压铸机模板尺寸图
东芝压铸机参数
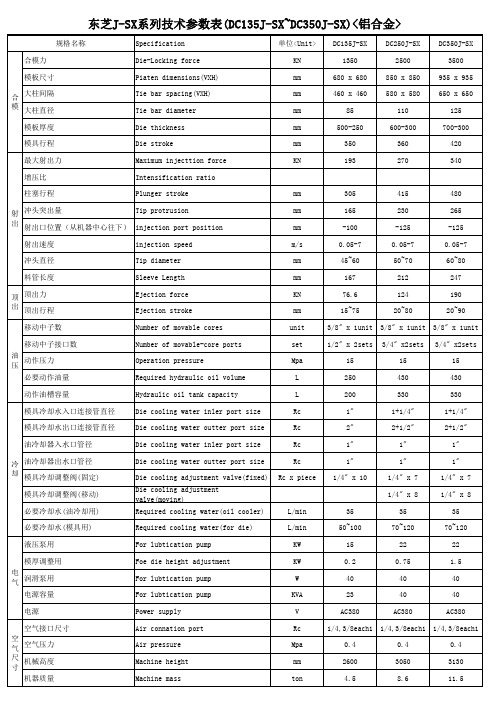
Tip protrusion 射 冲头突出量 出 射出口位置(从机器中心往下) injection port position 射出速度 冲头直径 料管长度 顶 顶出力 出 顶出行程 移动中子数 移动中子接口数 油 动作压力 压 必要动作油量 动作油槽容量 模具冷却水入口连接管直径 模具冷却水出口连接管直径 油冷却器入水口管径 冷 油冷却器出水口管径 却 模具冷却调整阀(固定) 模具冷却调整阀(移动) 必要冷却水(油冷却用) 必要冷却水(模具用) 液压泵用 模厚调整用 电 润滑泵用 气 电源容量 电源 空气接口尺寸 空 气 空气压力 尺 机械高度 寸 机器质量 injection speed Tip diameter Sleeve Length Ejection force Ejection stroke Number of movable cores Number of movable-core ports Operation pressure Required hydraulic oil volume Hydraulic oil tank capacity Die cooling water inler port size Die cooling water outter port size Die cooling water inler port size Die cooling water outter port size Die cooling adjustment valve(fixed) Die cooling adjustment valve(moving) Required cooling water(oil cooler) Required cooling water(for die) For lubtication pump Foe die height adjustment For lubtication pump For lubtication pump Power supply Air connation port Air pressure Machine height Machine mass
力劲压铸机参数
-300-600 -300-600 00 DCC3000DCC3500DCC4000DCC4500300003500040000450001500 160018001900800800-2000 850-2000 900-2100 900-2200 23502620*26202780*27802780*27803000*3000 15001650*16501750*17501850*18501950*19509009001000100030030035040021102410241029801180 14001400160080150-190160-200160-200180-22050.139.1-62.752.7-82.452.7-82.476.3-114.06119-73120-77120-77117783785 2520-41102910-45403330-51903850-57707500 8750 1000011250530 600 600 700 280320320340 30353535161616161652202202204600 4800 5100 5500 16500*5450*5390 17300*5570*5420 *5030*5080 14830*5290*5190 15800*5390*5290
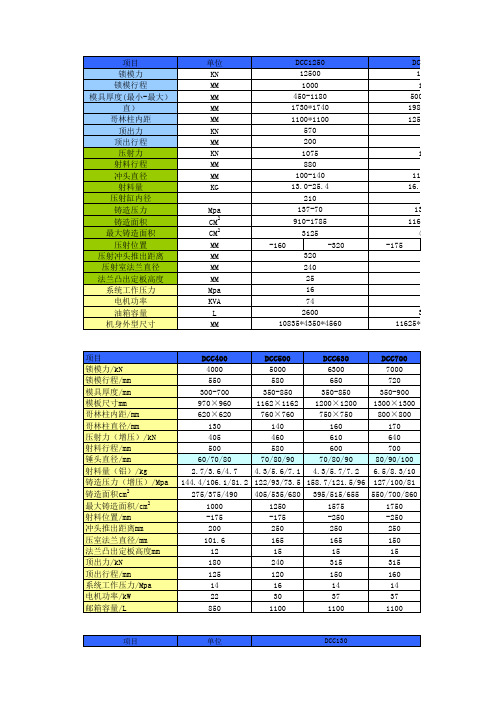
法兰直径MM 法兰凸 出定板高度MM 系统工 作压力Mpa 电机功 率KVA 油箱容 量L 机身外 型尺寸 MM DCC1250 DCC1600 IMPRESS-II系列大型冷室压铸机技术参数 DCC1250DCC1600DCC2000DCC2500125001600020000250001000120014001500450-1180500-1400650-1600 800-1800 1730*17401980*19802150*21502350*2350 1100*11001250*12501350*13501500*150057057065075020025030030010751285150017008809309601050100-140110150130-170140-18013.0-25.416.6-30.823.9-40.830.3-50.1137-70137-73113-66110-66910-17851165-21901769-3030227037853125400050006250320360400 450 240260260280 25253030161616167490110135260030003300 3700备注:我司保留权力作出任何技术数据修改而不另行通知。机器尺寸不包括熔炉及控制电箱。 10835*4350*456011625*4570*462012760*4740*4750 13600*5030
力劲压铸机参数
101.6
101.6
12
12
140
140
14
14
550
670
5970×1680×2605
6300×1785×2675
DCC3500 35000 1600
850-2000 2780*2780 1750*1750
900 300 2410 1400 160-200 52.7-82.4
120-77 2910-4540
DCC900
9000 800 360 190 400-1000 1460×1460 930×930 -250 760 775
100 11.2
98 912 2250 200 20 300 14 1400 9270×2530×3355
110 13.5
81 1103
315
160
350-900
1300×1300
800×800
-250
700
590
80
90
100
6.5
8.3
10
117
92
75
596
754
931
1750
165
15
250
14
1200
8460×2230×2945
8000
760
315
180
400-950
1400×1400
910×910
-250
760
680
80
8110×2150×2900
DCC630
DCC700
DCC800
DCC900
6300 650 315 150 350-850 1200×1200 750×750 -250 600 590
压铸生产工艺

压铸生产工艺知识一.压铸生产的概念**压铸(DIE CASTING)就是将熔融合金在高压﹑高速条件下充满金属模并使其在高压下凝固冷却成型的精密铸造生产。
压铸制造出来的工件称为压铸件(DIE CASTINGS),压铸件主要特点尺寸公差很小(精密公差±0.08,一般公差±0.25),精密度高,表面不需经车削加工而只是经过整缘处理(如去批锋.抛光等)即可用于后工序如静电喷涂或装配生产。
二.压铸机(CASTING MACHINE)压铸机为热料室压铸机,基本结构如图所示:所用压铸机有两种型号:L.K。
DC—80(3台)﹑L。
K。
DC-160(4台),机器制造商:力劲机械厂有限公司(L.K。
MACHINERY CO.LTD)。
***机器的主要工作参数列表如下供参考:压铸机基本结构各部分作用;固定机板---—用以固定压铸模的静模(前模)部分;移动机构———-用以固定压铸模的动模(后模)部分;顶出机构-——-用以顶出压铸件;锁紧机构--——实现在压射过程中可靠地锁紧模具;配电及数显—电源供应﹑显示溶料温度﹑压铸程序及时间控制等;操纵台------控制压铸操作的系列动作;射料机构----将合金液推入模具型腔,进行充填成型;熔料室-——-—-将铸绽熔化为合金液并维持恒温。
***压铸机工序流程步骤:正常所采用的半自动生产操作,每个生产周期是靠开和关安全门来触发下一个局期,其流程可如图表达:关门--→(顶针退回)锁模—-→扣咀前—-→一速身料--→二速射料回錘喷(刷)说模剂←-—顶针顶出/钻取啤件←——开模←-—离咀三.压铸用的锌(Zinc)合金材料本公司所用皆为锌3#合金(EZDA 3PRESSURE KIECASTING ALLOY),其化学成份含量及作用如下表(见下页):1.锌合金主要性能特点如下:a)熔点较低;b)压铸成型效果好;c)铸件表面可镀金属,可以进行(静电)喷涂装饰;d)缺点:铸件易老化,抗腐蚀能力差.2.锌合金原料中掺入水口料对铸件的影响:在锌合金压铸生产中,适当地在材料中掺入水口料可降低铸件成本,但水口料掺入也会引致某些质量问题:a)水口料中往往含有杂质,使材料机械性能变差,使铸件不能满足使用要求:b)水口料中的化学成份巳发生变化,铝镁成份的减少会使材料理化性能变坏,从而会使铸件花纹和气泡等问题增多.如果通过化学鉴定及处理,在掺有水口料的锌合金(水口料一般不超过50%)中适当地加入铝和镁元素,并协同改善压铸模的排溢条件,选择适当的压铸参数,能够在一定程度上提高铸件质量,减少废品产生。
力劲冷室压铸机标准参数
132.8、104.9、85 13763、 0、11900、 5、911、 09756、.5
600、760、940
1305
2000
2500
-250
0、-300
297
300
200
240
DCC1250
12500 1000 450-1180 1730×1740 1100×1100 230 1075 880 100-140 13-25.4 70-137 910-1785 3125 -160、-320 320 240
DCC1600
16000 1200 500-1400 2010×1960 1180×1180 250 1285 930 110-150 17-32 73-137 1165-2190 4000 -175、-350 360 260
20 315 180 14 37 1200 39400 8660×2010×2780
8
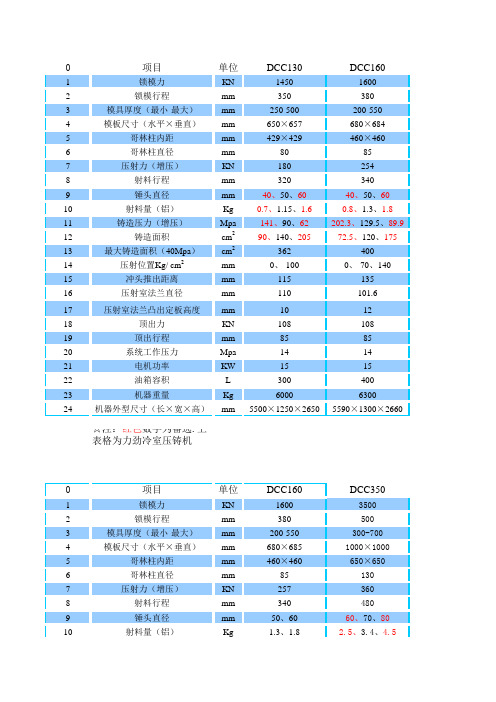
射料行程
mm
320
340
9
锤头直径
mm
40、50、60
40、50、60
10
射料量(铝)
Kg
0.7、1.15、1.6
0.8、1.3、1.8
11
铸造压力(增压)
Mpa
141、90、62
202.3、129.5、89.9
12
铸造面积
cm2
90、140、205
72.5、120、175
13
最大铸造面积(40Mpa)
11
铸造压力
Mpa
130、90
120、88、67
12
铸造面积
cm2
120、175
285、390、510
13
压铸模标准

压铸模具制造标准目录一、总体要求:1、按本公司的压铸机尺寸设计外形,防止干涉。
(88T~800T)见附表(1)。
2、吊装孔至少为M30深45的,顶部至少2个,大型模具800T-900T为M42深60mm,,动定模架上要各2个,需设于模具的重心上(每半模),以利于吊装时的安全。
3、模具码模槽,最小30 mm×30 mm(400T以下),40 mm×40 mm(400T以上),到型板高最小30 mm(400T以下),40 mm(400T以上)。
4、跨距大于150 mm时都应考虑加支撑。
支撑柱直径(或宽)不小于60 mm,尽可能靠近压射变形位。
5、为减小变形,动模架支撑模芯的厚度至少为悬空位宽度的三分之一(大于或等于80mm)。
定模架支撑模芯的厚度大于或等于70mm。
特殊指定除外。
6、分流锥和浇口套按本公司的标准设计。
浇口套与压铸机熔杯联接处尺寸ΦD,ΦD1,L2参照附表(1)。
下图为本公司普通压铸的标准化浇口套:10模具有形状相同或对称的镶件,抽芯等必须设计防呆结构,动定模芯不能设计为正方形。
11模具各部份的尺寸关系,如果没有特殊说明,按以下关系设计。
B1D2 D1FT2T1E1E2P2P1WABBA二、模芯:1、加工后热处理前做去应力处理。
真空淬火热处理硬度:500吨及以上模具为HRC46°-48°,500吨以下模具为HRC48°-50°。
平面分型的,型腔位不深的(例如:电烫斗等)可以做到50°-52°。
精加工后按模具工艺之具体规定再做去应力处理,2、省模和抛光按客户要求的粗糙度和模具出模方向执行。
3、型腔最小圆角R0.5,最小拔模斜度1.5°~2°。
特殊指定的除外。
4、多腔模模芯可以分为两块制造,以利于热处理。
制造配合间隙在0.1mm以内。
350T以下除外。
5、模芯上有镶件必须线割时,必须预先打穿丝孔,当跨距大于200mm时,穿丝孔要做2个。
力劲压铸机模板参数

力劲压铸机模板参数
力劲压铸机是一种用于生产各种金属零件的机器设备,它通过将金属加热至液态状态,然后注入模具中进行冷却凝固,最终形成所需的零件。
而力劲压铸机的模板参数则是影响其生产效率和产品质量的重要因素。
首先,力劲压铸机的模板参数包括模具尺寸、注射压力、注射速度、射出系统压力、射出系统速度、模具温度控制等。
这些参数的设定将直接影响到压铸机的生产效率和零件质量。
比如,模具尺寸的大小将决定了所能生产的零件尺寸范围,而注射压力和速度则会影响到零件的密实度和表面光洁度。
其次,力劲压铸机的模板参数还包括模具温度控制。
在压铸过程中,金属液态状态的温度对零件的质量有着重要的影响。
因此,通过精确控制模具温度,可以确保金属液态状态的稳定性,从而提高零件的质量和表面光洁度。
另外,射出系统压力和速度也是力劲压铸机模板参数中至关重要的因素。
通过合理的控制射出系统压力和速度,可以确保金属液态状态在注入模具时的流动性和充填性,从而提高零件的密实度和减少气孔缺陷。
最后,力劲压铸机模板参数的设定需要根据具体的生产需求和零件要求来进行调整。
通过合理的模板参数设定,可以提高压铸机的生产效率,降低生产成本,提高零件的质量和一致性。
总的来说,力劲压铸机模板参数的合理设定对于保证压铸机的正常运行和零件质量至关重要。
只有通过精确的参数设定,才能够确保压铸机的稳定性和高效生产。
力劲压铸机参数
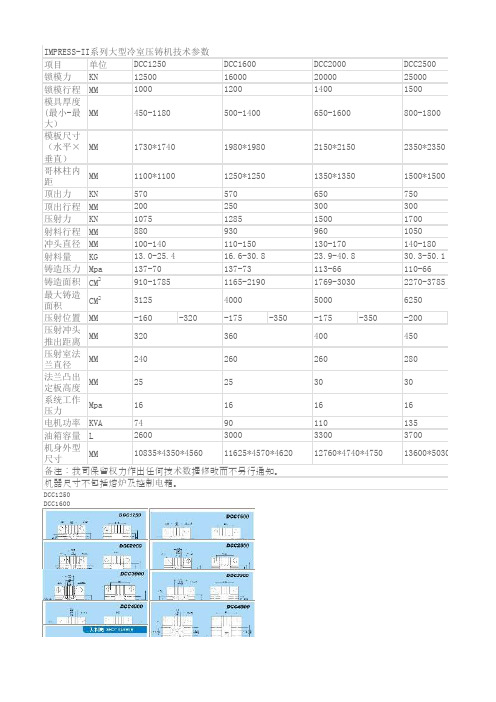
项目单位锁模力KN锁模行程MM模具厚度(最小-最大)MM模板尺寸(水平×垂直)MM哥林柱内距MM顶出力KN顶出行程MM压射力KN射料行程MM冲头直径MM射料量KG铸造压力Mpa铸造面积CM 2最大铸造面积CM2压射位置MM -160-320-175-350-175-350-200压射冲头推出距离MM压射室法兰直径MM法兰凸出定板高度MM系统工作压力Mpa电机功率KVA油箱容量L机身外型尺寸MMDCC1250DCC1600DCC2000DCC2500DCC3000DCC3500DCC4000DCC4500入料筒IMPRESS-II系列大型冷室压铸机技术参数DCC1250DCC1600DCC2000DCC2500125001600020000250001000120014001500450-1180500-1400650-1600800-18001730*17401980*19802150*21502350*23501100*11001250*12501350*13501500*150057057065075020025030030010751285150017008809309601050100-140110-150130-170140-18013.0-25.416.6-30.823.9-40.830.3-50.1137-70137-73113-66110-66910-17851165-21901769-30302270-37853125400050006250320360400450240260260280252530301616161674901101352600300033003700备注:我司保留权力作出任何技术数据修改而不另行通知。
机器尺寸不包括熔炉及控制电箱。
10835*4350*456011625*4570*462012760*4740*475013600*5030*5网站地图|关于我们|联系我们|招贤纳士|留言反馈|友情链接|负责申明-400-250-450-300-600-300-600-300-600DCC3000DCC3500DCC4000DCC45003000035000400004500015001600180019000800-2000850-2000900-2100900-2200502620*26202780*27802780*27803000*3000001650*16501750*17501850*18501950*19509009001000100030030035040021102410241029801180140014001600150-190160-200160-200180-220.139.1-62.752.7-82.452.7-82.476.3-114.0119-73120-77120-77117-78852520-41102910-45403330-51903850-57707500875010000112505306006007002803203203403035353516161616165220220220460048005100550016500*5450*539017300*5570*5420030*508014830*5290*519015800*5390*5290。
压铸设备技术参数
华谊 山东
1
2005.08 5000KGF(50KN) 0.5级
1
2003.04
5 直读光谱仪
KJI12
德国
6
卡尺
IP54
成都
7 气动测量仪
GHU032
广州
8
色差仪 待购
9
金像显微 机
1 40 6 待购
2006.04
2002.03 0-300;0-200;△max=±0.04mm
2002.03 0-50;0-80;△max=±0.05mm
585、740、 914
910-1785
1165-2190 1165-2190
14
最大铸造面积 (40MPA)
c㎡
400
700
1000
1250
15
压射室法 兰直径
mm
110
110
110
165
1575 165
2000
350
650
200
110
110
2000 150
3125 240
4000 260
4000
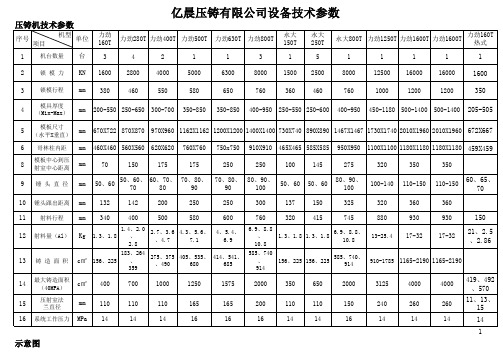
亿晨压铸有限公司设备技术参数
压铸机技术参数
序号 项目
机型 单位
力劲 160T
力劲280T 力劲400T 力劲500T
力劲630T 力劲800T
永大 150T
永大 250T
永大800T
力劲1250T 力劲1600T 力劲1600T
力劲160T 热式
1
机台数量
台
3
4
2
1
1
3
1
5
1
1
1
1
1
2
300C冷室压铸机说明书

LX300C冷室压铸机说明书安全事项一、防止电击1、整机必须接地良好;2、严禁简化安全保护装置;3、漏电开关应该配置合适的熔断器;4、经常检查主电源线的外壳是否损坏或破裂,如果有破损,必须立即更换;5、接通电源之前,所有的电箱及接线盒必须关闭;6、开机后禁止接触电器零件;7、维护和保养之前,必须断开总电源,在断开总电源之后,必须等待五分钟,让电容器放电,避免出现严重的电器危险事件。
二、防止烧伤1、穿防护服装,防护服应罩住身体的所有裸露部份,并应能防止火花及铁渣进入人体;2、按下燃烧机起动按钮时,严禁燃烧机喷火咀朝向自己或他人;3、避免加入有油、水的合金进入熔炉。
三、保持通风良好1、安装排气扇。
2、在熔炉上面加烟罩,把废气排出室外。
目录第一章前言3第二章本机技术参数41、300T冷室压铸机技术参数表42、模板尺寸图5第三章本机器的用途和特点7第四章压铸机的安装和开机前准备81、安装前准备82、运输及安装步骤113、注意事项114、开机前的准备12第五章电气系统工作原理与功能说明131、电气系统工作特性142、LX280操作箱按钮功能说明153、主电箱内部电气元件说明16第六章安全防护、安全操作及维护171、安全防护装置172、机器的安全操作173、机器安全操作注意事项184、定期维护195、定期检查事项20第七章冷室压铸机的调试方法22第八章冷室压铸机常见的故障及处理方法25第九章280T 抽芯使用说明26第一章前言感谢贵公司选购使用本公司冷室压铸机。
衷心希望本公司冷室压铸机为贵公司生产带来突飞猛进的发展。
当购买冷室压铸机后,请仔细阅读本说明书,它会使贵公司很快了解冷室压铸机的结构、性能,并掌握其操作调教,以便能迅速投产使用。
本公司冷室压铸机采用日本及德国先进液压元件,配有专为冷室压铸机设计的工业电脑,速度快、周期短、操作方便、性能稳定、安全可靠。
为了使贵公司在维护保养上的方便,说明书后面提供了维护保养和易损件等资料。
AVIS-II-DC30-DC400-系列热室压铸机
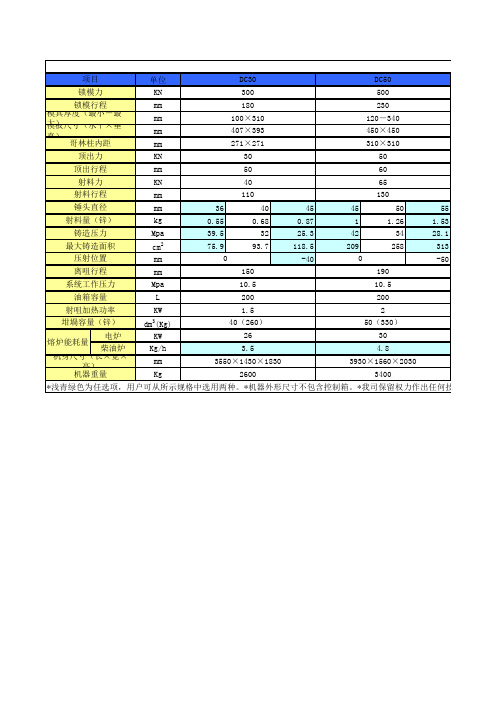
560×560
158
100
158
200
70
80
3.8
5
41
31.4
681
888
0
-125
200
14
500
5
110(720)
42
6.3
5270×1650×2460
11000
DC400
4000
550
300-750
960×960
620×620
180
120
182
230
70
80
4.4
5.7
48.2
36.9
829
DC200
2000
400
250-550
740×740
510×510
108
100
130
175
60
65
2.5
2.9
47
40.1
425
498
0
200
14
400
4
110(720)
42
6.3
5280×1580×2450
7800
70 3.3 33.7 593 -100
DC280
2800
460
250-650
860×860
14
300
300
2.5
2.5
50(360)
55(360)
30
30
4.8
4.8
4590×1630×1990
4690×1650×2220
5500
5700
DC160
1600
350
205-505
672×667
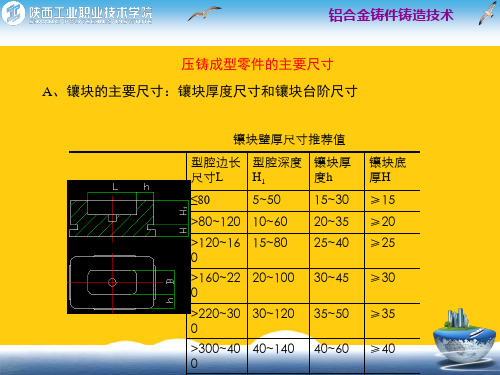
压铸成型零件的主要尺寸ppt实用资料
>250~360
>360~500 18~20 6.0 >500~630 20.0
圆角 半径 R 8
10 12
15
20 25
注:1. 根据受力状况台阶可设在四侧或长边两侧。
2. 组合镶块的台阶H和C,根据需要可选用表内尺寸系列。如在 同一套板安装孔内安装组合镶块,其基本尺寸L则指装配后全部组合 镶块的总外形尺寸。
铝合金铸件铸造技术
组合镶块固定部分长度尺寸推荐值
mm
成形部分长 固定部分短边尺寸 固定部分长度
度l
B
L
≤20
≤20
>20
>20
>15
>20~30
≤20
>25
20~40
>25
>40
>20
>30~50
≤20
>30
20~40
>25
>40
>20
>50~80
≤20
>40
20~40
>35
>40
>30
>80~120
整体镶块台阶尺寸推荐值
同理得
2成. 形零件的制造公dM差—等级模按I具T7~型IT10腔选取径,向一般尺比压寸铸件的(m尺m寸公) 差等级高2~3级,取压铸件公差值的1/5~1/3。 LM=(L + L K)d±—δ/2压铸件径向基本尺寸(mm)
hM—模具型腔深度基本尺寸 (mm) h—压铸件高度基本尺寸 (mm)
d0+5.0
d0+6.0
d0+8.0
d0+10.0
台阶 厚度H
5 8
10
12