顺序功能图语言S7_Graph的应用
西门子PLC编程软件STEP7编程语言
西门子PLC编程软件STEP7编程语言西门子PLC广泛的应用在各种工业自动化领域。
用户在使用西门子PLC编程软件STEP7进行程序逻辑设计时,可以使用多种编程语言来实现。
本文下面介绍一下西门子PLC编程软件中的各种编程语言,为用户更好的设计西门子PLC的软件程序。
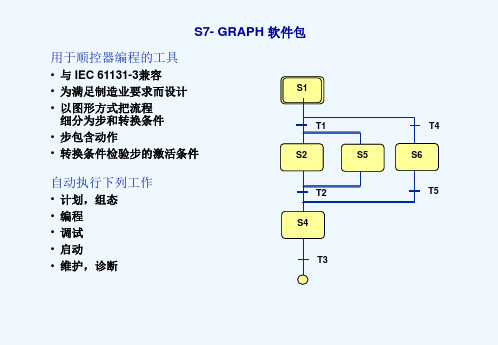
西门子PLC编程语言编程语言种类很多,各有各的优势,语句表和指令表类似,是编程语言的一种,在PLC中应用比较普遍,也是一种高级编程语言,PLC 中语句表、梯形图、SCL等编程语言的特点:1、顺序功能图(SFC-Seauential Fuction Chart)这是位于其它编程语言之上的图形语言,用来编程顺序控制的程序(如:机械手控制程序)。
编写时,工艺过程被划分为若干个顺序出现的步,每步中包括控制输出的动作,从一步到另一步的转换由转换条件来控制,特别适合于生产制造过程。
西门子STEP7中的该编程语言是S7 Graph。
2、梯形图(LAD-LAdder Diagram)这是使用最多的PLC编程语言。
因与继电器电路很相似,具有直观易懂的特点,很容易被熟悉继电器控制的电气人员所掌握,特别适合于数字量逻辑控制。
梯形图由触点、线圈和用方框表示的指令构成。
触点代表逻辑输入条件,线圈代表逻辑运算结果,常用来控制的指示灯,开关和内部的标志位等。
指令框用来表示定时器、计数器或数学运算等附加指令。
在程序中,最左边是主信号流,信号流总是从左向右流动的,不适合于编写大型控制程序。
3、语句表(STL-STatement List)是一种类似于微机汇编语言的一种文本编程语言,由多条语句组成一个程序段。
语言表适合于经验丰富的程序员使用,可以实现某些梯形图不能实现的功能。
4、功能块图(FBD-Function Block Diagram)功能块图使用类似于布尔代数的图形逻辑符号来表示控制逻辑,一些复杂的功能用指令框表示,适合于有数字电路基础的编程人员使用。
功能块图用类似于与门、或门的框图来表示逻辑运算关系,方框的左侧为逻辑运算的输入变量,右侧为输出变量,输入、输出端的小圆圈表示“非”运算,方框用“导线”连在一起,信号自左向右。
第5章 补充S7-GRAPH的应用
4.3.2 下载与上载
RUN-P模式可以下载块,建议在STOP模式下载。 下载前应将CPU中的用户存储器复位。在保存块或下载块时,STEP 7首先 进行语法检查。下载用户程序时应同时下载硬件组态数据(系统数据)。 1.下载/上载的准备工作 用PC/MPI适配器连接好计算机和PLC,执行菜单命令“选项>设置PG/PC 接口”,设置通信参数。传输速率应与适配器上的开关位置一致。 2.下载项目 可以在管理器中下载整个站、所有的块或部分块。 可以在HW Config、NetPro和程序编辑器中下载。网络上有多台PLC时, 可以选择下载对象。 下载到硬件PLC时,硬件组态应与实际的系统(包括模块的订货号)符合。 3.上载项目 首先在STEP 7中生成一个新项目,不对硬件组态。执行命令“PLC>将站 点上传到PG”,出现“选择节点地址”对话框。点击“确定”键后开始上载。 上载的项目中没有符号表和注释。
第5章 补充S 7-Graph 应用
5.6.1 S7 Graph语言概述 S7 Graph语言是S7-300/400的顺序功能图语言,遵从IEC 61131-3标准的规定。 1.顺序控制程序的结构 一个顺序控制项目至少需要一个调用S7 Graph FB的块,一个 S7 Graph FB和它的背景数据块。
4.4.4 单步与断点功能的使用 进入RUN或RUN-P模式后将停留在第一个断点处。单步模式 一次只执行一条指令。 执行菜单命令“视图”→“断点栏”后,在工具条中将出现 一组与断点有关的图标。 1.设置断点与进入单步模式的条件 (1)执行菜单命令“选项”→“自定义”,在STL选项卡 激活“立即激活新断点”选项。 (2)在SIMATIC管理器中进入在线状态,在线打开被调试 的块。 (3)只能在语句表中使用单步和断点功能。 (4)用菜单命令“调试”→“操作”设置为测试操作。 (5)设置断点时不能起动监视功能。 (6)只能在STL程序中有效的行设置断点。
西门子plc的几种编程语言简单介绍
西门子PLC的几种编程语言简单介绍西门子PLC的几种编程语言不同的商家的PLC有不同的编程语言,但就某个商家而言,PLC的编程语言也就那么几种。
下面,以西门子PLC的编程语言为例,说明一下,各种编程语言的异同。
1、顺序功能图(SFC-Seauential Fuction Chart)这是位于其它编程语言之上的图形语言,用来编程顺序控制的程序(如:机械手控制程序)。
编写时,工艺过程被划分为若干个顺序出现的步,每步中包括控制输出的动作,从一步到另一步的转换由转换条件来控制,特别适合于生产制造过程。
西门子STEP7中的该编程语言是S7Graph。
2、梯形图(LAD-LAdder Diagram)这是使用使用最多的PLC编程语言。
因与继电器电路很相似,具有直观易懂的特点,很容易被熟悉继电器控制的电气人员所掌握,特别适合于数字量逻辑控制。
梯形图由触点、线圈和用方框表示的指令构成。
触点代表逻辑输入条件,线圈代表逻辑运算结果,常用来控制的指示灯,开关和内部的标志位等。
指令框用来表示定时器、计数器或数学运算等附加指令。
在程序中,最左边是主信号流,信号流总是从左向右流动的。
不适合于编写大型控制程序。
3、语句表(STL-ST atement List)是一种类似于微机汇编语言的一种文本编程语言,由多条语句组成一个程序段。
语言表适合于经验丰富的程序员使用,可以实现某些梯形图不能实现的功能。
4、功能块图(FBD-Function Block Diagram)功能块图使用类似于布尔代数的图形逻辑符号来表示控制逻辑,一些复杂的功能用指令框表示,适合于有数字电路基础的编程人员使用。
功能块图用类似于与门、或门的框图来表示逻辑运算关系,方框的左侧为逻辑运算的输入变量,右侧为输出变量,输入、输出端的小圆圈表示“非”运算,方框用“导线”连在一起,信号自左向右。
5、结构化文本(ST-Structured T ext)结构化文本(ST)是为IEC61131-3标准创建的一种专用的高级编程语言。
顺序功能图语言S7Graph的使用
——顺序功能图语言S7 Graph的使用S7 Graph语言是S7-300用于顺序控制程序设计的一种语言,遵从IEC 61131-3标准中的顺序控制语言的规定。
下面给大家介绍一下该软件的使用。
1.S7 Graph的安装S7 Graph软件属于可选的软件包,需要单独安装。
安装步骤如下:(1)双击setup.exe安装文件,安装开始。
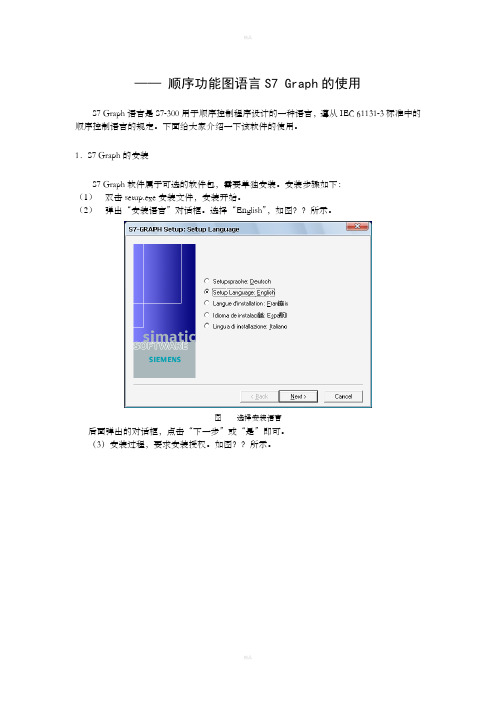
(2)弹出“安装语言”对话框。
选择“English”,如图??所示。
图选择安装语言后面弹出的对话框,点击“下一步”或“是”即可。
(3)安装过程,要求安装授权。
如图??所示。
图安装授权(4)最后,弹出下面对话框,点击“Finish”,完成安装。
图完成安装2.S7 Graph的结构:用S7 Graph编写的顺序功能图程序以功能块(FB)的形式被主程序OB1调用。
S7 Graph FB包含许多系统定义的参数,通过参数设置对整个系统进行控制,从而实现系统的初始化和工作方式的转换等功能。
对于一个顺序控制项目至少需要3个块:1)一个调用S7 Graph FB的块,可以是组织块(OB)、功能(FC)和功能块(FB)。
2)一个S7 Graph FB块,用来描述顺序控制系统的任务及相互关系。
3)一个DB块,作为背景数据块,保存顺序控制的参数。
其中,一个S7 Graph FB最多包含250步和250个转换。
3.S7 Graph编辑器:图??中是S7 Graph的编辑器界面,左边的窗口是浏览窗口,右边的是程序编辑区。
浏览窗口有三个选项:“Graphic”(图形)选项卡、“Sequencer”(顺序控制器)和“Variables”(变量选项卡)。
“Graphic”(图形)选项卡的中间是顺序控制器,其上下是永久性指令;“Sequencer”(顺序控制器)可以方便的浏览总体结构;“Variables”(变量选项卡)中的变量是编程时可能用到的各种基本元素。
图S7 Graph编辑器4.应用实例:还是以锅炉的鼓风机和引风机的控制要求为例,其工作过程是:按下起动按钮I0.0后,引风机开始工作,5s后鼓风机开始工作,按下停止按钮I0.1后,鼓风机停止工作,5s后引风机再停止工作。
S7_Graph_参数使用说明_清晰版

S7_Graph_参数使用说明_清晰版S7 Graph功能块的参数设置1. 顺序控制系统的运行模式通过对S7 Graph FB的参数设置,可以选择顺序控制系统的4种运行模式(见“图2-1”),从而决定顺序控制器对步与步之间的转换的处理方式。
(1)自动(Automatic)模式在自动模式,当转换条件满足时,由当前步转换到下一步。
(2)手动(Manual)模式与自动模式相反,在手动模式时,转换条件满足并不能转换到后续步,步的活动或不活动状态的控制是用手动完成的。
(3)单步(Inching)模式单步模式与自动模式的区别在于它对步与步之间的转换有附加的条件,即只能在转换条件满足和输入参数T_PUSH的上升沿,才能转换到下一步。
(4)自动或切换到下一步(Automatic or step-by-step)模式在该模式,只要转换条件满足或在功能块的输入信号T_PUSH(见“表5-2”)的上升沿,都能转换到下一步。
在RUN模式下可以用功能块的输入参数来选择4种工作模式,在下列参数的上升沿激活相应的工作模式:SW_AUTO:自动模式;SW_MAN:手动模式;SW_TAP:单步(Inching)模式;SW_TOP:自动或切换到下一步(Automatic or Switch to next)模式。
2. S7 Graph FB的参数集S7 Graph FB有4种不同的参数集(见“表5-1”),“图5-1”是梯形图中最小参数集的S7 Graph FB符号,V5版的“Definable/Maximum”(可定义/最大)参数集使用“表5-2”和“表5-3”中所有的参数。
FB的参数集见“表5-1”,S7 Graph FB的输入参数见“表5-2”,S7 Graph FB的输出参数见“表5-3”,工作模式与S7 Graph FB的输入参数子关系见“表5-4”,4种工作模式都要使用的S7 Graph FB的输出参数见“表5-5”。
浅谈西门子Graph编程语言在轿车涂装生产线中的应用
O I T论坛 0
S C I E NC E&T E C H N O L OG Y I N F O R MA T I O N
2 0 1 3年
第2 3期
浅谈西门子 Gr a p h编程语言在轿车涂装 生产线中的应用
汪 学
( 杭州菲达物料输送工程有限公 司, 浙江 杭州 3 1 0 0 1 3 )
F BI s 7 C a a ' p h 功 } 块
日2D B
⑩ Y 轴 M 0 5
图2
』
回
T2
H f
审 +
永久性指令
I
3 解锁装 置系统
3 . 1 装置机械结 构说 明
H I
图 1 顺序控 制系统 中的块
左/ 右解锁 电机各有 2 个传感器 : 左解锁滑轮( M 0 2 ) : 解锁到位开关 B 2 0 0 、 解锁原位开关 B 2 0 1 。 右解锁滑轮( M 0 7 ) : 解 锁到位 开关 B 2 0 8 、 解锁原位开关 B 2 0 9 。 左/ 右x 、 Y、 z轴 6 个伺服电机各有 2 个 限位开关 : 左 x轴( M 0 6 ) : 左限位开关 B 2 0 6 、 右极限开关 B 2 0 7 。 左 Y轴( M0 5 ) : 后限位开关 B 2 0 5 、 前极限开关 B 2 o 4 。 左z 轴( Mo 4 ) : 上限位开关 B 2 0 2 、 下极 限开关 B 2 0 3 。 右 x轴( M1 1 ) : 左限位开关 B 2 1 4 、 右极 限开关 B 2 1 5 。 右 Y轴( M1 0 ) : 后限位开关 B 2 1 3 、 前极限开关 B 2 1 2 。 右z 轴( M o g ) : 上限位 开关 B 2 1 0 、 下极限开关 B 2 1 1 。 传感器 B 2 2 0 、 B 2 2 1 、 B 2 2 2 、 B 2 2 3用 于 4种 车 型 检 测 。传 感 器 B 2 1 8 、 B 2 1 9 用于前部解锁检测 . B 2 1 6 、 B 2 1 7 用于后部解锁检测 。 左/ 右x 、 Y 、 z轴电机各 由一 台 S E W M O V I D R I V E变频器 控制 . 其
s7.docgraph.doc入门
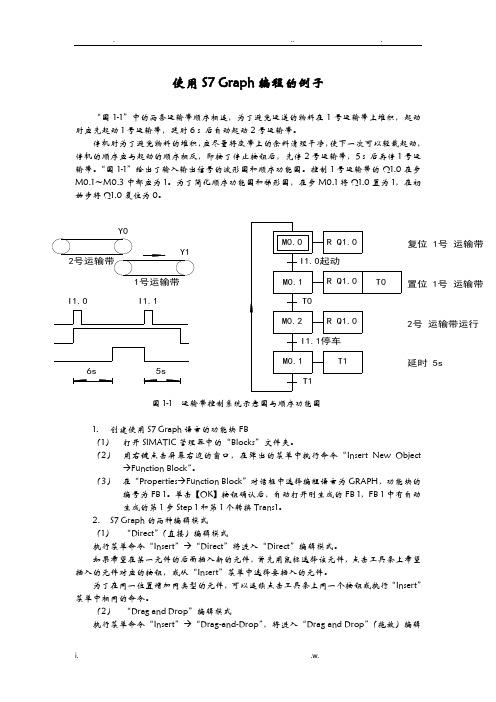
使用S7 Graph 编程的例子“图1-1”中的两条运输带顺序相连,为了避免运送的物料在1号运输带上堆积,起动时应先起动1号运输带,延时6 s 后自动起动2号运输带。
停机时为了避免物料的堆积,应尽量将皮带上的余料清理干净,使下一次可以轻载起动,停机的顺序应与起动的顺序相反,即按了停止按钮后,先停2号运输带,5 s 后再停1号运输带。
“图1-1”给出了输入输出信号的波形图和顺序功能图。
控制1号运输带的Q1.0在步M0.1~M0.3中都应为1。
为了简化顺序功能图和梯形图,在步M0.1将Q1.0置为1,在初始步将Q1.0复位为0。
Y0Y12号运输带1号运输带I1.0I1.16s 5s复位 1号 运输带2号 运输带运行置位 1号 运输带延时 5s图1-1 运输带控制系统示意图与顺序功能图1. 创建使用S7 Graph 语言的功能块FB(1) 打开SIMATIC 管理器中的“Blocks ”文件夹。
(2) 用右键点击屏幕右边的窗口,在弹出的菜单中执行命令“Insert New Object→Function Block ”。
(3) 在“Properties →Function Block ”对话框中选择编程语言为GRAPH ,功能块的编号为FB 1。
单击【OK 】按钮确认后,自动打开刚生成的FB 1,FB 1中有自动生成的第1步Step 1和第1个转换Trans1。
2. S7 Graph 的两种编辑模式(1) “Direct ”(直接)编辑模式执行菜单命令“Insert ”→“Direct ”将进入“Direct ”编辑模式。
如果希望在某一元件的后面插入新的元件,首先用鼠标选择该元件,点击工具条上希望插入的元件对应的按钮,或从“Insert ”菜单中选择要插入的元件。
为了在同一位置增加同类型的元件,可以连续点击工具条上同一个按钮或执行“Insert ”菜单中相同的命令。
(2) “Drag and Drop ”编辑模式执行菜单命令“Insert ”→“Drag-and-Drop ”,将进入“Drag and Drop ”(拖放)编辑模式。
07任务七+S7-GRAPH选择性分支的顺序控制
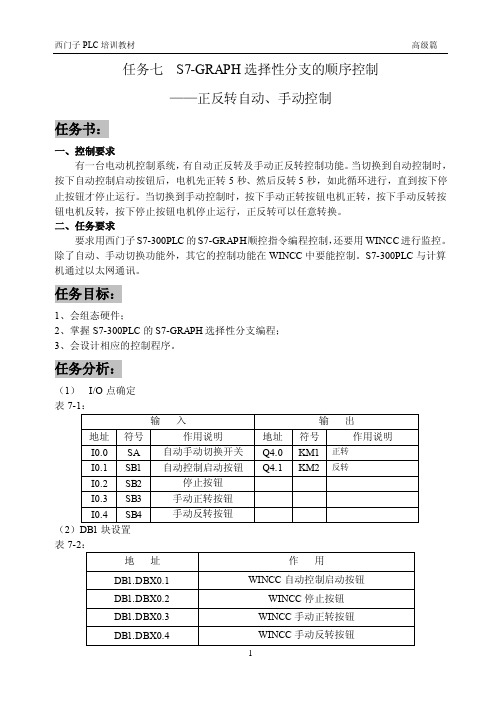
任务七S7-GRAPH选择性分支的顺序控制——正反转自动、手动控制任务书:一、控制要求有一台电动机控制系统,有自动正反转及手动正反转控制功能。
当切换到自动控制时,按下自动控制启动按钮后,电机先正转5秒、然后反转5秒,如此循环进行,直到按下停止按钮才停止运行。
当切换到手动控制时,按下手动正转按钮电机正转,按下手动反转按钮电机反转,按下停止按钮电机停止运行,正反转可以任意转换。
二、任务要求要求用西门子S7-300PLC的S7-GRAPH顺控指令编程控制,还要用WINCC进行监控。
除了自动、手动切换功能外,其它的控制功能在WINCC中要能控制。
S7-300PLC与计算机通过以太网通讯。
任务目标:1、会组态硬件;2、掌握S7-300PLC的S7-GRAPH选择性分支编程;3、会设计相应的控制程序。
任务分析:(1)I/O点确定表7-1:(2表7-2任务准备:一、软件准备1、操作系统WINDOWS XP SP3;2、S7-300PLC编程软件STEP7 V5.5 SP3中文版(安装S7-GRAPH编程插件);3、组态监控软件WINCC V7.0 SP3中文版;二、硬件准备1、计算机一台,安装以上软件。
2、PLC硬件:电源模块:PS 307 2ACPU模块:6ES7 315-2EH14-0AB0数字量输入模块:6ES7 321-1BH02-0AA0数字量输出模块:6ES7 322-1BH01-0AA0模拟量输入模块:6ES7 331-7KF02-0AB0模拟量输出模块:6ES7 332-5HD01-0AB03、其它网络配件交换机H3C S1016超五类网线PROFIBUS-DP现场总线电缆6XV1 830-0EH10PROFIBUS-DP总线接头6ES7 972-0BA50-0XA0任务实施:一、实施步骤1、安装PLC线路。
2、设置计算机与西门子PLC的通讯接口。
3、组态西门子S7-300PLC的硬件。
4、设计S7-GRAPH控制程序。
GRAPH编程及应用
动作中的定时器和计数器
使用定时器与计数器的动作块
Step_block _4
S1 CU
C3
A1 CSC
C2
C#123
S1 TL
T5
S5T#2M3S
L1 TDC
T6
S5T#4MS
总是与事件关联。
在发生事件的扫描循环中 引发执行一次动作
也可以与联锁条件C组合
计数器
• CS = 设置计数 • CU =增计数 • CD =减计数 • CR = 复位计数
视图工具栏 工作区 详细信息窗口
1.视窗工具栏
缩放比例
区域放大 缩小 放大 显示/隐藏详细信息窗口 显示/隐藏浏览窗口 显示/隐藏步的条件和动作项 显示/隐藏注释区域 切换符号地址显示方式 显示永久性指令 单步显示方式 顺控器显示方式
选择浏览窗口的停泊位置
2. Sequencer浮动工具栏
插入顺控器 插 入 永 久 性 FC/FB 调 用 插入永久性条件 插入动作 插入监视时间 U 插入监视时间 T 并行分支汇合 插入并行分支 选择性分支汇合 插入选择性分支 分支终止 跳转 插入步和转换 选择对象 预选和直接方式切换
S1 N
Path:= V_act * Delta_T
总是需要动作 标识符N
也可以关联到一个事件 或/且结合联锁条件C
赋值
• 直接赋值,例如:A := B • 使用内置函数赋值
- 转换函数,例如C := ROUND(D) - 数学函数,例如E := SQRT(D) - 其它函数,例如F := RLDA(G) • 使用算子赋值,例如A := B + C
T5
顺序控制系统的程序结构
电机 限位开关 步激活条件
「编程」西门子强大的GRAPH语言你会用吗?

「编程」西门子强大的GRAPH语言你会用吗?熟悉西门子的人都知道,西门子的PLC支持的语言很多,除了最基本的LAD,FBD,STL之外,还有很多在国内不是很常见的语言,其中包括GRAPH,SCL,CFC,SFC等等。
这些语言虽然不是很常见,可以对于一些特定的场合却可以起到很重要的作用。
今天我们讲一讲GRAPH的用法。
西门子系列PLC包括300、400、1500系列(除S7-1200外)均支持GRAPH指令,而S7-200系列虽然没有GRAPH语言,但是却拥有GRAPH的缩减版,那就是步进命令,有过实际编程经验的朋友都知道,在一些特定的场合需要使用循环反复的步进指令,这个指令可以自己编写,也可以直接使用PLC内部的步进指令。
只是GRAPH语言比步进语言强大得多了,所以西门子自300PLC 开始,专门做了一个插件(升级包),该插件的授权需要在STEP7软件的基础上额外购买。
博途软件因为系统软件的高度集成化,所以GRAPH也集成在了博途软件里,所以安装过博途软件的朋友可以直接在博途里使用该语言编写300/400/1500系列PLC的程序,下面用一个简单的例子来说明GRAPH指令的应用。
假设,我们需要做一个顺序控制的程序,程序分为4步,每步对应不同的生产工艺即不同的输出,每步以不同的脉冲命令作为使能条件。
步骤如下:1)电脑需要安装带仿真的博途软件。
2)打开软件,建立新项目3)添加一个新设备,这里选择cpu317-2dp,保存项目;4)回到程序编辑区,点开“程序块” 双击创建一个FB,选择GRAPH语言,依次编写程序,图示:5)在程序里输入指令如图;第一步,输出命令置位Q0.0第二步,执行条件为I0.2,输出命令为置位Q0.1第三步,执行条件为I0.3,输出命令为复位Q0.0和Q0.1第四步,执行条件为I0.4,输出命令为结束该程序块6)编写完程序后,回到OB1中调用FB1,系统会要求生成一个背景数据块,我采用默认数据块DB1,调用完程序后,我们填写FB1管角,仅需要填写第一个和第二个;第一个是中止功能块FB1命令,第二个是执行FB1功能块,也就是程序里第一步的执行条件。
规划顺序功能图

规划顺序功能图
双击功能块按钮母FB1,打开S7 GRAPH编辑器,在S7 GRAPH编辑器内,GT4946BEY用鼠标点中步Sl的转换(Tl下方的十字),然后连续单击6次步(Step)和转换(Trans)的插
入工具按钮窜,参照图6 -36在Sl的下面自动插入6个步(S2~S7)及每一步的转换(T2~T7)。
再用鼠标点中S3的转换(T3下方的十字),然后单击“Insert”一“Simultaneous Branch”一“Open9菜单项或单击快捷工具按钮誊,在S3下面插入并进分支,分支的第一步为S8。
用鼠标点中S8的面域,然后单击工具按钮牝在S8的下面插入3个步(S9~Sll)。
再用鼠标点中S3的转换(T3下方的十字),然后单击“Insert”一“Simultaneous Branch”一“Open”菜单项或单击快捷工具按钮罨,在S3下面再插入1个并进分支,分支的第一步为S12。
用鼠标点中S12的面域,然后单击工具按钮窜,在S12的下面插入3个步(S13~S15)。
用鼠标点中S15的面域,然后单击“Insert”一“Simultaneous Branch”一“Close”菜单项或单击快捷工具按钮垆,将该分支的并进汇合线拖到S7的下面;用鼠标点中Sll的面域,然后单击快捷工具按钮垆,将该分支的并进汇合线也拖到S15的下面,将S7,Sll和S15所在的3个并进分支汇合在一起。
西门子顺序功能图语言S7Graph的应用
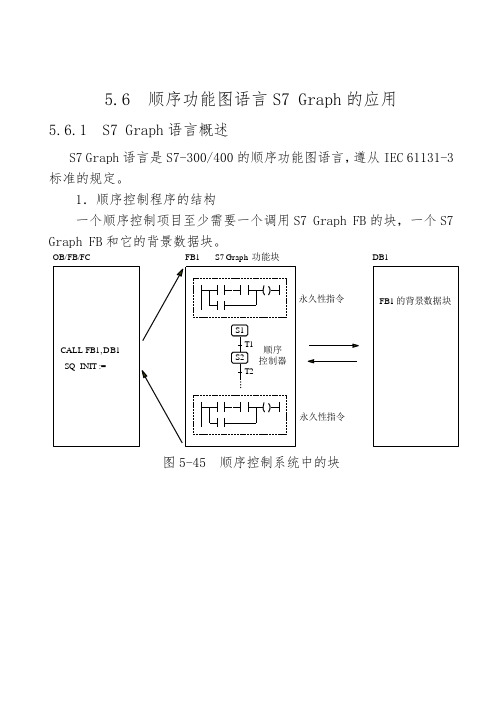
5.6 顺序功能图语言S7 Graph 的应用5.6.1 S7 Graph 语言概述S7 Graph 语言是S7-300/400的顺序功能图语言,遵从IEC 61131-3标准的规定。
1.顺序控制程序的结构一个顺序控制项目至少需要一个调用S7 Graph FB 的块,一个S7 Graph FB 和它的背景数据块。
CALL FB1, DB1SQ_INIT :=OB/FB/FCFB1DB1永久性指令永久性指令S7 Graph 功能块FB1的背景数据块图5-45 顺序控制系统中的块图5-46 S7 Graph 编辑器步与转换跳步分支中止选择序列的分支选择序列的合并并行序列的分支并行序列的合并选择对象预选/直接插入监视时间T 插入监视时间U 插入永久条件插入动作插入永久性FB ,FC 调用插入顺序控制器“Drag and Drop ”模式时与鼠标一起移动的图形图5-49 顺序控制器工具条与移动的图形3.S7 Graph 的显示模式在View 菜单中选择显示顺序控制器(Sequencer )、单步和永久性指令。
(1)在顺序控制器显示方式,执行菜单命令“View>Display with ”,可以选择:Symbols :显示符号表中的符号地址; Comments :显示块和步的注释;Conditions and Actions:显示转换条件和动作;Symbol List:在输入地址时显示下拉式符号地址表。
(2)单步显示模式只显示一个步和转换的组合,还可以显示Supervision:监控被显示的步的条件;Interlock:对被显示的步互锁的条件;执行命令“View>Display with> comments”显示和编辑步的注释。
用“↑”键或“↓”键可以显示上一个或下一个步与转换的组合。
(3)在“permanent instructions”(永久性指令)显示方式,可以对顺序控制器之前或之后的永久性指令编程。
01、西门子S7-300PLC GRAPH顺控指令讲解和编程举例

182
精品PPT
互锁条件对程序运行的影响
简介 安装与使用 软件兼容性 应用举例 建立程序
编程界面
程序结构
编辑程序
应用(yìngyòng) 设定 调试程序
程序(chéngxù)演示
超过了90度
192
精品PPT
程序的手动/自动运行调试
简介 安装与使用 软件兼容性 应用举例 建立程序
启动搅拌电机,5分钟后关闭搅拌电机,
如果附加工艺选择为“0” :
则打开阀门D,流程结束。
如果附加工艺选择为“1”:
则打开阀门C,当液体 C到达限位C 时,关闭阀门C,
启动搅拌电机,10分钟后关闭搅拌电机,
打开阀门D,流程结束。
52
精品PPT
阀门D
工艺流程图
简介 安装与使用
软件兼容性
应用举例
建立程序
简介 安装与使用
软件兼容性 应用举例 建立程序
编程界面 程序结构
编辑程序 应用(yìngyòng)设 定 调试程序 程序(chéngxù)演 示
172
当前步骤
精品PPT
当前步骤时间
监控程序
简介 安装与使用
软件兼容性
应用举例 建立程序
编程界面 程序结构 编辑程序
应用(yìngyòng) 设定 调试程序
212
精品PPT
Tphroagnrkaymomu ing language S7-GRAPH
精品PPT
简介
安装与使用
软件兼容性
应用举例
建立程序
编程界面
程序结构
编辑程序
应用(yìngyòng)设 定
调试程序
第六章 顺序控制与S7 GRAPH 编程

Date: 2011-2-18
Page: 16
返回上级
由于要求 灯的状态能够 保持, 因此应 保持 , 使用置位指令 点亮指示灯, 点亮指示灯 , 用复位指令使 指示灯熄灭。 指示灯熄灭 。 程序采用带有 跳转的选择性 分支设计, 分支设计 , 如 图所示。 图所示。
Date: 2011-2-18
Page: 17
返回上级
§6.2.3 并进分支流程设计
【例6-2-4】 饮料灌装线的设计。 饮料灌装线的设计。
Y1 SE4 A缸 SE3 LT1 B缸 Y2
SE5
SE1
SE2
M1
Date: 2011-2-18
Page: 18
返回本节
上图为某流质饮料灌装生产线的示意图, 上图为某流质饮料灌装生产线的示意图,在传送带上设 有灌装工位和封盖工位, 有灌装工位和封盖工位 , 能自动完成饮料的灌装及封盖操 元件分配表如下。 作,元件分配表如下。
Date: 2011-2-18
Page: 15
返回上级
【6-2-3】
指示灯控制系统。 指示灯控制系统。
某指示灯控制系统有3个指示灯,按下述要求控制: 某指示灯控制系统有3个指示灯,按下述要求控制: 按动起动按钮Start 按一定的时间间隔依L →L1→L2 Start, ①按动起动按钮Start,按一定的时间间隔依L0→L1→L2的顺 序点亮。 序点亮。 随时按动停止按钮Stop 按一定的时间间隔依L →L1→L0 Stop, ② 随时按动停止按钮 Stop , 按一定的时间间隔依 L 2 →L 1 →L 0 灭灯,但未被点亮的灯不必执行灭灯动作。例如,若只有L 灭灯 , 但未被点亮的灯不必执行灭灯动作 。 例如 , 若只有 L 0 和 L 1 被点亮,按动Stop后则只执行L1→L0灭灯动作。 Stop后则只执行L1→L0灭灯动作 被点亮,按动Stop后则只执行L1→L0灭灯动作。 元件分配表如下。 元件分配表如下。
模块5: s7-300(400)顺序控制及S7-GRAPH
e.动作中的定时器
● TL命令为扩展的脉冲定时器命令,该命令的下面一行是定时器的定时 时间“time”,定时器位没有闭锁功能。定时器的定时时间可以由字元 件来提供,也可用S5时间格式,如S5T#5S。
【任务实施】
子任务1 交通信号灯控制GRAPH编程
d.动作中的计数器
事件发生时,计数器指令CS将初值装入计数器。CS指令下面一行是要装入的计数器的初 值,它可以由IW、QW、MW、LW、DBW、BIW来提供,或用常数C#O~C#999的形式 给出。
事件发生时,CU、CD、CR指令使计数值分别加1、减1或将计数值复位为0。计数器命 令与互锁组合时,命令后面要加上“C”。
CALL(或 CALC)
地址类型 Q、I、M、D Q、I、M、D Q、I、M、D Q、I、M、D
T#(常数) Q、I、M、D T#(常数) FC、FB、SFC、SFB
说明 只要步为活动步(且互锁条件满足),动作对
应的地址为 1 状态,无锁存功能 置位:只要步为活动步(且互锁条件满足),
该地址被置为 1 并保持为 1 状态 复位:只要步为活动步(且互锁条件满足),
(a)运输带示意图
(b)运输带波形图
【任务实施】
子任务1 3条运输带PLC控制
2. I/O分配表
输入 变量 地址 SA1 I0.2 SB1 I0.3
说明 启动按钮 停止按钮
西门子S7-300顺控GRAPH语言简要介绍
顺序控制顺序控制•顺序控制,就是按照生产工艺预先预定的程序,在各个输入信号的作用下,根据内部状态和时间的顺序,在生产过程中各个执行机构自动有序地进行操作。
•顺序控制设计法最基本的思路是将系统的一个工作周期划分为若干个顺序相连的阶段,这些阶段称为步,当系统处于某一步所在的阶段,称该步为活动步,步活动时所做的操作称为步的动作。
转换将相邻步之间隔开,使系统由当前步进入下一步的信号称为转换条件。
顺序控制•顺序控制设计方法最基本的思路是将系统的一个工作周期划分为若干个顺序相连的阶段,这些阶段称为步。
与系统的初始状态对应的步称为初始步,每个顺序功能图至少应该有一个初始步。
当系统处于某一步所在的状态,该步为“活动步”。
•使系统由当前步进入下一步的信号称为转换条件。
置复位指令的顺序控制程序•一、画出顺序控制功能图,为每个步分别分配对应的存储器位(M )。
•二、在顺控功能运行前设计初始化操作。
将初始步对应的存储器位置1,将其他步对应的存储器位置0。
一、当FC1运行时,每个扫描周期将M1.0取反。
二、当FC1未调用时,将T2置0。
三、FC1被调用时,进行初始化操作。
•Tips:上图初始化方法主要适用于块嵌套深度较大的情况。
初始化操作的方式还有OB100,或者利用调用块的上升沿等方式,要根据具体情况使用。
置复位指令的顺序控制程序•三、编写步与步之间的转换条件。
•四、编写对应步的输出动作。
GRAPH•目前还有很多PLC (例如S7-200和S7-1200)未配备顺序功能图语言,适合利用置复位指令的顺控编程方法。
•S7 GRAPH 语言是S7-300/400用于顺序控制编程的顺序功能图语言。
•GRAPH 编程界面初始步转换条件步对应动作跳转视图工具栏步与转换工具栏GRAPH•Options-Block settings •新建GRAPH功能块。
•在功能块内将VIEW下拉菜单选择LAD梯形图。
只保留初始化接口。
•Tips:Minimum:FB只包括INIT_SQ启动参数,如果程序仅仅会运行在自动模式,并且不需要其他的控制及监控功能,可以选择此模式。
西门子顺序功能图语言S7-Graph的应用

5.6 顺序功能图语言S7 Graph 的应用5.6.1 S7 Graph 语言概述S7 Graph 语言是S7-300/400的顺序功能图语言,遵从IEC 61131-3标准的规定。
1.顺序控制程序的结构一个顺序控制项目至少需要一个调用S7 Graph FB 的块,一个S7 Graph FB 和它的背景数据块。
CALL FB1, DB1SQ_INIT :=OB/FB/FCFB1DB1永久性指令永久性指令S7 Graph 功能块FB1的背景数据块图5-45 顺序控制系统中的块图5-46 S7 Graph 编辑器步与转换跳步分支中止选择序列的分支选择序列的合并并行序列的分支并行序列的合并选择对象预选/直接插入监视时间T 插入监视时间U 插入永久条件插入动作插入永久性FB ,FC 调用插入顺序控制器“Drag and Drop ”模式时与鼠标一起移动的图形图5-49 顺序控制器工具条与移动的图形3.S7 Graph 的显示模式在View 菜单中选择显示顺序控制器(Sequencer )、单步和永久性指令。
(1)在顺序控制器显示方式,执行菜单命令“View>Display with ”,可以选择:Symbols :显示符号表中的符号地址; Comments :显示块和步的注释;Conditions and Actions:显示转换条件和动作;Symbol List:在输入地址时显示下拉式符号地址表。
(2)单步显示模式只显示一个步和转换的组合,还可以显示Supervision:监控被显示的步的条件;Interlock:对被显示的步互锁的条件;执行命令“View>Display with> comments”显示和编辑步的注释。
用“↑”键或“↓”键可以显示上一个或下一个步与转换的组合。
(3)在“permanent instructions”(永久性指令)显示方式,可以对顺序控制器之前或之后的永久性指令编程。
WinCC -Step 7-Graph 的使用步骤:
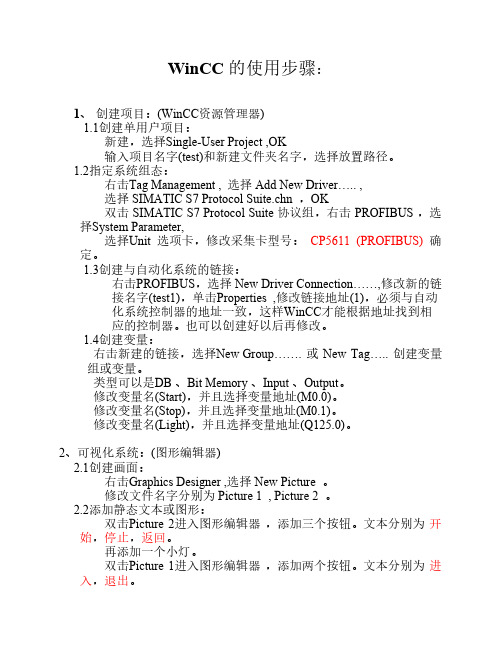
WinCC 的使用步骤:1、创建项目:(WinCC资源管理器)1.1创建单用户项目:新建,选择Single-User Project ,OK输入项目名字(test)和新建文件夹名字,选择放置路径。
1.2指定系统组态:右击Tag Management , 选择 Add New Driver….. ,选择 SIMATIC S7 Protocol Suite.chn ,OK双击 SIMATIC S7 Protocol Suite 协议组,右击 PROFIBUS ,选择System Parameter,选择Unit 选项卡,修改采集卡型号:CP5611 (PROFIBUS) 确定。
1.3创建与自动化系统的链接:右击PROFIBUS,选择 New Driver Connection……,修改新的链接名字(test1),单击Properties ,修改链接地址(1),必须与自动化系统控制器的地址一致,这样WinCC才能根据地址找到相应的控制器。
也可以创建好以后再修改。
1.4创建变量:右击新建的链接,选择New Group……. 或New Tag….. 创建变量组或变量。
类型可以是DB 、Bit Memory 、Input 、Output。
修改变量名(Start),并且选择变量地址(M0.0)。
修改变量名(Stop),并且选择变量地址(M0.1)。
修改变量名(Light),并且选择变量地址(Q125.0)。
2、可视化系统:(图形编辑器)2.1创建画面:右击Graphics Designer ,选择 New Picture 。
修改文件名字分别为 Picture 1 , Picture 2 。
2.2添加静态文本或图形:双击Picture 2进入图形编辑器,添加三个按钮。
文本分别为开始,停止,返回。
再添加一个小灯。
双击Picture 1进入图形编辑器,添加两个按钮。
文本分别为进入,退出。
2.3使用变量链接画面元素:在Picture 1 中,双击进入按钮,打开按钮属性窗口。
01、西门子S7-300PLCGRAPH顺控指令讲解与编程举例

21/22
pTrhoagnrkamyomuing language S7-GRAPH
增加特性:
▪
多个顺控器(最多8个)
▪
步骤(每个顺控器最多250个)
▪
每个步骤的动作(每步最多100个)
▪
转换条件(每个顺控器最多250个)
▪
分支条件(每个顺控器最多250个)
▪
逻辑互锁(最多32个条件)
▪
监控条件(最多32个条件)
▪
事件触发功能
▪
切换运行模式:手动、自动及点动模式
2/22
安装与使用
11/22
编辑条件及动作
简介 安装与使用 软件兼容性 应用举例 建立程序 编程界面 程序结构 编辑程序 应用设定 调试程序 程序演示
12/22
设置互锁条件:箱体 温度低于设定值 只有在互锁条件满足且当前 步有效时,打开阀门A
步骤3 开始的条件 : 液位大于限定值
编辑条件及动作
简介 安装与使用 软件兼容性 应用举例 建立程序 编程界面 程序结构 编辑程序 应用设定 调试程序 程序演示
原
原
原
料
料
料
A
B
C
液位 C
液位 B
液位 A
阀门D
简单工艺描述: 初始化 打开阀门A,当液体 A 到达限位A 时,关闭阀门A, 打开阀门B,当液体 B到达限位B 时,关闭阀门B, 启动搅拌电机,5分钟后关闭搅拌电机,
如果附加工艺选择为“0” : 则打开阀门D,流程结束。
如果附加工艺选择为“1”: 则打开阀门C,当液体 C到达限位C 时,关闭阀门C, 启动搅拌电机,10分钟后关闭搅拌电机, 打开阀门D,流程结束。
本例选择最 小参数
S7-GRAPH的编程与应用(实例)

标准工具栏
视图工具栏
浮动的浏览窗口 浮动工具栏
选项卡 转换条件编辑指令
工作区 详细信息窗口
三、S7 GRAPH编程
(1)视窗工具栏
缩放比例
区域放大 缩小 放大 显示/隐藏详细信息窗口 显示/隐藏浏览窗口 显示/隐藏步的条件和动作项 显示/隐藏注释区域 切换符号地址显示方式 显示永久性指令 单步显示方式 顺控器显示方式
ห้องสมุดไป่ตู้S4
= Q4.2
= Q4.3 T3
T3 30s
S5
= Q4.1
= Q4.3 T4
T4 5s
Stop
R S2
R S3
R S4
R S5
= S1
编写程序时,可将顺序功能 图放置在一个功能块(FB) 中,而将停止作用的部分程序 放置在另一个功能(FC)或 功能块(FB)中。这样在系 统启动运行期间,只要停止按 钮(Stop)被按动,立即将 所有状态S2~S5复位,并返 回到待命状态S1。
三、S7 GRAPH编程
ON命令与OFF命令
用ON命令或OFF命令可以使命令所在步之外的其他步变为 活动步或非活动步。
指定的事件发生时,可以将指定的步变为活动步或非活 动步。如果命令OFF的地址标识符为S_ALL,将除了命令“S1 (V1,L1)OFF”所在的步之外其他的步变为非活动步。
三、S7 GRAPH编程
《S7-300 PLC编程与应用 从入门到提高》
第26讲 S7 GRAPH的编程与应用
一、顺序控制 二、控制器设计 三、S7 GRAPH编程
一、顺序控制
顺序功能图(简称SFC)是IEC标准编程语言,用于编制 复杂的顺控程序,很容易被初学者接受,对于有经验的电气 程师,也会大大提高工作效率。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
5.6 顺序功能图语言S7 Graph 的应用5.6.1 S7 Graph 语言概述S7 Graph 语言是S7-300/400的顺序功能图语言,遵从IEC 61131-3标准的规定。
1.顺序控制程序的结构一个顺序控制项目至少需要一个调用S7 Graph FB 的块,一个S7 Graph FB 和它的背景数据块。
CALL FB1, DB1SQ_INIT :=OB/FB/FCFB1DB1永久性指令永久性指令S7 Graph 功能块FB1的背景数据块图5-45 顺序控制系统中的块图5-46 S7 Graph 编辑器步与转换跳步分支中止选择序列的分支选择序列的合并并行序列的分支并行序列的合并选择对象预选/直接插入监视时间T 插入监视时间U 插入永久条件插入动作插入永久性FB ,FC 调用插入顺序控制器“Drag and Drop ”模式时与鼠标一起移动的图形图5-49 顺序控制器工具条与移动的图形3.S7 Graph 的显示模式在View 菜单中选择显示顺序控制器(Sequencer )、单步和永久性指令。
(1)在顺序控制器显示方式,执行菜单命令“View>Display with ”,可以选择:Symbols :显示符号表中的符号地址; Comments :显示块和步的注释;Conditions and Actions:显示转换条件和动作;Symbol List:在输入地址时显示下拉式符号地址表。
(2)单步显示模式只显示一个步和转换的组合,还可以显示Supervision:监控被显示的步的条件;Interlock:对被显示的步互锁的条件;执行命令“View>Display with> comments”显示和编辑步的注释。
用“↑”键或“↓”键可以显示上一个或下一个步与转换的组合。
(3)在“permanent instructions”(永久性指令)显示方式,可以对顺序控制器之前或之后的永久性指令编程。
每个扫描循环执行一次永久性指令,可以调用块。
Y0Y12号运输带1号运输带I1.0I1.1Q1.0Q1.11号运输带2号运输带图5-50 运输带控制系统示意图与顺序功能图1.创建使用S7 Graph语言的功能块FB执行菜单命令“Insert → Direct”将进入“Direct”编辑模式。
执行菜单命令“Insert → Drag-and-Drop”,进入“Drag and Drop (拖放)”编辑模式。
执行菜单命令“View→Display with→Conditions and Actions”,显示或关闭各步的动作和转换条件。
图5-51 运输带控制系统的顺序功能图(1)命令S;当步为活动步时,使输出置位为1状态并保持。
(2)命令R:当步为活动步时,使输出复位为0状态并保持。
(3)命令N:当步为活动步时,输出被置为1;该步变为不活动步时,输出被复位为0。
(4)命令L:用来产生宽度受限的脉冲,相当于脉冲定时器。
(5)命令CALL:用来调用块,当该步为活动步时,调用命令中指定的块。
(6)命令D:使某一动作的执行延时,延时时间在该命令右下方的方框中设置。
在“直接”模式用鼠标右键点击动作框,在弹出的菜单中选择插入动作行。
6.对监控功能编程双击步S3后,切换到单步视图,选中Supervision(监控)线圈左边的水平线的缺口处,插入比较器图标,设置的监视时间为2小时。
8.在主程序中调用S7 Graph FB9.用S7-PLCSIM仿真软件调试S7 Graph程序图5-52 单步显示模式中的监控与互锁条件5.6.3 顺序控制器的运行模式与监控操作执行菜单命令“Debug→Control Sequencer”,对顺序控制器进行各种监控操作。
图5-54 顺序控制器监控对话框1.自动模式“Acknowledge”按钮确认被挂起的错误信息。
点击“初始化(Initialize)”按钮,将重新起动顺序控制器,使之返回初始步。
点击“禁止(Disable)”按钮,使顺序控制器中所有的步变为不活动步。
2.手动模式选择“Manual”模式后,用“Disable”按钮关闭当前的活动步。
在“Step Number”输入框中输入希望控制的步的编号,用激活(Activate)按钮或去活(Unactivate)按钮来使该步变为活动步或不活动步。
同时只能有1步是活动步。
3.单步(Inching)模式在单步模式转换条件满足时,需要点击“Continue”按钮,才能使转换到下一步。
4.Automatic or switch to next模式转换条件未满足,用“Continue”按钮也能转换到后续步。
转换条件满足将自动转换。
5.错误显示有互锁(Interlock)错误或监控(Supervision)错误时,相应的检查框为红色。
5.6.4 顺序控制器中的动作1.标准动作中的命令:S, R, N, L, D, CALL标准动作可以设置互锁(在命令的后面加“C”),仅在步处于活动状态和互锁条件满足时,有互锁的动作才被执行。
没有互锁的动作在步处于活动状态时就会被执行。
2.与事件有关的动作A1=1步监控信号互锁信号信息确认信号A1:R1: 记录信号被置位图5-55 控制动作的事件表5-2 控制动作的事件ON命令或OFF命令分别使命令所在的步之外的其他步变为活动步或不活动步。
如果命令OFF的地址标识符为S _ALL,将除了命令“S1(V1, L1) OFF”所在的步之外其他的步变为不活动步。
图5-56 步与动作一旦S3变为活动步和互锁条件满足,指令“S1 RC”使输出Q2.1复位为0并保持为0。
一旦监控错误发生(出现V1事件),除了动作中的命令“V1 OFF”所在的步S3,其他的活动步变为不活动步。
S3变为不活动步时(出现事件S0),将步S7变为活动步。
只要互锁条件满足(出现L0事件),就调用指定的功能块FB 2。
4.动作中的计数器有互锁功能的计数器在互锁条件满足和指定的事件出现时,动作中的计数器才会计数。
事件发生时,计数器指令CS将初值装入计数器。
CS指令下面一行是要装入的初值。
事件发生时,CU,CD,CR指令使计数值分别加1、减1或将计数值复位为0。
5.动作中的定时器事件出现时定时器被执行。
互锁功能也可以用于定时器。
TL为扩展的脉冲定时器命令,一旦事件发生,定时器被起动。
TD命令用来实现定时器位有闭锁功能的延迟。
一旦事件发生,定时器被起动。
互锁条件C仅仅在定时器被起动的那一时刻起作用。
图5-57 步与动作(4)TR是复位定时器命令,一旦事件发生,定时器位与定时值被复位为0。
当图5-57中的步S4变为活动步,事件S1使计数器C4的值加1。
C4可以用来计步S4变为活动步的次数。
只要步S4变为活动步,事件S1使A的值加1。
S4变为活动步后,T3开始定时,4s后T3的定时器位变为1状态。
5.动作中的算术运算在动作中可以使用:A:=B;A:=函数(B) ;A:=B<运算符号>C。
A:=函数(B);5.6.5 顺序控制器中的条件1.转换条件2.互锁条件:如果互锁条件的逻辑满足,执行受互锁控制的动作。
3.监控条件:如果监控条件的逻辑运算满足,表示有干扰事件V1发生。
顺序控制器不会转换到下一步,保持当前步为活动步。
如果监控条件的逻辑运算不满足,表示没有干扰,如果转换条件满足,转换到下一步。
只有活动步被监控。
4.S7 Graph地址在条件中的应用可以在转换、监控、互锁、动作和永久性的指令中,以地址的方式使用关于步的系统信息)。
表5-3 S7 Graph地址表5-4 FB的参数集5.6.7 用S7 Graph 编写具有多种工作方式的控制程序1.初始化程序、手动程序与自动回原点程序OB100中的初始化程序与5.5节中的图5-37完全相同。
手动程序FC 2与5.5节中的图5-39完全相同。
自动返回原点的梯形图程序FC 3与5.5节图5-42(b)中的相同。
图5-61 主程序OB1S7 Graph FB的参数有好几十个,图5-61中的FB1使用的是标准参数级,下面介绍图中使用的参数:连续、单周期或单步时“自动方式”M0.3为1,调用FB1。
参数INIT_SQ(“自动允许”M0.0)为1:原点条件满足,激活初始步,复位顺序控制器。
参数OFF_SQ为1(“自动允许”M0.0=0):复位顺序控制器,所有的步变为不活动步。
参数ACK_EF(“确认故障”I1.3)为1:确认错误和故障,强制切换到下一步。
参数SW_AUTO(“单周连续”M0.2)为1:切换到自动模式。
参数SW_TAP(“单步”I2.2)为1:切换到Inching(单步)模式。
参数T_PUSH(“起动按钮”I2.6):条件满足并且在T_PUSH的上升沿时,转换实现。
参数ERR_FLT(“错误报警”Q4.5)为1:组故障。
图5-62 公用程序连续标志M0.7的控制电路放在FB1的顺序控制器之前的永久性指令中。
图5-63 顺序控制器之前的永久性指令2.初始化程序、手动程序与自动回原点程序OB100中的初始化程序与5.5节中的图5-37完全相同。
手动程序FC 2与5.5节中的图5-39完全相同。
自动返回原点的梯形图程序FC 3与5.5节图5-42(b)中的相同。
FB1是自动程序(单步、单周期、连续)。
单步I2.2=SW_TAP=1时有单步功能。
单周连续M0.2=SW_AUTO=1时顺序控制器正常运行。
在顺序控制器中,用永久性指令中的M0.7(连续标志)区分单周期和连续模式。