夏米尔机火花纹的表面粗糙度
模德 妮红 咬花 蚀纹 脱模角规格表
G ---半光澤
G ---半光澤
HN2014 HN2015 HN2016 HN2017 HN2018 HN2019 HN2020 HN2021 HN2022 HN2023 HN2024 HN2025 HN2026 HN3000 HN3001 HN3002 HN3003 HN3004 HN3005 HN3006 HN3007 HN3008 HN3009 HN3010 HN3011 HN3012 HN3013
19~22 25~29 33~38 38~41 50~58 70~75 16~23 23~26 25~27 30~34 42~50 52~56 62~70
G ---半光澤
G ---半光澤
夏米尔机火花纹的表面粗糙度: VDI0 VDI4 VDI8 VDI10 VDI12 VDI14 VDI18 VDI20 VDI22 VDI24 VDI26 VDI28 VDI30 Ra0.1 Ra0.16 Ra0.25 Ra0.32 Ra0.40 Ra0.50 Ra0.80 Ra1.0 Ra1.26 Ra1.62 Ra2.0 Ra2.5 Ra3.2
2.5° 2.5° 3° 4° 4° 5° 2° 2.5° 3° 4° 4.5° 5° 5°
#400 #400 #400 #400 #400 #400 #400 #400 #400 #400 #400 #400 #400 S ---半光澤 1.5° 4~5 #800 1.5° 5~6 #800 1.5° 7~9 #800 2.5° 8~11 #800 3° 10~15 #600 3° 16~18 #600 3.5° 17~20 #600 1.5° 7~9 #600 2° 9~11 #600 2.5° 12~14 #600 2.5° 15~18 #600 3° 18~22 #600 3.5° 24~28 #600 3.5° 27~31 #600 S ---半光澤 每千分之一英寸, 拔模為 1°-1.5°
关于火花机EDM光洁度规定ok
注:表格中未涉及的具体火花位请参考电极火花位规定
ቤተ መጻሕፍቲ ባይዱ
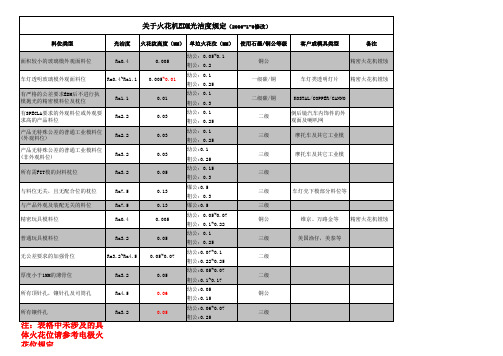
关于火花机EDM光洁度规定(2006-1-6修改)
料位类型 面积较小的玻璃模外观面料位 车灯透明玻璃模外观面料位 有严格的公差要求EDM后不进行执 模抛光的精密模料位及枕位 有SPECLA要求的外观料位或外观要 求高的产品料位 产品无特殊公差的普通工业模料位 (外观料位) 产品无特殊公差的普通工业模料位 (非外观料位) 所有需FIT模的封料枕位 与料位无关,且无配合位的枕位 与产品外观及装配无关的料位 精密玩具模料位 普通玩具模料位 无公差要求的加强骨位 厚度小于1MM的薄骨位 所有顶针孔,镶针孔及司筒孔 所有镶件孔 光洁度 Ra0.4 Ra0.4~Ra1.1 Ra1.1 Ra2.2 Ra2.2 Ra3.2 Ra3.2 Ra7.5 Ra7.5 Ra0.4 Ra3.2 Ra3.2~Ra4.5 Ra3.2 Ra4.5 Ra3.2 火花纹高度(MM) 单边火花位(MM) 0.005 0.005~0.01 0.01 0.03 0.03 0.03 0.05 0.13 0.13 0.005 0.05 0.05~0.07 0.05 0.06 0.05 幼公:0.05~0.1 粗公:0.2 幼公:0.1 粗公:0.25 幼公:0.1 粗公:0.3 幼公:0.1 粗公:0.25 幼公:0.1 粗公:0.25 幼公:0.1 粗公:0.25 幼公:0.15 粗公:0.3 爆公:0.5 粗公:0.3 爆公:0.5 幼公:0.05~0.07 粗公:0.1~0.22 幼公:0.1 粗公:0.25 幼公:0.07~0.1 粗公:0.22~0.25 幼公:0.05~0.07 粗公:0.1~0.17 幼公:0.05 粗公:0.15 幼公:0.06~0.07 粗公:0.25 使用石墨/铜公等级 铜公 一级碳/铜 二级碳/铜 二级 三级 三级 三级 三级 三级 铜公 三级 二级 二级 铜公 三级 维京、万路金等 美国渔仔,美泰等 精密火花机镗蚀 车灯壳下模部分料位等 车灯类透明灯片 KOSTAL/COPPER/CANNO 倒后镜汽车内饰件的外 观面及喇叭网 摩托车及其它工业模 摩托车及其它工业模 客户或模具类型 备注 精密火花机镗蚀 精密火花机镗蚀
表面处理

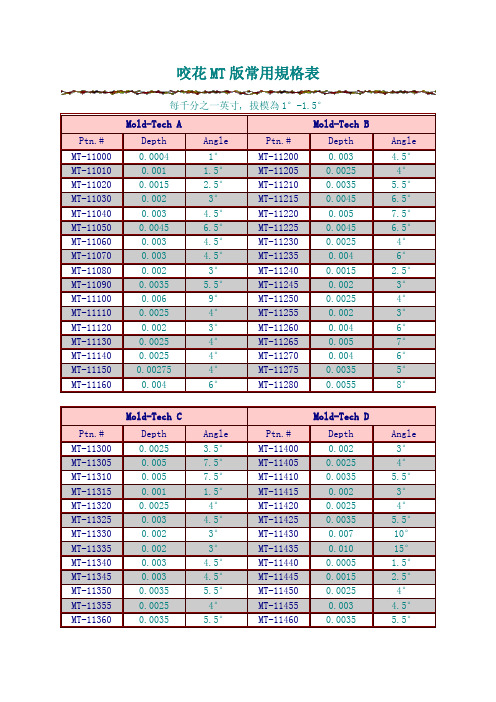
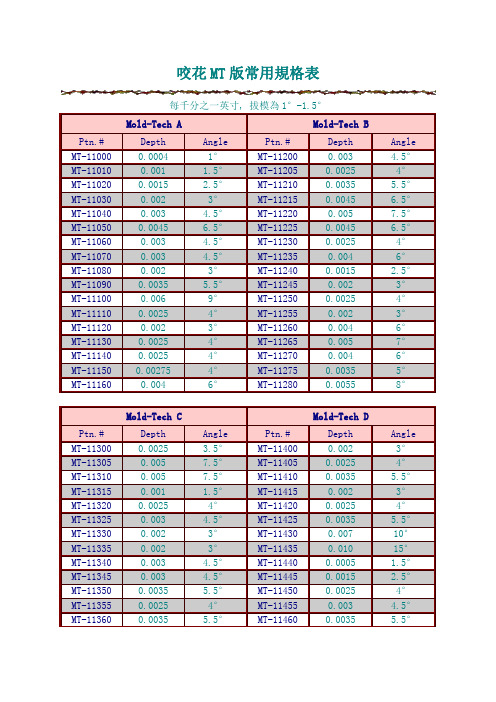
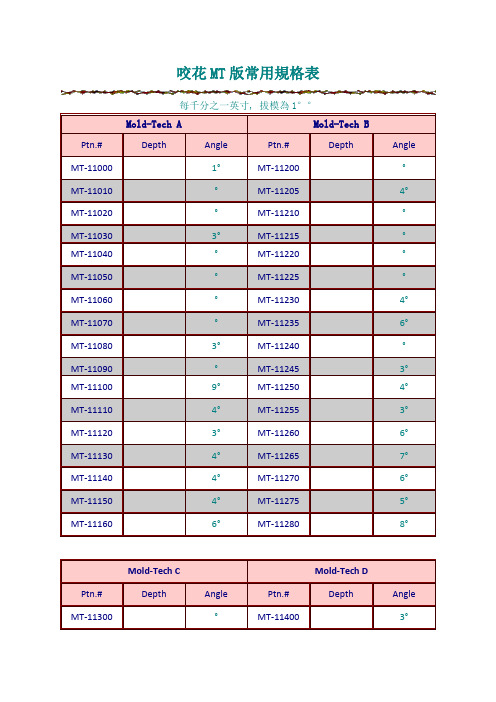
咬花MT版常用規格表每千分之一英寸, 拔模為1°-1.5°Mold-Tech A Mold-Tech BPtn.# Depth Angle Ptn.# Depth AngleMT-11000 0.0004 1°MT-11200 0.003 4.5°MT-11010 0.001 1.5°MT-11205 0.0025 4°MT-11020 0.0015 2.5°MT-11210 0.0035 5.5°MT-11030 0.002 3°MT-11215 0.0045 6.5°MT-11040 0.003 4.5°MT-11220 0.005 7.5°MT-11050 0.0045 6.5°MT-11225 0.0045 6.5°MT-11060 0.003 4.5°MT-11230 0.0025 4°MT-11070 0.003 4.5°MT-11235 0.004 6°MT-11080 0.002 3°MT-11240 0.0015 2.5°MT-11090 0.0035 5.5°MT-11245 0.002 3°MT-11100 0.006 9°MT-11250 0.0025 4°MT-11110 0.0025 4°MT-11255 0.002 3°MT-11120 0.002 3°MT-11260 0.004 6°MT-11130 0.0025 4°MT-11265 0.005 7°MT-11140 0.0025 4°MT-11270 0.004 6°MT-11150 0.00275 4°MT-11275 0.0035 5°MT-11160 0.004 6°MT-11280 0.0055 8°Mold-Tech C Mold-Tech DPtn.# Depth Angle Ptn.# Depth AngleMT-11300 0.0025 3.5°MT-11400 0.002 3°MT-11305 0.005 7.5°MT-11405 0.0025 4°MT-11310 0.005 7.5°MT-11410 0.0035 5.5°MT-11315 0.001 1.5°MT-11415 0.002 3°MT-11320 0.0025 4°MT-11420 0.0025 4°MT-11325 0.003 4.5°MT-11425 0.0035 5.5°MT-11330 0.002 3°MT-11430 0.007 10°MT-11335 0.002 3°MT-11435 0.010 15°MT-11340 0.003 4.5°MT-11440 0.0005 1.5°MT-11345 0.003 4.5°MT-11445 0.0015 2.5°MT-11350 0.0035 5.5°MT-11450 0.0025 4°MT-11355 0.0025 4°MT-11455 0.003 4.5°MT-11360 0.0035 5.5°MT-11460 0.0035 5.5°MT-11365 0.0045 7°MT-11465 0.005 7.5°MT-11370 0.004 6°MT-11470 0.002 3°MT-11375 0.004 6°MT-11475 0.002 3°MT-11380 0.004 6°MT-11480 0.003 4.5°Plaque #6 Plaque #7 Plaque #8 Plaque #10Ptn.# Depth Ptn.# Depth Ptn.# Depth Ptn.# DepthMT229 0.003 MT325 0.003 MT588 0.0085 MT 980 0.004MT392 0.004 MT964 0.003 MT888 0.013 MT9 01 0.003MT585 0.0035 MT1038 0.002 MT1028 0.0035MT945 0.0065MT889 0.004 MT1043 0.002 MT1067 0.013 M T970 0.002MT1013 0.003 MT1170 0.0025 MT1149 0.013MT972 0.0025MT1015 0.0055 MT1192 0.0015 MT1153 0.0075 MT973 0.0035MT1039 0.003 MT1239 0.003 MT1211 0.0095MT974 0.0025MT1055 0.0055 MT1240 0.003 MT1226 0.0035MT978 0.003MT1068 0.0055 MT1241 0.002 MT1227 0.0035MT985 0.0025MT1070 0.007 MT1242 0.002 MT1228 0.0095MT1055-1 0.0001MT1074 0.0055 MT1243 0.002 MT1230 0.013MT1055-2 0.0045MT1129 0.003 MT1244 0.0025 MT1232 0.003MT1055-3 0.0005MT1159 0.008 MT1250 0.003 MT1233 0.0035MT1055-4 0.0075MT1122 0.0015 MT2019 0.0025 MT1234 0.0035 MT1055-5 0.001MT1125 0.006 MT2020 0.002 MT1235 0.0035MT1055 0.0015MT1126 0.0065 MT2028 0.0025 MT1236 0.0035 MT1055-6 0.0017MT1127 0.0025 23053 0.002 MT1238 0.0045 M T1055-7 0.0225MT1526 0.0135 23064 0.0015 23031 0.0085昵宏咬花規格表咬花番號拔模斜度平均值μ打光程度加工種類HN-DS11 1° 5 ~ 7 800 噴砂咬花HN-DS12 1.5°10 ~ 13 600 ~ 800HN-DS13 2°12 ~ 15 600 ~ 800HN-DS14 2°13 ~ 19 600 ~ 800HN-DS01 3°25 ~ 30 320HN-DS02 4°35 ~ 40 320HN-DS03 4°36 ~ 42 320 化學咬花HN-DS04 4.5°38 ~ 43 320HN-DS05 1.5°9 ~ 13 800HN-DS06 2°14 ~ 19 800HN-DS07 2.5°19 ~ 24 600HN-DS08 3°25 ~ 30 400梨地NO. 1 2°8~9 #400梨地NO. 2 2.5°15~16 #400梨地NO. 3 3°15~17 #400梨地NO. 4 3.5°16~18 #400梨地NO. 5 4°20~23 #400梨地NO. 6 4.5°25~30 #400梨地NO. 7 6°40~42 #320梨地NO. 8 6°57~60 #320梨地NO. 9 6°60~66 #320S ---半光澤G ---半光澤NO. 1 1° 1.7 鏡面NO. 2 1° 1 鏡面NO. 3 1° 1.4 鏡面NO. 4 1° 1.8 1000NO. 5 1° 2.9 1000NO. 6 1.5° 4 1000NO. 7 1.5° 6.5 #800NO. 8 2°7 #800NO. 9 2.5°7.7 #800NO. 10 3°10~11 #600NO. 11 3~4°12~15 #600S ---半光澤G ---半光澤HN20 2.5°12~14 #400 HN21 3°15~17 #400 HN22 3~4°23~25 #400 HN23 4~5°33~37 #320 HN24 4°19~21 #320 HN25 4°23~25 #320 HN26 4°26~30 #320 HN27 5°37~40 #320 HN28 5~6°41~43 #320 HN29 5~6°45~50 #320 HN30 6°58~63 #320 HN31 6°65~73 #320S ---半光澤G ---半光澤HN1000 1°4~5 #800 HN1001 1°5~6 #800 HN1002 1.5°8~ #800 HN1003 1°3~4 #800 HN1004 1°4~5 #800 HN1005 1°5~6 #800 HN1006 2°10~11 #600 HN1007 2.5°12~13 #600 HN1008 3°17~19 #600 HN1009 1.5°6~7 #600 HN1010 2°7~8 #600 HN1011 3°13~14 #600 HN1012 3.5°25~27 #400 HN1013 4°33~37 #400 HN1014 5°43~50 #400 HN1015 3°19~21 #400 HN1016 4°32~~33 #320 HN1017 5°36~~38 #320 S ---半光澤G ---半光澤HN2000 1.5°8~9 #600 HN2001 2°13~15 #600 HN2002 2.5°22~34 #400 HN2003 3.5°40~44 #400 HN2004 4°44~47 #400 HN2005 5.5°61~65 #400 HN2006 5.5°60~63 #400 HN2007 5°61~64 #400 HN2008 5°63~66 #400 HN2009 3°33~35 #400HN2011 2°20~21 #400 HN2012 3°28~32 #400 HN2013 3.5°30~35 #400 HN2014 2.5°19~22 #400 HN2015 2.5°25~29 #400 HN2016 3°33~38 #400 HN2017 4°38~41 #400 HN2018 4°50~58 #400 HN2019 5°70~75 #400 HN2020 2°16~23 #400 HN2021 2.5°23~26 #400 HN2022 3°25~27 #400 HN2023 4°30~34 #400 HN2024 4.5°42~50 #400 HN2025 5°52~56 #400 HN2026 5°62~70 #400 S ---半光澤G ---半光澤HN3000 1.5°4~5 #800 HN3001 1.5°5~6 #800 HN3002 1.5°7~9 #800 HN3003 2.5°8~11 #800 HN3004 3°10~15 #600 HN3005 3°16~18 #600 HN3006 3.5°17~20 #600 HN3007 1.5°7~9 #600 HN3008 2°9~11 #600 HN3009 2.5°12~14 #600 HN3010 2.5°15~18 #600 HN3011 3°18~22 #600 HN3012 3.5°24~28 #600 HN3013 3.5°27~31 #600 S ---半光澤G ---半光澤每千分之一英寸, 拔模為1°-1.5°夏米尔机火花纹的表面粗糙度:VDI0 Ra0.1VDI4 Ra0.16VDI8 Ra0.25VDI10 Ra0.32VDI12 Ra0.40VDI14 Ra0.50VDI18 Ra0.80VDI20 Ra1.0VDI22 Ra1.26VDI24 Ra1.62VDI26 Ra2.0VDI28 Ra2.5VDI30 Ra3.2。
3产品蚀纹与拔模角关系
G ---半光澤
G ---半光澤
HN26 HN27 HN28 HN29 HN30 HN31 HN1000 HN1001 HN1002 HN1003 HN1004 HN1005 HN1006 HN1007 HN1008 HN1009 HN1010 HN1011 HN1012 HN1013 HN1014 HN1015 HN1016 HN1017 HN2000 HN2001 HN2002 HN2003 HN2004 HN2005 HN2006 HN2007 HN2008 HN2009 HN2010 HN2011 HN2012 HN2013
昵宏咬花規格表
咬花番號 HN-DS11 HN-DS12 HN-DS13 拔模斜度 1° 1.5° 2° 平均值 μ 5 ~ 7 10 ~ 13 12 ~ 15 打光程度 800 600 ~ 800 600 ~ 800 加工種類
噴砂咬花
HN-DS14 HN-DS01 HN-DS02 HN-DS03 HN-DS04 HN-DS05 HN-DS06 HN-DS07 HN-DS08 梨地 NO. 梨地 NO. 梨地 NO. 梨地 NO. 梨地 NO. 梨地 NO. 梨地 NO. 梨地 NO. 梨地 NO. NO. NO. NO. NO. NO. NO. NO. NO. NO. NO. NO. NO. HN20 HN21 HN22 HN23 HN24 HN25 1 2 3 4 5 6 7 8 9 10 11 12 1 2 3 4 5 6 7 8 9
0.005 0.002 0.002 0.003 Plaque Ptn.# MT980 MT901 MT945 MT970 MT972 MT973 MT974 MT978 MT985 MT1055-1 MT1055-2 MT1055-3 MT1055-4 MT1055-5 MT1055 MT1055-6 MT1055-7
国内外慢走丝线切割状况的比较

台湾低速走丝电火花线切割机的最高加工效率在200 mm2/min左右,实用加工效率为100~ 120 mm2/min,切割表面粗糙度为Ra 0.5~0.8μm。一般认为台湾机的切割精度应在±0.005 mm左右。 大陆企业制造的低速走丝电火花线切割机
(3)中档低速走丝电火花线切割机
为了抢占中国市场,日本、瑞士的电加工机床制造企业推出了这档机床,价格一般在50~80万元/台。如瑞士阿奇公司的XENON、夏米尔公司的380,日本沙迪克公司的AQ系列、三菱电机公司的FA系列等。这类机床一般由这些公司在中国设立的工厂制造,如北京阿奇夏米尔公司、大连三菱公司、苏州沙迪克特种公司。
上述3个档次的低速走丝电火花线切割机也可称为高档机、标准机、入门机。
国内
台湾制造的低速走丝电火花线切割机
台湾的低速走丝电火花线切割机起步虽然较晚,但这几年来发展迅速。其关键的一个举措就是由若干家电加工机床制造企业共同出资,在有关部门一定限度的支持下,由台湾工业技术 研究院投入大量的人力、物力做关键技术的开发。经过10多年的攻关,在控制系统及电源等关键技术上取得了突破。
这档机床的配置和性能满足了用户采用低速走丝电火花线切割加工的基本要求。一般都采用无电阻、防电解电源,具有水浸式加工、锥度切割功能。实用的最高加工效率为120~150 mm2/min ,最佳表面粗糙度达Ra<0.5μm,切割精度可达±0.005mm,一般都采用0.15 mm以上的铜丝进行切割。这档机床一般都具备自动穿丝功能,可供用户选配。
目前苏州电加工研究所中特公司生产的一种普及型DK7632C低速走丝电火花线切割机,其加工精度在±0.005 mm,最佳表面粗糙度为Ra0.8μm,有效加工效率为50~60mm2/min,售价为每台20余万元。
火花纹理说明
火花纹是铜公放电时在模具表面留下的烧蚀痕迹。 电火花冲出来的时候可以有粗的和细的 火花纹与咬花的区别: 火花纹其纹面是麻点, 麻点粗细程度可以通过火花机的电流调整,但花纹形式就只有一种 而晒纹, 其花纹形式多样, 当然火花纹也能作出来。 其纹面深度也可以有深有浅, 有粗有细, 花样很多。 有的纹路用放电可以做出来用晒纹的话也可以做出来! 一般来说!电火花的纹路是以点起纹的!看起来有点像水泥块表面细沙的效果. 而晒纹是通过绘画非林然后用药水腐蚀模具工件的表面.达到与非林图案相同的表面效果.晒纹表面看起来点凸点与凸 点之间有相连的感觉. 火花纹是铜工时放电产成的,其纹路相似,而粗细由当时的电流决定,而且分布不是非常均匀,深度较浅。 晒纹则是用化学方式腐蚀出来的,我们可以控制其产生的区域,其纹路多样,分布均匀,深度可以控制(比如我们可以 用晒纹的方式刻字) 。 一般来说,晒纹比火花纹更规则。另台湾人称晒纹为咬花。
个人感觉这些不是非常重要,重要的是客户的选择,火花纹简单而且便宜,如果要做晒纹,则必须先对模具抛光,而且 工艺复杂,对模具材料和拔 模角度都有要求。设计时需要多加注意。
ቤተ መጻሕፍቲ ባይዱ
首先目前所提的模具一般是指压铸模跟塑胶 模,而这两种模具一般是用钢作为材质,而 针对加工钢材的时候有一道工序叫做放电, 放电所用的机台就是火花机,火花机的工作 原理是瞬间高压电击而产生高温融化钢材, 因为是电击而且是高温融化,所以被融化的 钢材会坑坑洼洼的,那么这些坑坑洼洼的纹 路就叫火花纹。
夏米尔35P23UP火花机指令操作手册

夏米尔35P23UP火花机指令操作手册1. 简介夏米尔35P23UP火花机是一款高性能、高精度的电火花加工设备,适用于模具、零件等金属加工领域。
为了帮助您更好地使用本设备,我们提供了本操作手册,详细介绍了操作步骤、指令及注意事项。
2. 操作步骤2.1 开机准备1. 确保设备电源线已正确连接。
2. 打开电源开关,设备自检。
3. 等待设备初始化完成。
2.2 参数设置1. 通过控制面板上的键盘输入所需参数,包括:- 放电功率(W)- 放电频率(Hz)- 脉冲宽度(μs)- 脉冲间隙(μs)- 加工速度(mm/min)2. 确认参数设置无误。
2.3 工件装夹1. 将工件放置在工作台上,确保工件与工作台表面平行。
2. 装夹工件,可以使用夹具或吸附式装夹。
3. 调整工作台,使工件位于加工位置。
2.4 开始加工1. 通过控制面板上的按键选择“开始”指令。
2. 设备开始加工,监控加工过程。
3. 如需停止加工,请选择“停止”指令。
2.5 关机操作1. 选择“关机”指令。
2. 等待设备安全停止。
3. 关闭电源开关。
3. 指令说明3.1 常用指令- 开机:POWER ON- 关机:POWER OFF- 开始加工:START- 停止加工:STOP- 复位:RESET3.2 参数设置指令- 放电功率(W):DISCHARGE POWER- 放电频率(Hz):DISCHARGE FREQUENCY - 脉冲宽度(μs):PULSE WIDTH- 脉冲间隙(μs):PULSE INTERVAL- 加工速度(mm/min):SPEED4. 注意事项1. 操作设备时,请务必遵守安全操作规程。
2. 确保设备电源线、控制线等连接正确无误。
3. 不要触碰正在加工的工件,以免发生意外。
4. 定期检查设备,确保设备正常运行。
5. 故障排除如果设备在运行过程中出现故障,请参照以下步骤进行排除:1. 检查设备电源线、控制线等连接是否正常。
2. 检查设备参数设置是否正确。
电火花加工的表面质量

4 结论与建议
4.1 结论 本研究设计的独立学院体育课堂评估量表有一级指标 5 项(教学
准 备 、教 学 态 度 、教 学 方 法 、运 动 负 荷 和 教 学 效 果)和 18 项 二 级 指 标, 文中对各级指标内涵和权重设置做了阐述,并通分析证明:本研究设 计的专家评估体系具有较好的信度和效度指标, 应用中具有实效性、 可行性特点。 4.2 建议
工件材料对加工表面粗糙度也有影响,熔点高的材料(如硬质合 金),单脉冲形成的凹坑较小,在相同能量下加工的表面粗糙度要比熔 点低的材料(如钢好)。 当然,加工速度会相应下降。
模具中产品蚀纹与拔模角关系
MT1055-6
MT1127
23053
MT1238
MT1055-7
MT1526
23064
23031
昵宏咬花規格表
咬花番號
拔模斜度
平均值μ
打光程度
加工種類
HN-DS11
1°
5 ~ 7
800
噴砂咬花
HN-DS12
°
10 ~ 13
600 ~ 800
HN-DS13
2°
12 ~ 15
600 ~ 800
3°
MT-11380
6°
MT-11480
°
Plaque #6
Plaque #7
Plaque #8
Plaque #10
Ptn.#
Depth
Ptn.#
Depth
Ptn.#
Depth
Ptn.#
Depth
MT229
MT325
MT588
MT980
MT392
MT964
MT888
MT901
MT585
MT1038
MT1028
#800
HN3002
°
7~9
#800
HN3003
°
8~11
#800
HN3004
3°
10~15
#600
HN3005
3°
16~18
#600
HN3006
°
17~20
#600
HN3007
°
7~9
#600
HN3008
2°
9~11
#600
HN3009
°
12~14
详解夏米尔35P23UP火花机使用手册

详解夏米尔35P23UP火花机使用手册夏米尔35P23UP火花机使用手册详解夏米尔35P23UP火花机是一款高性能、高精度的电火花加工设备,广泛应用于模具制造、零件加工等领域。
为了确保用户能够正确、安全地操作本设备,特制定本使用手册。
以下是本手册的主要内容:一、概述1.1 产品特点- 高加工精度:采用高精度线性导轨,确保加工精度达到微米级。
- 高加工效率:高速伺服电机,实现高效、快速的加工。
- 稳定性好:采用高刚性结构设计,确保设备在长时间运行过程中保持稳定。
- 操作简便:人性化设计,便于操作及维护。
1.2 技术参数二、操作步骤2.1 开机准备1. 确保设备清洁,无油污、灰尘等。
2. 检查各部件是否固定牢固,无松动现象。
3. 检查冷却液是否充足,不足时需及时补充。
4. 确认电源已切断,避免发生意外。
2.2 操作界面1. 开机后,进入设备操作界面。
2. 根据加工需求,设置加工参数(如加工电流、电压、速度等)。
3. 点击“开始加工”按钮,启动加工过程。
4. 加工过程中,可通过操作界面实时监控设备运行状态。
2.3 加工过程1. 按照设定的加工参数进行电火花加工。
2. 加工过程中,需密切关注设备运行情况,如有异常,立即停机检查。
3. 加工完成后,关闭设备电源。
2.4 关机及维护1. 关闭设备电源,确保设备处于安全状态。
2. 清理工作台及设备周围的废料、灰尘等。
3. 对设备进行日常维护,如检查导轨、丝杠等部件的润滑情况。
三、故障排除3.1 常见故障及原因3.2 故障排除方法1. 检查工作台、导轨等部件是否存在磨损,如有磨损,需及时更换或维修。
2. 检查加工参数设置是否正确,如有问题,重新设置。
3. 检查伺服电机、丝杠等部件是否正常工作,如有故障,及时维修或更换。
4. 检查电源、电极等部件是否存在故障,如有问题,及时维修或更换。
5. 检查设备各部件是否松动,如有松动,重新紧固。
6. 检查轴承等部件是否故障,如有故障,及时维修或更换。
瑞士夏米尔电火花资料
成形加工的应用和工艺手册141 001 380/E/06.2004 ver.A1、电火花成形加工工艺2、铜/钢3、石墨/钢4、铜钨合金/钢工艺 5、铜钨合金/硬质合金6、铜/铜1、电火花成形加工工艺1.1引言…………………1.3 1.2工作液………………1.4 1.3表面粗糙度…………1.5 1.4应用的不同类型……1.8 1.5工艺表名称…………1.10 1.6工艺曲线的应用……1.111.1 引言本手册介绍的方法可用来确定主参数,其特点是在指定的应用标题下,快速实现对加工作业的最好优化。
本手册是根据夏米尔公司的工艺经验编写的。
应用可分为下列几类:- 标准加工- 轮廓加工- 窄深槽加工- 小深度加工- 抛光加工的一些通用知识(第1章),然后研究了电极/工件材料对的专门问题(第2-6章)。
这些材料对将在后面详述。
一般来说,对于每一种材料对,均由工艺曲线显示各参数设定值(规准)的联系。
对于手动加工模式,电极尺寸缩小量及加工间隙则对每种规准以曲线或表格形式列出。
编程专家系统纳入了为材料对铜/钢和石墨/钢研制的几种加工策略。
1.2 工作液工作液要按照在机床上最常见的应用类型来选择。
其最主要的特性是粘度(用厘斯,cst表示)及闪点(单位用℃)高粘度的油不适用于精加工,因为这时所用的规准使用隙太小,以致在电极和工件之间的工作液循环不良。
粗加工时采用中等粘度的油可使加工效率较高。
闪点过低的工作液,比较容易挥发和释放大量气体,对加工不利。
建议:·一般加工:工作液粘度4-10cst·精加工:工作液粘度2- 3cst主要产品表:牌号粘度闪点毒性等级试用与否注:X-已由夏米尔公司试用过1.3 表面粗糙度1.3.1 电火花加工表面的结构和特性在电火花加工中,材料的去除主要是靠热作用进行的,放电中的温度据称高达8000°—12000℃。
这些高温放电显然会影响被加工表面的组织结构,这种影响或多或少与材料有关(有一些材料看不出有任何改变)。
电火花加工模具钢表面粗糙度与硬度、钢材及脉冲宽度关系的实验研究

中 国 科 技 信 息2 0 i 4 年 幕 0 7 期・ c H I N A S C I E N C E A N D T E C H N O L O G Y I N F O R M A T I O N A p r . 2 o 1 4
电火花加工模具钢表面粗糙度与 硬度 、钢材及脉冲宽度关系的实验研究
度、高硬度、高耐磨性和高耐腐蚀性的要求[ 1 ] ,电火花加
t 的 表 面 粗 糙 值 直 接 影 响 工件 的 使用 性 能 ,如耐 磨 性 、
配合性能 、接触刚度 、疲劳 强度和耐 腐蚀性 等 。电火花 加工粗糙度值的影响 因素可分 为电参数和非 电参数 两大
类【 2 】 o
钢、6 0 S i , Mn 钢 )采用不同的热处理方案进行热处理 ,获 得不 同硬度 的试 样 。热处 理方案 如 下:
子 油 ,冷 却  ̄ ] I 2 0 ℃ ~4 0 ℃ ,硬 度6 0 HRC~6 8 HRC; 回火
( 1 )
实 测的 表面粗 糙 度 ; K —— 与 工具 电极材 料和 工件 材料 有关 的常 数 ;
— —
…
温度 :3 5 0 ℃ ,得 到 的组织 为 回火马 氏体 ; 4 5 钢 : 条件 1 :淬 火 :加 热温 度 :8 4 0 ℃ ,介 质 :锭 子
形 成一 次放 电通 道 的持续 时 间; i —— 峰值 电流 [ 。
t
— —
。
油 ,冷 却 ̄ J l 2 0 ℃~ 4 0 ℃ ,硬度 ≥5 9 HRC ; 回火 :温 度 5 0 0 ℃ ,得 到 的组织 为 回火索 氏体 ;
条件 2 :淬 火 :加 热温 度 : 8 4 0 ℃ ,介 质 :锭 子油 ,冷 却 到2 0 ~4 0 ℃ ,硬 度 ≥5 9 HRC ; 回火 :温 度2 1 0 ℃ ,得 到
电火花加工模具钢表面粗糙度与硬度、钢材及脉冲宽度关系的研究

周松,刘雨嘉,何小磊,郝宇,赵明飞
(南京农业大学工学院,江苏南京210031)
摘要:电火花加工的表面粗糙值直接影响工件的使用性能,如耐磨性、配合性能、接触刚度、疲劳强度和耐腐蚀性等。电火花加工粗糙度值的影响因素可分为电参数和非电参数两大类,电规准中对表面粗糙度影响较为显著的是脉冲宽度,工件材料的性质也会对加工表面粗糙度产生影响。
关键词:粗糙度;脉冲宽度;硬度
0
随着制造业中产品的精度、表面质量、耐磨性等要求越来越严格,各相关领域对模具的制造提出了高精度、高硬度、高耐磨性和高耐腐蚀性的要求[1]。因模具制造中使用的材料难加工,且工件形状复杂,使得常规机械加工方法难以实现。而电火花加工主要依靠放电产生的热能使工件材料熔化、气化,进而从工件基体上去除多余材料,适宜应用该方法进行特殊及复杂模具的成型加工[2,3]。电火花加工的表面粗糙值直接影响工件的使用性能,如耐磨性、配合性能、接触刚度、疲劳强度和耐腐蚀性等。电火花加工粗糙度值的影响因素可分为电参数和非电参数两大类[4]。
序号材料组织硬度t8回火索氏体38hrct8回火马氏体57hrct8回火马氏体62hrc回火索氏体31hrc回火马氏体49hrc回火马氏体56hrc60si2mn回火索氏体43hrc60si2mn回火马氏体58hrc60si2mn回火马氏体61hrc212电火花加工实验条件本实验研究主要针对模具钢加工的表面粗糙度进行实验设计电火花工艺实验的条件如序号机床工具电极材料工作液edm7125紫铜煤油22电火花实验电火花加工中电规准的变量及取值很多根据式1可知所有电规准中脉冲宽度对表面粗糙度与加工效率影响是十分显著的本实验主要讨论硬度材料及脉冲宽度对电火花加工后工件粗糙的的影响
模具开发流程
HN1000 HN1001 HN1002 HN1003 HN1004 HN1005 HN1006 HN1007 HN1008 HN1009 HN1010 HN1011 HN1012 HN1013 HN1014 HN1015 HN1016 HN1017
1° 1° 1.5° 1° 1° 1° 2° 2.5° 3° 1.5° 2° 3° 3.5° 4° 5° 3° 4° 5°
Plaque Ptn.# MT980 MT901 MT945 MT970 MT972 MT973 MT974 MT978 MT985 MT1055-1 MT1055-2 MT1055-3 MT1055-4 MT1055-5 MT1055 MT1055-6 MT1055-7
#10 Depth 0.004 0.003 0.0065 0.002 0.0025 0.0035 0.0025 0.003 0.0025 0.0001 0.0045 0.0005 0.0075 0.001 0.0015 0.0017 0.0225
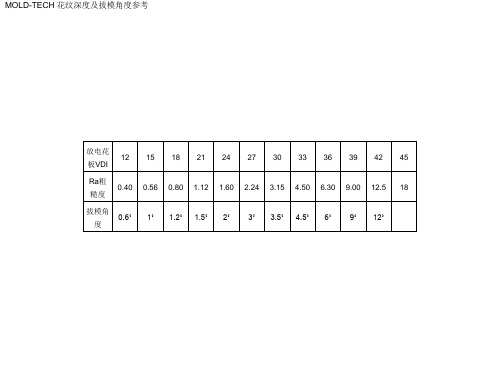
MOLD-TECH 花纹深度及拔模角度参考
放电花 板VDI Ra粗 糙度 拔模角 度 12 15 18 21 24 27 30 33 36 39 42 45
0.40
0.56
0.80
1.12
1.60
2.24
3.15
4.50
6.30
9.00
12.5
18
0.6˚
1˚
1.2˚
1.5˚
2˚
3˚
3.5˚
4.5˚
1.5° 2° 2.5° 3.5° 4° 5.5° 5.5° 5° 5° 3° 3.5° 2° 3° 3.5° 2.5° 2.5° 3° 4° 4° 5° 2° 2.5° 3° 4° 4.5° 5° 5°
VDI 3400

VDI3400德国皮纹标准具体12-45中的哪个,需要指定最常用27、30、33这三个号。
如果产品不大,可以用火花是可以做到。
但产品大了,直接打火花,不容易做出均匀的纹。
打完火花,抛光后再腐蚀纹。
Ra值对应表According to a (German) Document the VDI surfaces correspond to the following Ra / Rz Values and require the following drafting angles:VDI; Ra; Rz; DA-PA; DA-PC; DA-ABS12; 0,40; 1,5; 0; 1,0; 0,515; 0,56; 2,4; 0,5; 1,0; 0,518; 0,80; 3,3; 0,5; 1,0; 0,521; 1,12; 4,7; 0,5; 1,0; 0,524; 1,60; 6,5; 0,5; 1,5; 1,027; 2,24; 10,5; 1,0; 2,0; 1,530; 3,15; 12,5; 1,5; 2,0; 2,033; 4,50; 17,5; 2,0; 3,0; 2,536; 6,30; 24,0; 2,5; 4,0; 3,039; 9,00; 34,0; 3,0; 5,0; 4,042; 12,50; 48,0; 4,0; 6,0; 5,045; 18,00; 69,0; 5,0; 7,0DA-PA = Drafting Angle for PolyamideDA-PC = Drafting Angle for PolycarbonateDA-ABS = Drafting Angle for Acrilnitrile-Butadiene-Styrol glass reinforced materials require more drafting表面粗糙度表面粗糙度可用称为表面轮廓仪的仪器测量。