焊线机常见问题分析及调试方法
电焊机故障与维修方法

电焊机故障与维修方法电焊机是一种常用的焊接设备,但在使用过程中难免会出现一些故障。
本文将介绍几种常见的电焊机故障及其维修方法,希望能够帮助大家更好地使用和维护电焊机。
首先,常见的电焊机故障之一是电源线断裂。
当电源线断裂时,电焊机将无法正常工作。
此时,我们可以首先检查电源线是否有明显的损坏,如果有,就需要更换新的电源线。
另外,也可以使用万用表来测试电源线是否通电,如果没有通电,就需要修复线路或更换插头。
其次,电焊机的焊接电流不稳定也是常见的故障。
当焊接电流不稳定时,焊接效果会受到影响,甚至会导致焊接质量不合格。
这时,我们可以检查焊接电流调节器是否损坏,如果损坏就需要更换新的调节器。
另外,也可以检查焊接电路是否接触不良,如果有,就需要重新接触焊接电路。
另外,电焊机的散热不良也是一个常见问题。
在长时间高强度工作后,电焊机可能会出现散热不良的情况,这会影响电焊机的使用寿命和焊接效果。
为了解决这个问题,我们可以清洁电焊机的散热器,保持散热器的通风畅通。
另外,也可以增加电焊机的散热风扇,提高散热效果。
最后,电焊机的电磁线圈损坏也是一个常见故障。
当电磁线圈损坏时,电焊机将无法正常工作。
为了解决这个问题,我们可以首先检查电磁线圈是否有明显的损坏,如果有,就需要更换新的电磁线圈。
另外,也可以使用绝缘测试仪来测试电磁线圈是否绝缘良好,如果不良好就需要进行绝缘处理。
综上所述,电焊机故障的维修方法并不复杂,但需要我们在日常使用中多加注意和维护。
希望本文介绍的内容能够帮助大家更好地解决电焊机故障问题,确保电焊机的正常使用和延长使用寿命。
焊接设备常见故障排查:教案一份搞定

焊接设备常见故障排查:教案一份搞定教案一份搞定导言焊接设备是现代工业生产过程中必不可少的重要工具。
焊接设备的质量直接影响焊接质量,进而影响产品质量。
由于焊接设备接触物料比较频繁,因此存在一些常见的故障现象。
本文将从常见故障及其排查入手,提供一份教案给大家。
一、焊接设备常见故障1.电缆接触不良焊接设备的电缆是连接设备与外部供电网络的桥梁,负责电流传输和电压稳定作用。
电缆若出现接触不良等故障,就会影响设备的电能传输,从而影响设备正常工作。
接触不良的造成主要是因为插头或插座上的金属杂物、氧化物或锈蚀物所引起,故障处理时可以进行如下操作:(1)检查电缆是否处于接触不良的状态(2)检查插头或插座上是否附着有杂物或者腐蚀物(3)用清洁剂或者砂纸清理插座或插头的端子(4)检查电缆的接线是否有问题2.电弧不稳定或断开电弧不稳定或断开通常是因为以下原因造成的:(1)电源电压不稳定或电源设备老化(2)头盔遮光片脏污程度较高(3)电极材料不符合要求或者已经磨损(4)焊接区域插头故障或者接口不稳定针对上述故障可能发生的情况,可以尝试以下排除方式:(1)检测电源电压是否稳定或更换新的电源设备(2)更换头盔遮光片或者清洁脏污程度较高的遮光片(3)更换符合要求的电极材料(4)检查焊接区域插头连接情况是否良好3.电源故障焊接设备的电源故障也是比较常见的故障之一,电源故障通常表现为焊接电流不稳定或者无法实现设定值,在这种情况下,建议采取以下操作:(1)检查相关设备的连接状态是否牢固(2)检查电源输出电压是否稳定(3)检查设备的传感器,并修复或更换无法工作的部件(4)检查焊接设备的保险是否完好无损二、焊接设备常见故障排查方法1.定期检查设备为了尽可能保证焊接设备的正常工作,建议对设备进行定期检查,以便及时发现存在的问题。
有些小问题在日常工作中可能并不容易发现,但长时间积累下来却会导致设备出现故障。
另外建议在设备的开启工作之前先要进行检查,检查是否存在硬件接线或者软件设置方面的错误。
iconn焊线机报警及处理方法

iconn焊线机报警及处理方法一、iconn焊线机报警概述iconn焊线机是一种高端的自动化设备,用于生产电子产品的组装和生产。
在使用过程中,可能会出现各种不同的报警信息,这些报警信息可能会影响到设备的正常工作。
因此,在使用iconn焊线机时,我们需要了解各种报警信息以及相应的处理方法。
二、iconn焊线机常见报警信息及处理方法1. 焊接头温度过高报警当焊接头温度超过设定范围时,iconn焊线机会发出温度过高的报警信息。
此时需要检查设备是否正常工作,如果存在异常情况,则需要停止设备并进行排查处理。
2. 焊接头温度过低报警当焊接头温度低于设定范围时,iconn焊线机会发出温度过低的报警信息。
此时需要检查设备是否正常工作,并确保焊接头达到正常温度。
3. 焊接电流异常报警当焊接电流超出预期范围时,iconn焊线机会发出电流异常的报警信息。
此时需要检查设备是否正常工作,并确保电流处于正常范围内。
4. 焊接速度异常报警当焊接速度超出预期范围时,iconn焊线机会发出速度异常的报警信息。
此时需要检查设备是否正常工作,并确保焊接速度处于正常范围内。
5. 焊接头损坏报警当焊接头损坏或磨损严重时,iconn焊线机会发出焊接头损坏的报警信息。
此时需要更换焊接头,并确保设备正常工作。
6. 传送带异常报警当传送带运行异常或存在堵塞等情况时,iconn焊线机会发出传送带异常的报警信息。
此时需要检查传送带是否正常运行,并进行相应的维护和修理。
7. 系统故障报警当iconn焊线机存在系统故障或设备出现异常情况时,系统会发出系统故障的报警信息。
此时需要停止设备并进行排查处理。
三、iconn焊线机的日常维护和保养除了及时处理各种报警信息外,我们还需要对iconn焊线机进行日常维护和保养,以确保设备长期稳定运行。
1. 定期清洁设备表面及内部零部件。
2. 定期检查设备的传送带、焊接头、电源等部件是否存在磨损或损坏,及时更换维修。
3. 定期检查设备的电源、气源等配件是否正常工作,确保设备正常供电。
焊线机(超声金线)操作流程及异常情况处理

焊线机(超声金线)操作流程及异常情况处理一、原理:将电能转化为机械能二、参数设定(开机状态下操作)金线线芯的大小与时间:线径为1.0mil的芯线时间3~5格适中,线径为0.8和0.9mil的线芯时间为2~3.5格适中(一般将时间调至3.5格适用于三种不同线径的操作要求)原始数据(厂家调整的数据):注:目前操作时上表中的数据只有功率值改为38储存:参数设置完成后按两下储存键,在按一下主操作盒上的白色按钮,才能储存完成(在按白色按钮之前不能按复位键和关闭电源,否则保存不成功)焊点:一焊:有麻点弧形:光滑二焊:形状成鱼尾形(如果成金属光泽则说明功率偏大或焊点不牢固)三、焊接四要素1.时间:范围10~40(目前调整至3.5格)2.功率:范围10~40(时间和功率调大小时先都调到25,然后在25上下调)3.压力:一压:1格(目前调整至2.5格);二压:3格(目前调整至3.5格)4.温度:温度定位80℃左右(目前定在65℃左右)。
机械温度的可设定范围在0~400℃,设置后温度波动在±10℃左右,工作状态不能调整温度,以设定状态的温度为准四、调整面板:单;禁止;高度五、操作步骤1.打开电源开关(不能带电操作,尤其是拔线夹和上线夹的时候,带电操作有可能会烧坏温控器,应先将电源关闭后再操作)2.复位:按复位键3.清零线夹开关(主操作盒上的红色按钮)+复位键(线夹开关按住不放的同时按下复位键,然后同时放手),再按一下白色键(主操作键)4.检测高度(又称寻高)与调整检测高度:瓷嘴和打火板在晶圆片的上方,瓷嘴的底端与晶圆片的距离大约1厘米;调整:打火板与瓷嘴的垂直间距为0.3~0.5毫米,瓷嘴的底端与打火板的尖端上下距离为0.2毫米(调节刀片与瓷嘴调整时反方向,即调节刀片向上,瓷嘴向下),瓷嘴螺丝处呈平行5.穿线从上往下将线从相应位置穿至线夹处,按一下线夹开关,用焊线机厂家配的镊子夹住传入瓷嘴,直至瓷嘴底端可以看到线露出来(线夹开关从打开到闭合的时间为10S,穿线最好在才时间段内完成,不然还要再按线夹开关),看到露出来的线芯后按手动按钮手动打火。
问题179:电焊机常见故障排除方法

问题179:电焊机常见故障排除方法一、故障现象焊机不起弧原因1、电源没有电压2、电源电压过低3、焊机接线错误4、焊机线圈短路或断路排除方法1、检查电源开关和熔断器的接通情况及电源电压2、调整电源电压3、检查一次侧和二次侧的接线是否正确4、检修线圈二、故障现象焊接电流过小原因1、焊机功率过小2、电源引线和焊接电缆过长,压降过大3、电源引线和焊接电缆盘成盘形,电杆过大4、焊接电缆接头松动排除方法1、更换大功率的焊机或两台并联使用2、减小导线长度或加大线径3、将导线放开4、将接头重新接好三、故障现象焊机振动及响声过大原因1、动铁芯上的螺杆和拉紧弹簧松动或脱落2、动铁芯或动圈的传动机构有故障3、移动滑道磨损严重,间隙过大4、线圈短路排除方法1、加固动铁心及拉紧弹簧2、更换磨损零件3、检修线圈四、故障现象调节手柄摇不动或动铁芯、动线圈不能移动原因1、传动机构上油垢太多或已锈住2、传动机构磨损3、移动滑道上有障碍4、BX3系列焊机线圈的引出线拴住或挤在线圈中排除方法1、清洗或除锈2、检修或更换磨损的零件3、清除障碍物4、清理线圈引出线五、故障现象焊机线圈绝缘电阻太低原因1、线圈受潮2、线圈长期过热、绝缘老化排除方法1、在 100~110C的烘干炉中烘干2、检修线圈六、故障现象熔断器经常熔断原因1、电源线路短路或接地2、一次或两次绕组匝间短路排除方法1、检查电源线的情况2、检修线圈。
电焊机故障与维修方法
电焊机故障与维修方法电焊机是一种常用的焊接设备,它在工业生产中起着至关重要的作用。
然而,由于长时间的使用或者操作不当,电焊机可能会出现各种故障。
本文将针对电焊机常见的故障进行分析,并提供相应的维修方法,希望能够帮助大家更好地使用和维护电焊机。
首先,常见的电焊机故障之一是电源线断裂或者接触不良。
当电焊机无法正常启动或者工作时,首先要检查电源线是否完好,插座是否接触良好。
如果发现电源线存在断裂或者接触不良的情况,应该及时更换或者修复电源线,确保电焊机能够正常供电。
其次,电焊机电磁线圈故障也是比较常见的问题。
当电焊机出现电磁线圈故障时,焊接电流可能会不稳定,甚至无法正常输出。
这时,我们可以通过检查电磁线圈是否烧坏或者接触不良来判断问题所在,然后进行相应的更换或者修复。
另外,电焊机散热不良也是容易出现的故障之一。
长时间高负荷工作会导致电焊机散热不良,甚至引发过热停机。
为了解决这一问题,我们可以定期清洁电焊机散热器,确保散热效果良好,同时也可以根据需要添加散热风扇或者升级散热系统,提高散热效率。
此外,电焊机电极头磨损也是常见的故障现象。
当电极头磨损严重时,焊接效果会变差甚至无法正常工作。
因此,我们需要定期检查电极头的磨损情况,及时更换损坏的电极头,保证焊接质量。
最后,电焊机电路板故障也是需要重视的问题。
电路板故障会导致电焊机无法正常工作,严重影响生产效率。
在出现电路板故障时,我们需要及时联系专业维修人员进行维修或更换电路板,确保电焊机的正常运行。
综上所述,电焊机在使用过程中可能会出现多种故障,但只要我们能够及时发现并采取正确的维修方法,就能够很好地解决这些问题。
希望本文提供的电焊机故障与维修方法能够帮助大家更好地使用和维护电焊机,确保其正常工作,提高生产效率。
焊线不良原因及处理措施
焊线不良原因及处理措施焊线不良是在焊接过程中让人挺头疼的事儿,就像做饭的时候盐放多了或者火候没掌握好,出来的菜就不对味儿了。
那咱们今儿就好好唠唠这焊线不良的原因和咋处理。
咱先说说这焊线不良的原因吧。
有时候啊,这材料就像调皮的小孩,不好好配合。
你想啊,要是焊接的金属表面不干净,有油污或者氧化物啥的,就像两个人要握手,但是手上都沾满了泥巴,咋能握得紧呢?这焊线肯定就不牢固呗。
还有啊,这焊线材料本身的质量也很关键,质量不好的焊线就像体弱多病的小树苗,禁不起折腾,在焊接的时候很容易出问题。
再说说这焊接设备。
设备要是没调好,那就像开着一辆方向盘歪了的汽车,能不出事儿吗?比如说焊接电流,电流太大或者太小都不行。
电流太大就像洪水猛兽,一下子就把焊接的地方冲得乱七八糟;电流太小呢,就像小水滴在石头上,根本没什么作用,焊线根本就焊不牢固。
还有焊接的速度,太快了就像一阵风刮过,焊接的地方根本没融合好;太慢呢,又容易把焊接的地方烧坏,这就好比烤蛋糕,烤得太久就糊了。
焊接工人的技术也是一个大问题。
新手工人可能就像刚学走路的孩子,还不太稳当。
焊接的时候手法不对,角度掌握不好,就像射箭的时候瞄不准靶子,那这焊线能焊好吗?有些工人可能没有经过系统的培训,凭着感觉就上手了,这就像没有导航就开车去陌生的地方,很容易走弯路,导致焊线不良。
那知道了原因,咱们就得想办法处理啊。
如果是材料表面不干净,那就得像打扫房间一样,把它清理得干干净净。
用砂纸打磨一下,或者用专门的清洗剂清洗,让金属表面像镜子一样光亮,这样焊接的时候就能顺利牵手了。
要是焊线材料本身质量有问题,那就得像挑选好种子一样,换质量好的焊线。
这就好比种瓜得瓜,种豆得豆,好的材料才能有好的结果。
对于焊接设备,就得像对待自己心爱的宠物一样细心地调整。
根据焊接的材料和要求,把电流调到合适的大小,让它像涓涓细流一样恰到好处。
焊接速度也要调整好,找到那个最佳的节奏,就像跳舞一样,不快不慢才能跳出优美的舞步。
焊接技术常见问题解析及解决方法汇总

焊接技术常见问题解析及解决方法汇总焊接技术作为一门重要的制造工艺,在工业生产中扮演着重要的角色。
然而,由于焊接过程的复杂性和技术要求的高度,常常会出现一些问题,影响焊接质量和效率。
本文将分析并总结焊接技术中常见的问题,并提供解决方法。
一、焊缝质量问题1. 焊缝出现裂纹焊缝裂纹是焊接过程中常见的问题之一。
裂纹的出现主要是由于焊接材料的热应力造成的。
解决这个问题的方法是选择合适的焊接材料,并进行适当的预热和后热处理,以减少焊接过程中的热应力。
2. 焊缝出现气孔气孔是焊缝中常见的缺陷,会降低焊接质量。
气孔的出现主要是由于焊接材料中的气体未能完全排除。
解决这个问题的方法是使用干燥的焊接材料,并采用适当的焊接参数,以减少气孔的生成。
3. 焊缝出现夹渣夹渣是指焊缝中夹杂有金属渣滓的现象。
夹渣会降低焊接强度和密封性。
解决这个问题的方法是使用合适的焊接电流和速度,并采用适当的焊接材料,以减少夹渣的发生。
二、设备问题1. 焊接机温度过高焊接机温度过高会导致设备故障和焊接质量下降。
解决这个问题的方法是定期检查和维护焊接设备,确保其正常工作。
另外,在焊接过程中要注意控制焊接电流和时间,以避免过热。
2. 焊接机电流不稳定焊接机电流不稳定会导致焊接质量不一致。
解决这个问题的方法是检查焊接机的电源和电缆,确保其连接良好。
另外,可以使用稳流器来稳定焊接电流。
三、操作问题1. 焊接速度过快或过慢焊接速度过快或过慢都会影响焊接质量。
焊接速度过快会导致焊缝不完全填充,焊接速度过慢会导致焊接材料过热和变形。
解决这个问题的方法是根据焊接材料和焊接要求,选择合适的焊接速度。
2. 焊接位置不正确焊接位置不正确会导致焊缝质量下降。
解决这个问题的方法是在焊接前进行焊缝的准确定位,确保焊接位置准确。
四、安全问题1. 焊接过程中产生的有害气体焊接过程中会产生有害气体,对工人的健康造成威胁。
解决这个问题的方法是在焊接现场保持良好的通风,并使用合适的个人防护装备,如呼吸器和防护眼镜。
焊接技术中常见问题解析及解决方案大全

焊接技术中常见问题解析及解决方案大全焊接技术在现代工业中扮演着重要的角色,它能够将金属材料连接在一起,为各行各业的制造业提供了必不可少的工艺。
然而,在实际的焊接过程中,常常会遇到一些问题,如焊缝质量不合格、焊接变形、焊接材料选择不当等。
本文将针对焊接技术中的常见问题进行解析,并提供相应的解决方案。
一、焊缝质量不合格问题1.焊缝质量不达标的原因分析焊缝质量不达标的原因可能有很多,包括焊接参数设置不合理、焊接材料质量差、焊接设备故障等。
其中,焊接参数设置不合理是最常见的原因之一。
焊接参数包括焊接电流、焊接电压、焊接速度等,如果这些参数设置不当,就会导致焊缝质量不合格。
2.解决方案要解决焊缝质量不合格的问题,首先需要对焊接参数进行合理设置。
根据焊接材料的种类和厚度,选择适当的焊接电流和焊接电压,控制好焊接速度,以确保焊缝质量达标。
此外,还需要注意焊接材料的质量,选择合适的焊接材料,确保其符合相关标准。
二、焊接变形问题1.焊接变形的原因分析焊接变形是指焊接过程中由于热应力引起的金属材料变形现象。
焊接变形的原因主要有焊接热量过大、焊接速度过快、焊接材料选择不当等。
其中,焊接热量过大是导致焊接变形的主要原因之一。
2.解决方案要解决焊接变形的问题,首先需要控制好焊接热量。
可以采用预热的方法,在焊接前对焊接部位进行加热,以减小焊接热量对金属材料的影响。
此外,还可以采用焊接顺序控制的方法,即先焊接靠近焊接部位的位置,再焊接远离焊接部位的位置,以减小焊接热量对金属材料的影响。
三、焊接材料选择不当问题1.焊接材料选择不当的原因分析焊接材料选择不当可能会导致焊接质量不合格、焊接强度不够等问题。
焊接材料选择不当的原因主要有材料强度不匹配、材料成分不合理等。
2.解决方案要解决焊接材料选择不当的问题,首先需要对焊接材料进行合理选择。
根据焊接部位的要求,选择合适的焊接材料,确保其强度和成分与焊接部位相匹配。
此外,还需要对焊接材料进行严格的质量检测,确保其质量符合相关标准。
焊机在使用的过程中遇到的常见故障及解决方法
焊机在使用的过程中遇到的常见故障及解决方法1. 问:虽已打开电源上的空气开关,但电源指示灯不亮有什么原因?答:A:焊接电源的输入端是否加了3~380V。
B:空气开关是否打开,冷却风机是否转动。
C:电源指示灯两端有否有DC电压。
2. 问:电源指示灯亮,但不能焊接是什么原因?答:A:检查电源保险,打开焊枪查看是否送丝。
B:输出端电缆接线是否正常。
C:用万用表测量反击是否有空载输出。
3.问:焊接中(电弧产生中)输出突然停止是什么原因?答:A:异常指示灯是否显示亮。
B:有无焊丝与导电嘴相粘现象?有无顶丝现象?C:送丝轮是否与丝径一致或有无严重磨损?D:送丝软管是否堵塞?4:问:焊缝有气孔有什么原因?答:A:打开焊枪是否有气体送出。
B:检查保护氛围是否良好C:检查工件是否生锈或有油污D:检查焊枪里是否有水E:检查送丝轮是否油污严重5:问:输出无法调整(空载电压正常)有什么原因?答:A:检查是电流不可调整还是电压不可调整B:检查电流电位器跟电压电位器是否良好C:检查控制电缆是否缺相6:问:易断弧或粘导电嘴有什么原因?答:A:易断弧,检查导电嘴的大小与焊丝直径是否一致,送丝软管是否良好B:粘导电嘴,适当降低焊接电压试焊C:导电嘴,送丝软管是否合适7:问:在使用中,超过了负载持续率及额定输出功率时,异常指示灯亮。
答:A:关掉焊枪开关,电源开关仍置于“开“的位置上(冷却风扇转动)待机,当焊接电源内部温度降到规定值以下时,会自动启动,可重新开始操作。
B:指示灯灭掉之后,不要马上开始作业,等候20分钟以上,让冷却风扇一直转动,使;焊接电源内部得到充分冷却C:重新开始作业时,务必注意降低施工条件(缩短焊接时间或降低输出电流)使用,如果在相同的条件下继续作业,会再次引起同样的故障,导致焊机停止工作,作业中断。
D:如果反复在超过负载持续率和额定输出的状态下使用,会导致内部元件的绝缘降低,使用寿命缩短,进而到时焊机故障及烧毁事故的发生。
电焊机故障与维修方法

电焊机故障与维修方法电焊机是一种常用的焊接设备,但在使用过程中难免会出现一些故障。
本文将介绍几种常见的电焊机故障,并提供相应的维修方法。
首先,我们来看看电焊机没有输出电流的故障。
当电焊机没有输出电流时,首先要检查焊接电缆和地线是否连接良好,是否出现断路或短路现象。
其次,需要检查焊接电极是否损坏,是否需要更换新的电极。
最后,还需要检查电焊机的电源线路是否正常,是否有松动或接触不良的情况。
针对以上故障,可以通过重新连接电缆和地线、更换电极、检查电源线路等方法来进行维修。
其次,电焊机出现电弧不稳定的故障。
电弧不稳定可能会导致焊接质量下降,甚至影响焊接效果。
针对这种情况,首先要检查电焊机的电源电压是否稳定,是否符合要求。
其次,需要检查焊接电极和工件的接触是否良好,是否存在松动或脏污的情况。
最后,还需要检查电焊机的电弧调节装置是否正常,是否需要进行调整或更换。
针对以上故障,可以通过检查电源电压、清洁焊接接触部位、调整电弧等方法来进行维修。
另外,电焊机发出异常噪音的故障也是比较常见的。
异常噪音不仅会影响工作环境,还可能是电焊机内部出现故障的信号。
针对这种情况,首先要检查电焊机的风扇是否运转正常,是否有异物进入导致异常噪音。
其次,需要检查电焊机的内部零部件是否松动或损坏,是否需要进行更换或维修。
最后,还需要检查电焊机的冷却系统是否正常,是否需要清洁或更换冷却液。
针对以上故障,可以通过清洁风扇、检查内部零部件、维护冷却系统等方法来进行维修。
总的来说,电焊机在使用过程中可能会出现多种故障,但只要我们掌握了相应的维修方法,就能及时解决这些问题。
希望本文介绍的内容能对大家有所帮助,让大家在使用电焊机时能够更加顺利地进行工作。
焊接技术中常见问题与解决方法详解

焊接技术中常见问题与解决方法详解在焊接过程中,常常会遇到一些技术问题,这些问题如果不得到及时解决,将会对焊接工艺和焊接质量产生严重影响。
本文将详细介绍焊接技术中常见问题及其解决方法,帮助读者更好地理解和应对这些问题。
一、焊接材料选择不当焊接材料的选择对焊接质量具有重要影响。
如果选择不当,可能会导致焊接接头强度不够、焊缝裂纹等问题。
解决这个问题的关键是合理选择焊接材料。
首先,要根据焊接材料的化学成分和力学性能来选择适合的焊接材料。
其次,还要考虑焊接材料的可焊性和热膨胀系数是否与基材相匹配。
二、焊接电流不稳定焊接电流的不稳定会导致焊接接头质量不稳定,甚至出现焊接不良的情况。
解决这个问题的方法是使用稳定的电源设备,并进行电流稳定控制。
在选择焊接电源设备时,应选择质量可靠、电流稳定性好的设备。
此外,还可以通过增加电流稳定控制装置来提高焊接电流的稳定性。
三、焊接接头强度不够焊接接头强度不够是焊接过程中常见的问题。
造成这个问题的原因有很多,例如焊接材料选择不当、焊接工艺参数设置不合理等。
解决这个问题的方法是优化焊接工艺参数,例如调整焊接电流、焊接速度和焊接时间等。
此外,还可以采用预热和后热处理等方法来提高焊接接头的强度。
四、焊接缺陷焊接缺陷是指在焊接过程中产生的缺陷,例如焊缝裂纹、气孔、夹渣等。
这些缺陷会严重影响焊接接头的质量和性能。
解决这个问题的方法是加强焊接过程中的质量控制,例如严格控制焊接工艺参数、提高焊接操作技能等。
此外,还可以采用非破坏性检测方法来及时发现和修复焊接缺陷。
五、焊接变形焊接变形是指焊接过程中由于热应力引起的工件形状变化。
焊接变形会导致焊接接头尺寸偏差、变形过大等问题。
解决这个问题的方法是采用合理的焊接顺序和焊接工艺参数,例如分段焊接、交替焊接等。
此外,还可以采用焊接变形控制技术,例如预应力焊接和冷却控制等方法来减少焊接变形。
六、焊接环境恶劣焊接环境的恶劣会对焊接质量产生不利影响。
例如,空气中的氧气会使焊接接头氧化,从而降低焊接质量。
电焊机故障及解决方法

电焊机故障及解决方法“呼哧呼哧”的电焊声,往往伴随着电焊机的火花,成为制造业和修理业的必要工具。
但是,在使用的过程中,电焊机也会出现故障,影响工作效率。
本文将介绍一些常见的电焊机故障及其解决方法。
一、输出电压过低当焊接输出电压低于设定值时,常常产生一些问题,如焊接不充分、焊缝质量不稳定等。
电焊机输出电压过低的原因有很多,比如电源电压过低、输出电缆或接头接触不良、输出变压器损坏等。
解决方法则应根据具体原因进行调整,如调整电源电压、检查接头、更换损坏部件等。
二、输出电压过高如果输出电压超过设定值,会导致焊接质量下降,并可能引起焊材的过热甚至燃烧。
导致输出电压过高的原因可以是输出电缆太长、设定级别错误、温度过高或输出变压器损坏等。
应检查焊机周围环境、焊接工艺参数以及冷却系统等,并检查故障解决问题。
三、电缆或接头过热电缆或接头过热也是常见的焊机故障。
电缆过热的原因可能是电缆断线、电流过大、接头接触不良、电负荷过高或过长时间的使用等。
要解决这个问题,应定期清理焊接设备,擦洗电缆、接头、调整和更换热开关等。
四、热开关失灵热开关是电子设备的关键部件,故障会导致焊接效果急剧下降,焊接设备“坏掉”。
热开关失灵的原因可能是安装不当、损坏、过载等。
要解决此问题,应检查设备,优化工艺和设备要求,避免开关故障,长时间使用生产,避免意大利现象。
五、气钳或电极故障焊接设备中的气钳或电极故障也是常见的问题。
气钳或电极故障可能是组件松动或疲劳,加工不合格导致的。
解决方法有检查组件和设置。
如果气管或电极已损坏,应更换新的气管或电极。
六、飞溅严重焊接时出现大量飞溅,不仅影响焊接效果,还会对环境和设备造成影响。
飞溅的原因可能是由于电极和工件焦距不正确、焊材不适合、无自动控制等问题引起的。
要解决此问题,应选择正确的电极和焊材,适当调整焦距和工艺参数。
总的来说,电焊机故障解决方法的主要目标是:首先要找到故障出现的原因,然后根据原因解决问题。
焊线机常见问题分析及调试方法

1减少search speed ,speed profile Blk#0 Acceleration 40001000
1.检查Vll Setting是否使用Gray Level(T型Lead不适用)
a.至Teach Auto Edit Wire Vll Load Vll检查灯光设定。
b.至Teach Auto Edit Wire Vll Vll Setting检查是否使用Gray Level。
1 Function15PR Control Vll Auto Threshold功能被开启
a此功能一般只使用在Lead较宽的Leadframe上,可克服Lead有变色或轻微变形时,Vll仍可找到Lead中心而不停机。
1 Setup Zoom Off Center位置
a.至Zoom Off Center后使用B项目,在Lead上打一个钢印后用十字线中心对准圆心。
b.此功能在校正低倍率的焦距中心点与Capillary中心点的偏移量
1 Camera Aliment水平度检查
a.在Die上选择一个特殊点,利用十字线的X轴左右边缘分别对准特殊点给予点后按Enter,Table会自动左右移动,目视检查十字线的X轴左右边缘是否对准特殊点。
1.重做Table Auto Tune。
至Setup Calibration Tune Table
a.选择Tune Table X Table (密码:3398),约需20分钟。
b.选择Tune Table Y Table (密码:3398),约需20分钟。
焊线机(超声金线)操作流程及异常情况处理
焊线机(超声金线)操作流程及异常情况处理一、原理:将电能转化为机械能二、参数设定(开机状态下操作)金线线芯的大小与时间:线径为1.0mil的芯线时间3~5格适中,线径为0.8和0.9mil的线芯时间为2~3.5格适中(一般将时间调至3.5格适用于三种不同线径的操作要求)原始数据(厂家调整的数据):注:目前操作时上表中的数据只有功率值改为38储存:参数设置完成后按两下储存键,在按一下主操作盒上的白色按钮,才能储存完成(在按白色按钮之前不能按复位键和关闭电源,否则保存不成功)焊点:一焊:有麻点弧形:光滑二焊:形状成鱼尾形(如果成金属光泽则说明功率偏大或焊点不牢固)三、焊接四要素1.时间:范围10~40(目前调整至3.5格)2.功率:范围10~40(时间和功率调大小时先都调到25,然后在25上下调)3.压力:一压:1格(目前调整至2.5格);二压:3格(目前调整至3.5格)4.温度:温度定位80℃左右(目前定在65℃左右)。
机械温度的可设定范围在0~400℃,设置后温度波动在±10℃左右,工作状态不能调整温度,以设定状态的温度为准四、调整面板:单;禁止;高度五、操作步骤1.打开电源开关(不能带电操作,尤其是拔线夹和上线夹的时候,带电操作有可能会烧坏温控器,应先将电源关闭后再操作)2.复位:按复位键3.清零线夹开关(主操作盒上的红色按钮)+复位键(线夹开关按住不放的同时按下复位键,然后同时放手),再按一下白色键(主操作键)4.检测高度(又称寻高)与调整检测高度:瓷嘴和打火板在晶圆片的上方,瓷嘴的底端与晶圆片的距离大约1厘米;调整:打火板与瓷嘴的垂直间距为0.3~0.5毫米,瓷嘴的底端与打火板的尖端上下距离为0.2毫米(调节刀片与瓷嘴调整时反方向,即调节刀片向上,瓷嘴向下),瓷嘴螺丝处呈平行5.穿线从上往下将线从相应位置穿至线夹处,按一下线夹开关,用焊线机厂家配的镊子夹住传入瓷嘴,直至瓷嘴底端可以看到线露出来(线夹开关从打开到闭合的时间为10S,穿线最好在才时间段内完成,不然还要再按线夹开关),看到露出来的线芯后按手动按钮手动打火。
电焊机故障与维修方法
电焊机故障与维修方法电焊机是一种常见的焊接设备,它在工业生产和日常生活中都有着广泛的应用。
然而,由于长时间的使用或者操作不当,电焊机也会出现各种故障。
下面将介绍一些常见的电焊机故障及其维修方法,希望能帮助大家更好地使用和维护电焊机。
首先,我们来讨论一下电焊机没有输出电流的故障。
这种情况可能是由于焊机内部元件烧坏或者接线松动所致。
解决方法是首先检查焊机的输入电源是否正常,然后检查焊接电极和工件的连接是否良好,最后检查焊机内部元件是否损坏,如发现元件烧坏,需要更换新的元件。
其次,电焊机电流不稳定也是常见的故障之一。
这可能是由于电源电压不稳定或者电焊机内部元件老化所致。
解决方法是首先检查电源电压是否稳定,如果电压不稳定,需要及时调整电源或者更换稳压器;其次,检查焊机内部元件是否老化,如发现老化,需要更换新的元件。
另外,电焊机发出异常噪音也是一个常见的故障。
这可能是由于电机轴承磨损或者风扇叶片变形所致。
解决方法是首先检查电机轴承是否磨损,如果磨损严重,需要更换新的轴承;其次,检查风扇叶片是否变形,如果变形,需要更换新的风扇叶片。
此外,电焊机散热不良也是一个需要注意的故障。
这可能是由于散热器堵塞或者风扇不转所致。
解决方法是首先清洁散热器,确保散热器通畅;其次,检查风扇是否正常工作,如果风扇不转,需要更换新的风扇。
最后,电焊机输出电流过大也是一个常见的故障。
这可能是由于电流调节元件损坏或者接线错误所致。
解决方法是首先检查电流调节元件是否损坏,如果损坏,需要更换新的元件;其次,检查焊机接线是否正确,如果接线错误,需要重新接线。
总之,电焊机故障的出现会给工作和生活带来诸多不便,因此及时发现并解决电焊机故障是非常重要的。
希望大家在日常使用电焊机时能够注意以上故障及其解决方法,保证电焊机的正常使用,提高工作效率。
焊线机常见问题分析及调试方法

1 因二銲點的振動太大 1 二銲點的 power 太大,或 force 太小
造成
2 二銲點浮動
2
錯誤訊息 狀況種類
.
Ball sift (I)
狀況一: Pad 上沒有球,且 PR monitor 上畫面並無晃動 (海筮甚樓效 應)
狀況一
問題分析
1 PR 設定不良 燈光調校不良
2 OPTIC 不良
3 CCD 不良
訊息
2. 調整 “ stick adj “ 之設定值 , 其數值約在 12~15 . 3. 檢查偵測回路是否為短路 .
4. 檢查 EFO box stick detect board 是否偵測錯誤 , 如發生故障請
更換 EFO box .
軟體檢查方法:使用 single bond 銲一條線 , 觀察此線
錯誤訊息 狀況種類
.
Ball sift (II)
PR monitor 上畫面晃動 (海筮甚樓效應)
.
狀況一 Remark
問題分析
Processing
1 Air diffuser 不足
1 提高 air diffuser 氣量
2 調整 air diffuser 角度
2 破真空太大,有熱氣造成第 1 校正破真空之 air 量於 0.3 ~0.5 LPM
的偵測數值 , 如偵測錯誤 題 .
硬體檢查方法:如 CASE 17 圖所示 A-B 點應為 0Ω , A-C 點應為 ≧1MΩ
錯誤訊息 狀況種類
狀況一 狀況二
問題分析
1 LF 浮動 2 參數設定不良 1 假偵測
B13 Tail too short
線補上後再恢復原來之數值
2 壓板沒壓好造成 lead 浮 1. 用攝子下壓 lead 觀察是否浮動
电焊机常见故障及解决措施
电焊机常见故障及解决措施电焊机是一种常见的焊接工具,在使用过程中可能会出现一些故障。
本文将介绍一些常见的电焊机故障以及相应的解决措施,以帮助您解决电焊机使用中的问题。
故障一:焊接电流不稳定可能原因:1. 电源电压不稳定。
2. 电焊机内部电路故障。
3. 焊接电缆连接不良。
解决措施:1. 检查电源电压是否稳定,如不稳定则解决电源问题。
2. 如经过检查确认是电焊机内部电路故障,建议联系专业维修人员进行修理。
3. 检查焊接电缆的连接是否牢固,如有松动现象需要重新紧固连接。
故障二:电焊机产生过多飞溅物可能原因:1. 电流设置过高。
2. 电焊机焊接电极选择不当。
3. 电焊机使用时间较长。
解决措施:1. 降低电流设置以减少飞溅物的产生。
2. 根据焊接工件的要求选择合适的焊接电极。
3. 如电焊机使用时间较长,建议对电焊机进行冷却或停机一段时间,以防止部件过热引发飞溅物。
故障三:焊条粘在工件上无法拆开可能原因:1. 焊接电流过小。
2. 焊接电极选择不当。
解决措施:1. 增加焊接电流以提供足够的熔化能量,使焊条能够顺利脱离工件。
2. 根据焊接工件的要求选择合适的焊接电极,以避免焊条过度粘附在工件上。
故障四:电焊机无法启动可能原因:1. 电源故障。
2. 电焊机内部故障。
3. 开关故障。
解决措施:1. 检查电源是否正常工作,确保电源提供足够的电能。
2. 如经过检查确认是电焊机内部故障,建议联系专业维修人员进行修理。
3. 检查电焊机的开关是否正常,如有问题需要更换或修复。
故障五:电焊机产生烟雾或异味可能原因:1. 电焊机内部元件烧坏。
2. 电焊机使用的焊接材料不合适。
解决措施:1. 如电焊机产生烟雾或异味,建议立即将电焊机停机,并联系专业维修人员进行检修。
2. 确保选择合适的焊接材料,避免产生有害的烟雾或异味。
以上是一些电焊机常见故障及解决措施的简要介绍。
在使用电焊机时,如果遇到故障,建议根据具体情况进行排查和处理,如问题无法解决,请联系专业维修人员进行维修。
焊线机常见问题分析及调试方法
一点打不黏
之数值
2.焊针污染或焊针寿 1.更换焊针 命到期
4 diffuser 位置,气量 1 重新调整 不正确
状 况 1.检查参数 (power / 1 重新确认参数并焊线后欢察 ball shear 状况
二
force) 是 否 超 出 设 定 2 温度参数设定不良 范围
状 况 1 contact level
3. 检查侦测回路是否为短路 .
4. 检查 EFO box stick detect board 是否侦测错误 , 如发生故障请更换
EFO box . 软件检查方法:使用 single bond 焊一条线 , 观察此线 的侦测数值 , 如侦测错误 , 则数值会显 示与设定相等之数值 , 此表示侦测回路 发生问题 .
Remark
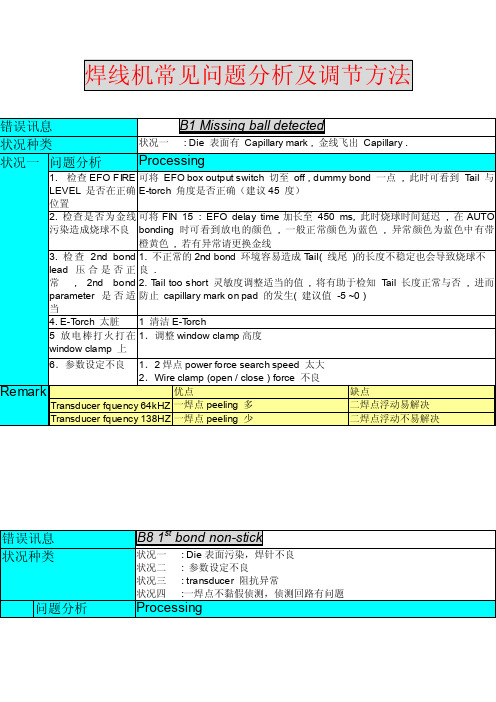
优点
Transducer fquency 64kHZ 一焊点 peeling 多
Transducer fquency 138HZ 一焊点 peeling 少
缺点 二焊点浮动易解决 二焊点浮动不易解决
错误讯息 状况种类
问题分析
B8 1st bond non-stick
状况一 状况二 状况三 状况四
错误讯息 状况种类
Small Ball
状况一: Die Pad 上出现小球
状况一
问题分析
Processing
1 检查是否为金线污染造 1 可将 FIN 15 : EFO delay time 加长至 450 ms, 此时烧球时间延迟 ,
成烧球不良金线污
在 AUTO bonding 时可看到放电的颜色 , 一般正常颜色为蓝色 , 异
: Die 表面污染,焊针不良 : 参数设定不良 : transducer 阻抗异常 :一焊点不黏假侦测,侦测回路有问题
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
金线污染造 450 ms, 此时烧球时间延迟 , 在
成烧球不良 AUTO bonding 时可看到放电的颜
金线污
色 , 一般正常颜色为蓝色 , 异常
颜色为蓝色中有带橙黄色 , 若有
异常请更换金线
2 E-Torch 太 1 清洁 E-Torch 并 dry run 4 小时 (万不
脏
得已,请勿清洁) 并请勿使用砂纸
或受损,更换新的焊针
3 线夹不良 1 线夹间隙太小
4 金线问题 1 更换较软的金线
5 放线不程 1 降低 feed power
不良
1 因二焊点 1 二焊点的 power 太大,或 force 太
的振动太小
大造成 2 二焊点浮动
错误讯息 状况种类
Ball sift (I)
状况一: Pad 上没有球,且 PR monitor 上画面并无晃动 (海筮甚楼效应)
不良
2 Revise distance angle 太大可将 RDA
降低
3 Revise height 太低
4 EFO Current 太大
状况二
5 线尾参数设定太小,造成打火过程 中,打火打到焊针里
2 Capillary 1 错误使用焊针规格
不良
2 观察焊针印是否成圆形
3 将焊针拿至显微镜下观看是否脏污
3 E-Torch 污染 1 用酒精清洁 E-Torch ,必要时更换
之
4 EFO 放电不良 1 更换 EFO
5 Die 厚 / Die 1 反应 Die Bond 工程
高度
不一致`
6 Air diffuser 1 调整 air diffuser 设定 太大
7 共振
1 X Y table turning
box . 软件检查方法:使用 single bond 焊一条线 , 观 察此线的侦测数值 , 如侦测错误 , 则数 值会显示与设定相等
之数值 , 此表示侦 测回路发生问题 . 硬件检查方法:如 CASE 17 图所示 A-B 点应为 0Ω , A-C 点应为 ≧ 1MΩ
错误讯息
B13 Tail too short
效应)
问题分析
Processing
状况一 1 Air diffuser 1 提高 air diffuser 气量
不足
2 调整 air diffuser 角度
2 破真空太大,1 校正破真空之 air 量于 ~ LPM
有热气造成第
一焊点偏移
Remark
3 高 压 空 气 偏 1 更换孔径较大的高压空气管,提 低,所转换的 高高压空气进入机器的气压量,且 真空不足,导 真空值有提高到标准值。 致影像辨认系
pad 有灰尘 force 的数值 , 将此线补上后再恢复原来之
或污染造成 数值
第一点打不
黏
2.焊针污染 1.更换焊针
或焊针寿命
到期
4 diffuser 1 重新调整 位置,气量
不正确
状 况 1.检查参数 1 重新确认参数并焊线后欢察 ball shear 状
二
(power
/况
force) 是 否 2 温度参数设定不良
2 参数设定定 .
不良
2. 2nd 焊点的 Power force 太大
6.参数设 1.2 焊点 power force search speed 太大 定不良 2.Wire clamp (open / close ) force 不良
Remark
优点
缺点
Transducer 一焊点 peeling 多 二焊点浮动易解
fquency 64kHZ
决
Transducer 一焊点 peeling 少 二焊点浮动不易
8 pivot spring 1 pivot spring 不良
9 noise
1 Table 和 BH 及 W/H 至 EFO 接地
不良
错误讯息 状况种类
状况一
Neck Crack
状况一: Neck Crack 单一缺口
状况二: Stress Neck 缺口成一环状
问题分析
Processing
1 参数设定 1 Revise distance 太大
状况一
问题分析
Processing
1 PR 设定不良 1 重新设定 PR
灯光调校不 Note: 1 寻找特殊点
良
2 选择 glay level
2 OPTIC 不良 1 OPTIC 固定螺丝松脱 2 OPTIC 内之镜片松脱
3 OPTIC LEFT ARM 松脱
3 CCD 不良 1 CCD ALIGNMENT 不良 2 CCD 螺丝松脱
3 超音波不良 1 更换铜镙丝,焊针
2 Power offset 是否任易变更
4 Z Drive 设定 重 新 调 整 校 正 Z Drive over short
不良
under short
状况二 1 芯 片 / 热 压 1 调整热压板压合
板浮动
2 EFO 打火 棒 1 打火棒位置设定不良 设定不良
EFO FIRE dummy bond 一点 , 此时可看到 Tail 与 LEVEL 是 E-torch 角度是否正确(建议 45 度) 否在正确
位置
2. 检查是 可将 FIN 15 : EFO delay time 加长至 450
否 为 金 线 ms, 此 时 烧 球 时 间 延 迟 , 在 AUTO
状况种类
状况一 :2nd bond 完成后 , 金线在
capillary 内 , 或飞出 capillary。
bond head 作 tail length 却
没有线尾可烧球
状况二 : 留有正常线尾确报 Tail too
short
问题分析
Processing
状况一 1 LF 浮动 是否变形或浮动 , 造成 2nd bond 不稳
常 , 2nd 有助于检知 Tail 长度正常与否 , 进而防
bond
止 capillary mark on pad 的发生( 建议值
parameter -5 ~0 ) 是否适当
4. E-Torch 1 清洁 E-Torch 太脏
5 放 电 棒 1.调整 window clamp 高度 打火打在
window clamp 上
错误 , 如发生故障请更换 EFO box .
硬件检查方法:如图 A-B 点应为 0Ω , A-C
点应为 ≧ 1MΩ
错误讯息 状况种类
Small Ball
状况一: Die Pad 上出现小球
状况一
问题分析
Processing
1 检查是否为 1 可将 FIN 15 : EFO delay time 加长至
路连接不良 接好
2 更换 EFO BOX
5 检查打火位 可 将 EFO box output switch 切 至
置是否正常 off , dummy bond 一点 , 此时可看到
Tail 与 E-torch 角度是否正确(建议
45°)
4 diffuser 位 1 重新调整
置,气量不
正确
7 floating lead 1
统 (PRS) 对 晶 体 做 Search Alignment Point 位 置 有 偏差,造成整
体 1st bond position 有偏 移现象
4 BH COOLING 1 检查是否有阻塞 异常
5 气路异常 1 检查气路是否正常 1 BH 停机过久,打第一颗会靠近 M/C Side 2 BH 打热后,Truseducor 会向前,故球会向 oprater side
3 线尾太短 可 将 EFO box output switch 切 至
off , dummy bond 一点 , 此时可看到
Tail 长度是否正常
1.调整线尾设定值
4 diffuser 位 1 重新调整 置,气量不正 确
错误讯息 状况种类
问题分析
状况一 1 线尾太长
Off Center Ball / Golf Ball
焊线机常见问题分析及调节方法
错误讯息 状况种类
B1 Missing ball detected
状况一 : Die 表面有 Capillary mark ,
金线飞出 Capillary .
状况一 问题分析
Processing
1. 检 查 可将 EFO box output switch 切至 off ,
污 染 造 成 bonding 时可看到放电的颜色 , 一般正常
烧球不良 颜色为蓝色 , 异常颜色为蓝色中有带橙黄
色 , 若有异常请更换金线
3. 检 查 1. 不正常的 2nd bond 环境容易造成
2nd bond Tail( 线尾 )的长度不稳定也会导致烧球不
lead 压 合 良 .
是 否 正 2. Tail too short 灵敏度调整适当的值 , 将
fquency 138HZ
解决
错误讯息 状况种类
B8 1st bond non-stick
状况一 : Die 表面污染,焊针不良
状况二 : 参数设定不良
状况三 : transducer 阻抗异常
状况四 :一焊点不黏假侦测,侦测回路有
问题
问题分析
Processing
状 况 1 monitor 1. 使用 ”Corrbnd” 将此线重新补上 一 看 到 die 2 暂时更改增加 1st bond base power /
8 2nd 打到异 1 清除异物,并重新焊线
物
9 air 不干净 1 检查过滤器是否变黄
错误讯息
Smash Ball