伊之密DM 400吨冷室压铸机模板尺寸图 逆境老丸子—王方明整理
压铸机结构及原理
2021/5/27
9
4、曲肘润滑系统 曲肘是压铸机十分重要的运动构件。为了使其运动副的磨损减小,必须在运动副表面保持 适当的清洁的润滑油膜,而过量供油与供油不足同样有害,会产生附加热量、污染和浪费。 力劲机械厂有限公司生产的压铸机曲肘部分的润滑采用的是集中润滑系统。所谓集中润滑 系统,是由一个油泵提供一定排量、一定压力的润滑油,为系统中所有主、次油路上的分 流器供油,而由分流器将油按所需油量分配到各润滑点;同时,由控制器完成润滑时间、 次数和对故障报警、停机等功能,以实现自动润滑的目的。卧式冷室压铸机曲肘的润滑一 般选用脱压润滑泵,如图1-9所示,它有如下特点:
压铸机结构及原理
2021/5/27
1
冷室压铸机结构
如图1-5所示为卧式冷室压铸机构成图,它由柱架、 机架、压射、液压、电气、润滑、冷却、安全防护 等部件组成。按机器零、部件组成的功能分类,我 们将卧式冷室压铸机分成合模、压射、液压传动、 电气控制、安全防护五大类。下面以力劲机械厂有 限公司生产的DCC280卧式冷室压铸机为例进行结 构分析。
2021/5/27
2
2021/5/27
3
图1-5 卧式冷室压铸机构成图
1--调模大齿轮 2--液压泵 3--过滤器 4--冷却器 5--压射回油油箱 6--曲肘润滑油泵 7--主油箱 8--机架 9--电动机 10--电箱 11--合模油路板组件
2021/5/27
合开模液压缸-- 12 调模液压马达-- 13
粗过滤器--能滤去直径d≥0.1mm的杂质; 普通过滤器--能滤去d=0.1~0.01mm的杂质; 精过滤器--能滤去直径d=0.01~0.005mm的杂质; 特精过滤器--能滤去直径d=0.005mm~0.0001mm杂质。 常用过滤器有网式(图1-15)、线隙式、纸芯式、烧结 式几种,压铸机常采用网式过滤器。
压铸机结构及原理ppt课件
力劲科技(天津)有限公司 技术支援部
1
冷室压铸机结构
如图1-5所示为卧式冷室压铸机构成图,它由柱架、 机架、压射、液压、电气、润滑、冷却、安全防护 等部件组成。按机器零、部件组成的功能分类,我 们将卧式冷室压铸机分成合模、压射、液压传动、 电气控制、安全防护五大类。下面以力劲机械厂有 限公司生产的DCC280卧式冷室压铸机为例进行结 构分析。
模具冷却水观察窗--16 压射冲头-- 17
压射液压缸-- 18 快压射蓄能器-- 19
增压蓄能器-- 20 增压油路板组件-- 21 压射油路板组件-- 22
4
一、合模机构
合模机构主要起到实现合、开模动作和锁紧模具、顶出产品的作用。它主要由定型座 板、动型座板、拉杠(哥林柱)、曲肘机构、顶出机构、调型(模)机构等组成。图1-6 为合型(模)机构结构简图。
13
压铸机液压系统主要由液压泵、合开型(模)液压缸、顶出液压 缸、压射液压缸、调型(模)液压马达、液压控制元件、液压蓄 能器、过滤器、空气滤清器、热交换器组成。如图1-11所示为力 劲机械厂有限公司生产的DCC280液压传动系统部装图。
图1-11 DCC280液压传动系统部装图 1--液压泵 2--冷却器 3--主油箱 4--润滑泵 5--压射回油油箱 6--压射油路尾板组件7— 压射油路板组件8--顶出油路板组件(1) 9--顶出油路板组件(2) 10--空气滤清器14 11--调型(模)液压马达 12--合开型(模)油路板组件
9
4、曲肘润滑系统 曲肘是压铸机十分重要的运动构件。为了使其运动副的磨损减小,必须在运动副表面保持 适当的清洁的润滑油膜,而过量供油与供油不足同样有害,会产生附加热量、污染和浪费。 力劲机械厂有限公司生产的压铸机曲肘部分的润滑采用的是集中润滑系统。所谓集中润滑 系统,是由一个油泵提供一定排量、一定压力的润滑油,为系统中所有主、次油路上的分 流器供油,而由分流器将油按所需油量分配到各润滑点;同时,由控制器完成润滑时间、 次数和对故障报警、停机等功能,以实现自动润滑的目的。卧式冷室压铸机曲肘的润滑一 般选用脱压润滑泵,如图1-9所示,它有如下特点:
力劲压铸机参数
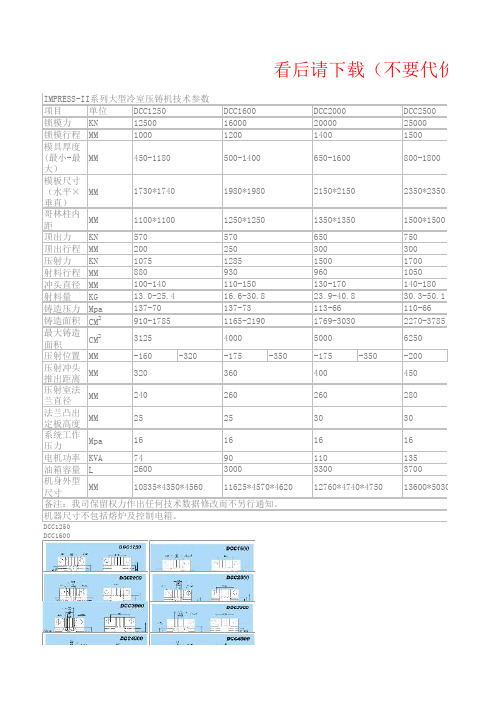
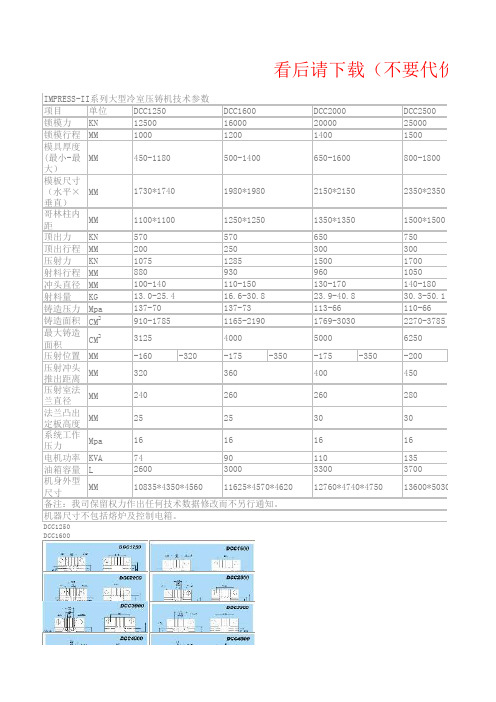
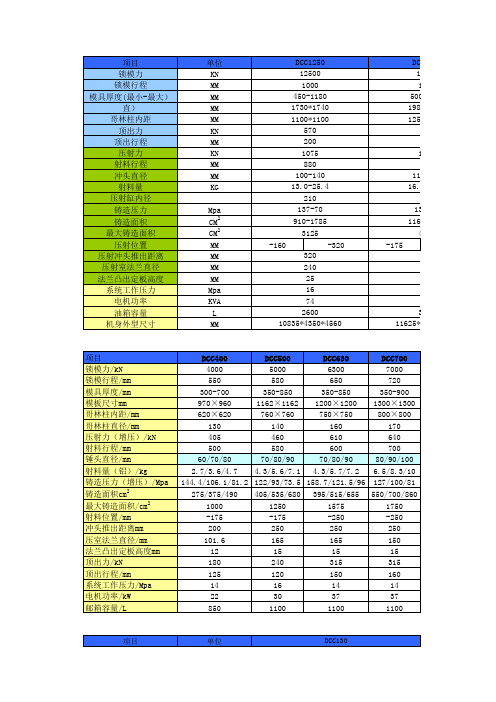
项目单位锁模力KN锁模行程MM模具厚度(最小-最大)MM模板尺寸(水平×垂直)MM哥林柱内距MM顶出力KN顶出行程MM压射力KN射料行程MM冲头直径MM射料量KG铸造压力Mpa铸造面积CM 2最大铸造面积CM 2压射位置MM -160-320-175-350-175-350-200压射冲头推出距离MM压射室法兰直径MM法兰凸出定板高度MM系统工作压力Mpa电机功率KVA油箱容量L机身外型尺寸MM备注:我司保留权力作出任何技术数据修改而不另行通知。
看后请下载(不要代价)10835*4350*456011625*4570*462012760*4740*475013600*50302600300033003700749011013516161616252530302402602602803203604004503125400050006250910-17851165-21901769-30302270-3785137-70137-73113-66110-6613.0-25.416.6-30.823.9-40.830.3-50.1100-140110-150130-170140-180880930960105010751285150017002002503003005705706507501100*11001250*12501350*13501500*15001730*17401980*19802150*21502350*2350450-1180500-1400650-1600800-1800100012001400150012500160002000025000IMPRESS-II系列大型冷室压铸机技术参数DCC1250DCC1600DCC2000DCC2500机器尺寸不包括熔炉及控制电箱。
DCC1250 DCC1600DCC2000 DCC2500DCC3000 DCC3500DCC4000 DCC4500入料筒我们|招贤纳士|留言反馈|友情链接|负责申明-400-250-450-300-600-300-600-300-60016500*5450*539017300*5570*5420代价)与人方便自己方便*5030*508014830*5290*519015800*5390*5290220220460048005100550016522035351616161630356007002803203203405306003330-51903850-577075008750100001125037852520-41102910-454052.7-82.476.3-114.06119-73120-77120-77117-7850.139.1-62.752.7-82.41400160080150-190160-200160-200180-2201180140035040021102410241029803003001850*18501950*19509009001000100015001650*16501750*1750900-2100900-220023502620*26202780*27802780*27803000*3000800800-2000850-200040000450001500160018001900300003500000DCC3000DCC3500DCC4000DCC4500。
力劲压铸机参数
项目单位锁模力KN 锁模行程MM 模具厚度(最小-最大)MM模板尺寸(水平×垂直)MM 哥林柱内距MM 顶出力KN顶出行程MM 压射力KN射料行程MM 冲头直径MM 射料量KG铸造压力Mpa 铸造面积CM 2最大铸造面积CM 2压射位置MM -160-320-175-350-175-350-200压射冲头推出距离MM 压射室法兰直径MM 法兰凸出定板高度MM 系统工作压力Mpa 电机功率KVA 油箱容量L 机身外型尺寸MM 备注:我司保留权力作出任何技术数据修改而不另行通知。
看后请下载(不要代价)10835*4350*456011625*4570*462012760*4740*475013600*50302600300033003700749011013516161616252530302402602602803203604004503125400050006250910-17851165-21901769-30302270-3785137-70137-73113-66110-6613.0-25.416.6-30.823.9-40.830.3-50.1100-140110-150130-170140-180880930960105010751285150017002002503003005705706507501100*11001250*12501350*13501500*15001730*17401980*19802150*21502350*2350450-1180500-1400650-1600800-1800100012001400150012500160002000025000IMPRESS-II系列大型冷室压铸机技术参数DCC1250DCC1600DCC2000DCC2500机器尺寸不包括熔炉及控制电箱。
DCC1250 DCC1600DCC2000 DCC2500DCC3000 DCC3500DCC4000 DCC4500入料筒我们|招贤纳士|留言反馈|友情链接|负责申明-400-250-450-300-600-300-600-300-60016500*5450*539017300*5570*5420代价)与人方便自己方便*5030*508014830*5290*519015800*5390*5290220220460048005100550016522035351616161630356007002803203203405306003330-51903850-577075008750100001125037852520-41102910-454052.7-82.476.3-114.06119-73120-77120-77117-7850.139.1-62.752.7-82.41400160080150-190160-200160-200180-2201180140035040021102410241029803003001850*18501950*19509009001000100015001650*16501750*1750900-2100900-220023502620*26202780*27802780*27803000*3000800800-2000850-200040000450001500160018001900300003500000DCC3000DCC3500DCC4000DCC4500。
LG系列压铸机参数
LG系列130T、140T、150T、160T、180T、200T、260T、280T、400T、500T 、700T、900T、1300T、1600T卧室冷室压铸机LG150C(液压双回路,设有一级快速辅助跟踪)合力型Kn 1500 压射位置Mm 0\140动行板行程Mm 340 冲头推出距离Mm 105模具厚度Mm 250-550 压射室法兰直径Mm 110大杠内间距Mm 450*450 压室法兰凸出定板高度Mm 10-0.05大杠直径Mm 80 顶出力Kn 100压射力Kn 94-190 顶出行程Mm 85压射行程Mm 330 系列工作压力Mpa 12冲头直径Mm 40\50\60 依次空循环周期S 7最大金属浇注量Kg 1.8 电机功率Kw 11压射比压Mpa 33-151 机器重量Kg 5600铸件投影面积Cm2 99.3-454 机器外形尺寸Mm 4800*1210*2200LG160C(液压双回路,设有一级快速辅助跟踪)合力型Kn 1600 压射位置Mm 0\140动行板行程Mm 350 冲头推出距离Mm 120模具厚度Mm 250-550 压射室法兰直径Mm 110大杠内间距Mm 460*460 压室法兰凸出定板高度Mm 10-0.05大杠直径Mm 85 顶出力Kn 110压射力Kn 95-205 顶出行程Mm 80压射行程Mm 340 系列工作压力Mpa 12冲头直径Mm 40\50\60 依次空循环周期S 7最大金属浇注量Kg 1.9 电机功率Kw 11压射比压Mpa 36-159 机器重量Kg 6000铸件投影面积Cm2 104-533 机器外形尺寸Mm 5210*1190*2200LG180C(液压双回路,设有一级快速辅助跟踪)合力型Kn 1800 压射位置Mm 0\140动行板行程Mm 350 冲头推出距离Mm 140模具厚度Mm 250-550 压射室法兰直径Mm 110大杠内间距Mm 480*450 压室法兰凸出定板高度Mm 10-0.05大杠直径Mm 85 顶出力Kn 115压射力Kn 102-220 顶出行程Mm 80压射行程Mm 350 系列工作压力Mpa 13冲头直径Mm 50\60\70 依次空循环周期S 7最大金属浇注量Kg 2.5 电机功率Kw 15压射比压Mpa 26.5-112 机器重量Kg 6800铸件投影面积Cm2 160-679 机器外形尺寸Mm 5523*1190*2350 LG280C(液压双回路,设有一级快速辅助跟踪)合力型Kn 2800 压射位置Mm 0\160动行板行程Mm 400 冲头推出距离Mm 150模具厚度Mm 250-650 压射室法兰直径Mm 110大杠内间距Mm 560*560 压室法兰凸出定板高度Mm 12-0.05大杠直径Mm 110 顶出力Kn 150压射力Kn 185-300 顶出行程Mm 120压射行程Mm 420 系列工作压力Mpa 14冲头直径Mm 50\60\70 依次空循环周期S 10最大金属浇注量Kg 3.3 电机功率Kw 18.5压射比压Mpa 42-153 机器重量Kg 12000铸件投影面积Cm2 183-668 机器外形尺寸Mm 6400*1630*2800合力型Kn 5000 压射位置Mm 0\220动行板行程Mm 450 冲头推出距离Mm 220模具厚度Mm 320-800 压射室法兰直径Mm 130大杠内间距Mm 760*660 压室法兰凸出定板高度Mm 15大杠直径Mm 120 顶出力Kn 220压射力Kn 210-450 顶出行程Mm 120压射行程Mm 570 系列工作压力Mpa 14冲头直径Mm 70\80\90 依次空循环周期S 12最大金属浇注量Kg 6 电机功率Kw 30压射比压Mpa 33.9-130 机器重量Kg 20000铸件投影面积Cm2 385-1475 机器外形尺寸Mm 7350*1850*3150 LG700C(液压双回路,设有一级快速辅助跟踪)合力型Kn 7000 压射位置Mm 0\250动行板行程Mm 600 冲头推出距离Mm 280模具厚度Mm 350-900 压射室法兰直径Mm 165大杠内间距Mm 760*760 压室法兰凸出定板高度Mm 15大杠直径Mm 170 顶出力Kn 320压射力Kn 280-650 顶出行程Mm 160压射行程Mm 655 系列工作压力Mpa 14冲头直径Mm 80\90\100 依次空循环周期S 13最大金属浇注量Kg 10 电机功率Kw 37压射比压Mpa 30-135.4 机器重量Kg 30000铸件投影面积Cm2 518-2333 机器外形尺寸Mm 8480*1960*3300LG900C(液压双回路,设有一级快速辅助跟踪合力型Kn 9000 压射位置Mm 0\250动行板行程Mm 760 冲头推出距离Mm 300模具厚度Mm 400-950 压射室法兰直径Mm 180大杠内间距Mm 910*910 压室法兰凸出定板高度Mm 20大杠直径Mm 180 顶出力Kn 360压射力Kn 300-750 顶出行程Mm 180压射行程Mm 800 系列工作压力Mpa 14冲头直径Mm 80\90\100\110\120 依次空循环周期S 14最大金属浇注量Kg 16 电机功率Kw 45压射比压Mpa 24.9-149 机器重量Kg 40000铸件投影面积Cm2 602-3015 机器外形尺寸Mm 9200*2100*3300 LG1300C(液压双回路,设有一级快速辅助跟踪)合力型Kn 13000 压射位置Mm 0\320动行板行程Mm 850 冲头推出距离Mm 350模具厚度Mm 550-1200 压射室法兰直径Mm 240大杠内间距Mm 1100*1100 压室法兰凸出定板高度Mm 25大杠直径Mm 230 顶出力Kn 570压射力Kn 440-1100 顶出行程Mm 200压射行程Mm 950 系列工作压力Mpa 14冲头直径Mm 100\110\120\130\140 依次空循环周期S 19最大金属浇注量Kg 26 电机功率Kw 30*2压射比压Mpa 28.6-140 机器重量Kg 85000铸件投影面积Cm2 929-4545 机器外形尺寸Mm 12000*2700*4700。
压铸机结构(冷)
压铸机液压系统主要由液压泵、合开型(模)液压缸、顶出液压 缸、压射液压缸、调型(模)液压马达、液压控制元件、液压蓄 能器、过滤器、空气滤清器、热交换器组成。如图1-11所示为力 劲机械厂有限公司生产的DCC280液压传动系统部装图。
图1-11 DCC280液压传动系统部装图 1--液压泵 2--冷却器 3--主油箱 4--润滑泵 5--压射回油油箱 6--压射油路尾板组件7— 压射油路板组件8--顶出油路板组件(1) 9--顶出油路板组件(2) 10--空气滤清器 11--调型(模)液压马达 12--合开型(模)油路板组件
图1-7 曲肘部分结构简图 1--合开型(模)液压缸 2--钩铰 3--长铰 4--动型座板
(3)当压铸模合紧且肘杆伸直成一直线时,机构处于自锁状态,此时,可以 撤去合模液压缸的推力,合模系统仍然会处于合紧状态。 (4)合开模运动的三要素 为力、速度、行程或位置,所涉及的几个概念解释 如下 合模力:合模终结时,模板对模具形成的锁紧力。 锁模力:在合模终结当合金液注入模具型腔时,模板对模具形成的最终锁力。 变形力:在锁紧模具过程中,机构由于变形而产生的内力。 移型(模)力:在起闭模时,对动型座板的作用力。 胀型(模)力:因合金液模腔压力作用,而产生欲使型(模)具分开的力。 移型(模)速度:在合开型(模)运动中,动型座板和动模运动的速度。移型 (模)速度是一个变速过程。运动速度应是慢 - 快 - 慢的变化过程。这样既能 使型(模)具运行安全,铸件能平稳顶出,又能提高机器的循环次数。
图1-5 3--过滤器 4--冷却器 5--压射回油油箱 6--曲肘润滑油泵 7--主油箱 8--机架 9--电动机 10--电箱 11--合模油路板组件
合开模液压缸-- 12 调模液压马达-- 13 顶出液压缸-- 14 锁模柱架-- 15 模具冷却水观察窗--16 压射冲头-- 17 压射液压缸-- 18 快压射蓄能器-- 19 增压蓄能器-- 20 增压油路板组件-- 21 压射油路板组件-- 22
力劲压铸机参数
90
100
7.1
9
11.2
135
106
86
591
748
924
2000
200
20
295
14
1300
8840×2345×2995
9000
800
360
190
400-1000
1460×1460
930×930
-250
760
775
80
90
7.1
9
154
121
583
738
2250
200
20
300
14
1400
9270×2530×3355
DCC900
9000 800 360 190 400-1000 1460×1460 930×930 -250 760 775
100 11.2
98 912 2250 200 20 300 14 1400 9270×2530×3355
110 13.5
81 1103
315
160
350-900
1300×1300
800×800
-250
700
590
80
90
100
6.5
8.3
10
117
92
75
596
754
931
1750
165
15
250
14
1200
8460×2230×2945
8000
760
315
180
400-950
1400×1400
910×910
-250
760
680
压铸模标准

压铸模具制造标准目录一、总体要求:1、按本公司的压铸机尺寸设计外形,防止干涉。
(88T~800T)见附表(1)。
2、吊装孔至少为M30深45的,顶部至少2个,大型模具800T-900T为M42深60mm,,动定模架上要各2个,需设于模具的重心上(每半模),以利于吊装时的安全。
3、模具码模槽,最小30 mm×30 mm(400T以下),40 mm×40 mm(400T以上),到型板高最小30 mm(400T以下),40 mm(400T以上)。
4、跨距大于150 mm时都应考虑加支撑。
支撑柱直径(或宽)不小于60 mm,尽可能靠近压射变形位。
5、为减小变形,动模架支撑模芯的厚度至少为悬空位宽度的三分之一(大于或等于80mm)。
定模架支撑模芯的厚度大于或等于70mm。
特殊指定除外。
6、分流锥和浇口套按本公司的标准设计。
浇口套与压铸机熔杯联接处尺寸ΦD,ΦD1,L2参照附表(1)。
下图为本公司普通压铸的标准化浇口套:10模具有形状相同或对称的镶件,抽芯等必须设计防呆结构,动定模芯不能设计为正方形。
11模具各部份的尺寸关系,如果没有特殊说明,按以下关系设计。
B1D2 D1FT2T1E1E2P2P1WABBA二、模芯:1、加工后热处理前做去应力处理。
真空淬火热处理硬度:500吨及以上模具为HRC46°-48°,500吨以下模具为HRC48°-50°。
平面分型的,型腔位不深的(例如:电烫斗等)可以做到50°-52°。
精加工后按模具工艺之具体规定再做去应力处理,2、省模和抛光按客户要求的粗糙度和模具出模方向执行。
3、型腔最小圆角R0.5,最小拔模斜度1.5°~2°。
特殊指定的除外。
4、多腔模模芯可以分为两块制造,以利于热处理。
制造配合间隙在0.1mm以内。
350T以下除外。
5、模芯上有镶件必须线割时,必须预先打穿丝孔,当跨距大于200mm时,穿丝孔要做2个。
试模工艺参数记录表(500T压铸机)
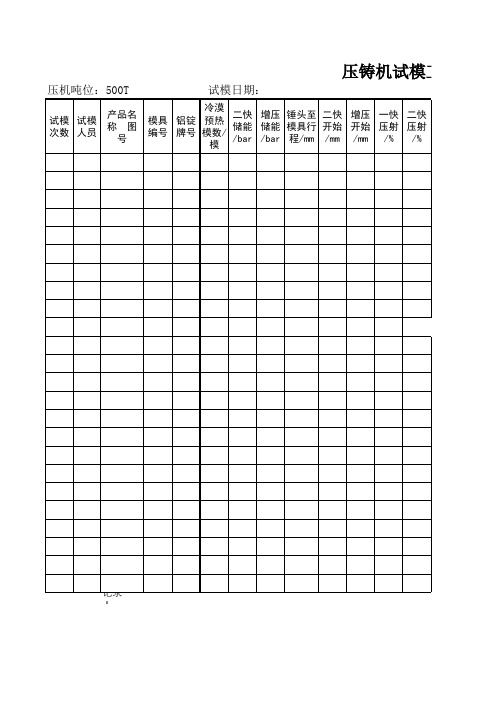
压机吨位:500T
试模日期:
试模 试模 次数 人员
产品Байду номын сангаас 称图
号
模具 编号
铝锭 牌号
冷漠 预热 模数/ 模
二快 储能 /bar
增压 锤头至 二快 储能 模具行 开始 /bar 程/mm /mm
增压 开始 /mm
一快 压射 /%
二快 压射 /%
记录 人:
机试模工艺参数记录表(500T)
不良 模数
检验
备注
版本号:A-0
增压 压射
/%
增压 预热 模数/ 模
自动 锤前 压力 /bar
自动 锤前 流量 /%
射料 流量 /%
压射 时间 /s
开模 铝液 顶针 时间 温度/ 前延 /s ℃ 时/s
顶针 后延 时/s
料柄 厚度 /mm
动模 喷涂 时间 /s
试模 模数
合格 模数
;表单编
审 核:
批 准:
号:A-0 ;表单编号:
冷室压铸机1000T主要技术参数表

锁模行程
模板尺寸
哥林柱间距内尺寸
哥林柱直径
压模厚度(最小最大)
kN
mm
mm
mm
mm
mm
1300
350
650×652
435×435
80
170-500
Injection Unit射料部分
Working Pressure
CastingForce
Intensifier
CastingStroke
PlungerTipPenetration
Tie Bar Dlameter
DIe Heigeht(Min/Max)
锁模力
锁模行程
模板尺寸
哥林柱间距内尺寸
哥林柱直径
压模厚度(最小最大)
kN
mm
mm
mm
mm
mm
10000
880
1620×1620
1030×1030
200
450-1150
Injection Unit射料部分
Working Pressure
CastingForce
Intensifier
CastingStroke
PlungerTipPenetration
ShotPosition
PlungerDiameter
ShotWeight
Foundry pressure
CastingArea
MaxCastArea(ASSUME PRESSURE400kg/sp.cm)
油箱容量
机身尺寸(连机械手)
出机重量(连机及机械手)
Litre
(lxWxh)m
kg
400
4300×1300×2500
介绍压铸机的主要结构及操作工日常点检
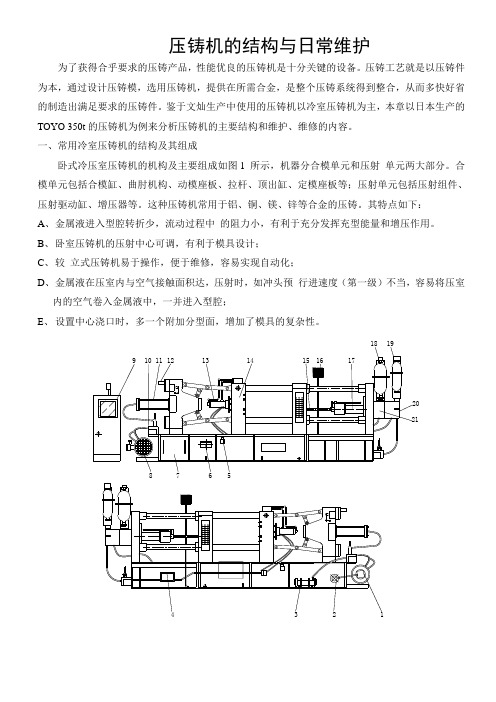
压铸机的结构与日常维护为了获得合乎要求的压铸产品,性能优良的压铸机是十分关键的设备。
压铸工艺就是以压铸件为本,通过设计压铸模,选用压铸机,提供在所需合金,是整个压铸系统得到整合,从而多快好省的制造出满足要求的压铸件。
鉴于文灿生产中使用的压铸机以冷室压铸机为主,本章以日本生产的TOYO 350t的压铸机为例来分析压铸机的主要结构和维护、维修的内容。
一、常用冷室压铸机的结构及其组成卧式冷压室压铸机的机构及主要组成如图1 所示,机器分合模单元和压射单元两大部分。
合模单元包括合模缸、曲肘机构、动模座板、拉杆、顶出缸、定模座板等;压射单元包括压射组件、压射驱动缸、增压器等。
这种压铸机常用于铝、铜、镁、锌等合金的压铸。
其特点如下:A、金属液进入型腔转折少,流动过程中的阻力小,有利于充分发挥充型能量和增压作用。
B、卧室压铸机的压射中心可调,有利于模具设计;C、较立式压铸机易于操作,便于维修,容易实现自动化;D、金属液在压室内与空气接触面积达,压射时,如冲头预行进速度(第一级)不当,容易将压室内的空气卷入金属液中,一并进入型腔;E、设置中心浇口时,多一个附加分型面,增加了模具的复杂性。
1.液压泵;2.过滤器;3.冷却器;4.压射回油油箱;5.曲肘润滑油泵;6.主油箱;7.机架;8.电动机;9.电箱;10.合模油路板组件;11.合开模液压缸;12.调模液压马达;13.顶出液压缸;14.锁模柱架;15.压射冲头;16. 模具冷却水观察窗;17.压射液压缸;18.快压射储能器;19.增压储能器;20.增压油路板组件;21.压射油路板组件图1 卧室冷室压铸机的结构及主要组成二冷室压铸机日常维护与管理压铸机必须在充满灰尘和金属宵的恶劣环境中工作,如果没有很好的维护保养,压铸机就无法正常工作。
目前自动化程度较高的机型都实现了压铸机日常检查的自动提示,每天开机时电脑会将日常点检项目在压铸机的显示屏上列出。
维护内容分为每天日常维护、每月,没三月维护、半年,年度维护。
最新伊之密实时控制压铸机培训资料
阀口开度(%) 3速开度 2速开度
2速位置 3速位置
触发位置(mm)
实时控制机压射速度设定
实时控制机的压射速度设定
压射速度 (m/s)
速度N
刹车速度 速度N-1 速度N-2
位置N-2 位置N-1
慢压射预填充
触发位置(mm)
位置N
刹车位置
快压射填充 末段刹车
影响压射速度的干扰因素
预充填过程中冲头阻力变化 充填阻力变化 储能压力变化 阀口及流道压力损失特性变化 压射缸活塞杆运动阻力变化
运行“专业版”曲线程序
进入“控制参数设定”画面,按下“K2值重置”按钮
将速度控制模式切换到“出口节流” 进入“压射设定”画面,将第1段开度值设为K1值
第2段的位置值设为0。
如何通过系统自学习确定K2
启动一次自动压射 压射完成后,进入曲线显示的“缩放测量”画面,将光标1移动
到压射速度相对稳定的时间点,然后按下“自学习”按钮。 进入“控制参数设定”画面,确认相应的K2值是否有效
3速终点S4 压射速度到达峰值V3之后,由于阻力的增加使压射 速度降低到V4以下时所对应的压射位置S4称为3速终 点。其中,V4=0.05m/s。
压射工艺参数的定义
填充行程SF 从3速起点S3S到3速终点S4的距离即S4-S3S,称为填充 行程。
填充时间TF 从3速起点S3S到3速终点S4的时间即T4-T3S,称为填 充时间。
Pe
Pin
Pout
Ac Ap
Pin 无杆腔(入口)压力 Ap无杆腔面积
Pout 有杆腔(出口)压力 Ac 有杆腔环形面积
填充行程与压射速度的关系
压射速度
压射行程临界 压射行程充足
压射行程不足
伊之密300吨压铸机工作原理
伊之密300吨压铸机工作原理
伊之密300吨压铸机是一种常用于金属制品生产的设备。
它的工作原理是利用高压将熔化的金属注入到模具中,经过冷却凝固后,得到所需的铸件。
工作人员将金属材料加热到熔化点,并将熔化的金属倒入一个特定的容器中,称为熔炉。
熔炉内的金属经过加热后,达到一定的温度和流动性,以便于注入模具。
然后,将模具放置在压铸机的工作台上,并确保模具与机器的定位装置相匹配。
一旦模具被固定在正确的位置,工作人员就会启动压铸机,开始整个制造过程。
接下来,压铸机的活塞开始向下移动,施加高压力以将金属注入模具。
这个过程需要一定的时间,以确保金属充分填满模具中的空腔。
在注入过程中,金属会快速冷却,从而使其凝固并形成所需的铸件。
一旦金属凝固完成,压铸机的活塞开始向上移动,同时模具也会被打开。
此时,工作人员可以取出已经凝固的铸件,并进行后续的处理和加工。
伊之密300吨压铸机的工作原理简单而高效。
通过控制压力和温度,它能够生产出高质量的金属铸件。
该设备广泛应用于汽车制造、电子设备、家电等行业,在工业生产中起着不可或缺的作用。
伊之密300吨压铸机通过高压注入熔化的金属材料到模具中,经过冷却凝固后,得到所需的铸件。
它的工作原理简单而高效,是金属制品生产过程中的重要设备。
DM系列-冷室压铸机机械概览

2.5.2 冷室压铸机压射原理
• 第三阶段:压射锤头快速运动,使金属液经浇道填充至 模具型腔
2.5.2 冷室压铸机压射原理
• 第四阶段:终压阶段,压射锤头继续移动,压铸机增压 开始,压实金属液,锤头速度逐渐降为零,压射运动结 束,进入冷却时间,但机器在冷却时间内会继续保持一 个设定的比较高的压力
导柱
后安全门
冷却器
电机
2 .3冷室压铸机锁模部分
组成: 头板、中板、尾板、拉杆、曲肘机构、顶出机构、 调模机构、安全门等组成 锁模 装置主要起到实现锁、开模动作和锁紧模具 的作用 调模装置主要实现对于不同的模具厚度而调节的 锁模到位后的头、中板之间的距离 顶针装置主要实现开模后把产品从模具里面顶出 来的作用
开锁模运动速度为变速:在锁模过程中,中板移动速度由零很快升 到最大值,以后又逐渐减慢,随着曲肘杆逐渐伸直至终止时,锁模
速度为零,机构进入自锁状态。在开模过程中,中板移动由慢速转
至快速,再由快速转慢至零。非常符合机器整个运动设计要求 增力作用:通过曲肘连杆系统,可以将锁模液压缸的推力放大16— 26倍,与液压式锁模装置相比,高压油消耗减小、锁模液压缸直径 减小、泵的功率也相应减小 当压铸模合紧且肘杆伸直成一直线时,机构处于自锁状态,此时, 可以撤去锁模液压缸的动力,锁模系统仍然会处于锁紧状态
2.5.1冷室压铸机压射结构
2.5.1冷室压铸机压射结构
2.5.2 冷室压铸机压射原理
• 第一阶段:压射锤头以慢速推动金属液,此阶段可使压 射室内空气有充分的时间逸出,并防金属液从浇口中溅 出
2.5.2 冷室压铸机压射原理
• 第二 阶段 压射锤头继续向前移动,使金属液恰好充满压 射室前端并堆聚在内浇口前沿,为快速压射做好准备。
压铸机参数表

532
5.5
20
15
15
1
≥5 ≤30 15
15
1
≥5
25
15 16.1 1
J1125B 250 12.5-28 400
250-800 ≥5 最小20 15
1
J1125B 250 12.5-28 400 450
854
≥5 ≤30 17.5
2
J1125C 250 12.5-28 400 450
854
≥5 ≤30 17.5
40
450
1143
22
1
J1150 500 18-45 450 150
1117
≥4.5 25
22 24.2 1
J1180 800
85
450 120
2000
≥4.5 25
45
1
J1180 800
75
670 250
2400
≥4.5 ≤40 40
2
J11100 1000 50-120 670 100
2650
20 7275×1850×2420 上海压铸机厂
15.5 7325×1850×2400 阜新压铸机厂
20 7275×2420×2400 灌南压铸机厂
7325×1850×2400
天水铸造机械总 厂
16.5 7325×2100×2450 阜新压铸机厂
50 10000×2500×3050
40 8500×2600×3800 灌南压铸机厂
15-28
350 ≥120
280
>2.5 25
13
13
1
J1516 160
15-28
350 ≥120
压铸机结构及原理
2021/5/27
10
图1-9 润滑泵安装位置图
1)压力输出方式为可调式的输出结构,符合各种机器的需求,可做出相对压力的匹 配调整。
2)附有油位检知装置,测知储油箱内供油的存量,适时反应回报,连接应变动作。 3)即时需求按键装置,可使机器在刚开始使用时,便立即得到应有的油量,减少不
必要的摩擦。 4)深入底部吸油,使得出油功率大为提高,并能清除油管中空气间隔的缺失。 5)配有油压检知装置(1~0.3 MPa)特性,可检测下列漏失:
图1-8 顶出双液压缸组件结构简图
2021/5/27
8
1--三通法兰 2--顶出双缸套 3--顶出前盖 4--顶出活塞连杆 5--连接杆 6--动型座板
3、调型(模)机构 压铸机在设计过程中,需要设置调型(模)机构以适应在一定范围内的各 种压铸型(模),在机器技术参数中,应确定最大型(模)具厚度尺寸 Hmax和最小型(模)具厚度尺寸Hmin作为机器使用者选定压铸型(模) 的参数,如图1-6所示。这个最大与最小型(模)具厚度的调整量是通过调 型(模)机构实现的。调型(模)机构是用调型(模)液压马达或调型 (模)电动机带动传动机构,使锁型(模)柱架的尾板和动型座板沿拉杠 作轴向运动,从而达到增大或缩小动、定型座板之间间距的目的。
2021/5/27
13
压铸机液压系统主要由液压泵、合开型(模)液压缸、顶出液压 缸、压射液压缸、调型(模)液压马达、液压控制元件、液压蓄 能器、过滤器、空气滤清器、热交换器组成。如图1-11所示为力 劲机械厂有限公司生产的DCC280液压传动系统部装图。
图1-11 DCC280液压传动系统部装图 1--液压泵 2--冷却器 3--主油箱 4--润滑泵 5--压射回油油箱 6--压射油路尾板组件7— 压2射021油/5路/27板组件8--顶出油路板组件(1) 9--顶出油路板组件(2) 10--空气滤清器14 11--调型(模)液压马达 12--合开型(模)油路板组件