伊之密DM 650吨冷室压铸机模板尺寸图 逆境老丸子—王方明整理
压铸机结构及原理
2021/5/27
9
4、曲肘润滑系统 曲肘是压铸机十分重要的运动构件。为了使其运动副的磨损减小,必须在运动副表面保持 适当的清洁的润滑油膜,而过量供油与供油不足同样有害,会产生附加热量、污染和浪费。 力劲机械厂有限公司生产的压铸机曲肘部分的润滑采用的是集中润滑系统。所谓集中润滑 系统,是由一个油泵提供一定排量、一定压力的润滑油,为系统中所有主、次油路上的分 流器供油,而由分流器将油按所需油量分配到各润滑点;同时,由控制器完成润滑时间、 次数和对故障报警、停机等功能,以实现自动润滑的目的。卧式冷室压铸机曲肘的润滑一 般选用脱压润滑泵,如图1-9所示,它有如下特点:
压铸机结构及原理
2021/5/27
1
冷室压铸机结构
如图1-5所示为卧式冷室压铸机构成图,它由柱架、 机架、压射、液压、电气、润滑、冷却、安全防护 等部件组成。按机器零、部件组成的功能分类,我 们将卧式冷室压铸机分成合模、压射、液压传动、 电气控制、安全防护五大类。下面以力劲机械厂有 限公司生产的DCC280卧式冷室压铸机为例进行结 构分析。
2021/5/27
2
2021/5/27
3
图1-5 卧式冷室压铸机构成图
1--调模大齿轮 2--液压泵 3--过滤器 4--冷却器 5--压射回油油箱 6--曲肘润滑油泵 7--主油箱 8--机架 9--电动机 10--电箱 11--合模油路板组件
2021/5/27
合开模液压缸-- 12 调模液压马达-- 13
粗过滤器--能滤去直径d≥0.1mm的杂质; 普通过滤器--能滤去d=0.1~0.01mm的杂质; 精过滤器--能滤去直径d=0.01~0.005mm的杂质; 特精过滤器--能滤去直径d=0.005mm~0.0001mm杂质。 常用过滤器有网式(图1-15)、线隙式、纸芯式、烧结 式几种,压铸机常采用网式过滤器。
04 1000T压铸机安全操作规程(伊之密)

浙江盾安轻合金科技有限公司版次A0编号WI/DQ.ZZ-04-1 实施日期2013.2.1 页码1/4压铸机安全操作规程(A0版)一、操作压铸机的要求:1、设备操作人员必须严格执行设备管理的“三好”(即管好、用好、修好)、“四会”(即会使用、会保养、会检查、会排除一般故障)、“五定”(即定人、定质、定点、定量、定期)的要求。
2、本压铸机的使用环境温度为:50C~500C,环境湿度为:20%~90%相对温度,无冷凝水。
严禁在易燃易爆的环境中使用机床。
3、操作人员在使用设备时必须按“日常点检表”要求进行点检,使用过程中应经常进行巡查,发现问题及时处理;下班或换人操作时,必须告知接班人设备的使用情况和生产情况。
二、安全事项:1、压铸机是一种高压、快速动作的机器,只有经过培训或授权的人员方可操作压铸机,未经培训和授权的人员使用压铸机有可能发生人身伤害或设备损害;2、操作压铸机时不能随意不用或去掉安全防护门,开机前要查看机件活动范围内是否有人或杂物,确定安全后方可启动。
3、氮气瓶只能填充氮气,并且和蓄能器都有高压,检查或更换液压管路元件时,必须先将蓄能器内的压力油放掉,确定无压力后方可进行。
4、设备上所有的“急停”按钮按下即可停止机器的所有动作。
此按钮在紧急情况和设备停机时使用,防止意外事故的发生。
5、电控箱通常处于锁闭状态,仅在安装及维修时才能打开,并且只有持上岗证的电气人员才能打开。
非专业人员打开有发生触电和损坏设备的危险。
6、严禁对设备进行改装。
任何的改动都有可能造成人身伤害或机械损坏。
7、设备上粘贴有警示标识的位置都是属于危险部位,严禁私自更改或撕下任何安全标识。
发现有标识破损或褪色需及时更换。
三、设备的基本参数:1、基本规格参数:项目名称规格参数项目名称规格参数合模力10000KN 油泵马达功率45KW液压系统工作压力16MPa 外型尺寸10m*3.3m*3.7m哥林柱内间距1030mm*1030mm 油箱容量1500L2、本压铸机是自动化控制设备,操作设备时必须确保各保护装置安全有效。
《伊之密实时控制压铸机培训》PPT模板课件

典型值 { 2, 2.25, 2.5, 2.75, 3, 3.5, 4, 4.5, 5, 6}
通过系统自学习获得 通过伺服阀测试获得
通过伺服阀测试获得
0.25 0.002
10 1
系统控制参数的含义
符号 K9 K10 K11 K12 K13
功能含义 加速段过渡圆角 快速延迟时间 快速矫正系数 5m/s 超调矫正系数
T 3 T 3S T 3E
V4
T4
T5
压射 速度 (m /s)
时间 (m s)
压射工艺参数的定义
1速速度V1 从Td1到T2之间的平均速度称为1速速度。
2速速度V2 从T2+Td2到T3之间的平均速度称为2速速度。
3速速度V3 最大快压射速度V3。
3速起点S3S 压射速度到达V3S时所对应的压射位置S3S称为3速起 点。其中,V3S=V2+(V3-V2)×10%。
冲头的位置、速度和 压射缸前后腔压力
达到速度控制精度必要条件
合理的加速行程 合理的压射压力
压射压力的含义
Pe
Pin
Pout
Ac Ap
P i n 无杆腔(入口)压力 A p 无杆腔面积
P o u t 有杆腔(出口)压力 A c 有杆腔环形面积
填充行程与压射速度的关系
压射速度
压射行程临界 压射行程充足
100bar则产生报警
与曲线仪通讯出错 由于网线故障、触摸屏IP地 址等原因导致屏幕与曲线 仪不能正常通讯
各种报警信息的含义(4)
报警信息
含义
伺服阀故障报警
在压射起始阶段,伺服阀反 馈信号与指令信号的偏差大
于0.5V
控制参数读取出错 存储在模块中的控制参数在 上电加载时校验出错,说明 曲线仪出现故障
冷室压铸机T主要技术参数表

顶出力
顶出行程
MPa
kN
kN
mm
mm
mm
mm
kg
kfg/cm2
cm2
cm2
kN
mm
140
200
615
600
250
0-250
70、80、90
4.25、5.8、7.3
1587/1215/960
395、515、655
1580
310
150
Electrical System电器部分
Motor For Hydraulic Pump电机
KW
15
Others其它
Oil Tank Capacity
Dimension Of Machne
(including auto lading)
Weight Of Machine
(including auto ladling device)
油箱容量
机身尺寸(连机械手)
40、50、55
0.7、0.9、1.2
1295/889/776
90、120、140
360
88
85
Electrical System电器部分
Motor For Hydraulic Pump油泵电机
HP/KW
20/15
Others其它
Oil Tank Capacity
Dimension Of Machne
(including auto lading)
Weight Of Machine
(including auto ladling device)
油箱容量
机身尺寸(连机械手)
压铸机结构及原理

1、液压蓄能器 液压蓄能器的用途是在液体压力下容纳一个液体量,并在需要时给出。合理地选用液压蓄 能器对于液压系统的经济性、安全性及可靠性都有极其重要的影响。液压蓄能器的种类及 结构如图1-12所示,卧式冷室压铸机一般采用图1-12c、d所示的两种。
图1-12 蓄能器的种类 a)2重021量/1式0/1蓄0 能器 b) 弹簧式蓄能器 c) 活塞式蓄能器 d) 气囊式蓄能器 e) 薄膜式蓄能15器
气囊式蓄能器的工作原理如图1-14所示,充液时,液压系统的液压油推开盘形阀流入钢质 容器内并将皮囊中的氮气压缩至一定体积(图1-14a);放出液体时(图1-14b),液压油 从盘形阀口流出进入到所需容器,气囊中的氮气压力起推动液压油、压紧盘形阀的作用。 盘形阀能限制气囊被压出孔外(图1-14c)。
2021/10/10
2
2021/10/10
3
图1-5 卧式冷室压铸机构成图
1--调模大齿轮 2--液压泵 3--过滤器 4--冷却器 5--压射回油油箱 6--曲肘润滑油泵 7--主油箱 8--机架 9--电动机 10--电箱 11--合模油路板组件
2021/10/10
合开模液压缸-- 12 调模液压马达-- 13
2021/10/10
9
4、曲肘润滑系统 曲肘是压铸机十分重要的运动构件。为了使其运动副的磨损减小,必须在运动副表面保持 适当的清洁的润滑油膜,而过量供油与供油不足同样有害,会产生附加热量、污染和浪费。 力劲机械厂有限公司生产的压铸机曲肘部分的润滑采用的是集中润滑系统。所谓集中润滑 系统,是由一个油泵提供一定排量、一定压力的润滑油,为系统中所有主、次油路上的分 流器供油,而由分流器将油按所需油量分配到各润滑点;同时,由控制器完成润滑时间、 次数和对故障报警、停机等功能,以实现自动润滑的目的。卧式冷室压铸机曲肘的润滑一 般选用脱压润滑泵,如图1-9所示,它有如下特点:
试模工艺参数记录表(500T压铸机)
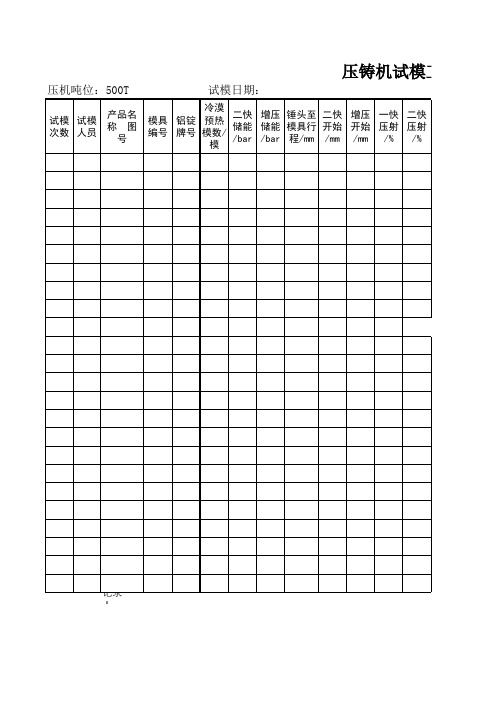
压机吨位:500T
试模日期:
试模 试模 次数 人员
产品Байду номын сангаас 称图
号
模具 编号
铝锭 牌号
冷漠 预热 模数/ 模
二快 储能 /bar
增压 锤头至 二快 储能 模具行 开始 /bar 程/mm /mm
增压 开始 /mm
一快 压射 /%
二快 压射 /%
记录 人:
机试模工艺参数记录表(500T)
不良 模数
检验
备注
版本号:A-0
增压 压射
/%
增压 预热 模数/ 模
自动 锤前 压力 /bar
自动 锤前 流量 /%
射料 流量 /%
压射 时间 /s
开模 铝液 顶针 时间 温度/ 前延 /s ℃ 时/s
顶针 后延 时/s
料柄 厚度 /mm
动模 喷涂 时间 /s
试模 模数
合格 模数
;表单编
审 核:
批 准:
号:A-0 ;表单编号:
第二节 卧式冷室压铸机的构成

第二节卧式冷室压铸机的构成,它由柱架、机架、压射、液压、电气、润滑、冷却、安全防护等部件组成。
按机器零、部件组成的功能分类,我们将卧式冷室压铸机分成合型(模)、80卧式冷室压铸机为例进行结构分析。
图1-5 卧式冷室压铸机构成图过滤器 4--冷却器 5--压射回油油箱 6--曲肘润滑油泵 7--主油箱 8--机架 9--电动机 10--电箱 11--合型(模)油路板组件 12--合开型(模)液压缸15--锁型(模)柱架 16--型(模)具冷却水观察窗 17--压射冲头 18--压射液压缸 19--快压射蓄能器20--增压蓄能器 21--增压油路板组件 22--压射油路板组件(模)动作和锁紧型(模)具、顶出产品的作用。
它主要由定型座板、动型座板、拉杠(哥林柱)、曲肘机构、顶出机构、调型(模)机构等组成。
图1图1-6 合模装置结构简图1--调型(模)液压马达 2--尾板 3--曲肘组件 4--顶出液压缸 5--动型座板 6--拉杆 7--定型座板 8--拉杠螺母9--拉杠压板 10--调型(模)大齿轮 11--动型座板滑脚 12--调节螺母压板 13--调节螺母 14--合开型(模)液压缸点以将合型(模)液压缸的推力放大16~26倍,与液压式合型装置相比,高压油消耗减小、合型液压缸直径减小、泵的功率相应减小。
如图1-7所示,在合型(模)运动过程中,动型座板移动速度由零很快升到最大值,以后又逐渐减慢,随着曲肘杆逐渐伸直至终止时,合型速度为零,机速转慢至零,非常符合机器整个运动设计要求。
图1-7 曲肘部分结构简图1--合开型(模)液压缸 2--钩铰 3--长铰 4--动型座板一直线时,机构处于自锁状态,此时,可以撤去合型(模)液压缸的推力,合型(模)系统仍然会处于合紧状态。
、速度、行程或位置,所涉及的几个概念解释如下。
板对型(模)具形成的锁紧力。
金液注入型(模)具型腔时,模板对型(模)具形成的最终锁紧力。
力劲压铸机参数
法兰直径MM 法兰凸 出定板高度MM 系统工 作压力Mpa 电机功 率KVA 油箱容 量L 机身外 型尺寸 MM DCC1250 DCC1600 IMPRESS-II系列大型冷室压铸机技术参数 DCC1250DCC1600DCC2000DCC2500125001600020000250001000120014001500450-1180500-1400650-1600 800-1800 1730*17401980*19802150*21502350*2350 1100*11001250*12501350*13501500*150057057065075020025030030010751285150017008809309601050100-140110150130-170140-18013.0-25.416.6-30.823.9-40.830.3-50.1137-70137-73113-66110-66910-17851165-21901769-3030227037853125400050006250320360400 450 240260260280 25253030161616167490110135260030003300 3700备注:我司保留权力作出任何技术数据修改而不另行通知。机器尺寸不包括熔炉及控制电箱。 10835*4350*456011625*4570*462012760*4740*4750 13600*5030
我司保留权力作出任何技术数据修改而行 程MM 模具厚 度(最小-最大)MM 模板尺寸(水 平×垂直)MM 哥林柱 内距 MM 顶出力KN 顶出行 程 MM 压射力KN 射料行 程MM 冲头直 径 MM 射料量KG 铸造压 力Mpa 铸造面积 CM 2 最大铸造面积 CM 2 压射位 置MM -160-320-175-350 -175-350 -200压射冲 头推出距离MM 压射室
伊之密冷室压铸机安全操作与基本操作培训

压铸机运动动作的条件。
要求动作
DM650卧式冷室压铸机运动动作条件表
动作必须条件
锁模运动
1、安全门关门到位
2、急停开关复位
3、电机启动
4、顶针在后限位置
5、锤头在压射回限位置
6、调模选择开关为OFF
7、抽芯选择方式:(1)锁模前抽芯,则抽芯在入限位置(2)锁 模后抽芯, 则抽芯在出限位置
开模运动
1、后安全门关门到位
压铸机的操作
• 操作面板上,将手动、自动选择旋钮拨至"手动"位置。调模选择开关选择为 OFF状态(因为安全问题,机器设计为在自动状态下和调模选择状态下不能开 电机)
按启动按钮启动液压油泵,先是降压启动,大约5秒后,油泵启动指示灯亮, 如果没有报警声音则机器正常开机。(开机报警一般为机铰润滑报警)
压铸机的操作
压铸机的操作
9)抽芯运动 机器设有4组抽芯,使用时按压铸模设计要求选用。抽芯设计为有两种模式,分别是锁 模前抽芯和锁模后抽芯。锁模前抽芯,顾名思义即机器在锁模前抽芯到位,然后进行锁模 动作,压射结束后,先进行开模到位的动作,再抽芯出到位。锁模后抽芯即先锁模到位再 进行抽芯入的动作,压射结束后,先抽芯出到位的动作,再进行开模到位。 • 抽芯1进运动 要求顶针回限限位开关处于ON状态,抽芯1回限限位开关处于ON状态,触摸屏设定出抽 芯压力和流量值。手动将抽芯1旋钮旋向入,实现抽芯1进运动。一旦碰到抽芯进行程开关 则停止。 • 抽芯1回运动 要求顶针回限限位开关处于ON状态,抽芯1回限限位开关处于OFF状态,触摸屏设定出抽 芯压力和流量值。将抽芯1旋钮旋出,实现抽芯1回运动。一旦碰到抽芯回行程开关停止。 • 抽芯2、3、4运动: 抽芯2、3、4运动操作方法与抽芯1运动操作方法相同。 工程画面中可以选择抽芯按动作顺序与不按动作顺序运行。其动作顺序为: 抽芯入按 照1234的顺序,抽芯回按照4321的顺序
压铸机计数器信号及接线方式与使用说明
DC24V DC24V DC24V DC24V DC24V DC24V
DC24V
AC220V
DC24V
AC220V
DC24V
AC220V DC24V DC24V
给汤机自动 注汤限
给汤机自动 注汤限
机台号
型号
信号
备注
12#机 13 机 14 机 15 机 16 机 17 机 18#机 19#机 20#机 21#机 22#机 23#机 24#机 25 机
定量炉注汤完成
压铸机自动 射杆射出 压铸机自动 射杆射出 压铸机自动 射杆射出 压铸机自动 射杆射出 压铸机自动 射杆射出
AC110V
机台号
型号
信号
备注
26 机 27 机 28#机 29#机 30#机 31 机 32 机 33#机 34#机 35#机 36 机 37 机 38#机
# # # # #
在测量状态下长按 设定键2秒进入设定 画面 按MOD键进 入(Fi-d)画面 按左 键可以设定计数器 的比率小数点位置。 (正常设定值为 0.0000) 设定为0.0000时 计 数比率范围为 0.0001~4.5000 设定为00.000时 计 数比率范围为 0.001~45.000
在测量状态下长按设定键2 秒进入设定画面 按MOD 键进入(Fi) 画面 按左键可 以设定计数器的比率。(正 常设定值为 1.0000 ) 可设定范围为0.001~45.000 需要与(Fi)参数配合。
#
UB850is DCC800 BD650 BD650 DCC630 DCC800 UB670is UB670is DCC800 OL1600 OL3500 OL1600 OL1600
力劲压铸机
3、调型(模)机构 压铸机在设计过程中,需要设置调型(模)机构以适应在一定范围内的各种压铸型( 模),在机器技术参数中,应确定最大型(模)具厚度尺寸Hmax和最小型(模)具
厚度尺寸Hmin作为机器使用者选定压铸型(模)的参数,如图1-6所示。这个最大与最小
型(模)具厚度的调整量是通过调型(模)机构实现的。调型(模)机构是用调型(模) 液压马达或调型(模)电动机带动传动机构,使锁型(模)柱架的尾板和动型座板沿拉杠 作轴向运动,从而达到增大或缩小动、定型座板之间间距的目的。
关于力劲压铸机
第1页,此课件共45页哦
冷室压铸机结构
如图1-5所示为卧式冷室压铸机构成图,它由柱架、 机架、压射、液压、电气、润滑、冷却、安全防护 等部件组成。按机器零、部件组成的功能分类,我 们将卧式冷室压铸机分成合模、压射、液压传动、 电气控制、安全防护五大类。下面以力劲机械厂有 限公司生产的DCC280卧式冷室压铸机为例进行结 构分析。
粗过滤器--能滤去直径d≥0.1mm的杂质; 普通过滤器--能滤去d=0.1~0.01mm的杂质; 精过滤器--能滤去直径d=0.01~0.005mm的杂质; 特精过滤器--能滤去直径d=0.005mm~0.0001mm杂质。 常用过滤器有网式(图1-15)、线隙式、纸芯式、烧结式几种,
压铸机常采用网式过滤器。
第10页,此课件共45页哦
图1-9 润滑泵安装位置图
1)压力输出方式为可调式的输出结构,符合各种机器的需求,可做出相对压力的匹 配调整。
2)附有油位检知装置,测知储油箱内供油的存量,适时反应回报,连接应变动作。
3)即时需求按键装置,可使机器在刚开始使用时,便立即得到应有的油量,减少不
必要的摩擦。
4)深入底部吸油,使得出油功率大为提高,并能清除油管中空气间隔的缺失。
压铸机吨位选择计算及流道研究
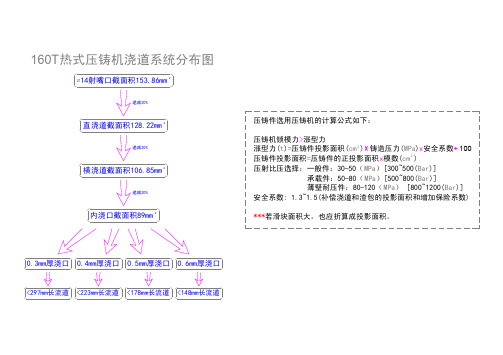
160T 热式压铸机浇道系统分布图
∅14射嘴口截面积153.86mm 2
直浇道截面积128.22mm 2
横浇道截面积106.85mm 2
内浇口截面积89mm 2
0.3mm 厚浇口0.4mm 厚浇口0.5mm 厚浇口0.6mm 厚浇口<297mm 长流道<223mm
长流道
<178mm
长流道<148mm 长流道递减20%
递减20%
递减20%
压铸件选用压铸机的计算公式如下:压铸机锁模力>涨型力涨型力(t )=压铸件投影面积(cm )×铸造压力(MPa )x 安全系数÷
100压铸件投影面积=压铸件的正投影面积x 模数(cm )压射比压选择:一般件:30-50(MPa )[300~500(Bar )] 承载件:50-80(MPa )[500~800(Bar )] 薄壁耐压件:80-120(MPa ) [800~1200(Bar )]安全系数: 1.3~1.5(补偿浇道和渣包的投影面积和增加保险系数)***若滑块面积大,也应折算成投影面积。
22。
压铸机参数表

532
5.5
20
15
15
1
≥5 ≤30 15
15
1
≥5
25
15 16.1 1
J1125B 250 12.5-28 400
250-800 ≥5 最小20 15
1
J1125B 250 12.5-28 400 450
854
≥5 ≤30 17.5
2
J1125C 250 12.5-28 400 450
854
≥5 ≤30 17.5
40
450
1143
22
1
J1150 500 18-45 450 150
1117
≥4.5 25
22 24.2 1
J1180 800
85
450 120
2000
≥4.5 25
45
1
J1180 800
75
670 250
2400
≥4.5 ≤40 40
2
J11100 1000 50-120 670 100
2650
20 7275×1850×2420 上海压铸机厂
15.5 7325×1850×2400 阜新压铸机厂
20 7275×2420×2400 灌南压铸机厂
7325×1850×2400
天水铸造机械总 厂
16.5 7325×2100×2450 阜新压铸机厂
50 10000×2500×3050
40 8500×2600×3800 灌南压铸机厂
15-28
350 ≥120
280
>2.5 25
13
13
1
J1516 160
15-28
350 ≥120
压铸机结构及原理
2021/5/27
10
图1-9 润滑泵安装位置图
1)压力输出方式为可调式的输出结构,符合各种机器的需求,可做出相对压力的匹 配调整。
2)附有油位检知装置,测知储油箱内供油的存量,适时反应回报,连接应变动作。 3)即时需求按键装置,可使机器在刚开始使用时,便立即得到应有的油量,减少不
必要的摩擦。 4)深入底部吸油,使得出油功率大为提高,并能清除油管中空气间隔的缺失。 5)配有油压检知装置(1~0.3 MPa)特性,可检测下列漏失:
图1-8 顶出双液压缸组件结构简图
2021/5/27
8
1--三通法兰 2--顶出双缸套 3--顶出前盖 4--顶出活塞连杆 5--连接杆 6--动型座板
3、调型(模)机构 压铸机在设计过程中,需要设置调型(模)机构以适应在一定范围内的各 种压铸型(模),在机器技术参数中,应确定最大型(模)具厚度尺寸 Hmax和最小型(模)具厚度尺寸Hmin作为机器使用者选定压铸型(模) 的参数,如图1-6所示。这个最大与最小型(模)具厚度的调整量是通过调 型(模)机构实现的。调型(模)机构是用调型(模)液压马达或调型 (模)电动机带动传动机构,使锁型(模)柱架的尾板和动型座板沿拉杠 作轴向运动,从而达到增大或缩小动、定型座板之间间距的目的。
2021/5/27
13
压铸机液压系统主要由液压泵、合开型(模)液压缸、顶出液压 缸、压射液压缸、调型(模)液压马达、液压控制元件、液压蓄 能器、过滤器、空气滤清器、热交换器组成。如图1-11所示为力 劲机械厂有限公司生产的DCC280液压传动系统部装图。
图1-11 DCC280液压传动系统部装图 1--液压泵 2--冷却器 3--主油箱 4--润滑泵 5--压射回油油箱 6--压射油路尾板组件7— 压2射021油/5路/27板组件8--顶出油路板组件(1) 9--顶出油路板组件(2) 10--空气滤清器14 11--调型(模)液压马达 12--合开型(模)油路板组件