【材料课件】冲压模具设计与制造实例
冲压模具设计与制造实例
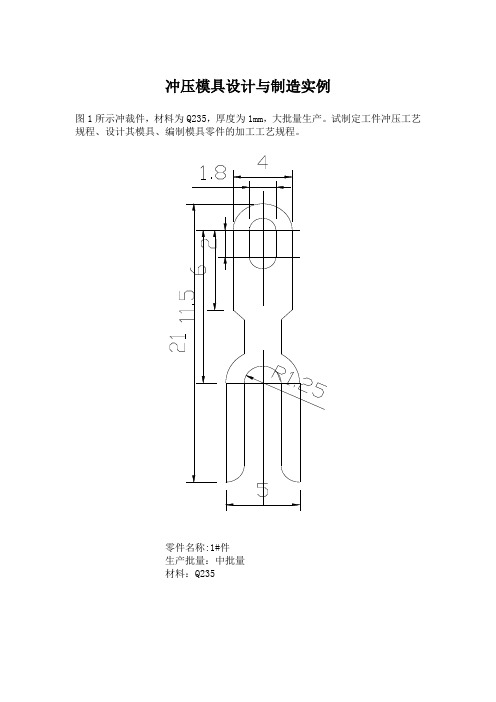
冲压模具设计与制造实例图1所示冲裁件,材料为Q235,厚度为1mm,大批量生产。
试制定工件冲压工艺规程、设计其模具、编制模具零件的加工工艺规程。
零件名称:1#件生产批量:中批量材料:Q2351. 冲压件工艺分析2. 工艺方案及模具结构类型3. 排样设计4.冲压力与压力中心运算工件如图找到坐标运算得24*12+60*0+24*12+14.5*24+38.6*27.97+14.5*24+31.4*12+31.4*12Y= ——————————————————————————————=2.5 24+60+24+14.5+38.5+14.5+34.1+31.4X=8.35.工作零件刃口尺寸运算落料部分以落料凹模为基准运算 ,落料凸模按间隙值配制;冲孔部分以冲孔凸模为基准运算,冲孔凹模按间隙值配制。
既以落料凹模、冲孔凸模为基准,凸凹模按间隙值配制。
刃口尺寸运算见表1。
表 1 刃口尺寸运算6.工作零件结构尺寸7.其它模具零件结构尺寸依照倒装复合模形式特点: 凹模板尺寸并查标准JB/T-6743.1-94,确定其它模具模板尺寸列于表2:依照模具零件结构尺寸 ,查标准GB/T2855.5-90选取后侧导柱125×25标准模架一副。
8.冲床选用依照总冲压力 F总=352KN,模具闭合高度,冲床工作台面尺寸等,并结合现有设备,选用J23-63开式双柱可倾冲床,并在工作台面上备制垫块。
其要紧工艺参数如下:公称压力:1630KN滑块行程: 120mm行程次数: 60 次∕分最大闭合高度: 140mm连杆调剂长度: 50mm工作台尺寸(前后×左右): 63*639.冲压工艺规程切料63*25的板料排样图设计10.模具总装配图图 4 模具装配图11.模具零件图上模座下模座凹模凸模垫板下模座板卸料板卸料螺钉挡料销螺钉导套凹模垫板1. 要紧模具零件加工工艺过程落料凹模加工工艺过程材料 :Gr12 硬度 : 60 ~ 64 HRC冲孔凸模加工工艺过程材料: T10A 硬度: 56 ~ 60HRC凸凹模加工工艺过程材料 :Gr12 硬度 : 60 ~ 64 HRC凸模固定板加工工艺过程材料 :45# 硬度 : 24 ~ 28 HRC凸凹模固定板加工工艺过程材料 :45# 硬度 : 24 ~ 28 HRC卸料板加工工艺过程材料 :45# 硬度 : 24 ~ 28 HRC上垫板加工工艺过程材料 :T8A 硬度 : 54 ~ 58 HRC下垫板加工工艺过程材料 :T8A 硬度 : 54 ~ 58 HRC空心垫板加工工艺过程材料 :45# 硬度 : 24 ~ 28 HRC上模座加工工艺过程材料 :HT200下模座加工工艺过程材料: HT200推件块加工工艺过程材料 :45# 硬度 : 24 — 28 HRC2. 加工过程:详见素材资源库中的视频。
【材料课件】冲压模具设计与制造(292)

•与挡料销的位置关系: •a图
•b图
PPT文档演模板
【材料课件】冲压模具设计与制造 (292)
•第二章 冲裁工艺与冲裁模设 计•第九节 冲裁模零部件设计
•二、定位零件(续)
•6.定位板和定位销
•定位方式:•外缘定位、内孔定位
•定位板厚度或定位销高度见表2.9.10
•②簧片式侧压装置 •③簧片压块式侧压装置 •④板式侧压装置
•不宜设置侧压装置的场合:•①板料厚度在0.3mm以下的薄板;
•②辊轴自动送料装置的模具。
PPT文档演模板
【材料课件】冲压模具设计与制造 (292)
•第二章 冲裁工艺与冲裁模设 计•第九节 冲裁模零部件设计
•二、定位零件(续)
•3.挡料销 •(1)固定挡料销
•导板式单工序落料 模
【材料课件】冲压模具设计与制造 (292)
•第二章 冲裁工艺与冲裁模设计
PPT文档演模板
•导料板结 构
【材料课件】冲压模具设计与制造 (292)
•第二章 冲裁工艺与冲裁模设计
PPT文档演模板
•1-凸模 2-凹模 3-挡料杆 •4-侧压板 5-侧压簧片
•具有自动挡料装置的级进模
PPT文档演模板
【材料课件】冲压模具设计与制造 (292)
•第二章 冲裁工艺与冲裁模设计
•作业布置:
Байду номын сангаас•继续完成本章思考与练习题6。
PPT文档演模板
【材料课件】冲压模具设计与制造 (292)
•第二章 冲裁工艺与冲裁模设计
PPT文档演模板
•1-打杆 2-模柄 3-推板 4-推杆 5-卸料螺钉 6-凸凹模 7-卸料板 8-落料凹模 9-顶件块 10-带肩顶杆 11-冲孔凸模 12-挡料销 13-导料销
【材料课件】冲压模具设计与制造(412)

PPT文档演模板
【材料课件】冲压模具设计与制造 (412)
•第四章 拉深工艺与拉深模设计
•学习目的与要求:
•1. 了解拉深变形规律及拉深件质量影响因素; •2. 掌握拉深工艺计算方法。 •3. 掌握拉深工艺性分析与工艺设计方法; •4. 认识拉深模典型结构及特点,掌握拉深模工作零件设计 方法; •5. 掌握拉深工艺与拉深模设计的方法和步骤。
•2.拉深工艺计算 ; •3.其它形状零件的拉深变形特点 ; •4.拉深模典型结构与拉深模工作零件设计 。
PPT文档演模板
【材料课件】冲压模具设计与制造 (412)
•第四章 拉深工艺与拉深模设计
•本章目录
•第一节 概述 •第二节 圆筒形件拉深变形分析 •第三节 旋转体拉深件坯料尺寸的确定 •第四节 圆筒形件拉深工艺计算 •第五节 其它形状零件的拉深 •第六节 拉深件的工艺性 •第七节 拉深模的典型结构 •第八节 拉深模工作零件的设计 •第九节 拉深工艺的辅助工序
•第四章 拉深工艺与拉深模设 计
•作业布置:
•思考与练习题3、4
PPT文档演模板
【材料课件】冲压模具设计与制造 (412)
•第四章 拉深工艺与拉深模设 计
PPT文档演模板
•拉 深 件 类 型
•a)轴对称旋转体拉深件 •b)盒形件 •c)不对称拉深件
【材料课件】冲压模具设计与制造 (412)
•第四章 拉深工艺与拉深模设 计
PPT文档演模板
【材料课件】冲压模具设计与制造 (412)
•第四章 拉深工艺与拉深模设计
•第二节 圆筒形件拉深变形分析
•三、拉深件的起皱与拉裂(续)
•1.凸缘变形区的起皱
•主要决定于:
•一方面是切向压应力σ3的大小,越大越容易失稳起皱; •另一方面是凸缘区板料本身的抵抗失稳的能力。 • 凸缘宽度越大,厚度越薄,材料弹性模量和硬化模量 越小,抵抗失稳能力越小。
【材料课件】冲压模具设计与制造实例
【材料课件】冲压模具设计与制造实例1. 冲压件工艺分析2. 工艺方案及模具结构类型3. 排样设计4.冲压力与压力中心运算5.工作零件刃口尺寸运算落料部分以落料凹模为基准运算 ,落料凸模按间隙值配制;冲孔部分以冲孔凸模为基准运算,冲孔凹模按间隙值配制。
既以落料凹模、冲孔凸模为基准,凸凹模按间隙值配制。
刃口尺寸运算见表1。
表 1 刃口尺寸运算6.工作零件结构尺寸7.其它模具零件结构尺寸依照倒装复合模形式特点: 凹模板尺寸并查标准JB/T-6743.1-94,确定其它模具模板尺寸列于表2:依照模具零件结构尺寸 ,查标准GB/T2855.5-90选取后侧导柱125×25标准模架一副。
8.冲床选用依照总冲压力 F总=352KN,模具闭合高度,冲床工作台面尺寸等,并结合现有设备,选用J23-63开式双柱可倾冲床,并在工作台面上备制垫块。
其要紧工艺参数如下:公称压力: 630KN滑块行程: 130mm行程次数: 50 次∕分最大闭合高度: 360mm连杆调剂长度: 80mm工作台尺寸(前后×左右):480mm × 710mm9.冲压工艺规程10.模具总装配图图 4 模具装配图11.模具零件图图 5 凸凹模图 6 冲孔凸模图 7 落料凹模板图 8 上模座板图 9 下模座板图 10 上垫板图 11 下垫板图 12 凸模固定板图 13 空心垫板图 14 推件块图 15 卸料板图 16 凸凹模固定板1. 要紧模具零件加工工艺过程落料凹模加工工艺过程材料 :Gr12 硬度 : 60 ~ 64 HRC冲孔凸模加工工艺过程材料: T10A 硬度: 56 ~ 60HRC凸凹模加工工艺过程材料 :Gr12 硬度 : 60 ~ 64 HRC凸模固定板加工工艺过程材料 :45# 硬度 : 24 ~ 28 HRC凸凹模固定板加工工艺过程材料 :45# 硬度 : 24 ~ 28 HRC卸料板加工工艺过程材料 :45# 硬度 : 24 ~ 28 HRC上垫板加工工艺过程材料 :T8A 硬度 : 54 ~ 58 HRC下垫板加工工艺过程材料 :T8A 硬度 : 54 ~ 58 HRC空心垫板加工工艺过程材料 :45# 硬度 : 24 ~ 28 HRC上模座加工工艺过程材料 :HT200下模座加工工艺过程材料: HT200推件块加工工艺过程材料 :45# 硬度 : 24 — 28 HRC2. 加工过程:详见素材资源库中的视频。
冲压模具设计和制造实例

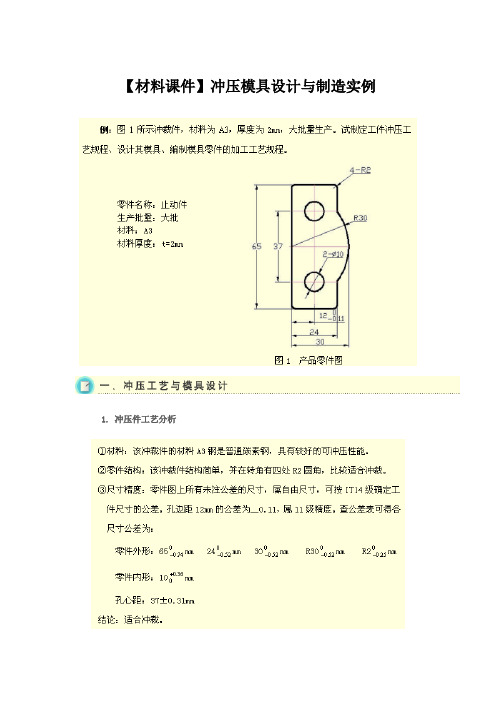
冲压模具设计和制造实例Document serial number【NL89WT-NY98YT-NC8CB-NNUUT-NUT108】冲压模具设计与制造实例例:图1所示冲裁件,材料为A3,厚度为2mm,大批量生产。
试制定工件冲压工艺规程、设计其模具、编制模具零件的加工工艺规程。
零件名称:止动件生产批量:大批材料:A3材料厚度:t=2mm一、冲压工艺与模具设计1.冲压件工艺分析①材料:该冲裁件的材料A3钢是普通碳素钢,具有较好的可冲压性能。
②零件结构:该冲裁件结构简单,并在转角有四处R2圆角,比较适合冲裁。
③尺寸精度:零件图上所有未注公差的尺寸,属自由尺00000寸,可按IT14级确定工件尺寸的公差。
孔边距12mm的公差为,属11级精度。
查公差表可得各尺寸公差为:零件外形:65 mm 24 mm 30 mm R30 mm R2 mm+零件内形:10 mm孔心距:37±0.31mm结论:适合冲裁。
2.工艺方案及模具结构类型该零件包括落料、冲孔两个工序,可以采用以下三种工艺方案:①先落料,再冲孔,采用单工序模生产。
②落料-冲孔复合冲压,采用复合模生产。
③冲孔-落料连续冲压,采用级进模生产。
方案①模具结构简单,但需要两道工序、两套模具才能完成零件的加工,生产效率较低,难以满足零件大批量生产的需求。
由于零件结构简单,为提高生产效率,主要应采用复合冲裁或级进冲裁方式。
由于孔边距尺寸12 mm有公差要求,为了更好地保证此尺寸精度,最后确定用复合冲裁方式进行生产。
工件尺寸可知,凸凹模壁厚大于最小壁厚,为便于操作,所以复合模结构采用倒装复合模及弹性卸料和定位钉定位方式。
3.排样设计查《冲压模具设计与制造》表2.5.2,确定搭边值:两工件间的搭边:a=2.2mm工件边缘搭边:a1=2.5mm步距为:32.2mm条料宽度B=D+2a1=65+2*=70确定后排样图如2所示一个步距内的材料利用率η为:η=A/BS×100%=1550÷(70×)×100%=%查板材标准,宜选900mm×1000mm的钢板,每张钢板可剪裁为14张条料(70mm×1000mm),每张条料可冲378个工件,则η为:η=nA1/LB×100%=378×1550/900×1000×100%=%即每张板材的材料利用率为%4.冲压力与压力中心计算⑴冲压力落料力 F总=τ=××2×450=(KN)其中τ按非退火A3钢板计算。
【材料课件】冲压模具设计与制造(1-3)

五、冲压材料及其冲压成形性能(续)
2.冲压成形性能的试验方法 间接试验和直接试验
3.板料的机械性能与冲压成形性能的关系
板料的强度指标越高,产生相同变形量的力就越大; 塑性指标越高,成形时所能承受的极限变形量就越大; 刚度指标越高, 成形时抵抗失稳起皱的能力就越大。
不同冲压工序对板料的机械性能的具体要求有所不同。
弱区先变形,变形区为弱区
第一章 冷冲压模具设计与制造基础
第三节 冲压变形理论基础
四、金属塑性变形的一些基本规律(续)
4.最小阻力定律(续)
控制变形的趋向性: 开流 和 限流
措施:
(1)材料本身的特性 (2)板料的应力状态
冲压工序的性质 工艺参数
模具结构参数(如凸模、凹模工作 部分的圆角半径,摩擦和间隙等。
类似有应变状态的概念。一般认为金属材料在塑性变形时体积 不变, 因此主应变状态图只有三种。
第一章 冷冲压模具设计与制造基础
第三节 冲压变形理论基础
三、塑性力学基础(续)
2.金属的屈服条件 屈服——塑性状态,主要取决于两方面的因素:
(1)在一定的变形条件(变形温度和变形速度)下材料的物理
机械性质——转变的根据; (2)材料所处的应力状态——转变的条件。
单向应力状态: σ=σS 一般应力状态:σ1-σ3=βσS
第一章 冷冲压模具设计与制造基础
第三节 冲压变形理论基础
三、塑性力学基础(续)
3.金属塑性变形时的应力应变关系
弹性变形阶段:应力与应变之间的关系是线性的、可逆的, 与加载历史无关;
塑性变形阶段:应力与应变之间的关系则是非线性的、 不可逆的,与加载历史有关。
硬化曲线
第一章 冷冲压模具设计与制造基础
【材料课件】冲压模具设计与制造(2-5)
一、材料的合理利用(续)
1.材料利用率(续)
一张板料(或带料、条料)上总的材料利用率 总
总
nA1 LB
100%
第二章 冲裁工艺与冲裁模设计
第五节 冲裁排样设计
一、材料的合理利用(续)
1.材料利用率(续) 板料的裁剪方法:
第二章 冲裁工艺与冲裁模设计
第五节 冲裁排样设计
一、材料的合理利用(续)
2.提高材料利用率的方法
四、条料宽度与导料板间距离的计算
3.用侧刃定距时条料的宽度与导料板间距离
条料宽度:
B0
( Lmax
2a
nb1
)
0
(Lmax
1.5a nb1 )0
导料板间距离:
B B C Lmax 1.5a nb1 C B1 Lmax 1.5a y
第二章 冲裁工艺与冲裁模设计
第五节 冲裁排样设计
冲裁所产生的废料:一类是结构废料;另一类是工艺废料。
第二章 冲裁工艺与冲裁模设计
一、材料的合理利用(续)
2.提高材料利用率的方法(续)
减少工艺废料的有力措施是:
设计合理的排样方案; 选择合适的板料规格和合理的裁板法 (减少料头、料尾和边余料); 利用废料作小零件(如表2.5.1中的混合排样)等。
利用结构废料的措施有:
零件形状不同材料利用情况的对比
第二章 冲裁工艺与冲裁模设计
•
树立质量法制观念、提高全员质量意 识。20. 10.2420 .10.24Saturday , October 24, 2020
•
人生得意须尽欢,莫使金樽空对月。1 0:04:21 10:04:2 110:04 10/24/2 020 10:04:21 AM
冲压模具设计与制造实例教材(PPT 42页)
冲压模具设计与制造实例教材(PPT 42页)冲压模具设计与制造实例例:图1所示冲裁件,材料为A3,厚度为2mm,大批量生产。
试制定工件冲压工艺规程、设计其模具、编制模具零件的加工工艺规程。
零件名称:止动件生产批量:大批材料:A3材料厚度:t=2mm一、冲压工艺与模具设计1.冲压件工艺分析①材料:该冲裁件的材料A3钢是普通碳素钢,具有较好的可冲压性能。
②零件结构:该冲裁件结构简单,并在转角有四处R2圆角,比较适合冲裁。
③尺寸精度:零件图上所有未注公差的尺寸,属自由尺寸,-0.74 0-0.52-0.52-0.52-0.52=378×1550/900×1000×100%=65.1%即每张板材的材料利用率为65.1%4.冲压力与压力中心计算⑴冲压力落料力F总=1.3Ltτ=1.3×215.96×2×450=252.67(KN)其中τ按非退火A3钢板计算。
冲孔力F冲=1.3Ltτ=1.3×2π×10×2×450=74.48(KN)其中:d 为冲孔直径,2πd为两个圆周长之和。
卸料力F卸=K卸F卸=0.05×252.67=12.63(KN)推件力F推=nK推F推=6×0.055×37.24=12.30(KN)其中n=6 是因有两个孔。
总冲压力:F总= F落+ F冲+ F卸+ F推=252.67+74.48+12.63+12.30=352.07(KN)⑵压力中心如图3所示:由于工件X方向对称,故压力中心x0=32.5mm=13.0mm其中:L1=24mm y1=12mmL2=60mm y2=0mmL3=24mm y1=12mmL4=60mm y4=24mmL5=60mm y5=27.96mmL6=60mm y6=24mmL7=60mm y7=12mmL8=60mm y8=12mm计算时,忽略边缘4-R2圆角。
【材料课件】冲压模具设计与制造(293)
PPT文档演模板
【材料课件】冲压模具设计与制造 (293)
•第二章 冲裁工艺与冲裁模设计
PPT文档演模板
•弹 性 推 件 装 置
•1-橡胶 2-推板 3-连接推杆 4-推件块
【材料课件】冲压模具设计与制造 (293)
•第二章 冲裁工艺与冲裁模设计
PPT文档演模板
•弹 性 顶 件 装 置
•1-顶件块 2-顶 杆 3-托板 4橡胶
•组成:•顶杆、顶件块和装在下模底下的弹顶器
•特点:•顶件力容易调节,工作可靠,冲件平直度较高
•制造、装配要求: •①模具处于开启状态时,必须顺利复位,工作面 高出凹模平面,以便继续冲裁; •②模具处于闭合状态时,其背后有一定空间,以 备修磨和调整的需要;
•③与凹模为间隙配合,外形按h8制造;与凸模呈 较松的间隙配合,都可根据板料厚度取适当间隙。
•ΔH2 =(0.35~0.45) •而橡Δ胶H预0 压缩量ΔH0=(0.10~0.15) •③ 橡H胶0 高度与直径D之比应按下式校
核
PPT文档演模板
【材料课件】冲压模具设计与制造 (293)
•第二章 冲裁工艺与冲裁模设 计•(1)橡胶的选用(续)
•2)橡胶选择步骤
•①根据工艺性质和模具结构确定橡胶性能、形状和数量。冲 裁卸料用较硬橡胶;拉深压料用较软橡胶。
•第二章 冲裁工艺与冲裁模设计
•聚 聚 胺 脂 弹 性 体
PPT文档演模板
【材料课件】冲压模具设计与制造 (293)
•第二章 冲裁工艺与冲裁模设计
PPT文档演模板
•滑 动 导 向 模 架
•a) 对角导柱模架 b) 后侧导柱模架 c) 后侧导柱窄形模架 d) 中间导柱模架 e) 中间导柱圆形模架 f) 四角导柱模架
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1. 冲压件工艺分析
2. 工艺方案及模具结构类型
3. 排样设计
4.冲压力与压力中心计算
5.工作零件刃口尺寸计算
落料部分以落料凹模为基准计算 ,落料凸模按间隙值配制;冲孔部分以冲孔凸模为基准计算,冲孔凹模按间隙值配制。
既以落料凹模、冲孔凸模为基准,凸凹模按间隙值配制。
刃口尺寸计算见表1。
表 1 刃口尺寸计算
6.工作零件结构尺寸
7.其它模具零件结构尺寸
根据倒装复合模形式特点: 凹模板尺寸并查标准JB/T-6743.1-94,确定其它模具模板尺寸列于
表2:
根据模具零件结构尺寸 ,查标准GB/T2855.5-90选取后侧导柱125×25标准模架一副。
8.冲床选用
根据总冲压力 F总=352KN,模具闭合高度,冲床工作台面尺寸等,并结合现有设备,选用J23-63开式双柱可倾冲床,并在工作台面上备制垫块。
其主要工艺参数如下:公称压力: 630KN
滑块行程: 130mm
行程次数: 50 次∕分
最大闭合高度: 360mm
连杆调节长度: 80mm
工作台尺寸(前后×左右):480mm × 710mm
9.冲压工艺规程
10.模具总装配图
图 4 模具装配图11.模具零件图
图 5 凸凹模
图 6 冲孔凸模
图 7 落料凹模板
图 8 上模座板
图 9 下模座板
图 10 上垫板
图 11 下垫板
图 12 凸模固定板
图 13 空心垫板
图 14 推件块
图 15 卸料板
图 16 凸凹模固定板
1. 主要模具零件加工工艺过程
落料凹模加工工艺过程
材料 :Gr12 硬度 : 60 ~ 64 HRC
冲孔凸模加工工艺过程
材料: T10A 硬度: 56 ~ 60HRC
凸凹模加工工艺过程
材料 :Gr12 硬度 : 60 ~ 64 HRC
凸模固定板加工工艺过程
材料 :45# 硬度 : 24 ~ 28 HRC
凸凹模固定板加工工艺过程
材料 :45# 硬度 : 24 ~ 28 HRC
卸料板加工工艺过程
材料 :45# 硬度 : 24 ~ 28 HRC
上垫板加工工艺过程
材料 :T8A 硬度 : 54 ~ 58 HRC
下垫板加工工艺过程
材料 :T8A 硬度 : 54 ~ 58 HRC
空心垫板加工工艺过程
材料 :45# 硬度 : 24 ~ 28 HRC
上模座加工工艺过程
材料 :HT200
下模座加工工艺过程
材料: HT200
推件块加工工艺过程
材料 :45# 硬度 : 24 — 28 HRC
……………………………………………………………精品资料推荐…………………………………………………
2. 加工过程:详见素材资源库中的视频。
31。