、榆林天然气处理厂以及苏里格第一天然气处理厂等采用外冷实现脱烃[1-9]。
通过对国内外低温法控制烃水露点的调研发现[3,4],部分天然气处理厂的烃水露点比低温分离器的温度高很多,达不到设计规范要求;此外还发现部分气田换热设备及分离器有堵塞现象,本文将重点研究低温法所存在的问题以及提出改进措施。
含汞气田汞污染控制技术研究
.
1 8.
油 气 田 环 境 保 护 ・技 术 研 究
离 工艺 进行脱 水 脱 烃操 作 , 导 致 降温 后 , 有 大 量 的液 态 汞聚 集于低 温 分 离 器 顶 部 的 捕雾 网处 等 。设 备 检
修时, 聚集 的液态 汞可能 析 出 。由于 汞具有 高 挥发 性 和极强 的毒性 , 常温 下 汞 蒸 气 析 出 , 将 对 人 体 健 康 和 环境产 生严 重 危 害 ] 。因此 , 如果 有 液 态 汞 析 出 , 必 须将流 散汞 进行 回收处 理 。
同气 田中 汞 含 量 差 异 很 大 。天 然 气 中 的汞 及 其 化
表 1 某 气 田天 然气 处理 厂 汞 的 分 布
合物都 具有毒性 , 会 对人 体健康 和 环境造 成危 害 , 还会腐 蚀铝 制设 备 , 它 能 和 与 其 接 触 的 金 属 物 质 反应结 合 , 其结合物 ( 常称 为汞齐 ) 物性脆 弱 , 长 期 积 累后 会 造 成 设 备 损 坏 。 同 时 , 还 会 引 起 天 然 气 化工 生产过程 中( 合 成氨 、 甲醇 、 乙烯 等 ) 使 用 的 催
化 剂 中毒 等 。
1 含 汞 气 田集 输 工 艺 汞 污 染概 况 1 . 1天 然 气 中央 处 理 厂 中汞 的分 布
全 球许 多 天然 气 气 田含 有 单 质 汞 及 有 机 汞化 合 物, 天 然气 含 汞量 较 高 的地 区有 东 南 亚 、 东欧 、 南美 、
北 海及 北 非 等 , 天然 气 中汞含量 的变 化约 为 0 . 1 ~
油 气 田 环 境 保 护
2 0 1 3年 2月 E NVI RONMENTAL P ROTECTI ON OF OI L & GAS FI E LDS
PBHY油气田乙二醇再生脱盐工艺模拟计算
PBHY油气田乙二醇再生脱盐工艺模拟计算张倩,周晓红,朱海山,刘向东,周伟,静玉晓(中海油研究总院有限责任公司, 北京 100029)[摘 要] 乙二醇再生脱盐是海上油气开采过程中降低成本及减少环境污染的重要工艺。
本文针对PBHY油气田乙二醇分流脱盐工艺,结合PROII和HYSYS软件模拟计算了预处理过程最佳碱性药剂注入量和易溶盐脱除总量,优化了再生塔的操作条件。
结果表明,脱除Ca 2+所用的Na 2CO 3溶液的最佳注入流量为4.18 kmol •h -1,而脱除Mg 2+所用的NaOH溶液的最佳注入流量为1.51 kmol •h -1;当再生塔回流比为0.001,塔板数为3,塔顶冷凝温度110℃时,MEG再生系统的热负荷和冷负荷最小;对经化学药剂处理的MEG再生后含有的可溶盐量计算为6550.44 kg •d -1,对比完全脱盐流程,采用分流脱盐流程仅需脱除的易溶盐总量为3298.44 kg •d -1,表明采用分流脱盐流程将大大降低MEG再生脱盐的工艺成本。
[关键词] 乙二醇;再生;脱盐;模拟计算作者简介:张倩(1986—),女,黑龙江人,2012年毕业于中国石油大学(北京)化学工艺专业,硕士,中级工程师。
现主要从事海上油气处理流程设计研究工作。
水合物堵塞的问题一直是海上流动安全保障领域关注的焦点[1-3],水合物的存在不仅会缩小海管的有效输送截面,增加输送阻力,严重时还会堵塞阀门、仪表甚至海管[4]。
气体水合物是一种较为特殊的笼型化合物,即主体分子(水分子)间以氢键相互结合形成笼形孔隙,将客体分子(CH 4、C 2H 6和C 3H 8等)包络在其中所形成的非化学计量的固态晶状化合物[5]。
现阶段解决油气输送管道内水合物堵塞的方式有多种,如除水、降压控制[6]、管线加热[7]、注入热力学抑制剂[8-9]和动力学抑制剂[10]等。
除水是通过除去引起水合物生成的水分子来避免水合物生成,但管线中的水很难彻底除尽。
乙二醇再生装置工艺流程
乙二醇再生装置工艺流程
内容:
乙二醇再生装置的主要工艺流程包括:
1. 原料储存与预处理:将含水乙二醇原料储存于储罐,经过滤除杂质后送入蒸馏塔。
2. 蒸馏分离:利用蒸馏塔原理,依据乙二醇与水的不同沸点进行分离。
塔顶得到的低沸组分为水,塔底得到的高沸组分为乙二醇。
3. 精馏:将塔底产品送入精馏塔继续进行精馏,以提高乙二醇的纯度。
精馏塔顶得到水,塔底得到纯度高的乙二醇产品。
4. 产品收集:将精馏塔底的乙二醇产品冷凝收集于储罐,经检测后即得再生乙二醇成品。
5. 尾气处理:蒸馏塔顶的水及精馏塔顶的水蒸气,经冷凝后回收利用。
尾气经处理达标后排放。
6. 能量回收利用:对过程中的热量进行利用,以提高能效,降低成本。
以上是乙二醇再生装置的主要工艺流程。
通过蒸馏分离技术,可以有效地从废弃的含水乙二醇中回收纯净的乙二醇产品。
乙二醇再生成本
乙二醇再生成本
乙二醇再生本是指通过回收废弃的乙二醇溶液,经过再生处理,使其重新具备使用价值的过程。
乙二醇是一种广泛应用于工业生产和消费品制造中的溶剂和添加剂,尤其在制药、涂料、塑料和化妆品等行业中使用较为广泛。
然而,乙二醇在使用过程中会受到污染、稀释和消耗等因素的影响,导致其性能下降甚至无法再次使用。
为了减少资源浪费和环境污染,乙二醇再生本成为了一种可行的解决方案。
乙二醇再生本的具体过程包括废弃乙二醇的回收、预处理、再生和测试等步骤。
其中,回收废弃乙二醇是关键的一环,可以通过物理、化学和生物等方法进行处理。
预处理包括去除杂质、调整溶液的pH值和浓度等操作,以提高再生后
乙二醇的质量。
乙二醇再生本的再生过程可以通过蒸馏、萃取、膜技术和离子交换等方法实现。
蒸馏是最常用的再生方法,通过加热和分馏的操作,将乙二醇从溶液中提取出来。
萃取则是利用溶剂的选择性溶解性质,将乙二醇从混合溶液中分离出来。
膜技术是指利用不同渗透性的膜来实现组分的分离,例如反渗透膜、超滤膜等。
离子交换则利用固液吸附性质,通过树脂的选择吸附作用将乙二醇从溶液中提取。
经过再生处理后,乙二醇可以再次用于生产制药、化妆品等产品,从而实现资源的有效利用和环境的保护。
乙二醇再生本不
仅符合可持续发展的理念,还可以降低生产成本和资源消耗,具有较大的经济和环境效益。
关于乙二醇再生及回收系统(MRU)的几点思考

闪蒸罐
2004年的专利技术 分离液相中的溶解固体
1988年的技术 循环泵从罐底
部取液
来料和循环“母液”切向进入闪 蒸罐,负压下汽化。
闪蒸罐底部存在液相分层,循环 泵从上层取液(质量分数达95%以 上的MEG)。
闪蒸罐底部的盐液通过泵抽走或 者进入与之连接的罐,该罐可以在 线或离线处理脱出的固体(通过两 个罐交替使用)。
4、脱盐流程应用实例(CAMERON)
PY34-1项目采用的MEG再生及脱盐流程
来自氮气系统
来自凝析 油分离器
加热器
富MEG闪蒸罐 温度:60℃ 富MEG闪蒸罐 压力:3.5barG
氮
气
缓
三级分离器
冲 温度:68℃ 罐 压力:130 kPaG
去MEG再生系统
去不合格 MEG储罐
SW
FC 加热器
氮气罐
3、脱盐
脱盐脱除的是什么?
水/MEG溶液中溶解的钙、镁、钠、氯等离子
为什么脱除上述离子?
部分离子会生成沉淀,例如Ca(MEG)4Cl2 随着再生过程中水的蒸发,一价离子在液相中不断富集,会析出晶体 这些沉淀/结晶物统称为“盐”
盐的危害
使MEG溶液密度、粘度增大,影响输送 固体颗粒造成设备的冲蚀 影响加、换热设备的效果 腐蚀设备
7
3、脱盐
脱盐的方法
膜分离法、离子交换法、电解析法、闪蒸汽化
闪蒸汽化
源自1988年出现的一项技术
汽化的MEG-水
含盐的MEG富液
闪蒸罐
真空泵
贫MEG
盐沉降罐
回流泵
8
3、脱盐
在这种流程中,再生后的浓度可以更高,甚至可以达到95wt%,因为进入精 馏柱的全部是蒸汽,此时,精馏柱底部不需要再沸器。
低压富气乙烷回收工艺改进
低压富气乙烷回收工艺改进
雷利;刘清松;陈泳村;蒋洪
【期刊名称】《石油与天然气化工》
【年(卷),期】2024(53)3
【摘要】目的国内油田伴生气乙烷回收均采用液相过冷工艺(LSP),解决该工艺在乙烷回收运行工况中存在的能耗较高、回收率较低的问题。
方法基于LSP工艺流程和气相过冷、气液相混合过冷的原理,提出气液两相过冷改进工艺(GLSP)、原料气分流过冷工艺(FGSP),并进行工艺流程对比分析,重点研究改进工艺的特性和对原料气中CO_(2)的适应性。
结果①GLSP工艺适用于外输气压力低的油田伴生气乙烷回收,具有乙烷回收率高、CO_(2)适应性强(CO_(2)摩尔分数为0.5%~2.5%)等特点;②GLSP工艺流程最优增压压力范围为4.0~4.5 MPa,乙烷回收率不宜超过95%;③在原料气中CO_(2)含量相同的条件下,随着气质变富,脱甲烷塔控制CO_(2)冻堵的能力不断增强;④在同一气质条件下,装置总能耗随着原料气中CO_(2)含量的增加而增大。
结论提出的改进工艺提高了乙烷回收率,确定了最优增压范围,并提高了对原料气中CO_(2)的适应性,为实际低压富气乙烷回收装置设计提供参考。
【总页数】6页(P43-48)
【作者】雷利;刘清松;陈泳村;蒋洪
【作者单位】中国石油西南油气田公司川中油气矿;西南石油大学石油与天然气工程学院
【正文语种】中文
【中图分类】TQ2
【相关文献】
1.中高压富气乙烷回收工艺的改进
2.中高压富气乙烷回收工艺改进及优化
3.富气乙烷回收工艺改进及综合对比分析
4.基于高级[火用]分析的富气乙烷回收工艺改进
5.富气乙烷回收工艺改进及能耗分析
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
185
2.2 乙二醇再生装置在运行中存在的问题 对乙二醇再生工艺和再生设备的选择进行了分
析 ,认 为 现 有 气 田 再 生 系 统 在 设 计 上 存 在 以 下 问 题 : (1)由 于 处 理 量 较 小 ,工 艺 流 程 设 计 过 于 简 单 ,
再生塔进料前未设 置 富 液 过 滤 器,乙 二 醇 富 液 从 三 相分离器出来后直 接 进 入 贫 富 液 换 热 器,致 使 乙 二 醇富液中的杂质进 入 贫 富 液 换 热 器 和 再 生 塔,降 低 了换热效 果,增 大 了 进 入 再 生 塔 的 凝 析 油 量。 (2) 原工艺醇烃混合液 从 低 温 分 离 器 出 来 后,与 凝 析 油 稳定塔出来的热凝 析 油 进 行 换 热,换 热 效 果 随 凝 析 油 量 的 变 化 而 变 化 ,不 利 于 醇 烃 分 离 器 的 稳 定 运 行 , 致使醇烃混合液进入三相分离器的温度过低。三相 分离器设计分离温 度 为 30 ℃,醇 烃 分 离 效 果 差,导 致 部 分 凝 析 油 进 入 乙 二 醇 再 生 塔 ,引 起 乙 二 醇 发 泡 、 再生塔结垢结焦等一系列问题。
石 油 与 天 然 气 化 工
第41卷 第2期 CHEMICAL ENGINEERING OF OIL & GAS
183
低处理量乙二醇再生工艺改进
蒋 洪 郑贤英
(西 南 石 油 大 学 )
摘 要 分析了乙二醇再生工艺存在的醇烃分离不彻底、乙 二 醇 溶 液 盐 富 集 引 起 再 生 设 备 结 垢堵塞、乙二醇发泡等问题,并提出了解决措施。新疆克拉 美 丽 气 田 原 乙 二 醇 再 生 装 置 处 理 量 低、 设计过于简单,导致再生系统无 法 正 常 工 作,出 现 了 塔 内 结 焦、再 生 设 备 堵 塞、贫 液 温 度 过 高 等 问 题 ,再 生 后 的 乙 二 醇 不 合 格 。 为 保 障 克 拉 美 丽 气 田 乙 二 醇 再 生 装 置 的 平 稳 高 效 运 行 ,在 对 其 存 在 问 题进行分析的基础上,对克拉美丽气田乙二醇再生装置进行 了 模 拟 分 析,优 化 了 工 艺 参 数,选 用 了 高 效 设 备 ,并 提 出 了 有 效 的 改 进 方 案 。
(5)贫 富 液 换 热 效 果 差 ,乙 二 醇 贫 液 温 度 过 高 。 贫富液换热器采用的是与塔底连接的套管换热器, 换热效果差。同时 流 程 未 设 贫 液 冷 却 器,造 成 贫 液 温 度 过 高 ,影 响 乙 二 醇 循 环 泵 的 工 作 寿 命 。
(6)再生系统尾气排放不符合标准。 由于再生 装 置 尾 气 量 小 ,气 田 未 设 尾 气 处 理 装 置 ,从 而 直 接 排 放 到 大 气 中 ,造 成 了 环 境 污 染 。
1 乙二醇再生工艺存在问题及解决措施
1.1 醇烃分离效果差 天然气低温 分 离 后,乙 二 醇、凝 析 油、水 由 低 温
分 离 器 出 来 ,进 入 三 相 分 离 器 。 在 分 离 过 程 中 ,醇 烃 分 离 不 彻 底 ,易 造 成 凝 析 油 稳 定 装 置 结 垢 、乙 二 醇 消
图2为不同温度下醇烃分离的停留时间对比。 根据对比结果,温度较高时(50 ℃),醇烃能在2min 内完全分离,而温度较低时(24 ℃),分离时间较长。
防止 乙 二 醇 发 泡 的 措 施 有:定 期 清 除 乙 二 醇 富 液储罐内积累的凝 析 油 层;对 贫 液 储 罐 进 行 定 期 检 查和注入破乳剂;系 统 增 加 过 滤 器 或 使 用 并 联 过 滤 系 统 ,过 滤 掉 液 体 中 含 有 的 杂 质 ,并 定 期 更 换 活 性 炭 过 滤 器 、使 用 过 滤 膜 和 助 滤 剂 。
等进行清洗除垢。 对 于 易 结 垢 的 情 况,建 议 填 料 采 用 散 装 填 料 ,以 利 于 定 期 清 洗 。
1.3 乙二醇发泡 乙二醇受到污染时容易发泡。天然气中含有的
烃 液 、盐 类 、固 体 炭 及 容 器 内 壁 腐 蚀 的 杂 质 等 进 入 乙 二 醇 溶 液 后 ,形 成 活 性 物 质 而 造 成 乙 二 醇 发 泡 。
关键词 乙二醇 再生工艺 低处理量 醇烃分离 结垢 改进方案 DOI:10.3969/j.issn.1007-3426.2012.02.011
气田采集气管道的防冻和天然气低温分离多采 用乙二醇作为水合 物 抑 制 剂,目 前 国 内 主 要 采 用 精 馏法对乙二醇进行 再 生,但 在 实 际 运 行 过 程 中 该 工 艺存在一系列问题。新疆克拉美丽气田部分气井采 用井口注乙二醇工 艺 防 止 水 合 物 的 生 成,同 时 天 然 气低温分离的过程 中 选 用 乙 二 醇 作 为 防 冻 剂,其 乙 二醇 再 生 处 理 量 为 0.55 m3/h,处 理 量 较 小。 克 拉 美丽气田乙二醇再 生 装 置 在 运 行 过 程 中,再 生 工 艺 设 计 过 于 简 单 ,出 现 了 乙 二 醇 再 生 不 合 格 ,换 热 器 堵 塞 、再 生 塔 内 结 焦 等 问 题 。 为 此 ,针 对 低 处 理 量 乙 二 醇 富 液 再 生 问 题 ,通 过 对 其 二 醇 再 生 系 统 进 行 设 计 优 化 ,选 用合理设备,提出了 低 处 理 量 乙 二 醇 再 生 工 艺 的 改 进方案。
184
蒋洪 等 低处理量乙二醇再生工艺改进 2012
由此 看 出,操 作 温 度 和 停 留 时 间 都 会 影 响 醇 烃 分离效果。为解决乙二醇富液烃类含量高的问题, 除合理设计三相分 离 器 尺 寸 外,建 议 将 分 离 温 度 控 制在 50 ℃ 左 右,并 控 制 好 在 分 离 器 中 的 停 留 时 间 (15 min~30 min),以达到较好的分离效果。
(2)碳酸盐沉淀导致设备结垢。 这主要出现在 气田地层水量较大的情况下。主要的结垢部位在管 道、过滤器、贫富液 换 热 器、再 生 塔 填 料 和 重 沸 器 管 束等。碳酸盐和碳酸氢盐沉淀是常见的盐类结垢现 象,结垢不仅会影 响 重 沸 器、换 热 器 的 换 热 效 果,造 成 乙 二 醇 污 染 ,还 会 附 着 在 填 料 表 面 ,影 响 填 料 的 工 作性能,并增大 塔 顶 产 物 乙 二 醇 携 带 量。 贫 富 液 换 热器结垢一般出现 在 贫 液 进 出 口,精 馏 塔 结 垢 一 般 出现在塔底,重沸器 结 垢 主 要 沉 积 在 重 沸 器 壁 和 管 束之间。
2.1 乙二醇再生工艺流程 克拉美丽气田部分气井采用注乙二醇防止水合
物工艺,同 时 在 低 温 分 离 过 程 中 注 入 乙 二 醇 防 冻。 原乙二醇再 生 装 置 再 生 处 理 量 为 550L/h,乙 二 醇 富液质量浓度为40%~60%,再 生 后 乙 二 醇 贫 液 质 量浓度 为 80% ~85%。 工 艺 流 程 见 图 3:从 凝 析 油 二级闪蒸 分 离 器 及 液 烃 三 相 分 离 器 来 的 乙 二 醇 富 液 ,进 入 乙 二 醇 富 液 缓 冲 罐 ,在 缓 冲 罐 内 经 计 量 泵 提 升进入乙二醇再生装置。乙二醇贫富液换热器采用 套管式换热器,乙二 醇 再 生 装 置 塔 底 重 沸 器 热 源 为 导热油,再生塔操作参数见表 1。 由 于 处 理 量 较 小, 装置设计过于简单,气 田 乙 二 醇 处 理 装 置 在 试 产 过 程中出现了乙二醇 再 生 不 合 格、再 生 设 备 结 垢 及 再 生 塔 结 焦 等 问 题 ,导 致 装 置 无 法 正 常 运 行 。
3 乙二醇再生系统改进方案
克拉美丽气田对产水量高的气井改用井口加热 工 艺 ,解 决 了 乙 二 醇 再 生 装 置 处 理 量 增 大 、产 出 水 中 盐分引起乙二醇再生装置结垢结焦问题。同时对乙 二醇再生工艺流程 进 行 了 改 进,改 进 后 的 乙 二 醇 再 生工艺流程 如 图 4 所 示,流 程 模 拟 参 数 见 表 2。 乙 二 醇 再 生 塔 分 为 两 部 分 ,上 部 为 立 式 列 管 换 热 器 ,下
耗量增大等问题。影响醇烃分离效果的因素主要包 括 分 离 器 的 设 计 参 数 、进 料 温 度 、停 留 时 间 等 。 研 究 表明:醇烃分离器中 温 度 过 低 或 波 动 较 大 都 会 影 响 醇烃分离效果。乙二醇富液与凝析油粘度随温度的 变化见图1。当温度小于15 ℃ 时,由于乙二醇粘度 较 高 且 乙 二 醇 处 于 乳 化 区 域 内 ,醇 烃 分 离 效 果 差 、易 乳化。当温度大于40 ℃ 后,乙 二 醇 粘 度 降 低,且 较 高 温 度 有 助 于 破 乳 ,使 醇 烃 易 于 分 离 。
作者简介:蒋洪(1965-),男,副教授,1986年7月毕业于西 南 石 油 大 学 油 气 储 运 本 科 专 业 ,1992 年 3 月 获 油 气 储 运 专 业 硕士学位,现在从事教学和科研工作。地址:(610500)四川省成都市新都 区 新 都 大 道 8 号 西 南 石 油 大 学 石 油 工 程 学 院 油 气 储 运 研 究 所 。 电 话 :13880578669。E-mail:jihos@163.com
部为精馏塔。乙二醇富液首先进入机械过滤器和活 性炭过滤器,除 去 富 液 中 杂 质 和 降 解 产 物。 之 后 进 入再生塔塔顶,经塔 顶 立 式 列 管 换 热 器 换 热 后 由 乙 二醇再生塔中部进料。再生后的乙二醇贫液由塔底 出 来 ,换 热 后 进 入 循 环 系 统 。