首件样品试制记录单
首检记录表

记录编号:申车间线别线长生产日期请送验时间单
位□ 每日首件□ 每批首件□ 更换材料车间主管
1、性能测试:
2、一致性检验: 端子:
检 3、耐压测试:接线:
4、外观包装:标签:
验
单
位
备注 □ D: 条件认可
□ B:不合格,重新确认
□ A:合格,继续生产
1、凡生产部于每日、每批或更换材料后生产的产品首件由生产部门送至品管部检验,经品管部判定合格后方可生产。
2、在整灯装配、测电,以及包装检验合格后必须将首件封样,填写本表单及样板随同送检,合格的首件放置在(线头)首件台,作为参考依据,待当天、当批生产完成撤销。
5、其它事项:
检 验 结 果
□ C:不能生产,立刻停产
顶灯事业部
首件检验记录表
生产批量样本数
IPQC
品质主管
生产订单号
首 件 检 验 记 录 表:
名称: 产品规格:。
首件检查记录表

功能
检 查 记 录
可靠性 老化 包装
持续改善
客诉跟进 是否同意量产: □是 □否
□合格 最终判定 结果 □不合格
检验员: 生产确认:
工程技术: 品质核准:
1、所有项目均需连续检查最少3PCS。 注意事项 2、首检的可靠性检测项目仅进行短时间能得出结论的试验。(如跌落,振动等) 3、根据品质周报中统计的Top3不良项目进行持续跟进一周。 4、根据同类产品的历史客诉问题持续跟进一个月。 1、产品新开机/线时,由产线最终检查工位准备好3PCS样品置于待检区,并通知IPQC检查,检查判定合格后生 产 2、IPQC判定合格后,从样品中随机挑选1PCS进行首件检查标识,并连同巡检记录表一起置于产线最终检查工位 。 3、适用范围:产品新开线、变更工艺/参数、制程、变更材料等均需要进行首件检查。
首件记录表
表单号: 成品料号 首件信息 □开机/开线首检 □材料变更 □SOP □标准样板 检验依据 □制程检验标准 □其他: 项目 尺寸 外观 结构/装配 检验标准 实测值 1 2 3 4 5 判定 备注 版 本 □转线首件 □制程变更
规格/颜色
生产日期 □生产参数变更 □其他: 检验
首件检验记录表
检验结果
□不合格,重新调机; □不能生产,立刻停机;
□有限度生产
pcs;
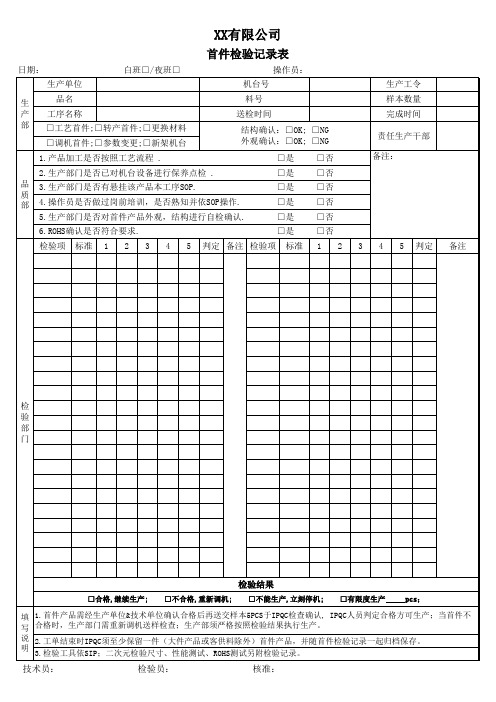
填 1.首件产品需经生产单位&技术单位确认合格后再送交样本5PCS于IPQC检查确认, IPQC人员判定合格方可生产;当首件不 写 合格时,生产部门需重新调机送样检查;生产部须严格按照检验结果执行生产。 说 2.工单结束时IPQC须至少保留一件(大件产品或客供料除外)首件产品,并随首件检验记录一起归档保存。 明 3.检验工具依SIP;二次元检验尺寸、性能测试、ROHS测试另附检验记录。
技术员:
检验员:
核准:
5.生产部门是否对首件产品外观,结构进行自检确认.
□是 □是 □是 □是
□否 □否 □否 □否
6.ROHS确认是否符合要求.
□是 □否
检验项 标准 1 2 3 4 5 判定 备注 检验项 标准 1 2
生产工令 样本数量 完成时间 责任生产干部 备注:
3 4 5 判定
备注
检 验 部 门
□合格,继续生产;
XX有限公司
首件检验记录表
日期:
白班□/夜班□
操作员:
生产单位
机台号
生
品名
产 工序名称
部 □工艺首件;□转产首件;□更换材料
□调机首件;□参数变更;□新架机台
料号 送检时间
结构确认:□OK; □NG 外观确认:□OK; □NG
1.产品加工是否按照工艺流程 .
□是 □否
2.生产部门是否已对机台设备进行保养点检 . 品 3.生产部门是否有悬挂该产品本工序SOP. 质 部 4.操作员是否做过岗前培训,是否熟知并依SOP操作.
首件(样品)检验记录
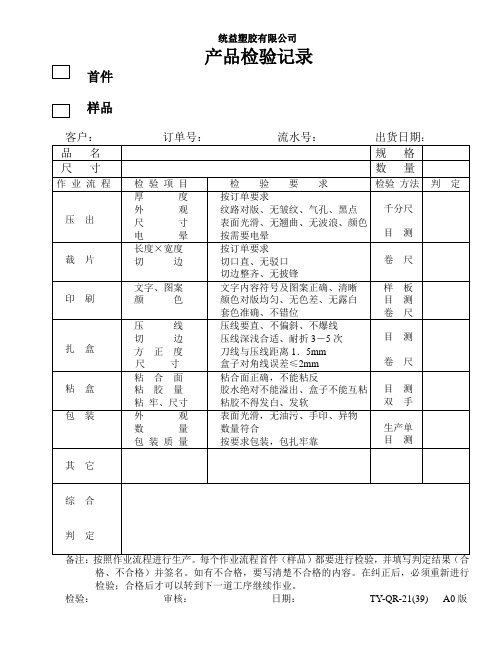
目测
双手
包装
外观
数量
包装质量
表面光滑,无油污、手印、异物
数量符合
按要求包装,包扎牢靠
生产单
目测
其它
综合
判定
备注:按照作业流程进行生产。每个作业流程首件(样品)都要进行检验,并填写判定结果(合格、不合格)并签名。如有不合格,要写清楚不合格的内容。在纠正后,必须重新进行检验;合格后才可以转到下一道工序继续作业。
统益塑胶有限公司
产品检验记录
首件
样品
客户:订单号:流水号:出货日期:
品名
规格
尺寸
数量
作业流程
检验项目
检验要求
检验方法
判定
压出
厚度
外观
尺寸
电晕
按订单要求
纹路对版、无皱纹、气孔、黑点
表面光滑、无翘曲、无波浪、颜色
按需要电晕
千分尺Байду номын сангаас
目测
裁片
长度×宽度
切边
按订单要求
切口直、无驳口
切边整齐、无披锋
卷尺
印刷
文字、图案
颜色
文字内容符号及图案正确、清晰
颜色对版均匀、无色差、无露白
套色准确、不错位
样板
目测
卷尺
扎盒
压线
切边
方正度
尺寸
压线要直、不偏斜、不爆线
压线深浅合适、耐折3-5次
刀线与压线距离1.5mm
盒子对角线误差≤2mm
目测
卷尺
粘盒
粘合面
粘胶量
粘牢、尺寸
粘合面正确,不能粘反
胶水绝对不能溢出、盒子不能互粘
粘胶不得发白、发软
首件检验记录表

客户 首件 信息 产品名称 料号 线别
表单编号
QC-4-015
生产日期
□开机首检 □生产参数变更 项目
□修模首件 □材料变更
□转产首件 □其他:
□工程图纸 □标准样件 □制 检验依据 程检验标准 □产品标准 □其 它 实测值 3 4 5 判定
检验时间
检验标准
1
2
备注
尺寸
检查 记录 电气
摇摆测试屏膜分 辨率 高压测试 导通阻抗 绝缘阻抗 实机测试 外观 □沙眼 □脱落 □变形 □脏污、胶水 □毛边 □杂点,杂色 □划伤 □压痕 □拉痕 □缺料 □尺寸 □撞伤 □组装错位 □组装缝隙 □镭雕、 □白雾 □挡板、铝挤装反,□焊接 备注
最终判定结果
注意事 项
□合格 □不合格
是否同意量产: □是 □否
检验员签名:
1、所有项目均需连续检查最少5件。 2、根据质量统计的不良项目进行持续跟进。 1、产品新开机生产时,由最终工序准备好5个样件置于待检区,并通知IPQC检验员,检查判定合格后生产。
填写 2、检验员判定合格后从样品中随机挑选1个样件,进行首件标识。并连同巡检记录表一起置于产线最终检查工位。 说明 3、适用范围:产品新开机、开线、修模、变更工艺/参数、变更材料等均需要进行首件检查。 4、检查结果:合格项目打“年。
首件检验记录表
线别/设备编号:2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”;3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;物料名称:背板/EVA/汇流条/EPE/条形码等;4、开口尺寸及汇流条焊接质量检查等未涉及物料请用“/”表示;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01; Rev.:19; 2019-08-29首件检验记录表----最终检验线别/设备编号:2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”;3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;4、未涉及部分用“/”;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:3; 2020-03-31记录表----最终检验线别/设备编号:2020-03-31首件检验记录表----最终检验线别/设备编号:2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”;3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:18; 2019-08-29首件检验记录表----最终检验线别/设备编号:备注:1、开班首件检验由生产人员完成,其他情况由生产与质量人员共同确认完成;2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”;3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;4、未涉及部分用“/”;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:20; 2019-08-29Rev.:20; 2019-08-29线别/设备编号:2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:23; 2020-03-31记录表----最终检验线别/设备编号:mm)2020-03-31线别/设备编号:2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:18; 2019-08-29首件检验记录表----最终检验线别/设备编号:备注:1、开班首件检验由生产人员完成,其他情况由生产与质量人员共同确认完成;2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:18; 2019-08-29首件检验记录表----最终检验线别/设备编号:2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”;3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;4、中间电池片距汇流条距离仅适用半片电池组件(未涉及半片电池组件用“/”)According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:19; 2019-08-29。
首件产品检验记录

首件不合格原因:(确定原因后,经改善重新做首件)
注:YES打√NO打×
目测
外观要求
裹缠均匀,外观平整
目测
↓
工序5
硫化
操作工位
硫化工位
时间、温度
允许公差
外观要求
检验方式
实测值
Yes/No
检验人
平整
目测
↓
工序6
裁边
操作工位
裁边工位
要求尺寸
允许公差
外观要求
检验方式
实测值
Yes/No
检验人
切边尺寸
无斜边
目测、卡尺
结果确认
确认人:
检验结论
可以继续投产□不可以继续投产□
结论人:
首件不合格原因:(确定原因后,经改善重新做首件)
卡尺
压延布
卡尺
总重量
电子秤
外观要求
无杂质,内外表面平整
目测
↓
工序3
硫化
操作工位
模压工位
时间温度压力
允许公差
外观要求
检验方式
目测
↓
工序4
裁边
操作工位
模压工位
要求尺寸
允许公差
外观要求
检验方式
实测值
Yes/No
检验人
无斜边
目测、卡尺
结果确认
确认人:
检验结论
可以继续投产□不可以继续投产□
手工胶管首件检验记录
日期:年月日单号:sx-zl-15
首件产品图号
工序1
裁断
操作工位
裁布工位
材料要求
规格尺寸
允许公差
检验方式
实测值
Yes/No
首件检查记录表

(1)由调机/开机人员填写本单与样品随同送检,经IPQC人员判定合格方可生产(含调机/换料在内);
(2)填写一式两份,经IPQC人员判定OK后正本由IPQC自存,副本连同样品交申请人,并继续执行巡回检验;
送检部门填写
客户
订单号
批量
机型
品名
料号
部门
样本数
原料
班别
机台
送检时间
□每日初件□每批初件□更换材料□刚开机
□夹具修正□模具修正□颜色调整□刚调机
送检人
确认
检验部门填写
IPQC确认以上无误后进行以下检验
外
观
数量
检验项目
尺
寸
数量
规格
颜色
结构
检验结果
□A:合格,继续生产
备注:
□B:不合格,重新调机
□C:不能生产,立刻调机
首件检验记录表

3、针对新产品首件或工艺变更后首件的确认,需由研发部相关负责人共同确认;如产品属于正常生产只由
生产部和质控部确认即可;
( )合格 ( )不合格
问题描述
确认结果:
签字:
日期:
生产部
确认结果:
负责人:
日期:
质量部
确Hale Waihona Puke 结果:负责人:日期:
研发部
负责人:
日期:
注:1、生产部明确首件确认范围,自检合格后填写首件检验记录表和对应产品生产随工单报质控部和研发
部检验确认;
2、质控部和研发部相关人员检验完成后填写确认结果,并通知生产部生产或整改,直到首件产品合格为止;
产品名称 产品编码 批次数量 产品编号 检验项目 □外观检验 □装配检验 □焊接检验 □测试检验 □ □ □
首件检验记录
编号:
规格型号
任务单号
检验数量
首件工序
检验情况记录
结果判定
( )合格 ( )不合格
( )合格 ( )不合格
( )合格 ( )不合格
( )合格 ( )不合格
( )合格 ( )不合格
( )合格 ( )不合格
首件检验记录表模版
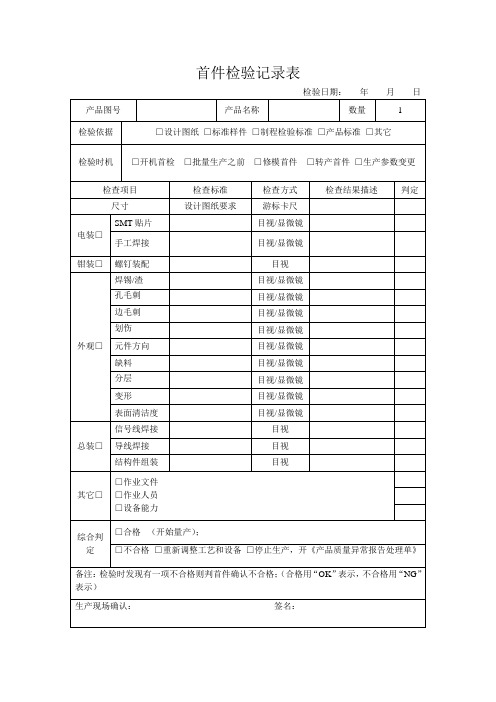
外观□
焊锡/渣
目视/显微镜
孔毛刺
目视/显微镜
边毛刺
目视/显微镜
划伤
目视/显微镜
元件方向
目视/显微镜
缺料
目视/显微镜
分层
目视/显微镜
变形
目视/显微镜
表面清洁度
目视/显微镜
总装□
信号线焊接
目视
导线焊接
目视
结构件组装
目视
其它□
□作业文件
□作业人员
□设备能力
综合判定
□合格(开始量产);
□不合格□重新调整工艺和设备□停止生产,开《产品质量异常报告处理单》
首件检验记录表
检验日期:年月日
产品图号
产品名称
数量
1
检验依据
□设计图纸□标准样件□制程检验标准□产品标准□其它
检验时机
□开机首检□批量生产之前□修模首件□转产首件□生产参数变更
检查项目
检查标准
检查方式
检查结果描述
判定
尺寸
设计图纸要求
游标卡尺
电装□
SMT贴片
目视/显微镜
手工焊接
目视/显微镜
钳装□
螺钉装配
备注:检验时发现有一项不合格则判首件确认不合格;(合格用“OK”表示,不合格用“NG”表示)
生产现场确认:签名:
首件样品试制记录单

首件样品试制申请说明:(以文件的形式详细说明样品的功能和用途,样品所需相关材料、设备、检具清单等)
2
初审审批
工艺部长审批
1.样品图样视图是否正确完整
2.样品图样尺寸、公差和技术要求是否齐全;
3.工艺路线是否可行
审批意见:(是否符合进行试制)
首件样品试制记录单
流水号
1
试制申请
样品名称
样品规格
样品类型
样品图号
样品数量
样品编号
申请部门
申请人员
申请时间
备注:1.样品编号规则——机型编号+零件类别+试制开始日期;
2.机型编号——A=单瓦机;B=上胶机;C=分压机;D=横切机;E=预热器;F=烘干机;G=切断机
3.01=辊;02=墙板;03=座;04=盖;05=轴;06=箱体;07=齿轮;08=滑板;09=联接板;10=机架;11=架;12=刀座;13=刀盘;14=梁;15=台车;16=轨道;17=丝杆;18=热板;19=摆臂;20=套;21=其他
审批人:
审批时间
分管副总审批
批示意见:(是否同意进行试制)
审批人:
审批时间
3
试制结果告知
首件样品试制结果说明:(以文件的形式详细说明样品试制的过程特性及检验结果等)
4
部门意见会签
技术部
会签意见:(样品主关性能指标是否达标)
会签人
会签时间
工艺部
会签意见:(临时工艺或新工艺是否合理)
会签人
会签时间
计划部
审批意见:(试制结果判定)
审批人:
审批时间
首件检验记录1

标准
实际
实际
催乳五档13Kpa±3
吸乳一档11Kpa±3 功能测试 吸乳九档35Kpa±3
耐压1500V/3S
接地<100mΩ 消毒功率700+5-10 烘干功率210+5-10
内部结构检查所有接线应符合图纸要求,接线端子应插紧,布线符合SOP要求,不得松动
3C关键元器 件核对
结果判定
外观检验
1、产品外壳颜色及材质必须符合封样的要求。 2、A面不能有刮花、碰伤、斑点、凹凸点、移印不良等, 3、B面接受宽0.2mm、长10mm以下的划痕不超过2条,彼此间隔不少于100mm, 4、各部件装配/配合间隙符合SOP标准要求 5、喷漆.移印均匀,色泽光洁,无沙眼麻点,脱层皱纹,划痕碰伤,污渍色差等现象。
关键元件与报备一致性确认
检验结果: 最终判定:
□ 合格 □ 不合格 □ 合格
检验员/日期: □ 不合格
品质部经理/日期:
结果判定
备注:1、若该料件无上述项目则打“/”,有上述项目合格则签“合格”,不合格则签“不合格”
保存部门:品质部
保存期限:叁年
表单编号:
XX智能科技有限公司 首件检验记录
产品名称 批次数量 检验项目
规格型号 首件数量
客户 线别 具体检测项
送检人 日期
包装检验
1、彩盒喷码清晰.内容正确无拖画和模糊不清现象 2、彩盒粘合面开裂、掉色、破裂 3、说明书/合格证装订/环保清单、无缺页、连页、错面、无印刷、倒装等不良现象(外观 、内容与封样一致)
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
流水号
1
试制申请
样品名称
样品规格
样品类型
样品图号
样品数量
样品编号
申请部门
申请人员
申请时间
备注:1.样品编号规则——机型编号+零件类别+试制开始日期;
2.机型编号——A=单瓦机;B=上胶机;C=分压机;D=横切机;E=预热器;F=烘干机;G=切断机
3.01=辊;02=墙板;03=座;04=盖;05=轴;06=箱体;07=齿轮;08=滑板;09=联接板;10=机架;11=架;12=刀座;13=刀盘;14=梁;15=台车;16=轨道;17=丝杆;18=热板;19=摆臂;20=套;21=其他
例:“C-12-141230”表示:分压机-刀座—2014年12月30 日试制版
首件样品试制申请说明:(以文件的形式详细说明样品的功能和用途,样品所需相关材料、设备、检具清单等)
2
初审审批
工艺部长审批
1.样品图样视图是否正确完整
2.样品图样尺寸、公差和技术要求是否齐全;
3.工艺路线是否可行
审批意见:(是否符合进行试制)
会签意见:(样品试制试制工时)
会签人
会签时间
采购部
会签意见:(样品试制需外购物质备案)
会签人
会签时间
生产部
会签意见:(生产设备能力和人员水平是否达标)
会签人
会签时间
质量部
会签意见:(样品制程是否可控,良品率是否达标)
会签人
会签时间
5
终审审批
质量部长审批
1.样品试制工艺过程是否可控
2.样品是否达到技术要求
审批意见:(试制结果判定)
审批人:
审批时间
6
申请人处理并告知
申请人处理并告知
处理意见:
处理人:
处理时间:
7
告知
告知相关部门
注:
1.初审审批阶段,在工艺部长权限范围内的,工艺部长直接审批;超过工艺部长审批权限的由分管副总审批。
审批人:审批时间分管副 Nhomakorabea审批批示意见:(是否同意进行试制)
审批人:
审批时间
3
试制结果告知
首件样品试制结果说明:(以文件的形式详细说明样品试制的过程特性及检验结果等)
4
部门意见会签
技术部
会签意见:(样品主关性能指标是否达标)
会签人
会签时间
工艺部
会签意见:(临时工艺或新工艺是否合理)
会签人
会签时间
计划部