带提手的桶盖注塑模具设计
桶盖注塑模具课程设计

Hefei University课程设计C O U R S E P R O J E C T题目:桶盖注塑模模具课程设计系别:机械工程系专业: 08材料成型及控制工程(1)班学制:四年姓名:学号:导师:2011年 9 月 17 日目录一.塑件成型工艺性分析 (3)二.拟定模具的结构形式 (4)1.分型面位置的确定 (4)2.确定型腔数量和排列方式 (4)3注塑机型号的确定 (4)(4)注射机有关参数的校核 (5)三.浇注系统的设计 (6)3.1 主流道设计 (6)四、浇口的设计 (7)(2)校核浇口的剪切速率 (7)五、成型零件的结构设计和计算 (7)5.1.成型零件的机构设计 (7)5.2.成型零件钢材选用 (7)5.3.成型零件工作尺寸的计算 (8)5.4. 成型零件尺寸及动模垫板厚度的计算 (9)(1)凹模侧壁厚度的计算 (9)(2)动模垫板的厚度计算 (9)(3)动模垫板厚度与模架的两个垫块有跨度关系 (9)(3)模架的确定和标准件的选用 (10)六.脱模推出机构设计 (11)6.0.脱模力的计算 (11)6.1模架的确定 (13)6.2排气槽的设计 (13)6.3冷却系统的设计 (13)6.4导向和定位结构的设计 (15)6.5模具装配图 (15) (16)七、课程设计总结 (16)八、参考文献 (17)一. 塑件成型工艺性分析本模具注塑件是塑料桶盖,基本尺寸如图。
1.塑件的分析(1)外形尺寸:壁厚4mm,结构对称,适合注射成型。
(2)精度等级:MT5,查表确定每个尺寸的公差。
(3)脱模斜度:PP 为无定型塑料,流动性好,选择该塑件上型芯和凹模的统一脱模斜度为45分。
(4)圆角过渡:半径1.5mm. 2.PP 的性能分析(1)使用性能:密度小,强度高耐热性均优于聚乙烯,可在100°C 左右使用,具有优良的耐腐蚀性高频绝缘性,不受湿度影响,(2)但低温时变脆,不耐磨,易老化。
(3)成型性能:1.结晶料,吸湿性小,易发生熔体破裂,长期与热金属接触易分解。
便携式手提箱注塑模具设计

便携式手提箱注塑模具设计
一般的设计原则:
1. 确定产品需求:考虑手提箱的尺寸、重量和用途等因素,确定产品设计的基本要求。
2. 材料选择:根据手提箱的用途和预算,选择适合的注塑材料,如ABS、PP或PC等。
3. 构思设计概念:根据产品需求,构思手提箱的整体外观、结构和功能布局等。
4. 细节设计:考虑手提箱的细节部分,如手柄、轮子、锁扣等,确保其坚固耐用且易于操作。
5. 模具设计:根据设计概念,绘制注塑模具的详细图纸,确保模具能够精确地制造出手提箱的形状和尺寸。
6. 模具制造和调试:选择信誉良好的模具制造商,制造和调试手提箱注塑模具。
注塑模具不规则桶状模具技术图解
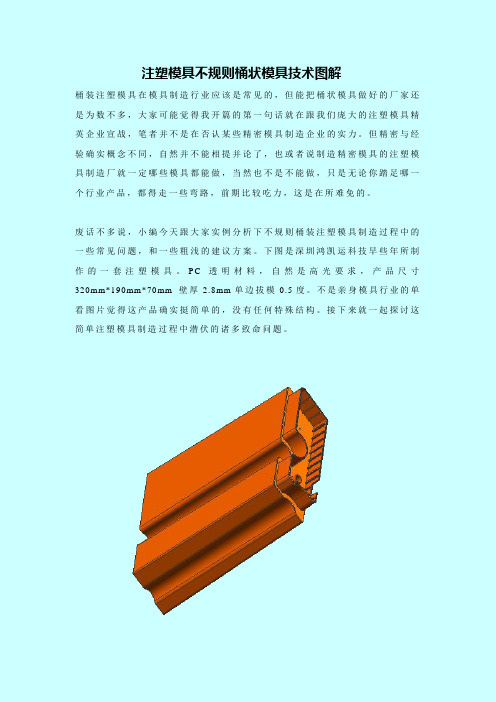
注塑模具不规则桶状模具技术图解桶装注塑模具在模具制造行业应该是常见的,但能把桶状模具做好的厂家还是为数不多,大家可能觉得我开篇的第一句话就在跟我们庞大的注塑模具精英企业宣战,笔者并不是在否认某些精密模具制造企业的实力。
但精密与经验确实概念不同,自然并不能相提并论了,也或者说制造精密模具的注塑模具制造厂就一定哪些模具都能做,当然也不是不能做,只是无论你踏足哪一个行业产品,都得走一些弯路,前期比较吃力,这是在所难免的。
废话不多说,小编今天跟大家实例分析下不规则桶装注塑模具制造过程中的一些常见问题,和一些粗浅的建议方案。
下图是深圳鸿凯运科技早些年所制作的一套注塑模具。
PC透明材料,自然是高光要求,产品尺寸320mm*190mm*70mm 壁厚2.8mm单边拔模0.5度。
不是亲身模具行业的单看图片觉得这产品确实挺简单的,没有任何特殊结构。
接下来就一起探讨这简单注塑模具制造过程中潜伏的诸多致命问题。
注塑模具分为四个系统:浇注系统,型腔系统,冷却系统,顶出系统师出不同,理念不同,设计制造方案自然不同,只能说条条大道通北京。
但四大系统缺一不可,每一个都至关重要。
1、浇注系统:我们生活中有很多类似的产品,比如我们用的盆桶杯子等等。
但基本上都是规则的圆桶状。
我们在注塑模具浇注设计时选择从产品中心点单点进胶,注塑加工过程中匀速包下来。
上图产品则不然,中心单点进胶势必造成四边走胶不均匀,结果型芯冲歪或者胶位壁厚偏差大。
在不规则条件下,我们无法得知平衡进胶点,建议注塑模具开模前先做模流分析。
以减少后续不必要的N次更改和人力成本浪费。
2、型腔系统:自然是根据客户的提供的产品图档,审核,分析其结构的合理性和模具加工中的结构成本,提供合理的改善建议。
在满足客户产品其性能装配等条件的前提下,尽可能的将模具简单化。
即能减小模具的加工难度也可以提高制造效率,减少后续模具的修改概率。
缩短客户产品开发周期。
3、冷却系统:PC料通常都用作高光产品,要达到高光的效果,注塑加工中习惯使用模温机提升模具温度。
桶盖模具设计N
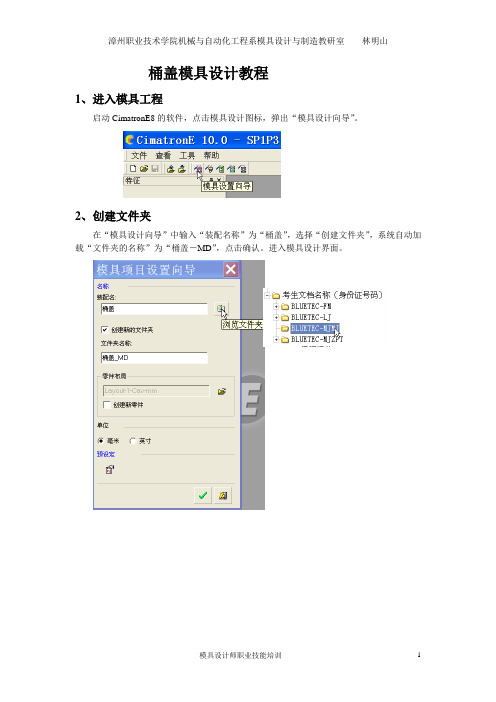
桶盖模具设计教程1、进入模具工程启动CimatronE8的软件,点击模具设计图标,弹出“模具设计向导”。
2、创建文件夹在“模具设计向导”中输入“装配名称”为“桶盖”,选择“创建文件夹”,系统自动加载“文件夹的名称”为“桶盖-MD”,点击确认。
进入模具设计界面。
3、加载工件1)点击模具设计向导(快速模具设计向导)中的“加载工件”,弹出“加载工件”的对话框。
选择“文档名称”的打开图标,弹出“CimatronE的浏览器”,选择要加载的文档。
之后弹回“加载工件”的对话框,并在“设置工作零件”的“文档名称”中加载“桶盖-WORK”,选择“应用收缩于工作模型”,设置“收缩比例”为“1.005”(根据塑料类型的收缩率)。
2)命令行提示“选择放置工件的布局坐标系”,选择当前的坐标系。
3)加载结果4)在“特征向导”中点击确认。
5)特征树的变化,在特征树中的“桶盖-MD 零件中”的文字变为加粗显示。
4、激活零件选择模型零件名,右击鼠标弹出下拉菜单,选择“激活部件”或直接双击模型零件名(有时需要选择模型后再点击激活)。
激活后可以看到零件名的显示为加粗。
5.快速断开1)点击模具设计向导中的“分模”,选择“快速断开”。
“快速断开”:就是定义分模方向并且定义垂直面,按照设定的方向断开实体,该实体可以是开放的,也可以是封闭的,并且允许将特定的属性附属到其曲面上。
“快速断开”断开后,沿着物体断开的边沿能生成分模曲线,而且在以后操作中能使该曲线生成分模面。
2)选择两个方向注:“一个方向”:表示模型只沿着一个方向断开零件,只生成一个分模特征;“两个方向”:表示模型沿着正反两个方向断开零件,生成两个分模特征;“新方向”:允许设计者定义新的方向,断开剩余的未被分配的零件曲面;“分模属性”:允许设计者根据需要将所选择的曲面手动添加到指定的断开的特征上。
3)滑动滑条手工选择垂直面,鼠标在要附属面的底部点击中键,把垂直面附属到底部(在本例中也可以在分模方向设置时,直接设置“垂直面-在底部”)(注:垂直面一般选择“增加到底部”容易分模,在本例中的分模面是在上端面)4)再次滑动滑条,观察附属后的情况6.创建分模线及分模面1)分模线预览,选择“模具设计向导”中的“分模”,选择“分模线预览”,在分模面上显示蓝色轮廓线为外分模线。
带提手的桶盖注塑模具设计开题报告 (111)
毕业设计开题报告题目名称:带提手的桶盖注塑模具设计1 本课题所涉及的内容及其研究的综述1.1 模具工业在国民经济中的地位模具是制造业的重要基础工艺装备,工业产品大批量生产和新产品开发都离不开模具,用模具生产制件所达到的(四高二低)高精度,高复杂程度,高一致性,高生产率和低耗能、低耗材,使模具工业在制造业中的地位越来越重要。
模具品种繁多,共有10大类,包括冲压、塑料、橡胶、铸造、锻压等,用于制造业中几乎所有产品的生产,可见模具的服务范围已包括国民经济的许多方面,现在模具技术已成为衡量一个国家产品制造水平的重要标志之一,没有高水平的模具就没有高水平的产品已成为共识。
以下从四个方面来说明模具工业在国民经济中的地位:第一,模具工业是高新技术产业的一个组成部分。
例如:属于高新技术领域的集成电路的设计与制造,不能没有做引线框架的精密级进冲模和精密的集成电路塑封模;计算机的机壳、接插件和许多元器件的制造,也必须有精密塑料模具和精密冲压模具;数字化电子产品(包括通讯产品)的发展,没有精密模具也不行。
不仅电子产品如此,在航天航空领域也离不开精密模具。
例如:形状误差小于0.1~0.3µ的空空导弹红外线接收器的非球面反射镜,就必须用高精度的塑料模具成形。
因此可以说,许多高精度模具本身就是高新技术产业的一部分。
有些生产高精度模具的企业,已经被命名为“高新技术企业”。
第二,模具工业又是高新技术产业化的重要领域。
用信息技术带动和提升模具工业的制造技术水平,是推动模具工业技术进步的关键环节。
CAD/CAE/CAM 技术在模具工业中的应用,快速原型制造技术的应用,使模具的设计制造技术发生了重大变革。
模具的开发和制造水平的提高,还有赖于采用数控精密高效加工设备。
逆向工程、并行工程、敏捷制造、虚拟技术等先进制造技术在模具工业中的应用,也要与电子信息等高新技术嫁接,实现高新技术产业化。
第三,模具工业是装备工业的一个组成部分。
洗衣机上的盖子的注塑模具设计

洗衣机上的盖子的注塑模具设计洗衣机盖子的注塑模具设计主要包括以下几个方面:模具结构设计、材料选择、注塑工艺参数确定、模具加工工艺以及模具生产周期计划。
一、模具结构设计洗衣机盖子的注塑模具结构设计主要包括下模、上模、侧模、顶针、顶板、滑块等零部件的设计。
根据洗衣机盖子的形状和尺寸,通常采用三板式结构,即下模、顶针和上模。
1.下模设计下模一般由模板、锁模装置和导向装置组成。
模板应具有足够的强度,能承受注塑过程中的压力和挤压力。
锁模装置应保证模具的开合动作可靠,避免模具变形和脱模困难。
导向装置应准确定位模具,确保模具的精度和稳定性。
2.上模设计上模一般包括模板、顶针、顶板和滑块。
模板的结构应具备良好的刚度和稳定性,能够承受注塑过程中的挤压力和顶针顶出力。
顶针的设计要考虑到其与模板的配合间隙,以及顶出力的大小。
顶板和滑块的设计要保证其与模板的配合精度和稳定性,以便实现顶出功能。
3.侧模设计侧模一般采用可拆卸结构,便于模具的维护和更换。
侧模通常由模板、导向装置和滑块组成。
模板的结构要求与上模类似,导向装置要准确定位侧模,以保证模具的稳定性。
滑块的设计要实现洗衣机盖子的侧部形状,同时要考虑到滑块的运动过程中与其他零部件的配合问题。
二、材料选择模具材料的选择影响着模具的寿命和稳定性。
对于洗衣机盖子的注塑模具,通常采用工具钢作为模具材料,具体选择应根据洗衣机盖子的材料、注塑工艺参数和模具设计要求来确定。
常用的模具材料有P20、718、NAK80等,其中718钢具有较好的耐热性和耐磨性,适用于高温和高压注塑。
三、注塑工艺参数确定注塑工艺参数的确定包括注塑温度、注塑压力、注塑时间和模具温度等。
根据洗衣机盖子的材料和形状,可以通过试模来确定注塑工艺参数。
试模过程中要重点考虑模具的冷却系统设计和喷嘴的选用,以保证注塑过程的稳定性和盖子的质量。
四、模具加工工艺模具加工工艺包括模具加工工序的确定、加工设备的选择以及工艺参数的确定等。
带凸台塑料盖注塑模具设计

引言本说明书为塑料注射模具设计说明书,是根据塑料模具手册上的设计过程及相关工艺编写的。
本说明书的内容包括:目录、课程设计指导书、课程设计说明书、参考文献等。
编写本说明书时,力求符合设计步骤,详细说明了塑料注射模具设计方法,以及各种参数的具体计算方法,如塑件的成型工艺、塑料脱模机构的设计。
本说明书在编写过程中,得到老师和同学的大力支持和热情帮助,在此谨表谢意。
第一章塑件工艺分析1.1塑件分析图1-1 塑件此件为聚丙烯(PP)塑件,要求大批量生产。
1.2塑件工艺性分析(1)PP的性能特点与用途比重小,强度、刚性、耐热性均优于HDPE,可在100°C左右使用。
具有优良的耐腐蚀性,良好的高频绝缘性,不受湿度影响。
但低温变脆,不耐磨,易老化。
适于制作一般机械零件、耐腐蚀零件和绝缘零件如板、片、透明薄膜、绳、绝缘零件、汽车零件、阀门配件、日用品等。
使用温度10~120°C。
(2)成型特点1.结晶性料,吸湿性小,可能发生熔体破裂,长期与热金属接触易发生分解2.流动性极好,溢边值0.03㎜左右3.冷却速度快,浇注系统及冷却系统散热应适度4.成型收缩范围大,收缩率大,易发生缩孔、凹痕、变形,取向性强5.注意控制成型温度,料温低取向性明显,尤其低温高压时更明显。
模具温度低于50°C以下塑件无光泽,易产生熔接痕、流痕;90°C以上时易发生翘曲、变形6.塑件应壁厚均匀,避免缺口、尖角,以防止应力集中(3)PP的注射工艺参数(1)注射机:螺杆式(2)螺杆转速(n/(r/min)):48(3)料筒温度(t/℃):前段200~220中段180~200后段160~180(4)喷嘴形式:直通式(5)模具温度(℃):80~90(6)注射压力(MPa):70~100(7)成型时间(s):注射时间20~60;高压时间0~3;冷却时间20~90;总周期50~160.表1-2 PP的主要性能指标密度 g/cm³0.90~0.91 弹性模量MPa比容cm³/g 1.10~1.11 弯曲强度MPa 67.5 吸水率%(24h)0.01~0.03 硬度HB8.65R95~105 收缩率% 1.0~3.0 体积电阻率Ω.cm >1016熔点°C 170~176冲击韧度Kj*m-2 无缺口78 缺口 3.5~4.8热变形温度°C 102~115 冲击强度kJ/m²30 抗拉屈服强度MPa 37第2章拟定模具结构形式2.1 分型面位置的确定分开模具取出塑件的面称为分型面;注射模有一个分型面或多个分型面,分型面的位置,一般垂直于开模方向。
塑料提桶模具设计方案及其型腔仿真加工

摘要:注塑模具是现在所有塑料模具中使用最广的模具,能够成型复杂的高精度的塑料制品。
本课题是对塑料提桶模具设计及其型腔仿真加工。
本模具考虑到年产量、工厂的设备及塑件的精度要求,选择一模一腔结构。
该塑料桶桶壁较薄,腔深、型芯长,可能会造成因型腔、型芯不同而造成塑料壁厚薄不均,从而造成成型困难,废品率高。
这一点对于薄壁通体尤为重要。
针对这些问题采用了型芯和型腔以导柱、导套定位。
在桶身高度部分采用了独立冷却系统,在用以成型桶底的定模镶件上,采用环形水道冷却,水流的进出口设计在定模固定板上。
型芯冷却采用中间一主水道进水,然后沿圆周均布分成六个分水道出水,从而使型芯各处得到充分冷却,整个模具的温度场比较均匀。
塑件脱模时采用气动顶出。
注塑模具CAD/CAM技术的应用,从根本上改变了传统的塑料产品开发和模具加工方式,大大地提高了产品的质量、缩短了开发周期、降低了生产成本、强有力地推动了模具工业的发展。
一些大型的商品化CAD/CAM 软件,如Pro/Engineer、Unigraphics II、Cimatron、MoldFlow等,都已开发出专门用于注塑模具设计的功能模块,为模具设计提供了十分方便的工具。
有资料统计表明,采用CAD技术可以使模具设计时间缩短50%。
在欧美一些工业发达的国家,CAD /CAM已经成为模具行业一种普遍应用的技术。
在CAD应用方面,已经超越了甩掉图板、二维绘图的初级阶段。
在模具设计中采用三维CAD软件的企业已经接近90%。
目前,国内也有不少企业开始应用CAD软件进行模具设计。
在设计过程中制定了合理的工艺方案,满足了大批量生产要求。
同时,还编制了详细的工艺文件来保证模具的顺利加工及制品的生产。
通过合理的设计,本模具满足生产与应用的要求。
关键词:注塑模具;加工工艺分析;Pro/E;本设计来自:完美毕业设计网登陆网站联系客服远程截图或者远程控观看完整全套论文图纸设计客服QQ:8191040Plastic bucket mold cavity design and simulation processingAbstract:At present ,injection molding is the plastics mould that has being used most extensively , it can mold the complex and high accurate plastic product. The Subject is about the design of the plastic bucket process analysis.This mold considered the annual output, the factory equipment and models the accuracy requirement, chooses a mold cavity structure. The plastic bucket Tongbi thin, deep cavity, the core long, may be caused by mold, and the core of different thickness of thin plastic uneven, resulting in difficulties in forming, the high rejection rate. This is particularly important for the thin-walled plastic bucket. In light of these problems using a dynamic, scheduled to die-guided, guided sets of positioning. In the barrels are high partly based on an independent cooling system, for forming a barrel at the end of the module inserts, a circular cooling water, the flow of imports and exports in the design of the fixed-board. Core Cooling by the middle of a water main waterway, and then along the circumference are divided into six sub-cloth effluent water, so that the entire core is fully cooled, the whole mold of relatively uniform temperature field. Stripping plastic parts used in air to the top.Injection Mould CAD / CAM technology applications, to fundamentally change the traditional mold plastic product development and processing, greatly enhance the quality of the products and shorten the development cycle and reduce the cost of production, astrong impetus to the mold industry. Some large-scale commercialization of the CAD / CAM software, such as Pro / Engineer, Unigraphics II, Cimatron, MoldFlow, have been developed specifically for the injection mold design function modules for the mold design provides a very convenient tool. Statistics show that there are data, the use of CAD technology can shorten the time to die design 50 percent. Europe and the United States in some industrialized countries, CAD / CAM die industry has become a universal application of the technology. In CAD applications, has surpassed get rid drawing board, two-dimensional drawings of the initial stage. Die Design in the use of 3D CAD software enterprises have been close to 90 percent. At present, there are many domestic enterprises began to die of CAD software design. In the design process of formulating a reasonable programme to meetthe requirements of mass production. At the same time, has also prepared a detailed document of the process to ensure the smooth processing and mould products production. Through rational design, production and application of molds to meet the requirements.Key words: injection molding; processing technology analysis; Pro / E;目录1 前言.............................................................12 总体设计方案.....................................................33 具体设计说明.....................................................4 3.1 塑件的测绘.....................................................4 3.2 塑件的造型.....................................................4 3.3 塑件材料性能分析...............................................6 3.4 塑件的结构分析.................................................6 3.5 型腔数的确定...................................................6 3.6 浇口位置选择...................................................7 3.7 浇口结构形式的选择.............................................8 3.8 浇口尺寸的确定.................................................8 3.9 浇注系统的平衡.................................................8 3.10分型面的设计.................................................. 8 3.11 主流道的设计..................................................9 3.12 冷却系统设计..................................................10 3.13 导向装置......................................................12 3.14 顶出系统设计..................................................12 3.15侧抽芯的设计..................................................12 3.16 确定各模板尺寸................................................13 3.17 凸凹模结构形式................................................14 3.18 加工零件工艺审查..............................................153.19基准选择......................................................164 Cimatron 仿真加工................................................174.1 设计步骤.......................................................175 结论.............................................................24 参考文献...........................................................25 致谢...............................................................26 附录...............................................................271前言随着塑料行业的不断发展,对塑料模具提出越来越高的要求,因此,精密、大型、复杂、长寿命塑料模具的发展将高于总量发展速度。
盒盖塑件注射模具设计

摘要本课题主要是针对盒盖的模具设计,通过对塑件进行工艺的分析和比较,最终设计出一副注塑模。
该课题从产品结构工艺性,具体模具结构出发,对模具的浇注系统、模具成型部分的结构、顶出系统、冷却系统、注塑机的选择及有关参数的校核、都有详细的设计,同时并简单的编制了模具的加工工艺。
通过整个设计过程表明该模具能够达到此塑件所要求的加工工艺。
根据题目设计的主要任务是盒盖注塑模具的设计。
也就是设计一副注塑模具来生产盒盖塑件产品,以实现自动化提高产量。
针对盒盖的具体结构,该模具是点浇口的双分型面注射模具。
由于塑件内侧有四个小凸台,直接顶出,固采用斜推杆的结构形式。
其优点在于简化机构,使模具外形缩小,大大降低了模具的制造成本。
通过模具设计表明该模具能达到盒盖的质量和加工工艺要求。
关键词:塑料盒盖; 盒盖塑件注射模具;模具;Pick toThis topic is mainly aimed at the lid mold design, through to the plastic parts for process analysis and comparison, the final design out a pair of injection mold. This subject from product structure, and the specific property of the mould structure, mould pouring system, die forming part of the structure and ejector system, cooling system, the injection molding machine selection and related parameters of checking, a detailed design, at the same time and simple compiled the mould processing technology. Through the whole design process shows that the mold can achieve the required plastics processing technology. According to the topic design is the main task of the injection mould design the lid. Also is a pair of injection mold design to production of plastics products, with the lid to realize automation to increase production. According to the specific structure, the lid of the die is the point of the gate double parting surface injection mold. Because plastic parts inside there are four small convex platform, the direct roof, the structure of the push rod solid form. Its advantage is that simplifying the mechanism, make the mould shape narrowed, and greatly reduce the mould manufacturing cost. Through the die design shows that the mold can achieve the lid of the quality and processing technology requirements.Key word:Plastic box cover; the box cover injection mold; mold;目录摘要 0Pick to (1)序言 (3)1.1当前模具设计发展趋势 (3)1.2本次模具课程设计的任务 (3)2塑件成型工艺性分析 (4)2.1塑件的分析 (4)2.2聚乙烯(PE)的性能分析 (5)2.3 PE的注射成型过程及工艺参数 (6)3.初选注塑机规格 (8)3.1注射机型号的确定 (8)3.2注射机的相关参数的校核 (9)4分型面和型腔数目选择 (10)4.1分型面位置的选择和确定 (10)4.2型腔数目的确定 (11)5浇注系统的设计 (12)5.1主流道的设计 (12)5.2浇口的设计 (13)6型腔型芯设计 (15)6.1成型零件的结构设计 (15)6.2 型芯和型腔的加工工艺卡、工序卡 (18)7模架的确定 (20)7.1模架的选择 (20)7.2模架各尺寸的校核 (21)8导向与脱模机构的设计 (23)8.1导向定位机构的设计 (23)9温度调节与排气系统的设计 (24)9.1温度调节系统设计 (24)9.2排气系统设计 (25)结论 (26)参考文献 (27)致谢 (28)序言1.1当前模具设计发展趋势随着中国当前的经济形势的日趋好转,在“实现中华民族的伟大复兴”口号的倡引下,中国的制造业也日趋蓬勃发展;而模具技术已成为衡量一个国家制造业水平的重要标志之一,模具工业能促进工业产品生产的发展和质量提高,并能获得极大的经济效益,因而引起了各国的高度重视和赞赏。
水桶盖注塑模具毕业设计论文.概要

水桶盖注塑模具设计摘要塑料工业是当今世界上增长最快的工业门类之一,而注塑模具是其中发展较快的种类,因此,研究注塑模具对了解塑料产品的生产过程和提高产品质量有很大意义。
本设计是关于水桶盖注塑模具的设计,通过对塑件进行加工工艺方案和设计原理的分析,制订出水桶盖注塑模具结构设计方案。
首先分析塑件结构工艺参数,如尺寸精度和表面粗糙度。
然后初步选定注射机类型,根据以上数据对模具的结构进行设计,如:型腔数目及位置的确定,分型面的选择,浇注系统的设计;对成型零部件的结构设计以及成型零部件的工作尺寸的计算。
查阅相关文献资料,选用标准模架。
根据标准模架,设计结构零部件,比如:垫块的设计,推板的设计,合模导向机构的设计以及脱模机构的设计等等。
注塑模具中还要有温度调节系统的设计。
通过本设计,可以对注塑模具有一个初步的认识,注意到设计中的某些细节问题,了解模具结构及工作原理。
关键词:注塑模具,成型零部件,工艺参数,分型面Bucket cap injection mold designABSTRACTPlastics industry in the world today one of the fastest growing industry category, while the injection mold is one of the types of rapid development, and therefore the study of plastic injection molds for understanding the production process and improving product quality is very significant.The design is built on the bucket injection mold design, plastic parts through the processing technology and design principles of the analysis program to develop water removable tops injection mold structure design. First, the structure parameters of plastic parts, such as dimensional accuracy and surface roughness. Then the initial selection of injection machine type, based on the above data, the structure of the mold design such as: The number and location of the cavity determine the choice of sub-surface, gating system design; of the shape and structural design of components forming parts the work of the size of the calculation.Access to relevant documents, use the standard mold. According to the standard mold base design of structural parts, such as: Pad design, push the board design, mold design and mold release guide mechanism mechanisms design, etc… Injection mold, you should also have temperature control system.Through this design, injection mold may have a preliminary understanding, noting some of the details of the design, structure and working principle about mold.KEY WORDS: injection mold, molded parts, process parameters, sub-surface目录前言 (1)第1章注塑件的设计 (7)1.1 功能设计 (7)1.2 材料选择 (7)1.3 结构设计 (8)1.3.1 壁厚 (8)1.3.2 脱模斜度 (9)1.4 塑件的尺寸精度及表面质量 (9)第2章注塑成型的准备 (11)2.1 注塑成型工艺简介 (11)2.2 注塑成型工艺条件 (12)第3章注塑机的选择及型腔数目的确定 (15)3.1 注塑机的选择 (15)3.1.1 注塑机简介 (15)3.1.2 注塑机基本参数 (15)3.2注塑机的选择 (16)3.3型腔数目的确定 (18)第4章确定主要零件结构尺寸选模架及成型零部件的设计 (20)4.1 型芯和型腔 (20)4.1.1型芯和型腔的结构 (20)4.1.2 确定型腔和型芯的尺寸 (20)4.2 机架的选用 (21)4.2.1 选择标准模架型号 (21)4.2.2 确定模架的长度、宽度及厚度 (22)第5章导向推出机构的设计 (24)5.1 推出机构 (24)5.1.1 推出结构的作用和种类 (24)5.1.2 水桶盖推出机构的 (24)5.1.3 水桶盖推出机构的设计 (24)5.2 导向机构 (25)5.2.1 导向机构的作用和组成 (25)5.2.2 导向机构的设计 (25)第6章浇注、排气及冷却系统的设计 (26)6.1浇注系统 (26)6.1.1 浇注系统的作用 (26)6.1.2浇注系统的组成 (26)6.1.3浇注系统的设计 (26)6.2 冷却和排气系统 (29)6.2.1 冷却系统 (29)6.2.2 排气系统 (29)结论 (30)谢辞 (31)参考文献 (32)附录 (1)前言1.模具工业在国民经济中的地位模具是制造业的一种基本工艺装备,它的作用是控制和限制材料(固态或液态)的流动,使之形成所需要的形体。
塑料提桶模具设计及其型腔仿真加工
毕业设计任务书课题:塑料提桶模具设计及其型腔仿真加工专业学生姓名班级学号指导教师专业系主任发放日期设计一套塑料提桶注塑模具,同时进行该模具的型腔数控仿真加工。
主要内容有:1.注塑模具设计1)分析制品结构,制定该制品注塑成型工艺2)制品测绘、工程图绘制、结构优化及制品三维造型3)制定注塑模具总体方案,设计模具(a)二维工程图:模具装配图、零件图(b)三维造型:所有零件三维造型、模具装配及爆炸图2.型腔仿真加工1)制定模具的装配工艺规程2)制定模具中非标零件工艺规程3)制定凹模加工工艺卡片并进行仿真加工二、设计依据1.课题来源:盐城羽佳塑业2.产品名称:塑料提桶3.被加工零件:塑料提桶4.制品材料:ABS5.设计内容:制品注塑模具设计6. 生产纲领:50000件/年7. 批量:本模具设计制造一台。
1.模具质量与寿命、制品质量符合用户需求;注塑机选用合理;2.模具基本结构合理,模具各组成系统和机构合理可靠;3.模具装配方便,有调整余地;模具零件结构设计合理,加工可行。
4.设计图样总量:折合成A0幅面在2张以上;工具要求:二维图用AutoCAD软件绘制,三维造型用Pro/E;过程要求:装配图需提供手工草图。
5.毕业设计说明书按照学校规定的格式规范统一编排、打印,字数不少于1万字。
6.查阅文献资料10篇以上,并有不少于3000汉字的外文资料翻译;7.到相关单位进行毕业实习,撰写不少于3000字实习报告;8.撰写开题报告四、毕业设计物化成果的具体内容及要求1、设计成果要求要求:1)毕业设计说明书 1 份2)制品零件图 1 张3)模具装配图 1 张4)非标零件图不少于7张5)零件工艺规程 1 册6)工序卡片 1 份7)三维造型图册 1 份2、外文资料翻译(英译中)要求1)外文翻译材料中文字不少于3000字。
2)内容必须与毕业论文课题相关;3)所选外文资料应是近10年的文章,并标明文章出处。
五、毕业设计(论文)进度计划六、主要参考文献:1、罗晓哗. 塑料成型工艺与模具设计. 浙江:浙江大学出版社,20062、许书勒,王文平. 模具设计与制造. 北京:北京大学出版社,20063、高平,郝演海,李辉平等. 模具设计及CAD. 化学工业出版社,20064、黄芸. 模具数控加工实训教程. 国防工业出版社,20065、许发樾. 模具结型式与应用手册. 机械工业出版社,20066、甄瑞麟.模具制造工艺学. 清华大学出版社,20057、李建设,轩景泉.注塑模流道的理论计算和交互设计[J].吉林工业大学自然科学学报,2001,(4):22-26.8、单方,陈璞,李美村.事例推理技术在注塑模设计中的应用研究[J].广东工业大学学报,2001,(3):37-39.9、吴崇峰,徐竹青. 注塑模具顶出系统的CAD[J].中国塑料,1999,13(5):96-104.10、Yu Tongmin,Li Guanhua ,Li Youmin,Lan Jian . DESIGN TECHNOLOGY FOR INJECTION MOLD PARTING SURFACE BASED ON CASES AND KNOWLEDGE.机械工程学报(英文版).2005,18(4)七、其他开题报告塑料提桶模具设计及其型腔仿真加工摘要:注塑模具是现在所有塑料模具中使用最广的模具,能够成型复杂的高精度的塑料制品。
拖把把手注塑模具设计

拖把把手注塑模具设计摘要塑料制品已经渗透到我门的日常生活中。
毫不夸张的说我们就是在塑料的世界里面生活。
为什么我们要用塑料制品呢?那还要归功于塑料制品的稳定性强,密度还很小,电绝缘性又很高。
塑料制我们一般叫做注塑模具,伴随着塑胶模具工业在国内的高速发展,人们对产品的要求也就越来越严格,现在普通的一些操作已经满足不了人们日渐上涨的要求。
所以就有了电脑辅助工程(CAE)技术的出现,通过这种技术人们可以在进行制作前,通过这个电脑工程进行一个逐步的分析,可以排除一些潜在的问题,这样就可以提前去解决这些问题,以免后期造成一些不必要的损失。
这个技术不仅仅对于塑胶行业是一个全新的改革,还能帮助减少一些不必要的损失。
塑胶制品虽然没有充满我们的生活,但是我们的生活好像也离不开它,像一些塑料瓶,一些中性笔等,又因为塑胶制品的工序又比较简单,所以这次的毕业设计我才选择了拖把把手,选择这个一方面可以让我了解很多的关于塑胶制品的知识,还可以让我复习了大学所学到的一些知识。
在论文中,我会用一些专业的知识来阐述制作的过程,以及一些需要注意的事项。
通过我的论述,大家会对这个注塑行业更加的了解,已经对操作的步骤有一个详细的认识。
关键词:塑料模具; 注射成型; 模具设计;一、绪论1.1 使用注射模成形产品的好处有(1)注射工艺一般都由电脑的编程来完成,省去了我们进行人工操作,还可打打的提高了生产的效率,从一天几十个个到一天几百个。
(2)注射成形只需要一次就可以做成模具。
(3)他不仅仅可以做一些较为简单的东西,还可以做一些复杂的模具。
(4)操作失败后的模具可以重复利用,大大的节省了材料。
1.2 注射成型的基本操作原理注塑成型也就是注射成型,这个是我们现在使用较为普遍的一种,它可以用来生产一些复杂的模具。
它还有一些明显的好处,比如制作周期短、应用范围广阔、精度高、生产质量高、操作简单易懂等优点。
一般我们常见的是注射机,我们按照外形可以区分为为卧式、立式和直角式注塑机。
锅盖提手注塑模具设计引言
锅盖提手注塑模具设计引言锅盖提手注塑模具设计引言注塑模具是工业生产中常用的一种模具,主要用于生产各种塑料制品。
在注塑模具中,锅盖提手注塑模具是一种常见的类型,用于生产锅盖提手等产品。
本文将介绍锅盖提手注塑模具的设计过程及注意事项。
一、锅盖提手注塑模具设计前的准备工作1. 了解产品需求:在进行锅盖提手注塑模具设计前,首先需要了解产品的尺寸、形状、材质等要求。
2. 设计草图:根据产品需求,设计出初步的草图,并进行评审和修改。
3. 确定材料:根据产品要求和使用环境,选择合适的材料进行制造。
二、锅盖提手注塑模具设计过程1. 模型制作:根据草图制作出三维模型,并进行修整和优化。
2. 模具结构设计:根据产品尺寸和形状,确定模具结构,并考虑到生产效率和成本因素。
3. 模腔和冷却系统设计:根据产品特点和材料性质,确定合适的模腔数量和大小,并设计出冷却系统以提高生产效率和降低成本。
4. 模具加工和装配:根据设计要求,进行模具的加工和装配,确保模具的精度和稳定性。
5. 模具调试:在生产前对模具进行调试,确保其正常运行并达到产品要求。
三、锅盖提手注塑模具设计注意事项1. 模具结构设计时应考虑到生产效率和成本因素,避免过于复杂或过于简单。
2. 模腔数量和大小应根据产品特点和材料性质进行合理确定,以保证产品质量和生产效率。
3. 冷却系统的设计应考虑到冷却均匀性和冷却时间等因素,以提高生产效率并降低成本。
4. 加工和装配时应注意模具精度和稳定性,并严格按照设计要求进行操作。
5. 调试时应认真检查各部件是否正常运行,并对问题及时处理。
同时也要注意安全问题,确保人员安全。
结语以上是锅盖提手注塑模具设计的相关内容。
在实际生产中,注塑模具的设计是一个非常重要的环节,直接关系到产品质量和生产效率。
在进行注塑模具设计时,应认真对待,并严格按照设计要求进行操作。
塑料桶注射模设计
毕业设计题目:塑料桶注射模设计系别:机械工程系专业:机械设计与制造班级:2006031103学号:200603110319指导老师:关文芳老师日期:2009年04月目录中文摘要 (4)第一章.前言 (5)第二章.塑件的工艺分析 (7)2.1塑件原材料分析 (9)2.2塑件结构、尺寸精度及表面质量分析 (10)2.3塑件的体积与重量 (11)2.4塑件注塑工艺参数的确定 (12)第三章.拟定成型方案 (13)3.1分型面的选择 (13)3.2确定型腔布置 (15)3.3浇注系统的设计 (15)3.3.1主流道的设计 (15)3.3.2浇口设计 (17)第四章.模具成型零件的设计与计算 (18)4.1凸模、凹模、型芯设计与计算 (19)4.2型腔侧壁厚度的计算 (22)4.3螺旋槽的用途 (23)第五章.脱模机构的设计与计算 (24)5.1脱模机构的设计原则 (25)5.2脱模力的计算 (25)第六章.合模导向机构设计 (27)第七章.退出机构 (28)第八章.注塑机的选定与相关参数的校核 (30)8.1注塑机初步的选定 (30)8.2注塑机相关参数的校核 (31)第九章.温度调节系统(冷却系统)的设计 (33)第十章.设计小结 (37)参考文献 (37)中英文摘要摘要:熟悉注射模具设计的一般流程,掌握注射模具的结构特点及设计计算方法,能用计算机编制相应的工程计算、分析和优化的程序并进行塑料产品三维造型及设计出其模具;分析了塑料保护盖的结构特点及其成型材料的成型特征,介绍了如何设计该塑件的注射模具结构,着重介绍了斜导柱侧向分型与抽芯机构的设计计算;设计的全过程都在计算机上进行,所用的绘图软件有Solidworks2003和AutoCAD2004, 用Microsoft Word 2003完成了说明书的整理;对以前所学相关课程有了一个全面的了解,自己的知识和技能也得到了提高。
Abstract: Acquaint the general flow of injection mould design; Know the structure characteristics and the design calculating of injection mould; Can use computer to workout the process of which relevant the engineering calculate, engineering analyze and engineering optimize, and put up 3D sculpt to the plastic product, moreover design the mould of it. Thestructure characteristics and the forming characteristics of the forming material of the protective cap were analyzed; How to design the structureof the injection mould were introduced; The design calculating of angle guide pillars of side parting andcore-pulling system were stated in detail. The wholedesign process were going along in computer, the plotsoftware had used are Solidworks2003 and AutoCAD2004,achieved the illuminate book on Microsoft Wordprehensive know all the mutuality courses have learnt before, knowledge and skill have improved too.关键词:水桶、注射模、侧向分型、侧向抽芯Key words: bucket,injection mould,side parting ,side core pulling.第一章.前言本课题主要是针对塑料桶的注塑模具设计,该塑料桶材料为无毒PE材料,是日常生活中常见的一种塑件产品。
手提箱提手注塑模设计

摘要本次毕业设计的题目是手提箱提手塑料注塑模具设计,根据成型工艺要求,在原有塑料件的基础上介绍了其注塑成型模具的结构,阐述了模具设计要点及工作过程。
首先要从塑料生产工艺上对所要设计的产品进行工艺计算,然后在分析计算的基础上并参看相关的资料确定成型工艺方案,再在此基础上进入模具总装配图的结构设计。
在此基础上对注塑模具的主要零部件的尺寸进行设计与计算,期间要参考大量与塑料成型相关的资料和翻阅各种模具设计手册,并通过计算以确定模具的具体结构及尺寸,通过不断的计算与修改,并在指导老师的悉心关怀和耐心指导下进行不间断的反复修改,最终独立完成这次毕业设计。
在设计的过程中,首先要解决对手提箱提手的测绘。
在模具设计时对分型面的选择、浇口形式与位置的确定、侧抽芯机构的设计、冷却水道的设置。
本课题采用弹簧定距螺钉装置保证两次分型。
由于是小批量的生产,该注射模采用了1模2腔的结构。
关键词:注射模具;浇注系统;滑块;侧型芯目录摘要 (I)目录 (II)主要符号表 (1)1 绪论 (2)1.1题目背景意义 (2)1.2模具工业在国民经济中的地位 (2)1.3我国塑料模具行业普遍存在的问题 (3)1.4国内外相关研究情况 (3)1.5塑料模发展趋势 (5)1.6设计(论文)主要内容 (5)2 塑件的工艺分析 (6)2.1制品(手提箱提手)的简介 (6)2.2分析塑件使用材料的种类及工艺特征 (6)2.2.1 ABS主要技术指标: (7)2.3分析塑件的结构工艺性 (8)2.4工艺性分析 (8)3 初步确定型腔数目 (9)4 注射机的选择 (10)4.1注射机的选用原则 (10)4.2塑件体积的计算 (10)4.3计算塑件的质量 (11)4.4按最大注射量初步确定注射机 (11)4.5注塑机相关参数的校核 (12)5 浇注系统的设计 (14)5.1主流道的设计 (14)5.2分流道的设计 (15)5.3分型面的选择设计原则 (16)5.4浇口的设计 (16)6 确定主要零件结构尺寸选模架、成型零部件的设计 (17)6.1型腔、型芯工作尺寸计算 (18)6.2侧抽机构设计 (19)6.2.1 抽芯距的确定与抽拔力的计算 (19)6.2.2 斜导柱分型抽芯机构的设计 (21)6.3模架的选择 (22)7 导向机构的设计 (23)7.1导柱的设计 (23)7.2导套的结构设计 (23)7.3推出机构的设计 (24)7.3.1 推件力的计算 (25)7.3.2 推杆的设计 (25)8 冷却系统的设计 (27)9 模具排气槽的设计 (29)10 塑料模材料的性能要求 (30)致谢 (31)参考文献 (32)主要符号表K——注射机最大注射量的利用系数,一般取0.8M——注射机的额定塑化量(g/h或cm³/h)T——成形周期——浇注系统所需塑料质量和体积(g或cm³)M2——单个制品的质量和体积(g或cm³)M1F——注射机的额定锁模力(N)A——单个制品在模具分型面上的投影面积(mm²)1——浇注系统在模具分型面上的投影面积(mm²)A2p——塑料熔体在模腔内的平均压力(MPa),通常模腔内压力S——注射机最大开模行程(mm)m ax——推出距离(脱模距离)(mm)H1——包括浇注系统在内的制品高度(mm)H2Q——抽拔力(N)A——侧型芯被包紧的截面周长(cm)h——成型部分深度(cm)q——单位面积积压力,一般取7.8~12MPaμ——摩擦系数a——脱模斜度1 绪论1.1 题目背景意义近几年,我国塑料模工业有了很大发展,注塑模具制品的种类越来越多,在未来的模具市场中,塑料模具发展速度将高于其它模具,在模具行业中的比例将逐步提高。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
摘要模具制造技术迅速发展,已成为现代制造技术的重要组成部分。
如模具的CAD/CAM技术,模具的激光快速成型技术,模具的精密成形技术,模具的超精密加工技术。
本设计介绍了该注塑模具的设计与制造方法。
该注射模采用了一模一腔的结构,其中的设计内容有塑件的工艺性分析、塑件的体积和质量计算及注射机参数的确定;结构设计:分型面选择、型腔数确定、型腔的排列方式、浇口设计、侧向分型抽芯机构设计、推出及复位机构方式确定;型芯、型腔尺寸计算;模具加热和冷却系统计算;模具闭合高度确定;注射机有关参数的校核;如此设计出的结构可确保模具工作运用可靠。
最后对模具结构与注射机的匹配进行了校核。
并用autoCAD绘制了一套模具装配图和零件图。
关键词:塑料注射模具侧向抽芯AbstractThe die making technology rapidly expand, has become the modern technique of manufacture the important component. For example, mold's CAD/CAM technolo gy, mold's laser fast formation technology, mold's precise form technology, mold's ultra precision sizing technology.This design introduced the injected mold's design and the manufacture method. This injection mold has used 1 mold 1 cavity structures. which is designed as part of the craft-oriented establishment : Plastic Parts of the Process Analysis, Plastic Parts of the size and quality of calculation and the injection parameters set; Structural design : Surface choice cavity determination, Cavity the arrangement, gate design, lateral type pulling mechanism design, launch and reattached body identified; Core, Cavity size calculation; Die heating and cooling system computation; Mold closing high set; Injection machine parameters in the verification; The design of such a structure can be used to ensure reliable die. Finally, the injection mold structure and the matching machine was calibrated. Using a set of auto mapping mold parts and assembly plans.Key word: Plastic injection mold side core目录1 引言 (1)2 注塑件的分析 (2)2.1注塑件零件图 (2)2.2 HDPE塑料概述 (2)2.3 HDPE收缩率的确定 (3)2.4 塑件的尺寸精度及表面质量 (4)2.5塑结构分析 (5)3 注塑成型参数确定 (6)3.1 注塑成型的工艺参数 (6)3.2 注塑机的选择 (7)3.3 模具在注塑机上的安装尺寸校核 (8)4 分型面的确定及行腔数目的定 (10)4.1 分型面的确定 (10)4.1.1分型面的选择原则 (10)4.1.2分型面的形式 (11)4.1.3分型面的设计 (11)4.2行腔数目的确定 (11)4.2.1初步确定行腔数目 (11)4.2.2根据最大注塑量确定行腔数目 (12)5 浇注系统的设计 (13)5.1交流道设计 (13)5.2分流道的设计 (14)5.3浇口设计 (14)5.4冷料穴的设计 (15)6 模具材料的选择及模架的确定 (16)6.1模具材料的选择 (16)6.2模架的确定 (17)6.2.1模架的确定 (17)6.2.2模架的选用 (18)7 确定主要零件结构设计 (19)7.1成型零件工作尺寸计算 (19)7.1.1成型零件尺寸计算的基本内容 (20)7.1.2行腔、型芯工作尺寸计算 (20)7.2斜导柱抽芯机构设计 (21)7.2.1斜导柱的设计 (21)7.2.2滑块的组合形式 (22)7.2.3各项尺寸计算与校核 (22)7.3脱模机构设计 (22)7.4导向机构的设计 (23)7.4.1导柱的设计 (24)7.4.2导套的设计 (24)7.5顶出机构的设计 (24)8 冷却系统的设计 (24)8.1 温度调节对塑件的影响 (24)8.2 对温度调节系统要求 (25)8.3 冷却系统的设计 (25)9 模具排气槽的设计 (26)10 proe参数化设计 (26)11 绪论 (28)12 参考文献 (29)13 致谢 (30)14 附录 (32)附录一塑料制品的公差数值表 (31)附录二常用液压机的技术参数 (32)附录三部分国产常用注射机的主要技术参数 (33)1 引言20世纪80年代开始,发达工业国家的模具工业已从机床工业中分离出来,并发展成为独立的工业部门,其产值已超过机床工业的产值。
改革开放以来,我国的模具工业发展也十分迅速。
近年来,每年都以15%的增长速度快速发展。
许多模具企业十分重视技术发展。
加大了用于技术进步的投入力度,将技术进步作为企业发展的重要动力。
此外,许多科研机构和大专院校也开展了模具技术的研究与开发。
模具行业的快速发展是使我国成为世界超级制造大国的重要原因。
今后,我国要发展成为世界制造强国,仍将依赖于模具工业的快速发展,成为模具制造强国。
中国塑料模工业从起步到现在,历经了半个多世纪,有了很大发展,模具水平有了较大提高。
在大型模具方面已能生产48"(约122CM)大屏幕彩电塑壳注射模具,6.5KG大容量洗衣机全套塑料模具以及汽车保险杠和整体仪表板等塑料模具,精密塑料模方面,以能生产照相机塑料件模具,多形腔小模数齿轮模具及塑封模具。
经过多年的努力,在模具CAD/CAE/CAM技术,模具的电加工和数控加工技术,快速成型与快速制模技术,新型模具材料等方面取得了显著进步;在提高模具质量和缩短模具设计制造周期等方面作出了贡献。
尽管我国模具工业有了长足的进步,部分模具已达到国际先进水平,但无论是数量还是质量仍满足不了国内市场的需要,每年仍需进口10多亿美元的各类大型,精密,复杂模具。
与发达国家的模具工业相比,在模具技术上仍有不小的差距。
本次毕业设计的题目是带提手的桶盖注塑模具设计。
本课题给出带提手的桶盖注塑模塑件图,要求做出生产此塑件的模具。
要完成此课题,首先要根据塑件的外形测绘出创建这个塑件的3D所需要的各个参数。
用3D软件所这个塑件做出来,并按要求把它的零件图画出来。
最后再用CAD的方法把加工此塑件的模具给做出来。
2 注塑件的分析2.1 注塑件零件图塑件零件图:如图2-1所示年产量:小批量材料:HDPE图2-1 注塑件零件图2.2 HDP E塑料概述高密度聚乙烯(High Density Polyethylene,简称为“HDPE”),是一种结晶度高、非极性的热塑性树脂。
原态HDPE的外表呈乳白色,在微薄截面呈一定程度的半透明状。
PE具有优良的耐大多数生活和工业用化学品的特性。
某些种类的化学品会产生化学腐蚀,例如腐蚀性氧化剂(浓硝酸),芳香烃(二甲苯)和卤化烃(四氯化碳)。
该聚合物不吸湿并具有好的防水蒸汽性,可用于包装用途。
HDPE具有很好的电性能,特别是绝缘介电强度高,使其很适用于电线电缆。
中到高分子量等级具有极好的抗冲击性,在常温甚至在-40F低温度下均如此。
各种等级HDPE的独有特性是四种基本变量的适当结合:密度、分子量、分子量分布和添加剂。
不同的催化剂被用于生产定制特殊性能聚合物。
这些变量相结合生产出不同用途的HDPE品级;在性能上达到最佳的平衡。
这是决定HDPE 特性的主要变量,虽然被提到的4种变量确实起到相互影响作用。
乙烯是聚乙烯主要原料,少数的其它共聚单体,如1一丁烯、l一己烯或1一辛烯,也经常用于改进聚合物性能,对HDPE,以上少数单体的含量一般不超过1%-2%。
共聚单体的加入轻微地减小了聚合物的结晶度。
这种改变一般由密度来衡量,密度与结晶率呈线性关系。
美国一般分类按ASTM D1248规定, HDPE的密度在0.940g/cm以上;中密度聚乙烯(MDPE)密度范围0.926~0.940g/cm。
其它分类法有时把MDPE归类于HDPE或LLDPE。
均聚物具有最高密度、最大的刚度,良好的防渗透性和最高的熔点,但一般具有很差抗环境应力开裂(ESCR)。
ESCR是PE抗由机械或化学应力所引起的开裂性的能力。
更高的密度一般改进了机械强度性,例如拉伸强度、刚度和硬度;热性能如软化点温度和热变形温度;防渗透性,如透气性或水蒸气透过性。
较低的密度改进其冲击强度和E-SCR。
聚合物密度主要是受共聚单体加入的影响,但较少程度也受分子量影响。
高分子量百分数使密度略有降低。
例如,在一个较宽分子量范围内均聚物具有不同的密度。
2.3 HDPE收缩率的确定由于影响收缩率的因素较多中,在选取收缩率时应根据塑件的具体情况区别对待,一般来说应遵循以下原则:1)对收缩率范围较小的塑料,取平均收缩率;2)对收缩率范围较大的塑料,可根据塑件的形状选取。
对壁厚的制品取上限,对壁薄的制品取下限;3)应考虑注射成型中的工艺对收缩率的影响(注射压力越高,收缩率越小;注射温度越高,收缩率越大;注射时间越短,收缩率越大);4)当塑料的收缩率很大时,可根据有关的图表选取。
由表2-2查出HDPE的收缩率为:1.5%-3.5%,根据收缩率选取的原则确定HDPE的收缩率为2%。
表2-2 常用塑料收缩率2.4 塑件的尺寸精度及表面质量(1)尺寸精度的选择;塑件的尺寸精度是决定塑件制造质量的首要标准,然而在满足塑件使用要求的前提下,设计时总是尽量将其尺寸精度放低一些,以便降低模具的加工难度和制造成本。