10mm厚LF2铝合金搅拌摩擦焊温度分布及组织分析(1)
2AL2铝合金搅拌摩擦焊研究
2AL2铝合金搅拌摩擦焊研究2AL2铝合金搅拌摩擦焊是一种具有宽温度范围和高强度的热加工技术,主要用于在铝合金(2AL2)和不锈钢(AISI 304)之间的能量传输。
焊接前,工件表面需要改变形状,并在表面形成一个焊接塔。
此过程包括搅拌,摩擦,盐雾喷射等多步。
这些步骤对焊接工艺的成功至关重要。
2AL2铝合金搅拌摩擦焊工艺特点为:(1)快速焊接:因使用了热加工技术,能够有效地提高加速度,显著减少了焊接时间;(2)焊接控制:每个步骤的温度,周期,时间等参数都可以很好地控制,以保证焊接质量;(3)龟裂缩小:本工艺不需要用焊钎或螺栓固定,有利于减小焊接龟裂;(4)焊缝平整:采用双头搅拌技术可以有效地防止焊接缝的残留;(5)材料成本低:相较于传统焊接方法,此类工艺可以有效地降低材料成本。
2AL2铝合金搅拌摩擦焊技术主要可以分为焊接装备、焊接性能测试和焊接参数调控三个方面。
焊接装备除了必备的焊接坐标外,还需要一套多功能調節器用于控制焊接参数;焊接性能测试需进行电弧焊接,原子吸收分光光度计,抗拉强度等性能测试;焊接参数调控根据工件材料特性和焊接缝厚度等因素来确定搅拌转速、摩擦力、温度等参数。
2AL2铝合金搅拌摩擦焊的优点在于质量稳定,焊缝均匀,有效减少热影响,焊件不易变形和开裂。
但由于高速搅拌过程受力不均匀和恒定,焊接应力较大,焊缝结构和焊接力学性能极易受到影响,目前仍处于发展初期。
2AL2铝合金搅拌摩擦焊技术在空气航空、火箭制造、医疗设备及精密零部件制造等领域中发挥着重要作用。
未来,随着焊接件材料的发展,工艺参数的科学优化,机械安装及控制技术的进步,2AL2铝合金搅拌摩擦焊技术将会得到进一步发展,应用范围将会更加广泛。
LY12铝合金搅拌摩擦焊接头组织与应力分析

用搅拌头的高速旋转 & 摩擦 " 将待焊材料加热至 塑性状态 " 并结合搅拌头对焊缝金属进行挤压连 接 " 是铝合金薄板焊接的先进方法 % 但是由于
^(_
) ** 厚 &’$( 铝合金板 在 不 同 搅 拌 头 转 速 和 焊
速 下 的 显 微 组 织 进 行 了 分 析 ^@?!_" 并 在 温 度 场 模 拟的基础上得出应力场分布图 " 为 &’$( 铝合金 薄板的焊接提供参考 %
HAN GUAN
&’$( 高温塑性很差 " 如果所选焊接规范参数不
^)_
合适 " 不但焊缝成形差 " 而且接头应力分布不均 匀" 组织晶粒粗大" 甚至出现空洞& 隧道等缺陷 "
^‘_
’ 49mp;’ 卷第 % 期 !"#$ 年 % 月
焊接参数与试验方案
本次试验使用的搅拌摩擦焊机及搅拌头参数
!!"#$%&’"(& )* $+&)’)&,-" $(. /"012(,023 4(5,(""%,(5L 6,(01+2( 4("%57 8(9&,&+&"L 6,(01+2( !"%+%%L :1,(2 $
2=*+(.’+> 5< MJNKJ GM OGDNP GCK KQQK;G MQ N>QQKJK<G RKSN><H ;M<N>G>M<O M< &’$( ISD*><D* ISSMP QJ>;G>M< OG>J RKSN><H :M><G MJHI<>TIG>M< I<N UKJQMJ*I<;KL ) ** GC>;=<KOO &’( ISD*><D* ISSMP USIGK RIO RKSNKN VP DO><H QJ>;G>M< OG>J RKSN><HL MVOKJWKN I<N I<ISPTKN *>;JMOGJD;GDJK WIJ>IG>M< MQ RKSNKN :M><G D<NKJ N>QQKJK<G UIJI*KGKJ7 AO><H GCK ,-.’. OMQGRIJK GM O>*DSIGK I<N I<ISPTK GCK N>OGJ>VDG>M< MQ RKSNKN :M><G GK*UKJIGDJK Q>KSN I<N OGJKOO Q>KSN7 /CK JKODSGO OCMRKN GCIGL IQGKJ QJ>;G>M< OG>J RKSN><HL GCK JK;JPOGISS>TIG>M< HJI>< R>GC D<>QMJ* MJHI<>TIG>M< I<N G><P HJI>< RIO MVGI><KNX GCK KNHK IJKI MQ &’+( ISD*><D* ISSMP USIGK >O GK<O>SK OGJKOOL MGCKJ IJKIO IJK ;M*UJKOO>WK OGJKOOL I<N GCK ;M*UJKOO>WK OGJKOO HJINDISSP JKND;K QJM* OG>J <KKNSK GM MDGO>NK IJKIL GCK *IY>*D* ;M*UJKOO>WK OGJKOO IUUKIJO >< OG>J <KKNSK I<N OCIQG OCMDSNKJ IJKI7 ?-4 @)(0*> RKSN><HX ISD*><D* ISSMPX QJ>;G>M< OG>J RKSN><H Z[.\]X RKSNKN :M><G *>;JMOGJD;GDJKX OGJKOO
2AL2铝合金搅拌摩擦焊研究
2019年第3期农机使用与维修252AL2铝合金搅拌摩擦焊研究姜贤峰(嘉兴职业技术学院,浙江嘉兴314〇〇〇)摘要:搅拌摩擦焊是一种由英国焊接研究所研发的固相新型焊接方式。
低的焊接温度、小的热输入量、接头强度较高以及在搅拌摩擦焊接过程中金属材料不发生变化,这些优点使得搅拌摩擦焊比其他的传统熔化焊更易于推广。
从搅拌摩擦焊在焊接过程中的搅拌头和焊接工艺方面出发,研究搅拌摩擦焊的成型规律。
关键词:铝合金;焊接;加工工艺中图分类号:T G453.9 文献标识码:A doi:10.14031 /ki.njwx.2019.03.0111选题背景和意义铝合金拥有密度小,良好的塑性和加工性能,良好的 耐低温性能,表面性能好,弹性系数小等优点,因此铝合金 广泛应用于汽车、飞机、机械制造等诸多领域。
常规的焊接方式,如手工电弧焊、埋弧自动焊和气体 保护焊等,在焊接过程中焊缝容易产生表面氧化、气孔和 裂纹等不良缺陷,长期困扰着金属之间的连接。
在这样的 情况下,搅拌摩擦焊由此产生,它的问世解决了在焊接中 产生的多种弊端。
搅拌摩擦焊是一种由英国的焊接研究 所研发的固相新型焊接方式。
它的焊接方法是利用高速 旋转的搅拌头与材料接触发生摩擦,进而产生大量热量,促使材料发生融熔,从而实现焊接的一种方法。
焊接时有 利地消除了裂纹、气孔、辐射等不利因素,同时也实现了焊 接的普及,消除了焊接对人工技术和经验的高要求,因此,这项技术一经问世,就收到了各方的青睐。
本文将采用厚度2.5 mm的2AI2铝合金薄板,从搅 拌摩擦焊在焊接过程中的搅拌头和焊接工艺几个方面人 手分析,研究搅拌摩擦焊的成型规律。
2搅拌头的设计在搅拌摩擦焊加工过程中,把高速旋转的搅拌头看作 是焊接的工具,搅拌头对焊缝区域进行挤压、融熔、成型。
所以在搅拌头材料的选择上,要求具有较强的耐磨损性、耐高温性、良好的力学性能,在多次挤压后能够保持较小 的磨损。
搅拌头功能的特殊性也决定其形状与众不同,分为轴 肩和搅拌针。
铝合金的搅拌摩擦焊资料

毕业设计说明书题目:铝合金的搅拌摩擦焊姓名:学号:指导老师:摘要铝及铝合金是工业中应用最广泛的一类有色金属结构材料,铝合金具有良好的耐蚀性、较高的比强度和导热性以及在低温下能保持良好力学性能等特点,在航空航天、汽车、电工、化工、交通运输、国防等工业部门被广泛地应用。
随着近年来科学技术以及工业经济的飞速发展,对铝合金焊接结构件的需求日益增多,使铝合金的焊接性研究也随之深入。
铝合金的广泛应用促进了铝合金焊接技术的发展,同时焊接技术的发展又拓展了铝合金的应用领域,因此铝合金的焊接技术正成为研究的热点之一。
英国焊接研究所(The Welding Institute)发明的搅拌摩擦焊为轻金属材料的连接提供了新的方法和途径。
自从搅拌摩擦焊摩擦焊发明以来搅拌摩擦焊技术得到广泛的关注和深入的研究。
特别是针对铝合金材料,世界范围的研究机构学校以及大公司都对此进行了深入细致的研究和工程应用开发并且在诸多工业制领域得到了成功应用。
本文详细介绍了搅拌摩擦焊原理特点并且针对铝合金的搅拌摩擦焊特点性能以及工业应用作了详细的阐述同时对搅拌摩擦焊在中国市场的发展和应用作了简略介绍和预测。
关键词:铝及铝合金搅拌摩擦焊焊接方法焊接特点AbstractAluminum and aluminum alloy is a kind of nonferrous metal structure material widely used in industry, aluminum alloy has high corrosion resistance, good strength and thermal conductivity as well as in the low temperature can keep good mechanical properties and other characteristics, in the aerospace, automotive, electrical, chemical, transportation, national defense and other industrial sectors are widely used. In recent years with the rapid development of science and technology and industrial economy, structure of the growing demand for aluminum alloy welding, so the aluminum alloy welding research also further. Aluminum alloy is widely used to promote the development of welding technology of aluminum alloy, the welding technology development and expanding the application field of aluminum alloy, so the aluminum alloy welding technology is becoming one of the hot research topics.British Welding Research Institute (The Welding Institute) the invention of the friction stir welding for light metal materials is connected and provided a new approach to. Since the invention of the friction stir welding friction welding, friction stir widely attention and deeply research get welding technology. Especially for aluminum alloy material, worldwide research schools and large companies have conducted in-depth study and engineering application and has been successfully applied in many industrial fields.This paper introduces the principle and the characteristics of friction welding and stirring in aluminum alloy friction stir welding properties and industrial applications are described in detail the development and application of friction stir welding in the Chinese market are briefly introduced and predicted. Keywords: Aluminium and aluminium alloy Friction stir welding Welding process Welding characteristics目录摘要 (1)英文摘要 (2)第一章铝的特点 (4)1.铝的焊接特点 (4)2.铝及铝合金的焊接方法 (5)第二章搅拌摩擦焊接 (7)1.搅拌摩擦焊接原理 (8)2.搅拌摩擦焊接方法 (8)3.搅拌头与搅拌摩擦焊设备 (9)4.搅拌摩擦焊特点 (11)第三章铝合金的搅拌摩擦焊 (14)1.铝合金的搅拌摩擦焊接工艺 (14)2.铝合金常用焊接规范 (19)3.铝合金搅拌摩擦焊接接头性能 (20)4.搅拌摩擦焊缺陷及预防方法 (22)第四章搅拌摩擦焊的应用及前景 (25)1.铝合金搅拌摩擦焊的应用现状 (25)2.铝合金搅拌摩擦焊的发展趋势 (27)第五章总结 (28)参考文献 (29)第一章铝的特点1、铝的焊接特点(1)铝在空气中及焊接时极易氧化,生成的氧化铝(Al2O3)熔点高、非常稳定,不易去除。
搅拌摩擦焊的温度分析
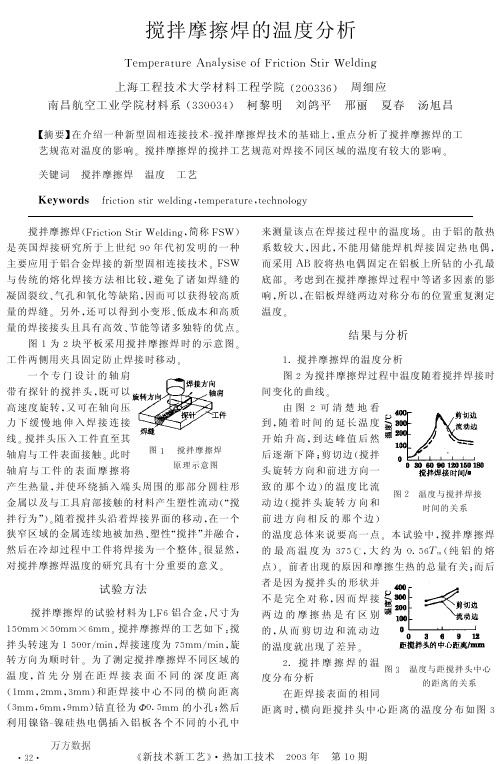
搅拌摩擦焊的试验材料为 R1;铝合金A尺寸为 OS9##T S9##T ;##B搅 拌 摩 擦 焊 的 工 艺 如 下 U搅 拌头转速为 OS99%V#.*A焊接速度为 WS##V#.*A旋 转方向为顺时针B为了测定搅拌摩擦焊不同区域的 温 度A首 先 分 别 在 距 焊 接 表 面 不 同 的 深 度 距 离 7O##A8##A:##<和 距 焊 接 中 心 不 同 的 横 向 距 离 7:##A;##AM##<钻直径为 X9YS## 的小孔Z然后 利 用 镍 铬@镍 硅 热 电 偶 插 入 铝 板 各 个 不 同 的 小 孔 中
焊 缝 中会 降
低! 图 C为 在横向距 搅 拌
头中心的相同距离时温度 随着距焊接表面的距离的 变 化曲线!由 图 C可 以 看
图 C 温度与距焊接表面 的距离的关系
到 距 离 焊 接 表 面 愈 远 D温 度 愈 低 !这 表 明 搅 拌 摩 擦 焊
致 的 那 个 边 <的 温 度 比 流 动 边 7搅 拌 头 旋 转 方 向 和 前进方向相反的那个边<
图 8 温度与搅拌焊接 时间的关系
的温度总体来 说 要 高 一 点B 本 试 验 中A搅 拌 摩 擦 焊
的 最 高 温 度 为 :WS\A大 约 为 9YS;]# 7纯 铝 的 熔
点 <B 前 者 出 现 的 原 因 和 摩 擦 生 热 的 总 量 有 关 Z而 后
搅拌摩擦焊过程中的温度主要取决于其焊接 规范!温度最高值位于搅拌头与焊接铝板接触的轴 肩 处 !另 外 D温 度 随 着 距 离 焊 接 表 面 的 深 度 增 加 而 降 低D这 表明 搅拌 摩 擦 焊 的 热 源 主 要 产 生 在 与 搅 拌 头 的轴肩部位!
铝合金厚板搅拌摩擦焊焊接工艺研究张笑毛晓
铝合金厚板搅拌摩擦焊焊接工艺研究张笑毛晓发布时间:2023-07-18T02:56:32.701Z 来源:《中国科技信息》2023年9期作者:张笑毛晓[导读] 近几年来,我国的高速铁路事业取得了长足的进步,并成功走向世界。
随着我国城市轨道交通等城市轨道交通工具对车辆轻量化的需求,铝合金车体正逐渐被采用。
由于高速列车运行中严酷的条件和高速运行的特点,对承载部件的性能要求越来越高。
焊接接头的抗疲劳性能是高铁列车安全可靠运行的重要保证。
本文就铝合金厚板搅拌摩擦焊焊接工艺展开分析。
中车青岛四方机车车辆股份有限公司山东青岛 266100摘要:近几年来,我国的高速铁路事业取得了长足的进步,并成功走向世界。
随着我国城市轨道交通等城市轨道交通工具对车辆轻量化的需求,铝合金车体正逐渐被采用。
由于高速列车运行中严酷的条件和高速运行的特点,对承载部件的性能要求越来越高。
焊接接头的抗疲劳性能是高铁列车安全可靠运行的重要保证。
本文就铝合金厚板搅拌摩擦焊焊接工艺展开分析。
关键词:焊接工艺;铝合金厚板;搅拌摩擦焊在新的时代,市场竞争越来越激烈,社会需求也在不断改变,因此,既要保证产品的质量,又要保证安全性,同时兼顾节能与环保,既要提高速度又要提高效率,这就成了交通运输业的新目标。
要达到这个目的,必须在材料上有所突破。
铝与铝合金相比,具有比强度高、耐腐蚀性能好等明显优势。
这些产品所占的比重不断增加,已经成为船舶和航空航天等交通工业的首选产品。
铝合金板材的应用范围越来越广,尤其是在航空、航天等领域。
对运载工具的自重要求越轻越好,以降低运载量。
在此,可充分显示出厚铝板材的优越性。
在A340飞机的生产过程中,所用到的结构构件中,大约有80%是铝合金,而另有50%是铝合金厚板材。
采用大尺寸铝合金薄片,不但不会影响飞机的承载力,而且还会使飞机的自重大幅下降,因此可以减少燃料消耗,提高经济效益,并为飞行器的其它用途创造了良好的条件。
铝合金厚板的应用并不局限于上述产业。
铝合金搅拌摩擦焊接头组织与性能
ca c rt sw i it f c r t gns t e w i t ji io ntok hlw eu x d pe wt sme ha hr t i c, h h sh r t eo h esy ; hl h o ts f e r a o i e i l i a es i c e au u p e e n w s l q ad m s h o er s
摘 要: 通过对 2 1-8 2 9 7搅拌摩擦焊接头宏观形貌、 T 金相组织观察 以及显微硬度和力学性能的测试, 探讨了2 1-8 29T 7
母材及接头的微观特征对力学性能的影响规律。结果表明:由于金属塑性流动状态及温度的不同,造成 了前进边与后 退边在微观组织特征方面存在较大的差异,并直接影响了其宏观性能.如硬度和强度;后退边在硬度和强度方面比前 进边要差,接头强度性能最差的位置是后退边热影响区和热机影响区的交界处附近 ,形成接头的薄弱区。对母材和接 头的s M观察可知:母材断 口存在大量宏观塑性变形特征,即为强韧性断 口类型 ; E 而接头断 口则由较浅的网状等轴韧 窝及边缘处的剪切型韧窝构成。
h r mehnc l f c o e haa et zn o t t an d, r i h w aetr f eo t S M te o cai l a et zn ad etf c d oe n e e etgs ef mn te eksa a o t ji . E m ay d e n e h rr i i o g e s h n s
2A12铝合金搅拌摩擦焊温度场及接头组织分析

a l u mi n u m a l l o y( 1 u r i n g f r i c t i o n s t i r we l d i n g ( F S W )p r o c e s s , e x p l o r e t h e i n n e r l i n k b e t w e e n w e l d i n g t h e r ma l e f f e c t a n d we h t e d
Ab s t r a c t :I n o r d m— t o g e t t e mp e r a t u r e i f l e d d y n a mi c e v o l u t i o n a n d t h e c h a n g e r u l e o f w e l d i n g t h e r ma l c y c l e c u r v e o f 2 A I 2
摘 要 :为 了获得 2 A1 2铝 合金 搅拌 摩擦 焊 ( F S W) 焊接 过程 中焊接 温度 场的 动 态演 变和 焊接 热循 环
曲线的 变化 规律 .探 索焊接 热 作 用过程 与接 头微 观 组织 的 内在联 系 ,利用 A N S Y S软 件 ,建 立 了搅
拌 摩擦 焊接 传 热过 程 的有 限 元数 值 分析 模 型 ,对 6 mi l l 厚2 A1 2铝合 金 F S W 焊接 过 程 进行 了数 值
关 键词 :焊接 ;2 A 1 2铝合金 ;搅拌摩擦 焊 ;温度场 ;焊核 区;数值模 拟 中图分类号 :T G 4 0 7 文献标志码 :A D O h 1 0 . 1 9 2 9 1 6 . c n k i . 1 0 0 1 - 3 9 3 8 . 2 0 l 6 . 0 9 . 0 0 3
铝合金搅拌磨擦焊焊接的方法及缺陷分析

铝合金搅拌磨擦焊焊接的方法及缺陷分析摘要:主要讲述搅拌摩擦焊的原理和特点,现阶段在生产实际中的应用,论述了铝合金焊搅拌摩擦焊原理、特点、设备及焊接中出现的常见焊接缺陷的类型和原因,总结了影响缺陷产生的因素。
关键词:搅拌摩擦焊;铝合金;工艺参数;焊接缺陷引言铝合金焊搅拌摩擦焊接法的开发随着铝合金在高铁、城市轨道客车、汽车、高速艇航空航天等方面应用日益扩大,如何对铝合金进行高效率、高质量的焊接,低成本生产、低人员投入。
生产过程中对环境绿色低碳排放。
就成为突出的课题。
在国外搅拌摩擦焊接技术的发展已是十分成熟,理论体系也较为系统。
但目前的搅拌摩擦焊的研究和应用主要还是铝合金、钢材等高熔点材料。
由于搅拌摩擦焊接技术本身的技术优越特点,加之其独特性与不可替代性,都将会是未来焊接技术发展必然方向之一。
一、搅拌摩擦焊的原理搅拌摩擦焊是一种在机械力和摩擦热作用下的固相连接方法。
搅拌摩擦焊过程中,一个柱形带特殊轴肩和针凸的搅拌头旋转着缓慢插入被焊接工件,搅拌头和被焊接材料之间的摩擦剪切阻力产生了摩擦热,使搅拌头邻近区域的材料热塑化(焊接温度一般不会达到和超过被焊接材料的熔点),当搅拌头旋转着向前移动时,热塑化的金属材料从搅拌头的前沿向后沿转移,并且在搅拌头轴肩与工件表层摩擦产热和锻压共同作用下,形成致密固相连接接头。
二、搅拌摩擦焊的特点搅拌摩擦焊具有适合于自动化和机器人操作的诸多优点。
对于有色金属材料(如铝、铜、镁、锌等)的连接。
在焊接方法、接头力学性能和生产效率上具有其他焊接方法无可比拟的优越性,它是一种高效、节能、环保型的新型连接技术。
搅拌摩擦焊对材料的适应性很强,几乎可以焊接所有类型的铝合金材料,由于搅拌摩擦焊接过程较低的焊接温度和较小的热输入,一般搅拌摩擦焊接头具有变形小、接头性能优异等特点;可以焊接目前熔焊“不能焊接”和所谓“难焊”的金属材料;搅拌摩擦焊对于镁合金、锌合金、铜合金、铅合金以及铝基复合材料等材料的板状对接或搭接的连接也是优先选择的焊接方法;1.焊接效率高对于铝合金车辆地板焊缝,当壁厚1.5mm时,可以实现4-6mm/min的焊接速度,当壁厚2-2.5mm时,可以实现3-5mm/min的焊接速度。
厚板铝合金搅拌摩擦焊温度场的检测与分析

2008年第27卷9月第9期机械科学与技术M echanical Science and Technol ogy f or Aer os pace Engineering Sep tember Vol .272008No .9收稿日期:20070929作者简介:徐韦锋(1982-),博士研究生,研究方向为铝合金搅拌摩擦焊接工艺和数值模拟,x wf198216@徐韦锋厚板铝合金搅拌摩擦焊温度场的检测与分析徐韦锋1,刘金合1,栾国红2,董春林2,唐建宇1,李 光2(1西北工业大学摩擦焊接陕西省重点实验室,西安 710072;2中国搅拌摩擦焊接中心,北京 100024)摘 要:在焊缝中埋入热电偶,检测了厚板铝合金搅拌摩擦焊缝不同特征点的温度变化曲线,获得了厚板铝合金搅拌摩擦焊温度分布的规律。
检测结果表明:旋转速度ω和焊接速度v 的比值(ω/v )越大,特征点峰值温度越高,同一位置前进侧的特征点峰值温度高于后退侧15℃左右。
焊缝厚度方向温度曲线在升温过程中,65s 前曲线的斜率基本相同,65s 后上表面的曲线斜率最大。
在降温过程中,上表面的降温快于下表面,130s 后上表面温度低于下表面。
关 键 词:搅拌摩擦焊;温度检测;热电偶中图分类号:TG439.8 文献标识码:A 文章编号:100328728(2008)0921159204Te mperature M easur i n g and Analysis for Fri cti on 2sti r W elded Thi ck Pl ateXu W eifeng 1,L iu J inhe 1,Luan Guohong 2,Dong Chunlin 2,Tang J ianyu 1,L i Guang2(1Shaanxi Key Laborat ory of Fricti on W elding Technol ogies,North western Polytechnical University,Xi ′an 710072;2China FS W Center,Beijing 100024)Abstract:By means of e mbedding ther mocoup le in the welding sea m ,the te mperature of thick alu m inum p late is measured .The varying temperature curves in the welding thick p lates are obtained,and the app r oxi m ate la w of te mperature field distributi on is deter m ined .The measured results indicates that the greater the rati o of r otary s peed t o the s peed of welding travel (ω/v )is,the higher the te mperature of characteristic point is .The peak te mperature in the advancing side is 15℃higher than that in the retreating side .During te mperature increasing,the sl ope of the te mperature curve al ong the thickness directi on before 65s is si m ilar,while after 65s,the sl ope of the up side te m 2perature curve is the highest .Te mperature of the up side decreases more quickly than that of the bott om and after 130s,the te mperature of the up 2surface is l ower than that of the down 2surface .Key words:fricti on stir welding (FS W );te mperature measuring;ther mocoup le 搅拌摩擦焊接(fricti on stir welding,FS W )是英国焊接研究所1991年发明的一种新型的连接技术。
轻量化-搅拌摩擦焊技术

四、搅拌摩擦焊在汽车上的应用
在汽车上的应用:汽车空调、轮毂、车门、电动汽车电池托盘、电机壳体等
14/15
本田2013款雅阁
电动汽车电池托盘
沃尔沃XC90 轮毂
BMW 5 门窗直立边柱 Mazda RX-8 后门
四、搅拌摩擦焊在汽车上的应用
15/15
供应商:北京赛福斯特 该公司2002年成立, 与TWI(英国焊接研究 所)合作开展全方面的 搅拌摩擦焊研究
二、搅拌摩擦焊的基本原理
FSW焊接工具
6/15
搅拌摩擦点焊(Friction Stir Spot Welding,FSSW)
搅拌摩擦点焊(Friction Stir Spot Welding,FSSW)技术是一种新兴的固相焊接技 术,它是由搅拌摩擦焊技术发展起来的。 它的连接机理是点焊工具周围高温摩擦热和材料塑性流动相互作用的结果。 冶金连接产生在点焊工具周围形成的一种圆环状搅拌区域与材料发生重结晶的区域中, 这一区域在点焊工具旋转、挤压、粉碎等机械力作用下,形成致密组织结构,赋予搅拌摩 擦点焊接头优异的力学性能。 一般分为以下几类: 基本型搅拌摩擦点焊技术(Basic FSSW) 填充式搅拌摩擦点焊技术(Refill FSSW) 摆动式搅拌摩擦点焊技术(Swing FSSW)
1/1
搅拌摩擦焊技术(FSW)
2019.07.06
2/15
3/15
一、搅拌摩擦焊技术背景
铝及铝合金的焊接中,存在许多问题: 膨胀系数大而在焊接时产生较大的变形。为了防止变形,在施工现场,必须采用胎卡具固定,和 由培训过的熟练工人操作。 铝及铝合金容易氧化,表面存在一层致密、坚固难熔的氧化膜,所以焊前要求对其表面进行去膜 处理,因此焊接时,要用氩等惰性气体进行保护。 铝及铝合金焊接时易产生气孔、热裂纹等缺陷。 对于热处理型铝合金来说,必须避免在焊接时热影响区产生软化,强度降低的问题。
搅拌摩擦焊技术(三)-FSW的温度分布和焊缝金属组织-工程

搅拌摩擦焊技术(三)-FSW的温度分布和焊缝金属组织-工程搅拌摩擦焊时,由机械旋转的搅拌头与被焊金属摩擦产生的热能传输给被焊金属,焊缝金属在搅拌力的驱动下产生塑性流动,。
焊缝组织受到强塑性流动的影响,导致焊缝结晶的微细化,也许局部伴有粗大化。
搅拌摩擦焊接头组织和其温度分布密切相关,因此必须要注意搅拌指棒的形状,对焊缝热循环的影响。
(一)焊缝区的温度分布搅拌摩擦焊的温度分布的测定是不容易的。
因为,在采用热电偶测量焊接接头温度分布时,焊缝中金属的强塑性流动,使得热电偶端头易产生损坏。
目前多是在焊缝区附近或热影响区进行测量。
图2-15为Backland等学者在板厚为4mm的A6063T6铝合金、搅拌头直径为15mm的情况测得的焊接接头的热循环曲线。
从图中可以看到,离焊缝中心线2mm处的温度大于500oC。
日本有人经过试验得到纯铝焊缝区的温度最高为450oC。
由于铝的熔化温度为660oC,可以认为是在熔点以下的温度发生塑性流动。
英国焊接研究所试验结果表明焊缝区的最高温度为熔点的70%,纯铝最高温度不超过550oC。
总之,纯铝搅拌摩擦焊接时焊缝区的最高温度在500oC左右。
热传导计算结果与以上的实测值基本一致。
图2-15 A6063-T6合金搅拌摩擦焊的热循环曲线搅拌指棒的温度是一个很重要的问题,至今还没有实测数据。
因为搅拌指棒要在焊缝金属内旋转,测量十分困难。
有人在被焊金属固定的情况下,将旋转的搅拌指棒压入到板厚为12.7mm的6061-T6铝中,测量距搅拌指棒的端部0.2mm处的温度,并根据这个温度,用计算机仿真的方法仿真出搅拌指棒外围的温度。
在搅拌指棒的直径为5mm,长为5.5mm的条件下,其仿真结果如图2-16所示。
根据搅拌指棒压入的速度可以推定,约24秒搅拌指棒全部压入到被焊金属中。
从图2-16可以看出,从15秒后到24秒,搅拌指棒外围温度为一常数约580oC,即达到6061合金固相线温度。
在搅拌摩擦焊时搅拌指棒的温度不能高于以上温度,因为搅拌指棒的高温剪切强度或高温抗疲劳强度就处于这个温度范围。
铝合金加筋壁板搅拌摩擦焊接残余应力及变形分析

铝合金加筋壁板搅拌摩擦焊接残余应力及变形分析刘建光;胡忠民;吴为【摘要】目的对民机用铝合金加筋壁板搅拌摩擦焊接残余应力及变形进行研究.方法采用热-力耦合数值模拟方法,分析民机用铝合金加筋壁板搅拌摩擦焊接过程,分别模拟了采用3种焊接顺序进行蒙皮-长桁焊接时,壁板温度场分布规律及焊后残余应力及变形情况.结果铝合金壁板搅拌摩擦焊接后,沿焊缝方向残余应力为拉应力,由此导致长桁及与其连接的蒙皮产生向上的挠曲变形,垂直焊缝方向,焊缝两侧的壁板向上翘曲.结论对于3种焊接顺序,采用"先两侧、后中心"由外向里的焊接顺序,得到的壁板残余变形最小.【期刊名称】《精密成形工程》【年(卷),期】2017(009)004【总页数】6页(P101-106)【关键词】焊接顺序;残余应力;残余变形;搅拌摩擦焊;加筋壁板;铝合金【作者】刘建光;胡忠民;吴为【作者单位】民用飞机结构与复合材料北京市重点实验室,北京 102211;中国商飞北京民用飞机技术研究中心,北京 102211;民用飞机结构与复合材料北京市重点实验室,北京 102211;中国商飞北京民用飞机技术研究中心,北京 102211;北京航空制造工程研究所,北京 100024【正文语种】中文【中图分类】TG44搅拌摩擦焊(Friction stir welding, FSW)是一种新型固相连接技术,与传统的机械连接工艺相比,具有加工速度快、成本低、结构减重等优点,非常适合航空铝合金结构的连接[1]。
搅拌摩擦焊接技术在航空领域逐渐得到广泛应用,如美国波音公司、欧州空客公司、荷兰福克宇航公司等均使用搅拌摩擦焊接技术,实现了众多飞机典型结构件的连接[2]。
典型的飞机壁板结构为蒙皮-长桁结构,其通常采用铆接或螺栓连接在一起。
采用搅拌摩擦焊接实现蒙皮与长桁的连接,可降低壁板结构重量,提高力学性能[3—4]。
搅拌摩擦焊长期以来被称为“低应力小变形”的焊接技术,但大尺寸薄板的搅拌摩擦焊生产中已经出现了显著的变形现象,这是由于搅拌摩擦焊过程中,材料经历了加热和冷却过程,由此产生的热应力不可避免地导致焊后接头出现残余应力和变形[5],因此,在飞机壁板搅拌摩擦焊过程中,控制结构的残余变形至关重要。
铝合金搅拌摩擦焊接技术的研究进展

铝合金搅拌摩擦焊接技术的研究进展
曹丽杰
【期刊名称】《电子工艺技术》
【年(卷),期】2009(030)002
【摘要】搅拌摩擦焊接技术是一种利用高速旋转的搅拌探头与工件摩擦产生的热量使被焊材料局部塑化的新型固相连接工艺,发明搅拌摩擦焊接技术最初是用于航空、航天工业铝及其合金的焊接,焊接时铝合金材料不熔化,减少各种熔焊方法带来的复杂的冶金反应.对铝合金搅拌摩擦焊接技术特性进行分析,讨论铝合金搅拌摩擦焊接过程材料的流动行为和工艺参数对焊接质量的影响,分析搅拌摩擦焊接缺陷的特征和影响因素,总结了不同铝合金搅拌摩擦焊缝的力学性能.
【总页数】5页(P99-103)
【作者】曹丽杰
【作者单位】上海工程技术大学,上海,201620
【正文语种】中文
【中图分类】TG439.8
【相关文献】
1.铝合金搅拌摩擦焊接数值模拟技术的研究进展 [J], 梁奕清;罗日明;冷文兵;吴锡坤;罗铭强;龚刚
2.表面冲击改善铝合金搅拌摩擦焊接头应力腐蚀抗力的研究进展 [J], 张福林; 张体明; 邓云发; 樊浩; 熊涛寰; 陈玉华
3.超声冲击对高强铝合金搅拌摩擦焊接接头疲劳机制影响的研究进展 [J], 李辉; 付
磊; 林莉; 黄新杰; 罗云蓉; 李秀兰; 范琪; 谌理飞
4.铝合金搅拌摩擦焊接接头腐蚀疲劳研究进展 [J], 李娜
5.铝合金及铝金属基复合材料搅拌摩擦焊接工艺的研究进展 [J], John VICTOR CHRISTY;Abdel-Hamid ISMAIL MOURAD;Muhammad
M.SHERIF;B.SHIVAMURTHY
因版权原因,仅展示原文概要,查看原文内容请购买。
铝合金无减薄搅拌摩擦焊工艺优化及特征分析
铝合金无减薄搅拌摩擦焊工艺优化及特征分析高强铝合金具有比强度高、耐腐蚀性好、良好的热加工性等优势,广泛应用于高铁、特种车辆、航空航天等高端制造业[1]. 由于铝合金在采用传统熔焊方法时易产生气孔和热裂纹等焊接缺陷,降低了焊接质量. 搅拌摩擦焊(friction stir welding, FSW)作为一种固相焊接方法,可以有效地避免这些缺陷的产生[2].在常规FSW中,虽然不会产生焊缝余高,但是由于搅拌头轴肩压入被焊金属,会产生特有的飞边缺陷,导致金属材料损失,不可避免地出现焊缝区域低于母材的焊缝减薄现象[3]. 焊缝减薄不仅会使工件整体精度降低,也会使接头承载能力下降. 栾国红等人[4]设计出一种组合式去飞边搅拌头,可以有效的去除飞边,但是无法控制“减薄效应”. 汪洪峰等人[3]设计了复杂的焊接工具,但仅达到了一定程度减薄效果. 现有研究工作中,通常采用焊前在焊缝处增材[5-6]或非焊缝处减材[7]的方式来解决FSW焊缝减薄问题,但这些补救方法降低了工作效率,提高了焊接成本.进行实验设计是开展科学探究的重要组成部分,实验设计是围绕所提出的问题进行实验方案设计的思维过程,有助于培养学生的探究能力和科学思维,促进其学科核心素养的养成。
实验设计的关键在于变量的确定及控制。
在生物学教学中,学生常因为不能正确地分析变量,所以难以设计出比较完整的实验方案,进而影响其实验设计能力的发展。
因此加强变量分析教学,帮助学生掌握实验设计的各种变量及其控制方法,是提高学生实验设计能力发展的有效途径。
中国科学院沈阳自动化研究所研发出的一种零轴肩压入方式的新型无减薄FSW工艺,对搅拌头进行适当优化. 根据理论研究,在轴肩下压量相同时,单位面积上的轴肩承担的顶端压力相同,由于力的相互作用,焊缝中的塑性金属单位面积抵抗的力也相同,利用这个理论,选取半径大的轴肩,用以抵抗主轴对焊缝金属的下压作用,达到减弱飞边和焊缝无减薄的效果. 试验证明,该方法可以实现低成本、高效率的达到FSW焊缝表面无凹陷的效果[8]. 为获得力学性能优良的焊接接头,试验采用响应面法对这种新型无减薄FSW工艺的焊接参数进行了优化[9],以获得性能优异的焊接工艺参数.1 试验方法试验采用规格尺寸为450 mm × 100 mm × 6 mm的A7N01P-T4高强铝合金,该材料经固溶热处理后自然时效至基本稳定的状态,其抗拉强度为385 MPa,断后伸长率为15.7%. 表1为A7N01P-T4铝合金的化学成分.试验采用新型无减薄搅拌摩擦焊工艺,为防止较小的轴肩压入量会使轴肩的包络作用减弱,无减薄搅拌摩擦焊使用带螺纹槽的轴肩,并采取零倾角焊接. 因此,在试验中,搅拌头使用直径为22 mm带螺纹槽的大直径轴肩和长度为5.8 mm的锥形带螺纹的搅拌针. 焊前使用砂纸去除试板表面氧化膜,然后采用丙酮去除工件表面油污. 将工件沿长度方向固定在工作台上,对接面实施焊接,焊接时保持搅拌头零倾角. 焊后根据GB/T2651—2008《焊接接头拉伸测试方法》,从垂直于焊缝方向的接头取拉伸试样,标距尺寸为40 mm,测量其断后伸长率.大部分心外膜起源室早的心电图表现与对应的心内膜起源室早相似,但其QRS波起始部上升较缓,可见假delta波。
2AL2铝合金搅拌摩擦焊研究

2AL2铝合金搅拌摩擦焊研究我们需要了解搅拌摩擦焊的基本原理。
搅拌摩擦焊是一种利用摩擦热产生的热量和搅拌热加工塑性金属的新型焊接技术。
在搅拌摩擦焊过程中,两个待焊接的金属板之间施加一定的压力,然后让一根带有几何形状不同的搅拌销在高速旋转的情况下,直接插入到两个待焊接的金属板之间,通过机械搅拌和摩擦热的作用将金属板摩擦加热到塑性变形温度,并且在塑性变形状态下通过搅拌销的作用在两个金属板之间进行有效的连接,最终形成一根完整的焊接接头。
在2AL2铝合金搅拌摩擦焊的研究中,首先需要考虑的是焊接参数的选择。
焊接参数包括搅拌摩擦焊的转速、下压力、摩擦时间等。
这些参数的选择将直接影响到焊接接头的质量和性能。
如何选择合适的参数,是焊接过程中需要解决的重要问题之一。
研究者们可以通过实验和仿真分析等手段,探讨2AL2铝合金在不同焊接参数下的焊接行为和焊接接头的性能。
焊接过程中的金属组织和力学性能是需要重点关注的问题。
2AL2铝合金具有较高的塑性和导热性能,因此在搅拌摩擦焊过程中容易发生塑性变形和微观组织变化。
研究者们可以通过金相显微镜、电子显微镜等手段观察焊接接头的金相组织结构,分析晶粒尺寸、析出相分布等微观结构特征;同时可以通过拉伸试验、硬度测试等手段测试焊接接头的力学性能,包括抗拉强度、屈服强度、延伸率等指标。
通过对金属组织和力学性能的研究,可以为优化焊接工艺提供可靠的理论依据。
2AL2铝合金搅拌摩擦焊的接头强度和耐腐蚀性也是研究的重点之一。
焊接接头的强度和耐腐蚀性直接关系到焊接接头的实际应用性能。
研究者们需要通过拉伸试验、冲击试验、疲劳试验等手段评估接头的强度性能,并通过盐雾试验、腐蚀试验等手段评估接头的耐腐蚀性能。
通过对接头强度和耐腐蚀性能的评估,可以为2AL2铝合金搅拌摩擦焊的实际应用提供参考依据。
2AL2铝合金搅拌摩擦焊的工艺优化和参数控制也是研究的重点之一。
在实际生产过程中,如何通过合理的工艺优化和参数控制,提高焊接接头的质量和稳定性,是需要解决的难题。
2AL2铝合金搅拌摩擦焊研究
2AL2铝合金搅拌摩擦焊研究【摘要】本文主要针对2AL2铝合金搅拌摩擦焊进行研究。
在介绍了研究背景、研究目的和研究意义。
接着在正文中分析了摩擦焊原理、2AL2铝合金特性、摩擦焊参数优化、微观组织分析以及力学性能测试。
结论部分总结了2AL2铝合金搅拌摩擦焊工艺的可行性,以及对提高铝合金连接强度的影响,并展望了未来的研究方向。
本研究有望为提高铝合金连接质量和强度提供重要参考,对于相关领域的研究和实践具有积极的指导意义。
【关键词】2AL2铝合金,搅拌摩擦焊,研究,摩擦焊原理,特性分析,参数优化,微观组织分析,力学性能测试,工艺可行性,连接强度,未来研究展望1. 引言1.1 研究背景摩擦焊是一种高效、环保的固态连接工艺,已被广泛应用于航空航天、汽车制造等领域。
在铝合金领域,由于其重量轻、导热性好等优点,受到了广泛关注。
2AL2铝合金是一种典型的轻型合金材料,具有良好的加工性能和机械性能,被广泛应用于航空航天和汽车制造领域。
传统铝合金焊接工艺存在熔化区、热影响区较大的缺点,使得焊接过程中易产生气孔、裂纹等缺陷,影响连接强度和耐腐蚀性能。
研究2AL2铝合金搅拌摩擦焊工艺,探究其在铝合金连接中的应用,具有重要的理论和应用价值。
本研究旨在通过对2AL2铝合金搅拌摩擦焊工艺的研究,分析其微观组织特征和力学性能,为提高铝合金连接强度提供参考依据,并探讨未来研究方向,推动铝合金搅拌摩擦焊工艺的进一步发展。
1.2 研究目的研究目的是探究2AL2铝合金搅拌摩擦焊的工艺特性和性能表现,进一步优化摩擦焊参数以提高连接质量和强度。
通过深入分析摩擦焊原理和铝合金特性,研究摩擦焊参数的优化对连接效果的影响,以及微观组织的形成和力学性能的变化。
通过实验测试和数据分析,验证2AL2铝合金搅拌摩擦焊工艺的可行性,并探讨其在提高铝合金连接强度方面的潜力。
最终,旨在为相关领域的工程应用提供依据和参考,为未来研究方向提供一定的借鉴和展望。
通过本研究,旨在促进铝合金搅拌摩擦焊技术的发展和应用,推动铝合金连接技术的提升和创新。
铝合金搅拌摩擦焊的温度场分析毕业论文开题报告

烟台大学环境与材料工程学院毕业论文(设计)开题报告书选题题目铝合金搅拌摩擦焊的温度场分析学生姓名导师姓名职称副教授入学年月 2011年9月所属院(系)环境与材料工程学院专业金属材料工程研究方向选题报告时间: 2015 年 3 月 12 日毕业论文(设计)开题报告书一、文献查阅报告:搅拌摩擦焊(friction stir welding,简称FSW)是由英国焊接研究所(The Welding Institute,简称TWI)于1991 年提出的一种新型的焊接技术。
主要用于焊接一些熔焊性能差的金属,如铝合金、镁合金、钛合金等[1]。
在焊接过程中,输入热量的大小及温度分布都直接影响到焊接质量。
焊接热过程就是被焊金属中存在的热量传播和分布的问题,它贯穿整个焊接过程的始终,是影响焊接质量,组织性能和生产率的主要因素之一。
在实验中发现,由于焊接参数选择不当而造成焊接过程中热输入的不合理,会直接影响到焊缝的表面形貌和力学性能。
所以搅拌摩擦焊接过程中温度场的变化规律对研究焊缝金属流动,分析焊接应力及变形,深入了解搅拌摩擦焊的机理,制定合理的焊接工艺都具有十分重要的理论意义和现实意义。
参考文献:1、周振丰.焊接冶金学.北京:机械工业出版社,1993,1252、苏晓莉,王快社,周俊杰,铝合金搅拌摩擦焊温度场检测,焊接技术,2006,Vol.28,No1:12-143、周万盛,姚君山,铝及铝合金的焊接,北京:机械工业出版社,2006.1.310-3374、苏晓莉,王快社,周俊杰,王训宏,铝合金搅拌摩擦焊接参数对温度场的影响,轻合金加工技术,2006,5、 Thomas W M., Friction stir butt welding[J], International Patent Application No. PCT/CB92/02203 and CB Patent ApplicationNo.9125978.8.,Dec.1991,U.S.Patent No.54603176、关桥.搅拌摩擦焊一未来的连接技术[C】,工程前沿一香山会议文集.第一卷,未来的制造科学与技术,柳百成主编.北京:高等教育出版社,2004,7、王大勇,冯骥才,王攀峰.搅拌摩擦焊接热输入数值模型[J】焊接学报,2005,26(3):25—328、关桥,林尚扬.熔焊新技术及应用研讨会论文集【C】,北京:中国焊接学会,2003:119、王希靖,郭瑞杰,阿荣,等. 铝合金薄板搅拌摩擦焊温度场模拟[J] .电焊机,2004,(增刊):116-119.10、周细应,柯黎明,刘鸽平等.搅拌摩擦焊的温度场分布[J】新工艺技术.2003,10:32.3311、C.G Rhodes,M.W.Mahoreyetal.Effect of friction stir welding on microstructure of 7075 aluminum[J】Scripta Materialia,2004,36(1):69—7512、 C.J.Dawes,w.M.Thomas.Friction stir process welds aluminum alloys【J】Welding Journal(Miami Fla),2003,75(3):4 1—45.13、史耀武.唐伟.搅拌摩擦焊的原理与应用[J】.电焊机,2000,30(1):6.14、王希靖,包孔,靳龙,3mmLY12 与10mmLF2 搅拌摩擦焊温度场模拟分析比较,兰州理工大学学报,2005 年,第31 卷第3 期:1-4二、开题报告:1、课题题目及课题来源课题题目:铝合金搅拌摩擦焊的温度场分析课题来源:指导老师在金属材料科学领域颇有造诣,长期从事研究金属材料工作,本课题来自于指导老师经过分析后确定的毕业设计课题组。
2系铝合金的搅拌摩擦焊接接头微观组织与力学性能研究
2系铝合金的搅拌摩擦焊接接头微观组织与力学性能研究陈平【期刊名称】《北京印刷学院学报》【年(卷),期】2024(32)3【摘要】采用搅拌摩擦焊对铝板进行对接焊试验,具体形式为单面焊双面成型,采用拉伸机和显微维氏硬度仪对试样进行力学性能测试,利用蔡司金相与扫描电子显微镜研究母材和焊接接头的微观组织。
结果表明,在微观组织方面,前进速度不变时,随旋转速度的增加,材料焊合区的组织更均匀,晶粒尺寸更为细小均匀致密;热机影响区存在有板条状的粗大组织和细小的等轴晶,且晶粒尺寸在逐渐变小;热影响区平均晶粒尺寸呈现增大的趋势。
在硬度方面,焊接接头硬度热影响区最低,搅拌焊合区次之,热机影响区位于二者之间。
在拉伸方面,不同焊接工艺下试样的拉伸断裂位置均在铝合金的焊接接头处,焊接接头断口呈现比较明显的韧性断裂特征。
1000r·min^(-1)及100mm/min下的焊接接头的断裂伸长率为17.1%、抗拉强度可以达到410MPa,其焊接接头的力学性能最优。
由此得出结论,铝合金搅拌摩擦焊可以获得性能比较优良的焊接接头,可为其他铝合金材料的FSW焊接提供技术参考。
【总页数】6页(P32-37)【作者】陈平【作者单位】南京航空航天大学航空学院【正文语种】中文【中图分类】TG453【相关文献】1.汽车机械部件用Al-Zn-Mg-Cu系超高强铝合金搅拌摩擦焊接接头的微观组织和力学性能2.6082-T6铝合金高焊接速度搅拌摩擦焊接头微观组织与力学性能3.铝合金搅拌摩擦焊接头微观组织和力学性能分析4.焊后热处理对6063-T6铝合金搅拌摩擦焊接头微观组织与力学性能的影响5.6082-T6铝合金高焊接速度搅拌摩擦焊接头微观组织与力学性能因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
件等) 共同影响的连续变化过程。以往的研究者
将 10 mm LF2 进行搅拌摩擦焊对接, 由于受
主要通过数值模拟与试验数据相结合的方法对薄 板厚及搅拌摩擦焊机性能的限制, 其焊接参数的
板温度场进行了研究[1~7]。本研究是在此基础上针 可选择范围很窄, 焊接参数的小范围波动会对焊
对组最优
结果分析可知, 这部分材料即使向上流动也不会 最高; 而焊缝底部, 靠近搅拌针处的温度最高。
对上部金属的温度产生较大的影响, 从而造成焊
( 3) 整个焊缝呈 现“花瓶 ”状, 底 部出 现 “鼓 ”
缝接头横截面组织的“鼓形”区域。
形区域, 这与材料的流动状况有关, 但这对焊缝的
图 4 为各区组织放大图。由图 4( a) 可看出, 温度分布不会产生显著的影响。
100 300
同位置的特征点( 其位置见 图 1) 温度进行测量。焊后分
表 1 焊接参数
前进侧 返回侧
D C B A E FG H R1 4 44 7 7 4 44
轴肩直 搅拌针直 旋转速度 焊接速度 径 / mm 径 / mm / r·min-1 / mm·min-1
32
10
950
10
100
100
而在靠近焊缝底部区域, 前进侧与返回侧的 最高温度分别出现在离搅拌针最近的 A 点和 E 点( 图 2c) , 温度值分别为 429℃和 448℃。随着离 搅拌针距离的增大, 最高温度值逐渐下降, 这主要 是因为在焊缝底部, 热量主要来自于旋转着的搅 拌针, 而受轴肩的影响很小, 所以在搅拌针的边缘 处, 材料受到搅拌针圆柱面的摩擦和剪切作用, 温 度升高很快, 距离搅拌针越远的区域受搅拌针作 用越小, 所以能够达到的峰值温度也较低, 而且由 于焊缝底部靠近垫板的金属受搅拌针的搅拌作用 不很明显, 它只是受到搅拌针端面的摩擦、挤压作 用而向上流动, 所以这部分材料的温度不会急剧 升高, 即使它向上流动也不会对上部金属的温度 产生较大的影响。因此最高温度出现在离搅拌针 最近的区域。
焊 接 (5) w e l d i n g
10 mm 厚 LF2 铝合金搅拌摩擦焊温度分布及 组织分析
张忠科, 王丽, 王希靖, 孙丙岩, 苏东波
(兰州理工大学 甘肃省有色金属新材料省部共建国家重点实验室, 甘肃 兰州 730050)
摘 要: 采用嵌入热电偶测温法得到了 10 mm 厚 LF2 铝 合 金 搅 拌 摩 擦 对 焊 时 不 同 深 度 ( 2、5 和 8 mm) 、距 离
the 10mm LF2 aluminum alloy during the FSW butt welding. The temperature distribution feature in different depth(2,5, 8mm) from the top, and different distance from the pin was found. The effect of temperature on microstructure was analyzed by observing its metallic phase. The results show that the temperature of retreating side is higher than advancing side,but less than 40℃; the maximum temperature of top locates at the shoulder margin, and that of bottom locates at the pin round. Meanwhile, from the “drum”zone of welded seam, it can be concluded that the temperature distribution of different depth is related to the thermal source and the flow pattern of materials.
测, 确定焊缝温度场的特点及对焊缝组织的影响。 的焊接参数( 表 1) 进行焊接。焊接过程中的平均
1 实验材料及方法
试验用材料为 10mm 厚 LF2 铝合金板, 采用
功率为 6 200 W,平均转矩为 58.7 N·m。焊接过程
中 , 对 焊 缝 在 不 同 深 度 ( 2、5 和 8 mm) 、距 离 焊 缝 中 心 不
焊接方向
在待焊板材中嵌入 K 型镍铬- 镍硅热电偶测量温
收稿日期: 2006-06-26 基 金 项 目: 国 家 自 然 科 学 基 金 资 助 项 目(10577010) 作者简介: 张忠科(1978-), 男, 山东济南人,博士生 ,研究方向: 焊接
设 备 及 其 自 动 化 , 新 型 连 接 技 术 ; 电 话 : 0931-2806865; E-mail: zhangzke@lut.cn.
同深度的温度分布不仅与热源产热量有关, 还与材料的流动情况有关。
关键词: 搅拌摩擦焊;温度分布;显微组织
中图分类号: TG453
文献标识码: A
文章编号: 1001-3814( 2006) 19-0008-03
Analysis on Temper atur e Distr ibution and Micr ostr uctur e of Fr iction Stir Welding for 10mm LF2 Aluminum Alloy Plate
在焊缝顶部即靠近轴肩的区域, 前进侧与返 回侧的最高温度并不是出现在离搅拌针最近的 点, 而是分别位于 C 点和 G 点区域( 图 2a) , 即在 靠近搅拌头轴肩边缘的地方, 其最高温度分别达 到 428℃和 468℃, 向两边温度 逐渐降低, 这 是因 为在焊缝顶部, 热量主要来自于搅拌头轴肩的摩 擦生热, 越是靠近轴肩边缘的区域, 线速度越大, 所以摩擦产生的热量越多, 即摩擦热沿轴肩的径 向 呈 线 性 增 加[3], 所 以 在 轴 肩 下 部 靠 近 边 缘 区 域 的温度最高。同时, 从图中还可看出返回侧温度与 前进侧温度差相对较大( 大约 40℃) , 这是因为与 轴肩相接触的工件的表面积较大。由于轴肩的旋 转摩擦作用, 从前进侧流动到返回侧的热塑性材 料便相对较多, 因而被转移到返回侧的热量也相 应的增加, 所以温度差比较明显。
焊核区, 温度较高, 会出现部分再结晶, 所以表现为
拉长晶粒和等轴再结晶晶粒的混合, 然而其再结晶
晶粒较焊核区的大, 如图 4( b) 所示。热影响区晶粒
(b)
A
为典型的受热长大组织, 如图 4( c) 所示, 该区主要 是受热影响, 受力很小或完全不受力, 所以畸变能
E DC B
CD E
很低。由于铝及其合金的层错能高, 变形时扩展位
250
200
T/℃
150 024 6
500 (b) 5 mm 450 400
8 10 12 14 16 18 20 22 t / min
AE BF CG DH
350
300
250
200
150
100 0 2 4 6 8 10 12 14 16 18 20 22 t / min
500 (c) 8 mm 450
3 结论
加 较 慢 , 温 度 相 对 较 低[2, 8]; 同 时 由 于 受 到 搅 拌 针
( 1) 返回侧与前进侧存在一定的温度差, 即返
端面的挤压作用而向外向上流动, 但它流动的距 回侧温度略高于前进侧, 但最大不超过 40℃。
离不会太远, 从而呈现“鼓形”。但从实际测温试验
( 2) 在焊缝顶部轴肩下靠近边缘区域的温度
400
AE
BF CG DH
T/℃
350
300
250
200
1500 2 4 6 8 10 12 14 16 18 20 22 t / min
图 2 不同深度特征点温度循环曲线
度稍低, 这主要是因为在返回侧, 搅拌头旋转方向 与材料运动方向相反, 热塑性材料挤压、摩擦和塑 性变形的产热作用比前进侧明显; 另外, 由于工件 受轴肩及搅拌针的旋转、摩擦和搅拌作用, 热塑性 材料从前进侧越过搅拌针流到返回侧, 同时热量也 被部分地从前进侧带到返回侧, 所以造成返回侧与 前进侧存在一定的温差( 最大不超过 40℃) 。
根据不同深度的热电偶测温数据, 利用
Origin 软 件 分 别 绘 制 出 各 个 特 征 点 的 热 循 环 曲
线, 如图 2 所示。可看出, 各点温度历史趋势基本
相同, 由于是从稳定焊接开始后进行数据记录的,
直到搅拌针上提, 所以, 开始时温度迅速升高并达
到最高值; 随着焊接热源的远去及冷却过程的进
行, 温度逐渐降低, 但是由于垫板的温度还很高,
其温度下降梯度不如升温时的大, 在搅拌针上提
时, 基本上没有热源提供热量, 所以温度开始迅速
下降( 稳定焊接开始后大约 14 min) 。
同时还可看出,
500 (a) 2 mm
450
400
前进侧温度总是比返回侧温
AE BF CG DH
T/℃
350
300
Key wor ds: friction stir welding; temperature distribution ; microstructure
搅拌摩擦焊接(FSW)温度场是一个受多种因 度场。试验在自制 FSW 焊机上进行, 温度数据记
素( 如热源形式、材料热物理性能以及周围换热条 录是采用 JOVLAN 5217 多通道数据采集仪。
焊核区组织为均匀细小的等轴再结晶, 这是因为
( 4) 焊核区组织为等轴再结晶晶粒, 热力影响
搅拌针不同位置的 FSW 温度分布; 通过对焊缝不同位置的 金 相 观 察 , 分 析 了 温 度 场 对 10 mm LF2 搅 拌 摩 擦 焊 焊