车轮工艺流程图
半钢轮胎生产工艺流程简图
帘聚 布酯
垫 胶 复 合 机
图例
XX 帘 布 裁 断 设 备
胎 体
帘垫 布胶
设 备
XX
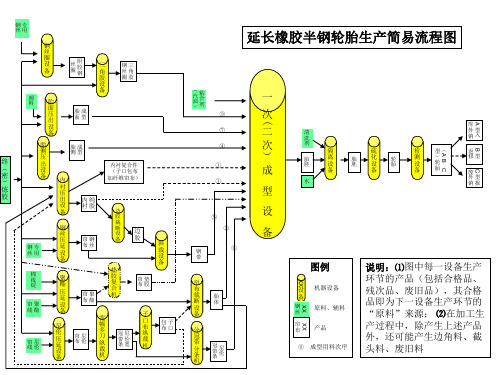
机器设备 原料、辅料 产品 成型用料次序
帘尼 线伦
帘尼 布伦
宽 幅 多 刀 纵 裁 机
冠尼 带伦 条宽
子 口 布 纵 裁 机
钢 丝 帘 布
包子 布口
分 冠 带 分 条 机
冠尼 带伦 条
⑥
说明:⑴图中每一设备生产 环节的产品(包括合格品、 残次品、废旧品),其合格 品即为下一设备生产环节的 “原料”来源; ⑵在加工生 产过程中,除产生上述产品 外,还可能产生边角料、截 头料、废旧料
④
终 ( 密 )备
轮 胎
检 测 设 备
返 修型 废 外型 销报 B C
内 衬 压 出 设 备 钢 丝 压 延 设 备 聚 酯 压 延 设 备 尼 伦 压 延 设 备
内纯 衬胶
钢专 丝用
帘钢 布丝
边 胶 裁 断 设 备
⑤
设
②
边 胶
备
⑥
斜 裁 设 备
钢 带
棉 线 锭 帘聚 线酯
钢专 丝用
钢 丝 圈 设 备
延长橡胶半钢轮胎生产简易流程图
丝附 圈胶 钢
三 角 胶 设 备
钢三 丝角 圈胶 ( 汽粘 油合 )剂 ③ ⑦
颜 料
胎 面 压 出 设 备 胎 侧 压 出 设 备
一 次 二 次 ) 成 型
清 洗 剂 胎 胚 水 库 外型 销入 A 型( ) 轮 胎 A B C
胎成 面型
(
胎成 侧型 内衬复合件 (子口包布 加纤维帘布)
XX
铝合金车轮的制造工艺ppt课件
精选课件
1
提纲
一、铝合金车轮概述
二、铝合金车轮的结构和分类 三、铝合金车轮的设计
四、铝合金车轮使用的材料
五、铝合金车轮的制造工艺
六、铝合金车轮的相关标准
精选课件
2
一、铝合金车轮的概述
铝合金车轮是基于“轻量化”的设计目标,首先使用在赛车上。 20世纪初,使用砂模制造铝合金车轮,并应用于赛车 20世纪50年代,使用钢模铸造整体式铝合金车轮,并应用于轿车 20世纪70年代,得到快速发展,被广泛应用 21世纪初,极其迅猛发展,进入国内外OEM配套体系
轮辐
铸造 锻造 板
轮辋 轮辐
圆板 铸造 锻造
整体铸造 整体铸造
精选课件
铝合金牌号
A356、AC4CH、AC7A
5154、5454 5154、5454
5454
A356、AC4CH、AC7A 6061
5154、5454 5052、5154、5454 A356、AC4CH、AC7A
6061 A356、AC4CH
精选课件
14
5、铝合金的设计应用技术
结构受力有限元分析
精选课件
15
计算机模拟铸造凝固分析(制造工艺分析)
精选课件
16
CAD-CAE-CAM的集成开发
精选课件
17
四、铝合金车轮使用的材料
依据不同的生产方式,所使用的材料也不相同:
车辆
轿车
2片型
3片型
载货车 客车
制造方法
整体铸造
条或卷材
轮辋
圆板
挤压管
简略表示:可省略偏距后内容 表示为:18×8J
轮辋名义 直径
轮辋轮 廓代号
轮胎工艺流程
毕业论文子午线轮胎的生产流程姓名:何兆青专业、班级:数控技术0802班学号:2008052014指导教师:胡修池完成日期:2011.5.15黄河水利职业技术学院机电工程系摘要轮胎是在各种车辆或机械上装配的接地滚动的圆环形弹性橡胶制品通常安装在金属轮辋上,能支承车身,缓冲外界冲击,实现与路面的接触并保证车辆的行驶性能。
轮胎常在复杂和苛刻的条件下使用,它在行驶时承受着各种变形、负荷、力以及高低温作用,因此必须具有较高的承载性能、牵引性能、缓冲性能。
同时,还要求具备高耐磨性和耐屈挠性,以及低的滚动阻力与生热性。
世界耗用橡胶量的一半用于轮胎生产。
在胎冠胶与帘布层之间,给帘布层箍上了一圈由若干层帘线组成的“束带”,称为“带束层”。
带束层通常以强度很高、拉伸变形很小的纤维帘布(如玻璃纤维、聚酰胺纤维等高强度材料)或钢丝帘布来制成。
一般的,帘布层的材料均为钢丝,带束层的材料却有可能是钢丝,也有可能是尼龙之类的纤维材料。
凡帘布层与带束层均为钢丝帘布的,称为全钢丝子午线轮胎,简称“全钢胎”;若帘布层为钢丝帘布,带束层为尼龙一类纤维材料帘布的,则称为半钢胎。
通常,乘用机动车安装的多是“半钢胎”;而载重机动车则或是安装“全钢胎”,或是安装斜交胎。
子午线轮胎根据材料不同可以分为全钢丝子午线轮胎和半钢丝子午线轮胎和全纤维子午线轮胎三种类型1948年,法国米其林轮胎公司试制生产了全世界第一条全钢丝子午线轮胎。
子午线轮胎的发明是轮胎工业中的一场革命,已成为汽车轮胎发展的新方向!子午线轮胎胎体的帘线排列不同于斜交轮胎,子午线轮胎的帘线不是相互交叉排列的,而是与外胎断面接近平行,像地球子午线排列,帘线角度小,一般为0°,胎体帘线之间没有维系交点,当轮胎在行驶过程中,冠部周围应力增大,会造成周向伸张,胎体成辐射状裂口。
因此子午线轮胎的缓冲层采用接近周向排列的打交道帘线层,与胎体帘线角度成90°相交,一般70°到78°,形成一条几乎不能伸张的刚性环形带!把整个轮胎固定,限制轮胎的周向变形,这个缓冲层承受整个轮胎60%到70%的内应力!成为子午线轮胎的主要受力部件!故称之为子午线轮胎的带束层。
电动自行车生产工艺流程图
前后泥板组合
5.1
内外胎组合
5.2
飞轮抱闸组合
6.1
车把组合
13.1
组装电池盒
16.1返工返修
*重点工序质控点
设计(日期)
审核(日期)
标准化(日期)
批准(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
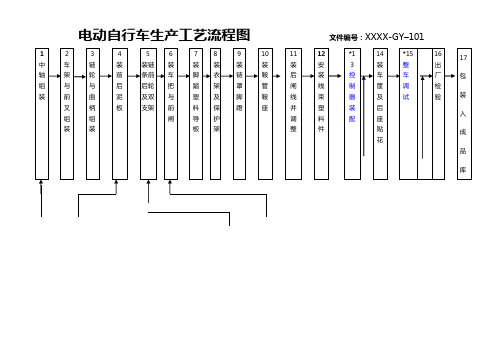
电动自行车生产工艺流程图文件编号:XXXX-GY–101
中轴组装
2
车架与前叉组装
3
链轮与曲柄组装
装前后泥板
5
装链条前后轮及双支架
6
装车把与前闸
7
装脚踏塑料导板
8
装衣架及保护架
9
装罩脚蹬
10
装鞍管鞍座
11
装后闸线并调整
12
安装线束塑料件
*13控制器装配
14装车筐及后座贴花
*15
整车调试
16
出厂检验
17包装入成品库
工程胎流程.ppt

挤出机转速(rotate speed) ≤30转/分 挤出机机头胶料温度(temperature) ≤110℃ 经冷却后缠绕胶片温度(temperature of the rubber strip after cooling) ≤58℃ 胶片宽度(width of the rubber strip) 80mm±20mm 胶片厚度(最厚点)(thickness of the rubber strip)(thick) 4mm-7mm 挤出机停机小于20min时,机头料以≤3 转/分速度排出,停机大于20min 时, 机头料必须排空(the residual must be expelled,if the winding tread machine stopped than 20 minutes)
轮胎生产工艺流程图
The craft flow chart of the tire
上海轮胎橡胶(集团)如皋有限公司 Shanghai Tire and Rubber (Group) Rugao Co., Ltd.
上海轮胎橡胶集团如皋有限公司在上海双钱载重公司与轮 研所的大力支持下自2005年9月开始生产全钢丝子午线工
胶料准备 Rubber preparation
密炼机生产线 Mixing productive line
BB-370密炼机由日本神钢公司制造,于 06年5月投产,日生产能力38吨。 BB-370 Mixer was made in Japan KOBE STEEL,LTD, went into production on may,2006,output 38t/day.
部件准备 Components preparation
胎体帘布 Cordage
胎体帘布宽度公差(cordage tolerance width) ±2mm CR-4-S/500×1300型钢丝压延机 隔离胶宽度公差(adhesive layer CR-4-S/500×1300 Steel Belt Calendering tolerance width) ±10mm 胎体帘布接头公差(tolerance of cordage connected) ≤1mm
【精品】轮胎成型工艺PPT课件

轮胎构成
轮胎是由不同纤维和不同性能的胶料组成的复合体。轮胎一般由七个 部分组成:
1、胎面胶是轮胎与地面接触的部位,这种胶料必须耐磨性好,有 一定的弹性,耐氧光和热老化,与地面有很好的抓着力。
2、胎侧胶的胶料要求耐曲挠性能和耐氧、光老化性能好,能很好 地保护轮胎胎体。
3、胎体由纤维帘线或钢丝帘线组成,具有粘合性好,耐热、耐剪 切及耐曲挠的胶料,胶料能把帘线层粘成一体,并裁成一定角度,胎 体承受一定气压和负荷,并要有一定的安全系数。
其膨胀至一定尺寸,再将带束层体套到膨胀后的成型鼓上,滚压后制 成胎胚。 Nhomakorabea 胎体鼓
带束层鼓
子午线轮胎成型方法
子午线轮胎的成型方法分为两种,即一次法成型和二次法成型。目前, 国内外轮胎生产厂家的载重子午线轮胎或轿车子午线轮胎的成型工艺, 都是采用一次法成型或二次法成型。
一次法成型
在一台成型机上一次完成轮胎全部部件组合成型的方法称为一次法机型。其 成型6、机称为一次法成型机。一次法成型的生产工艺是在二次法成型工艺的 基础上进行改进完善发展起来的。
两鼓一次法成型机班产胎胚45条至50条。 三鼓一次法成型机班产胎胚95条至100条。
四鼓一次法成型机班产胎胚140条至150条。
两鼓一次法成型机
成型主鼓; 1、依次把胎侧,内衬层、钢丝子口包布、胎体帘布、垫胶定位铺贴
在成型主鼓上。 2、扣进钢丝胎圈定位后,两胎圈慢慢向鼓中心收缩进行预定型、定
轮胎成型工艺
用途与分类
用途:轮胎成型机用于将帘布、钢丝圈、包布、胎面等各种部件贴合 加工成轮胎胎胚。
分类: 1、按成型鼓的轮廓类型类型分:鼓式、半鼓式、芯轮式及半芯轮式; 2、按轮胎的帘线排列形式分:斜交轮胎成型机和子午线轮胎成型机; 3、按成型方法分:套筒法及层贴法轮胎成型机。
全钢轮胎制造工艺流程
Metallic Cord Inlet in the Calender 压延机钢丝帘线入口
压延生产线(主要用于生产胎体、带束层、子口包布)
压型生产线(主要用生产复合内衬层、胶片)
钢圈制造工序
Assembling plate for dimensional stability of Apex
预备工艺及装备
预备工艺主要是生产组成轮胎所需的各种 部件的工序。
主要工序有:压出、压延、压型、钢圈制 造等。
Duplex aggregat for TBR production
双复合挤出机载重胎胎面生产
2
■ Head and all
extruders fitted into steel structure三ຫໍສະໝຸດ 角胎包半圈
硫
缠 绕
圈
化
胶 芯 贴 合
成型 喷涂 硫化 X光检验 外观检验 偏心度检验 成品入库
炼胶工艺及装备
炼胶工艺是将橡胶、炭黑、油料及各种配 合剂利用密炼机混炼成胶料的工序。
主要工序有:炭黑输送系统、油料输送系 统、配合工序、密炼工序、流片工序等。
四楼
配料
炭黑斗
炼胶工艺流程示意图
二楼
三楼
微机室
硫化工艺及装备
硫化工艺主要是利用硫化机将成型工艺生 产的各种轮胎生胎胚在一定的压力、温度、时 间条件下硫化成成品轮胎的工序。
主要工序有:硫化、外检、X光、外观修 补。
一 硫化设备:
子午线轮胎长期使用的硫化设备是A型(AFV 型)和B型(BOM型)两大类硫化机。
活络模和两半模型:
子午线轮胎的外胎硫化使用的模型有活络模和两 半模两种。同规格轮胎的胎胚定型后的外直径,用 活络模的可以大到接近成品外直径;用两半模的只 能小于轮胎模型花纹底部直径,才能使胎胚安置在 模型中充压硫化。
轮胎生产流程、生产工艺
第一节、生产流程及生产工艺合理的结构设计,配方设计,优质的原材料和科学的工艺条件,需要高精度的生产过程。
必须从生产工艺装备上形成比较完整的生产流水线及专用的辅助设备,保证生产工艺技术先进、严格、科学合理。
否则再好的设计,保证不了轮胎加工质量和精度,生产过程控制不好,也不可能有好的产品质量.生产过程主要包括:胶料制备、纤维帘布压延、各种型胶压出、钢丝帘布压延、裁断、钢丝圈制造、轮胎成型、硫化、白胎侧打磨和喷涂保护液、成品检测等几个主要工序.现将主要的工艺介绍如下:1、胶料制备:▲混炼工艺混炼工艺是子午胎生产的重要环节。
子午胎胶料的特点是碳黑填充量大,胶料硬度高,加入的助剂多,混炼困难。
根据不同的胶料要求和配方特点,确定的混炼工艺是不同的。
混炼过程分为母炼胶和终炼胶,母炼胶通常还分为一段母胶、二段母胶或三段母胶等。
碳黑的用量越大混炼的段数越多。
在整个的胶料制备过程中,要保证两个方面的过程得到有效的控制,一个是称量系统,要保证各种配方的橡胶和助剂等材料称量准确,二是要求在混炼过程中温度、时间、功率等工艺参数得到有效的控制,这些参数直接影响到混炼胶的质量的好坏。
目前各种物料的称量和输送和生产过程的工艺参数基本采用自动称量系统,由计算机自动控制,保证胶料的质量。
混炼系统一般包括为:小料自动称量系统碳黑储罐及称量系统工艺油储罐及称量系统隔离液储罐和循环系统上辅机控制系统密炼机下辅机系统用于母胶混炼密炼机一般容量大,效率高,如PX—420密炼机、GK400等,其下辅机为螺杆挤出机;用于终炼胶的密炼机为GK255密炼机、GK270N密炼机,其下辅机为开炼机,主要保证胶料的温度能尽快降低.密炼机密炼机是胶料混炼最重要的设备。
根据转子的不同密炼机可分为很多种。
ZZ2型转子具有排胶温度低、效率高、分散性好等特点,其炼胶性能均优于其它类型密炼机,特别适用于子午胎胶料的终炼。
4—Wing为四棱切线型转子,它具有较大的填充系数和能量输入,由于胶料在混炼室内得到最充分的流动,使其具有较高的出胶量和炼胶质量.PES3啮合型转子有较宽的棱部,能使胶料沿螺旋型棱部不断更新胶面,能消除流动很小的滞流区。
轮胎生产工艺_2
80±5 60±5 70±5 70±5
35~45 600±20
8~10
80±5 60±5 70±5
90
35~45 300±20
8~10
80±5 60±5 70±5
口型板温度,℃
80±5
排胶温度,℃
120以下
PPT文档演模板
轮胎生产工艺_2
压出速度即单位时间内压出长度(m/min)。 压出速度的快慢取决于挤出机的螺杆转速, 一般转速范围在30~5Or/min时,压出速度为4~
12m/min。 压出速度的快慢根据轮胎规格而定,大规格胎面压
出速度应比小规格胎面压出速度慢。压出速度还与生 胶品种、胶料含胶率、可塑度、压出温度等因素有关, 天然橡胶胎面压出速度应比合成胶胎面压出速度慢。
PPT文档演模板
轮胎生产工艺_2
压出速度
挤出机压出速度直接影响胎面半成品的规格及致密 性。
压出速度快:胎面半成品膨胀率及收缩率增大,表面 粗糙;
冷喂料复合压出机在胎面压出后,首先自然冷却, 再经收缩辊道定型,进入冷却水槽,其中喷淋冷却 25m,浸泡冷却1OOm。
PPT文档演模板
轮胎生产工艺_2
(4)胎面压出常见的质量缺陷及产生原因
表面不光滑 产生原因为,热炼温度低,热练不均匀; 压出温度过低;胶料焦烧;压出速度过快,联动装置 速度与之不匹配。
图3-2-5 四复合挤出机
轮胎生产工艺_2
图3-2-6 胎面挤出联动装置 1,3-挤出机;2-过桥输送带;4-接取运输装置;5-前部辊道秤; 6-冷却水槽;7-上升运输装置;8-切割装置;9-快速运输装置; 10-辊道秤;11-胎面取出装置
PPT文档演模板
轮胎生产工艺_2
车轮的加工工艺流程
车轮的加工工艺流程
1.材料准备:选择合适的材料,如铝合金、钢铁等,按照要求进行切割和整形。
2. 预处理:对材料进行预处理,包括清洗、除锈、去污等,以保证加工质量。
3. 热处理:根据车轮材料的性质,进行热处理,如淬火、回火等,以增强材料的硬度和强度。
4. 粗加工:利用车床、铣床等机械设备,进行车削、铣削等粗加工操作,将毛坯加工成近似车轮形状。
5. 精加工:采用磨削、镗孔等工艺,对车轮进行精密加工,以满足高精度、高表面质量的要求。
6. 检测:对车轮进行检测,包括外观检查、尺寸检查、质量检测等,以确保车轮符合技术要求和客户要求。
7. 表面处理:对车轮进行表面处理,如喷涂、镀铬等,以提高其表面光洁度和防腐性能。
8. 包装出货:对加工完成的车轮进行包装和出货,以保证在运输过程中不受损坏。
- 1 -。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
二、工艺技术方案
1、工艺流程图
(1)熔炼工序
(2)造型工序
本项目采用先进的脱箱造型工艺进行造型。
其技术先进性表现在:
①较高的设备精确度:成形件尺寸及形位精度高,为后续采用高效数控加工提供了理想毛坯。
可保证错箱误差小于0.1mm,铸件对机加工的要求降低到了最低值,能够最大限度的节约原材料。
②最佳的造型方式:可以比较方便、快捷地做出过去很难做出的结构件,从而为新产品开发提供了有力的制造技术支持。
③高效的生产能力:先进的PLC程序优化了所有机械系统、液压
系统的功能。
铸造生产方式高效率、高智能化、高柔性、清洁和集约化。
④原料的再利用:回收型砂、废砂,将新、旧砂混合用于造型。
1)震压式脱箱造型工艺
震压式脱箱造型工艺流程如下:
脱箱造型线用粘土砂砂处理工艺如下:
(3)后处理工序
用冒口去除机清理冒口,对废料和废砂进行回收利用;抛丸清理机对产品进行抛丸处理,定期检查抛丸粒度,使产品表面光洁;对铸件进行打磨处理后送到机械加工工段,经加工形成最终产品;用塑料纸密封保存,放入包装箱入库。
三、生产设备选择
1、设备选型原则
选择的工艺流程是否先进合理,很大程度上取决于选用的设备状况。
机器设备的质量和性能,对企业的生产能力、产品质量、原辅材料及公用工程单耗等方面都有直接的影响。
购置设备的费用,在生产成本中也占有相当的比重。
因此,选择什么样的设备,必须慎重考虑,设备选型应遵循先进、经济、实用的原则,综合考虑投入和产出的关系。
(1)技术上先进,经济上合理
选用的设备同工厂的生产规模相适应,并且能达到工艺要求,确保产品质量。
在选择设备时,尽量坚持选用连续化和自动化程度较高的机器设备,以降低工人的劳动强度和提高劳动生产率;同时还要容易保养和维修,公用工程(水、电等)单耗要低。
(2)安全可靠
在选择机器设备时,坚持选用经过生产实践考验合格的产品。
避免选用那些技术上不够成熟或未经技术鉴定和生产考验的机器设备。
(3)设备选型必须符合国家能效指标。
2、主要生产设备
生产设备选用国内外先进设备,并使装备水平在满足生产要求的前提下达到国内先进水平。
主要生产设备一览表。