轴套钻孔夹具装配图
1037钻孔轴承上盖滑柱式专用夹具设计:设计正文,三维设计,装配图CAD,工件CAD

本次设计针对的是剖分式轴承盖,夹具设计目标是钻孔直径为5的内孔,由于该孔位置处于圆弧面处,如果不增加夹具,采用普通钻孔方式,钻孔将会引起钻头偏移导致位置尺寸错误或者钻头断裂于孔内部。
该对加工效率和安全性都将不利。
为了改善设计提高工作效率以及保证操作者的安全性,本次设计如下的滑柱式钻孔专用夹具来加工直径5小孔。
此处文档有重要部分删减(本文档附有CAD图等详细附件)该滑柱式钻床夹具的主要结构组成部分有夹具体、定位座、下定位销钉,上定位销钉、滑动柱、钻模板、钻套、衬套、导向销钉、螺钉螺母等。
夹具体是整个滑柱式钻孔夹具的主要安装载体,并且与钻床的工作台面相互连接。
中部三个孔是滑柱的导向装置,在三个滑柱的导向下可以保证不会产生偏移。
夹具体前侧是滑柱上下驱动机构,通过手柄进行控制。
工件定位:工件下定位结构是通过下部的左右两侧定位销钉进行控制,为了保证工件在完全定位后保证左右侧面高度一致,需要通过中部的斜面调节柱进行左右自动调节控制。
这是由于两侧定位柱的下端斜面与调节柱的斜面相互切合,可以在一定范围内,通过调节柱的左右移动调节左右侧定位柱。
在定位柱导向孔两侧有螺塞封闭防尘设置。
为了保证夹具下定位柱在做上下运动时不会产生转动,故夹具定位座侧面有定位螺钉安装孔通过定位螺钉M6对定位柱键槽进行卡位导向。
顶部的定位销钉装置与底部的定位销钉同心,顶部销钉通过过盈配合与钻模板进行相互连接,下侧直径14.8圆柱面对工件进行定位。
在圆弧面处钻孔很容易产生钻孔偏移的现象,容易断钻头影响工作效率。
并造成安全事故,这里我们采用这一特殊钻套,在钻套的接近钻孔面采用与工件圆弧相契合的圆弧面使得钻套尽可能的接近工件端面,同时在钻套中部有成十字交叉的排屑孔供钻削时排出铁屑与切削热。
同时为了保护钻套减小磨损,在钻套内部有上下两个衬套进行保护延长钻套的使用寿命。
此处文档有重要部分删减(本文档附有CAD图等详细附件)切削产生的铁屑通过钻套十字中心孔排出并带出切削热。
轴套零件的机械加工工艺规程和夹具设计
成绩_________ 机械制造技术课程设计题目轴套零件的机械加工工艺规程和夹具设计院(系)机械与汽车工程学院班级机制学生姓名学号指导教师二○一五年六月轴套零件的机械加工工艺规程和夹具设计摘要:本设计是基于轴套零件的加工工艺规程及一些工序的专用夹具设计。
轴套零件的主要加工表面是外圆及孔系。
一般来说,保证平面的加工精度要比保证孔系的加工精度容易。
因此,本设计遵循先面后孔的原则。
并将孔与平面的加工明确划分成粗加工和精加工阶段以保证孔系加工精度。
主要加工工序安排是先以孔系定位加工出平面,在后续工序中除个别工序外均用顶平面和工艺孔定位加工其他孔系与平面。
夹具选用专用夹具,夹紧方式多选用手动夹紧,夹紧可靠,机构可以不必自锁。
因此生产效率较高。
适用于大批量、流水线上加工。
能够满足设计要求。
关键词:轴套类零件,加工工艺,专用夹具,设计目录第一章零件的分析 (1)1.1零件的作用 (1)1.2零件的工艺分析 (1)1.3零件生产类型的选择 (1)第二章确定毛坯类型绘制毛坯简图 (2)2.1选择毛坯 (2)2.2确定毛坯的尺寸公差和加工余量 (2)2.3绘制毛坯-零件合图 (2)第三章工艺过程设计 (2)3.1定位基准的选择 (2)3.2零件各表面加工方法的选择 (3)3.3加工阶段的划分 (3)3.4工序顺序安排 (3)3.5热处理工序及辅助工序的安排 (4)3.6确定总的工艺路线 (4)3.7工艺装备的选择 (5)第四章xxx机械加工工序设计 (5)4.1 工序简图的绘制 (5)4.2工序余量的确定 (6)4.3工序尺寸的确定 (6)4.4切削用量的确定 (6)4.5时间定额估算 (8)第五章 xxx 专用夹具设计 (8)5.1 夹具设计任务 (8)5.2 拟订钻床夹具结构方案与绘制夹具草图 (9)5.3 绘制夹具装配总图 (10)5.4 夹具装配图上标注尺寸、配合和技术要求 (10)5.5 夹具专用零件图设计绘制 (10)第六章 设计小结 (10)参考文献 (11)第一章 零件的分析1.1零件的作用题目给出的零件是轴套。
机械设计课程设计扇形板钻床夹具-A1装配图_零件图扇形板资料
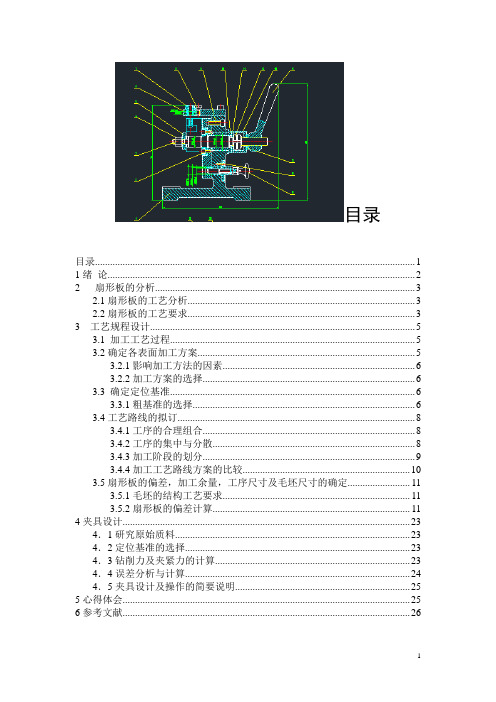
目录目录 (1)1绪论 (2)2 扇形板的分析 (3)2.1扇形板的工艺分析 (3)2.2扇形板的工艺要求 (3)3 工艺规程设计 (5)3.1 加工工艺过程 (5)3.2确定各表面加工方案 (5)3.2.1影响加工方法的因素 (6)3.2.2加工方案的选择 (6)3.3 确定定位基准 (6)3.3.1粗基准的选择 (6)3.4工艺路线的拟订 (8)3.4.1工序的合理组合 (8)3.4.2工序的集中与分散 (8)3.4.3加工阶段的划分 (9)3.4.4加工工艺路线方案的比较 (10)3.5扇形板的偏差,加工余量,工序尺寸及毛坯尺寸的确定 (11)3.5.1毛坯的结构工艺要求 (11)3.5.2扇形板的偏差计算 (11)4夹具设计 (23)4.1研究原始质料 (23)4.2定位基准的选择 (23)4.3钻削力及夹紧力的计算 (23)4.4误差分析与计算 (24)4.5夹具设计及操作的简要说明 (25)5心得体会 (25)6参考文献 (26)1绪论机械设计制造及其夹具设计是我们融会贯通3年所学的知识,将理论与实践相结合,对专业知识的综合运用训练,为我们即将走向自己的工毕业设计打下良好的基础。
机械加工工艺是规定产品或零件机械加工工艺过程和操作方法,是指导生产的重要的技术性文件。
它直接关系到产品的质量、生产率及其加工产品的经济效益,生产规模的大小、工艺水平的高低以及解决各种工艺问题的方法和手段都要通过机械加工工艺来体现,因此工艺规程的编制的好坏是生产该产品的质量的重要保证的重要依据。
在编制工艺时须保证其合理性、科学性、完善性。
而机床夹具是为了保证产品的质量的同时提高生产的效率、改善工人的劳动强度、降低生产成本而在机床上用以装夹工件的一种装置,其作用是使工件相对于机床或刀具有个正确的位置,并在加工过程中保持这个位置不变。
它们的研究对机械工业有着很重要的意义,因此在大批量生产中,常采用专用夹具。
而本次对于扇形板加工工艺及夹具设计的主要任务是:⑴完成扇形板零件加工工艺规程的制定;⑵完成钻孔专用夹具的设计。
毕业论文-轴套零件的加工工艺规程及夹具设计
毕业设计说明书课题:轴套零件的加工工艺规程及夹具设计专业:班级:姓名:学号:指导老师:陕西国防工业职业技术学院二O一一届毕业设计(论文)任务书专业:数控技术班级:数控姓名:学号:一、设计题目(附图):轴套零件机械加工工艺规程制订及第25 工序工艺装备设计。
二、设计条件:l、零件图;2、生产批量:中批量生产。
三、设计内容:1、零件图分析:l)、零件图工艺性分析(结构工艺性及技术条件分析);2)、绘制零件图;2、毛坯选择:1)、毛坯类型;2)、余量确定;3)、毛坯图。
3、机械加工工艺路线确定:1)、加工方案分析及确定;2)、基准的选择;3)、绘制加工工艺流程图(确定定位夹紧方案)。
4、工艺尺寸及其公差确定:1)、基准重合时(工序尺寸关系图绘制);2)、利用尺寸关系图计算工序尺寸;3)、基准不重合时(绘制尺寸链图)并计算工序尺寸。
5、设备及其工艺装备确定:6、切削用量及工时定额确定:确定每道工序切削用量及工时定额。
7、工艺文件制订:1)、编写工艺设计说明书;2)、填写工艺规程;(工艺过程卡片和工序卡片)8、指定工序机床夹具设计:1)、工序图分析;2)、定位方案确定;3)、定位误差计算;4)、夹具总装图绘制。
9、刀具、量具没计。
(绘制刀具量具工作图)10、某工序数控编程程序设计。
四、上交资料(除资料2使用标准A3手写外,其余电子文稿指导教师审核后,打印上交)1、零件机械加工工艺规程制订设计说明书一份;(按统一格式撰写)2、工艺文件一套(含工艺过程卡片、每一道工序的工序卡片,工序附图);3、机床夹具设计说明书一份;(按统一格式撰写)4、夹具总装图一张(打印图纸);零件图两张以上(A4图纸);5、刀量具设计说明书一份;(按统一格式撰写)6、刀具工作图一张(A4图纸);量具工作图一张(A4图纸)。
7、数控编程程序说明书五、起止日期:2010年月日一2010年月日(共8周)六、指导教师:七、审核批准:教研室主任:系主任:年月日八、设计评语:九、设计成绩:年月日本文主要介绍轴套零件的机械加工工艺过程,首先通过对该其零件图纸进行分析,再确定其加工工艺,选择合理的设备及工艺装备,并制定出合理的工艺路线,选择合理的刀具、切削用量等,其次设计钻两斜孔的钻孔夹具、专用刀具、专用量具等,最终制定并填写机械加工工艺卡片和机械加工工序卡片。
A0钻夹具装配图

机械制图装配图PPT课件

.
11
2.特殊画法
1)拆卸画法 2)沿结合面剖切画法 3)单独表达某个零件 4)夸大画法 5)假想画法 6)展开画法 7)简化画法
.
12
1)拆卸画法 2)沿结合面剖切画法
.
13
3)单独表达某个零件
4)夸大画法
.
14
5)假想画法
6)展开画法
.
15
3.简化画法
1. 圆角、倒角、退刀 槽不画
箱体类、轴套类、轮盘类
3.对零件图上尺寸的处理
直接抄注、计算得出、查表、从图中量取
4.关于技术要求:
配合面、接触面、自由表面
.
37
读装配图拆画零件图
举例:读齿轮油泵装配图,拆画件5(泵盖)的零件图。
要求:
1.视图表达完整,投影关系正确。 2.标注全部尺寸 3.标注表面粗糙度:配合面 1.6, 接触面6.3
.
90
柱塞式油泵装配图
.
91
柱塞式油泵立体图
.
92
习题15-16泵体
.
93
习题15-16滑柱
.
94
仪表车床尾架
.
95
仪表车床尾架立体图
.
96
仪表车床尾架爆炸图
.
97
习题15-17尾架体
.
98
习题15-17轴套
.
99
习题15-17螺杆
.
100
71
泵体
.
72
虎钳零件和装配图
.
73
虎钳装配图
.
74
主视图
.
75
俯视图
.
76
左视图
.
77
毕业设计(论文)-轴套钻孔夹具设计[管理资料]
![毕业设计(论文)-轴套钻孔夹具设计[管理资料]](https://img.taocdn.com/s3/m/f166c2b769eae009591bec5e.png)
引言机械制造工艺设计是在我们完成了全部基础课、技术基础课、大部分专业课以及参加了生产实习之后进行的。
这是我们在毕业之前对所学各课程的一次深入的综合性的复习也是一次理论联系实际的训练,因此,它在我们大学生活中占有重要的地位。
通过本次毕业设计,应该得到下述各方面的锻炼:能熟练运用机械制造工艺设计中的基本理论以及在生产实习中学到的实践知识,正确地解决一个零件在加工中的定位、夹紧以及工艺路线安排、工艺尺寸确定等问题,保证零件的加工质量。
提高结构设计的能力。
通过设计夹具的训练,应当获得根据被加工零件的加工要求,设计出高效、省力、经济合理而且能保证加工质量的夹具的能力。
学会使用手册及图表资料。
掌握与本设计有关的各种资料的名称、出处、能够做到熟练运用。
就我个人而言,通过这次设计,基本上掌握了零件机械加工工艺规程的设计,机床专用夹具等工艺装备的设计等。
并学会了使用和查阅各种设计资料、手册、和国家标准等。
最重要的是综合运用所学理论知识,解决现代实际工艺设计问题,巩固和加深了所学到的东西。
并在设计过程中,学到了很多课堂上没有学到的东西。
1.机床夹具夹具的定义:夹具是机械制造厂里使用的一种工艺设备,分为机床夹具、焊接夹具、装配夹具及检验夹具等。
各种金属切削机床上用于装夹工件的工艺设备,称为机床夹具,如国床上使用权用的三爪自定心卡盘,铣床上使用使用的平口虎钳等。
相关机床夹具的基本概念:定位:工件在机床上加工时,为保证加工精度和提高生产率,必须使工件在机床上相对刀具占有正确的位置,这个过程称为定位。
夹紧:为克服切削过程中工件受外力的作用而破坏定位,必须对工件施加夹紧力,这个过程称为夹紧。
装夹:定位和加紧综合称为装夹。
机床夹具:完成装夹的工艺设备称为机床夹具。
. 夹具的组成:(1)定位元件或装置(2)夹紧元件或装置(3)刀具导向元件或装置(4)夹具在机床上定位的元件(5)夹具体(6)其它元件或装置. 机床夹具的分类:按应用范围分:(1)通用夹具(三爪、四爪卡盘虎钳、回转工作台。
钻床夹具
钻床夹具设计要点
–快换钻套
• 快换钻套更换迅速,只要将钻套逆时针转动一下, 即可从钻模板中取出。他与衬套的配合采用 H7/g6或H6/g5的间隙配合。 • 适用于在一个工序中使用几种刀具(指钻,扩, 铰)依次连续加工的情况。
–特种钻套
• 当工件的结构形状或工序加工条件均不允许采用 上述几种标准钻套时,就应视具体情况设计各种 形式的特种钻套。
钻床夹具设计要点
– 对于孔的垂直度和孔距精度要求不高的中小型工件, 宜优先采用滑柱钻模,以缩短夹紧的设计之中周期。 如孔的垂直度公差小于0.1mm,孔距位置公差小于 ±0.15mm时,如不采取特殊措施,一般不宜采用 这类钻模。 –若钻模板和夹具体为焊接结构的钻模,因焊接应力 不能彻底消除,精度不能长期保持,故一般只在工 件孔距公差要求不高(大于±0.15mm)时才采用。 –当工件被加工孔与定位基准的孔距公差小于0.05mm 时,以采用固定式钻模和固定式侧面进行加工。 –在大型工件上加工位于同一平面上的孔时,为简化 夹具结构,可采用盖板式钻模。
那么它在X方向的定位误差
为 ΔDx=TD+Td+det
=0.28+0.033+ (0.04-0) =0.353mm
工件加工精度分析
–在Y方向的角度定位误差为ΔDy ΔDy=2arctgθ =2arctg(detMax/2L) =2arctg (TD+Td+det)/2L =2arctg(0.353/(2*78))=0.264mm
滑柱式钻模
• 滑柱式钻模是带有升降台的通用可调夹具, 在生产中应用较广。滑柱式钻模的平台上 可根据需要安装定位装置,钻模板上可设 置钻套、夹紧元件及定位元件等。滑柱式 钻模已标准化,其结构尺寸可查阅“夹具 设计手册”。
轴承座的工艺及钻孔夹具装置设计(有cad图+文献翻译+ppt)
本科生毕业设计论文题目:轴承座的工艺及钻孔夹具装置设计专业:机械设计制造及其自动化2014 年 06 月毕业任务书一.题目轴承座的工艺及钻孔夹具装置设计二.指导思想和目的要求综合运用所学的基本理论、基本知识和基本技能解决工程实际问题的能力,使学生进一步受到工程设计和科学研究方法的基本训练,培养学生正确运用工程运算和使用技术文献、规格资料的能力;培养学生掌握工艺过程设计和工艺装备设计等的设计方法;培养学生简明精确地表达设计思想的能力-制图、撰写论文与答辩等的能力。
通过毕业设计,使学生初步掌握工程技术的设计能力、解决问题的能力三.主要技术指标1.对轴承座的零件图进行工艺分析并绘制零件图;2.选择毛坯类型;3.编写工艺文件;4.设计钻孔夹具,用AutoCAD绘图,对所设计的专用夹具进行精度分析5.撰写论文。
四.进度和要求第一阶段查阅及消化有关资料 1周第二阶段绘制零件图及选择毛坯类型 1周第三阶段编写工艺文件 3周第四阶段设计钻床夹具 4周第五阶段撰写论文 4周第六阶段评阅、答辩 1周摘要本次毕业设计的题目是轴承座的工艺及钻孔夹具装置设计。
该零件的主要加工表面是平面和孔。
由加工工艺原则可知,保证平面的加工精度比保证孔的加工精度容易。
所以本设计遵循先面后孔的原则。
并将孔和面的加工明确划分成粗加工和精加工阶段以保证加工精度。
根据零件技术要求,编制合理适用的工艺规程,选择合适的机床,设计合理的专用工装夹具,解决加工难点,提高产品质量。
通过本次设计对所学专业课程的理论加以综合并增加生产实践知识,经过实际训练,从而培养和提高个人独立工作的能力。
巩固所学相关课程内容,熟练掌握其设计方法和步骤,为我以后的工作打下坚实的基础。
关键词: 毕业设计,设计说明书,机械加工,工艺规程ABSTRACTThe subject of this graduation project is the bearings part of the process planning and some special fixture design process .Bearing part of the main processing surface is flat and the hole .Known by the principle of processing technology to ensure plane precision than the hole to ensure easy. Therefore,this design follows the principles of the hole after the first plane .And a clear hole and surface processing divided into roughing and finishing stages to ensure accuracy.The bearings part of the process planning according to part size, high precision, the characteristics of complex structure, the preparation of a reasonable application of technical rules, select the appropriate machine tools, special tooling designed to address the processing difficulties, improve product quality. Through this design of the school curriculum to be integrated theoretical and practical knowledge to increase production, through practical training, thereby developing and enhancing the ability of individuals to work independently. Consolidate the relevant course content, master the design method and procedure, and I will work to lay a solid foundation.KEY WORDS: graduation design, design specifications, machining, process planning字典前言毕业设计对我来说是在毕业之前最重要的一门课程,它不仅仅是对我大学四年来所学课程的检查,而且是对我大学四年所学知识的一次综合性的巩固、扩大和深化。
工装夹具设计图解及实例ppt课件

它与机床有关部件进行连接、对定,使夹具相对机 床具有确定的位置。
如图中的夹具体7。
.
34
(6) 其它元件及装置
有些夹具根据工件的加工要求,要有分度机构,铣 床夹具还要有定位键等。
以上这些组成部分,并不是对每种机床夹具都是缺 一不可的,但是任何夹具都必须有定位元件和夹紧 装置,它们是保证工件加工精度的关键,目的是使 工件定准、夹牢。
.
10
.
11
2)划线找正装夹
这种装夹方法是按图纸要求在工件表面上事先划 出位置线、加工线和找正线,装夹工件时,先按找 正线找正工件的位置,然后夹紧工件。
划线找正装夹不需要专用设备,通用性好,但
效率低,精度也不高,通常划线找正精度只能达到
0.1~0.5mm。
此方法多用于单件小批生产中铸件的粗加工工序。
27机床夹具的组成定位元件定位元件夹紧装置或元件对刀引导元件对刀引导元件其它装置或元件其它装置或元件夹具体夹具体连接元件连接元件2829图为用于钻轴套工件上6h7孔的钻床夹具工件以内孔及端面为定位基准在夹具的定位销6及其端面上定位即确定了工件在夹具中的正确位置
当用夹具装夹工件来对进行加工 时,必须满足三个条件:
当产品变更时,夹具将由于无法再使用而报废。
只适用于产品固定且批量较大的生产中。
.
17
.
18
3)通用可调夹具和成组夹具
其特点是夹具的部分元件可以更换,部分装置可 以调整,以适应不同零件的加工。
用于相似零件的成组加工所用的夹具,称为成组 夹具。
通用可调夹具与成组夹具相比,加工对象不很明 确,适用范围更广一些。
设计图样上所采 用的基准就是设 计基准。(图)
钻床专用夹具设计(装配图)--课程设计说明书

洛阳理工学院课程设计说明书课程名称:机械制造装备设计设计课题:钻床专用夹具设计专 业:机械设计制造及其自动化年 月月 日日课程设计内容与要求:内容:内容:为盘类设计一套钻模夹具,便于摇臂钻床的加工。
为盘类设计一套钻模夹具,便于摇臂钻床的加工。
设计要求:设计要求:1.在钻床上加工2-Φ10,10,对对C 面垂直度面垂直度>0.02 >0.022.2.要求绘制要求绘制A0夹具装配图一张、夹具装配图一张、A3A3零件图一张、设计说明书一份。
零件图一张、设计说明书一份。
3.3.夹具设计要求合理,有利提高加工精度,保证加工质量,降低加工夹具设计要求合理,有利提高加工精度,保证加工质量,降低加工成本,提高劳动生产率和减轻工人的劳动强度,便于批量生产。
成本,提高劳动生产率和减轻工人的劳动强度,便于批量生产。
设计(论文)开始日期设计(论文)开始日期 年 月 日 指导老师:指导老师:设计(论文)完成日期设计(论文)完成日期 年 月 日年 月 日课程设计评语院系:机械工程系院系:机械工程系专业:机械设计制造及其自动化专业:机械设计制造及其自动化 课程名称:机械制造装备设计课程名称:机械制造装备设计 设计题目:设计题目: 钻床专用夹具设计钻床专用夹具设计 班级:班级:B140231 B140231 学号:学号:B******** B14023113 姓名:殷彦强姓名:殷彦强 课程设计篇幅:图 纸 2 张说明书 24 页指导教师评语:目录前 言 ................................................................................................................................................ (5)5 一. 专用夹具设计专用夹具设计................................................................................................................... .................................................................................................................. 77 1.1设计前的准备工作设计前的准备工作............................................................................................................. ............................................................................................................ 77 1.1.1. 明确工件的年生产纲领明确工件的年生产纲领..................................................................................... .................................................................................... 77 1.1.2. 分析工件零件图和工序图分析工件零件图和工序图................................................................................. ................................................................................ 77 1.1.3. 确定加工方法确定加工方法..................................................................................................... .................................................................................................... 88 1.2. 总体方案的确定总体方案的确定............................................................................................................ ........................................................................................................... 88 1.2.1. 确定定位方案,设计定位装置确定定位方案,设计定位装置......................................................................... ........................................................................ 88 1.2.2 确定夹紧方案,设计夹紧装置确定夹紧方案,设计夹紧装置........................................................................... .......................................................................... 99 1.2.3 确定导向装置确定导向装置..................................................................................................... .................................................................................................... 1111 1.2.4. 夹具体的设计夹具体的设计................................................................................................... .................................................................................................. 112 1.3.夹具装配图绘制夹具装配图绘制............................................................................................................ ............................................................................................................ 1133 1.3.1. 夹具装配图尺寸、公差的标准夹具装配图尺寸、公差的标准..................................................................... .................................................................... 1133 1.3.2. 夹具的定位、夹紧分析夹具的定位、夹紧分析................................................................................... .................................................................................. 113 1.4. 绘制夹具零件图绘制夹具零件图............................................................................................................. ............................................................................................................ 114 1.4.1.钻模板零件图钻模板零件图 ..................................................................................................... .................................................................................................... 114 1.4.2.辅助支承零件图辅助支承零件图................................................................................................ ................................................................................................ 115 1.4.3.六角螺钉零件图六角螺钉零件图................................................................................................. ................................................................................................ 116 1.4.4.夹具底座零件图夹具底座零件图................................................................................................... .................................................................................................. 117 二.夹具装配图相关要求夹具装配图相关要求................................................................................................................ ............................................................................................................... 119 2.1. 夹具装配图上标注的尺寸夹具装配图上标注的尺寸 ............................................................................................. ............................................................................................ 119 2.2. 夹具的制造误差夹具的制造误差 ............................................................................................................. ............................................................................................................ 119 2.3. 装配图上标注的技术要求装配图上标注的技术要求 ............................................................................................. ............................................................................................ 220 2.4. 确定设计方案确定设计方案................................................................................................................. ................................................................................................................ 220 三.最终的设计结构最终的设计结构........................................................................................................................ ....................................................................................................................... 221 四. 致 谢........................................................................................................................................ ........................................................................................................................................ 222 五.感 想.......................................................................................................................................... .......................................................................................................................................... 223 六参考文献参考文献................................................................................................................................... .. (224)前 言随着科学技术的发展,随着科学技术的发展,各种新材料、各种新材料、各种新材料、新工艺和新技术的不断涌现,新工艺和新技术的不断涌现,新工艺和新技术的不断涌现,机械制造机械制造工艺正向着高质量、工艺正向着高质量、高生产率和低成本方向发展。
套筒夹具的详细尺寸图,解决铣槽问题

套筒夹具的详细尺寸图,解决铣槽问题
在薄壁零件切削的关键技术中,举例有薄壁套筒零件车削孔加工的工艺方法,这次我们来看在铣床上加工套筒零件键槽的专用夹具设计,并且每个组件都有具体的尺寸设计图给出。
▲ 套筒
零件图
一、套筒工件的加工工艺分析
• 键槽宽6mm由键槽铣刀保证;
• 槽两侧对称平面对φ45h6轴线的对称度0.05mm,平行度0.10mm;
• 槽深尺寸8mm。
二、定位方案与定位元件
1.确定定位方案
2.选用定位元件
三、夹紧方案及夹紧装置的设计
▲夹紧机构
▲夹紧机构中的导向和自动松
开装置
四、夹具结构的设计
1.定位装置
长V形块在该夹具中是主要定位元件,消除工件的4个不定度。
可在相关国家标准或行业标准中查取。
支承套:
2.夹紧装置偏心轮:
偏心轮支架:
3.辅助装置
对刀块:
定向键:为了保证夹具体在机床上的位置正确,应在夹具体底部设置定向键。
4.夹具体
五、绘制夹具总图
1.夹具体
2.圆柱销轴
3.偏心轮支架
4.偏心轮
5.活动V形块
6.对刀块
7.固定V形块。
机修钳工工艺学第四版教学课件第十三章机床夹具

(3)定位件。定位件主要用于工件的定位和确定元 件与元件之间的相对位置,如各种定位销、定位盘、定 位支承、V 形支承、 定位键等。
(4)导向件。导向件是用来确定刀具与工件之间相 对位置的元件,包括各种尺寸规格的钻套、钻模板、导 向支承等。
3. 扩大机床加工范围
使用夹具可以扩大机床的加工范围,实现一机多用,解 决缺乏某种设备的困难。
三、机床夹具的分类
常用金属切削机床夹具的分类
§13-2 工件的定位
一、工件定位原理
1. 六点定位规则
确定工件在机床或夹具中占有正确位置的过程称为定位。 一个尚未定位的工件,在空间直 角坐标系中,可沿3个坐标轴自由移 动和绕这3个坐标轴自由转动。通常 把这种运动的可能性称为自由度。
二、机床夹具的作用
1. 保证加工精度
使用机床夹具能保证加工精度的稳定性。零件的加工精 度主要取决于夹具的制造精度。
2. 提高劳动生产率,降低加工成本
采用机床夹具省去了划线、找正等工序,且装夹方便、 迅速、安全、可靠,缩短了辅助时间。在导向元件的作用 下可加大切削用量。能有效提高生产率,降低加工成本。
自由度,该面称为止推定位基准面。
(2)长轴类工件定位
长轴类工件加工实例
长轴类工件定位支承点分布
(3)盘类工件定位 端面定位支承点1、3、4限制了工件的
三个自由度;短心轴的定位支
承点5、6限制了工件的
两个自由度
;防转支承点2限制了工件的 自由度。
通过以上分析可知:件加工时应限制的自由度取决于 加工要求,定位支承点的分布取决于工件形状。
轴套钻孔夹具装配图

实验一:金属箔式应变片—单臂电桥性能实验1.实验目的:
2.实验原理
3.实验步骤
4.实验数据及计算分析(应分析计算系统的灵敏度)
表1-1 单臂电桥输出电压与所加负载重量值
实验二:直流全桥的应用—电子称实验1.实验目的:
2.实验原理
3.实验步骤
4.实验数据及计算分析(应分析计算系统的灵敏度、非线性误差,并与单臂进行比较)
实验三:压电式传感器测振动实验1.实验目的:
2.实验原理
3.实验步骤
4.实验数据及计算分析(根据振源信号频率不同,计算出由压电式传感器测出的振动信号的频率)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
实验一:金属箔式应变片—单臂电桥性能实验1.实验目的:
2.实验原理
3.实验步骤
4.实验数据及计算分析(应分析计算系统的灵敏度)
表1-1 单臂电桥输出电压与所加负载重量值
实验二:直流全桥的应用—电子称实验1.实验目的:
2.实验原理
3.实验步骤
4.实验数据及计算分析(应分析计算系统的灵敏度、非线性误差,并与单臂进行比较)
实验三:压电式传感器测振动实验1.实验目的:
2.实验原理
3.实验步骤
4.实验数据及计算分析(根据振源信号频率不同,计算出由压电式传感器测出的振动信号的频率)。