谈谈SMT红胶的认识
SMT表面组装技术SMT贴片红胶的性能分析以及使用说明

SMT表面组装技术SMT贴片红胶的性能分析以及使用说明SMT贴片红胶的性能分析以及使用说明1.1常见的贴片胶涂布方法贴片胶的涂布是指将贴片胶从储存容器中(管式包装、胶槽)均匀地分配到PCB指定位置上。
常见的方法有针式转移、丝网/模板印刷和注射法。
1.针式转移针式转移方法是在金属板上安装若干个针头,每个针头对准要放贴片胶的位置,涂布前将针床浸入一个盛贴片胶的槽中,其深度约为1.2-2mm,然后将针床移到PCB上,轻轻用力下按,当针床再次被提起时,胶液就会因毛细管作用和表面张力效应转移到PCB上,胶量的多少则由针头直径和贴片胶的黏度来决定。
针床可以手工控制也可以自动控制。
这是早期应用方法之一,如图16所示。
优点:所有胶点能一次点完,速度快,适合大批量生产;设备投资少。
缺点:当PCB设计需要更改时,针头位置改动困难;胶量控制精度不够,不适用于精度要求高的场合使用;胶槽为敞开系统,易混入杂持,影响胶合质量;对环境要求高,如温度、湿度等。
评估:目前这种使用方法已不多见,一般用于试制生产,用针式转移法时,其贴片胶的黏度要求为70-90•s。
2.丝网/模板印刷丝网/模板印刷法涂布贴片胶,其原理、过程和设备同焊膏印刷类似。
它是通过镂空图形的丝网/模板,将贴片胶分配到PCB上,涂布时由胶的黏度及模板厚度来控制。
这种方法简单快捷,精度比针板转移高,早期应用较文(见图17),由于印刷后的胶滴高度不理想故未能广泛使用。
近几年,乐泰公司推出Varidot刮板印刷技术,采用特殊的塑料模板,可印刷不同高度的贴片胶。
此外清洗模板也较简单,并能显著地提高生产率和现有设备(印刷机)的利用率。
优点:一次印刷,完成所有胶点的分配,适合大批量生产;丝网/模板更换,相对比针床价廉;印刷机的利用率提高,无需添置点胶机。
缺点:对PCB更改的适应性差;胶液暴露在空气中,对外界环境要求高;只适合平面印刷。
评估:随着新模板技术的推广,使用场合会有所增加。
SMT红胶工艺问题简析
P
体等破损
_:口-_口:.’ .1口’.:口j
氧化
PCB的铜铂表面已发生变色
一日豳。0固o
。j:!囤。阗?;
I
(变色)
178
SMT红胶工艺问题简析
作者: 作者单位:
李承华 昊瑞电子科技有限公司
引用本文格式:李承华 SMT红胶工艺问题简析[会议论文] 2012
2.2设备准备 1)红胶工艺采用点胶和印刷两种;点胶工艺需准备合适的点胶设备即可,采购使用匹
配的点胶包装管;而印刷工艺分为手动印刷和机械自动印刷两种,但都需要准备印刷钢网。
173
在此只重点讲解下钢网准备及丝印准备工作. 2)印刷钢网:一般模板分为化学蚀刻铜模板(价格低,适用于小批量、试验且芯片引
脚间距>0.635 mm);激光蚀刻不锈钢模板(精度高、价格高,适用于大批量、自动生产线 且芯片引脚间距<0.5 mm)。对于研发、小批量生产或间距>0.5 mm,推荐使用蚀刻不锈钢模 板:对于批量生产或间距<0.5 mm采用激光切割的不锈钢模板。外型尺寸为370X470(单位: mm),有效面积为300×400(单位:mm)。
发剥离引起掉件。可以说红胶在常温25度测试推力0K是没问题的,也不是SMT的问题;主 要元件有高温脱模剂。
3.2.3红胶耐高温不行。也是掉件的主要原因。 我们其他电容没脱模剂的,在255度波峰高温没问题。但到260—265度就是掉件。但
波峰温度在255度假焊很多,260—265焊接效果很好;红胶要耐二次双波峰高温才算较好。 一般红胶品质问题参考标准:
7)红胶的固化:固化温度越高以及固化时间越长,粘接强度也越强。但随着温度超过 设计的固化温度后,其耐温性和黏结剪切力,固体特性会发生变化。故贴片红胶的温度会
胶水分装-SMT红胶
indpacker
胶水概论 作用是将红胶滴到PCB的的固定位置上,主要作用是将元器件固定到PCB上, 一般用于PCB两面均有表面贴装元件且有一面进行波峰焊接。
表面貼片膠(SMA, surface mount adhesives)用於波峰焊接和回流焊接,以保 持元件在印刷電路板(PCB)上的位置,確保在裝配線上傳送過程中元件不會丟 失。
广泛地应用于粘接各种金属和非金属材料如:钢铁、铝材、陶瓷、玻璃、塑 料等,配制聚酰胺防腐涂料,糊制玻璃,浇铸电器,密封电子元件等。以及 用作为环氧富锌底漆、环氧云铁底漆、环氧石漆、环氧煤沥青漆等
Thank you
固化特性
典型地,環氧樹脂的加熱固化是在線(in-line)發生的,紅外(IR)通道爐內。開 始固化的最低溫度是100°C,但事實上固化溫度範圍在110~160°C。160°C 以上的溫度會加快固化過程,但容易造成膠點脆弱。
存储方式
存储温度一般为5C,而且使用前需要回温,不可采用加热的方式回温。
UV胶粘度范围 UV 胶的粘度范围一般从1000cps-100,000,000cps ,有很广的粘度范围,粘度 主要和其成分里的树脂等有关系。 SMT表面贴装技术含概很多方面,诸如电子元件、集成电路的设计制造技术, 电子产品的电路设计技术,自动贴装设备的设计制造技术,装配制造中使用 的辅助材料的开发生产技术,电子产品防静电技术等等,因此,一个完整、 美观、系统测试性能良好的电子产品的产生会有诸多方面的因素影响。 成套 表面贴状设备特点 表面贴装技术(SMT)是新一代电子组装技术,目前国内 大部分高档电子产品均普遍采用SMT贴装工艺,随电子科技的发展,表面贴 装工艺将是保证胶水均匀,湿气固化的胶水,要在真空环境或者无氧条件 下分装。
红胶使用须知

红胶使用须知红胶的基本知识一、关于贴片红胶:红胶是一种聚稀化合物,与锡膏不同的是其受热后便固化,其凝固点温度为150℃,这时,红胶开始由膏状体直接变成固体。
二、红胶的性质:红胶具有粘度流动性,温度特性,润湿特性等。
根据红胶的这个特性,故在生产中,利用红胶的目的就是使零件牢固地粘贴于PCB表面,防止其掉落。
红胶的应用:于印刷机或点胶机上使用。
1、为保持贴片胶的品质,请置于冰箱内冷藏(5±3℃)储存;2、从冰箱中取出使用前,应放在室温下回温2~3小时;3、可以使用甲苯或醋酸乙酯来清洗胶管。
点胶:1、在点胶管中加入后塞,可以获得更稳定的点胶量;2、推荐的点胶温度为30-35℃;3、分装点胶管时,请使用专用胶水分装机进行分装,以防止在胶水中混入气泡。
刮胶:推荐的刮胶温度为30-35℃。
注意:红胶从冷藏环境中移出后,到达室温前不可打开使用。
为避免污染原装产品,不得将任何使用过的贴片胶倒回原包装内。
红胶的工艺方式:1) 印刷方式:钢网刻孔要根据零件的类型,基材的性能来决定,其厚度和孔的大小及形状。
其优点是速度快、效率高。
2) 点胶方式:点胶是利用压缩空气,将红胶透过专用点胶头点到基板上,胶点的大小、多少、由时间、压力管直径等参数来控制,点胶机具有灵活的功能。
对于不同的零件,我们可以使用不同的点胶头,设定参数来改变,也可以改变胶点的形状和数量,以求达到效果,优点是方便、灵活、稳定。
缺点是易有拉丝和气泡等。
我们可以对作业参数、速度、时间、气压、温度调整,来尽量减少这些缺点。
3) 针转方式,是将一个特制的针膜,浸入浅胶盘中每个针头有一个胶点,当胶点接触基板时,就会脱离针头,胶量可以借着针的形状和直径大小来变化。
固化温度100℃120℃150℃固化时间5分钟150秒60秒典型固化条件:注意点:1、固化温度越高以及固化时间越长,粘接强度也越强。
2、由于贴片胶的温度会随着基板零件的大小和贴装位置的不同而变化,因此我们建议找出最合适的硬化条件。
SMT贴片红胶
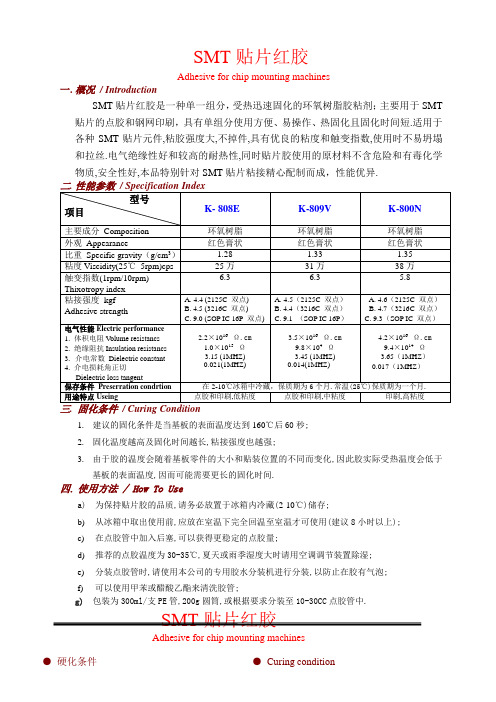
SMT贴片红胶Adhesive for chip mounting machines一.概况/ IntroductionSMT贴片红胶是一种单一组分,受热迅速固化的环氧树脂胶粘剂;主要用于SMT 贴片的点胶和钢网印刷,具有单组分使用方便、易操作、热固化且固化时间短.适用于各种SMT贴片元件,粘胶强度大,不掉件,具有优良的粘度和触变指数,使用时不易坍塌和拉丝.电气绝缘性好和较高的耐热性,同时贴片胶使用的原材料不含危险和有毒化学物质,安全性好,本品特别针对SMT贴片粘接精心配制而成,性能优异.二.性能参数/ Specification Index型号项目K- 808E K-809V K-800N主要成分Composition 环氧树脂环氧树脂环氧树脂外观Appearance 红色膏状红色膏状红色膏状比重Specific gravity(g/cm3) 1.28 1.33 1.35粘度Viscidity(25℃5rpm)cps 25万31万38万触变指数(1rpm/10rpm)Thixotropy index6.3 6.3 5.8粘接强度kgf Adhesive strength A. 4.4 (2125C 双点)B. 4.5 (3216C 双点)C. 9.0 (SOP IC 16P 双点)A. 4.5(2125C 双点)B. 4.4(3216C 双点)C. 9.1 (SOP IC 16P)A. 4.6(2125C 双点)B. 4.7(3216C 双点)C. 9.3(SOP IC 双点)电气性能Electric performance1. 体积电阻V olume resistancs2. 绝缘阻抗Insulation resistancs3.介电常数Dielectric constant4. 介电损耗角正切Dielectric loss tangent 2.2×1016 Ω.cm1.0×1015 Ω3.15 (1MHZ)0.021(1MHZ)3.5×1016 Ω.cm9.8×104 Ω3.45 (1MHZ)0.014(1MHZ)4.2×1016 Ω.cm9.4×1014 Ω3.65(1MHZ)0.017(1MHZ)保存条件Preserration condrtion 在2-10℃冰箱中冷藏,保质期为6个月.常温(25℃)保质期为一个月.用途特点Useing 点胶和印刷,低粘度点胶和印刷,中粘度印刷,高粘度三. 固化条件/ Curing Condition1.建议的固化条件是当基板的表面温度达到160℃后60秒;2.固化温度越高及固化时间越长,粘接强度也越强;3.由于胶的温度会随着基板零件的大小和贴装位置的不同而变化,因此胶实际受热温度会低于基板的表面温度,因而可能需要更长的固化时间.四. 使用方法 / How To Usea)为保持贴片胶的品质,请务必放置于冰箱内冷藏(2-10℃)储存;b)从冰箱中取出使用前,应放在室温下完全回温至室温才可使用(建议8小时以上);c)在点胶管中加入后塞,可以获得更稳定的点胶量;d)推荐的点胶温度为30-35℃,夏天或雨季湿度大时请用空调调节装置除湿;e)分装点胶管时,请使用本公司的专用胶水分装机进行分装,以防止在胶有气泡;f)可以使用甲苯或醋酸乙酯来清洗胶管;g) 包装为300ml/支PE管,200g圆筒,或根据要求分装至10-30CC点胶管中.SMT 贴片红胶Adhesive for chip mounting machines● 硬化条件● Curing condition①建议硬化条件是基板表面温度达到150℃以后45秒,达到120℃以后120秒,而彻底固化是基板表面温度达到160℃以后60秒.②硬化温度越高,而且硬化时间越称,越可获得高度接着强度。
SMT在线式红胶点胶机使用手册
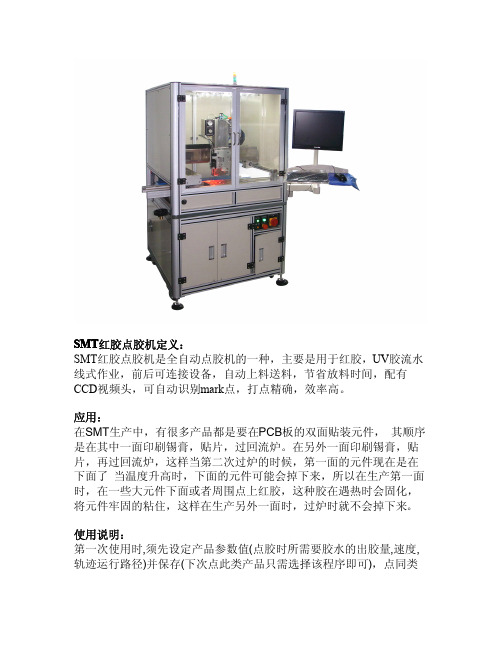
Red-line glue, UV glue dispenser
Specifications: Model
Work Area Travel speed Resolution Repeatability Operation system Drive Mode Conveying Mode Conveying Speed
kit
1
mechanism
Thimble cylinder
kit
6
Pressure regulating valve
kit
1
Second automatic dispenser
kit
1
software
Great Wall Brand 17"LCD
Heating glue (Optional) High precision
6. The size of glue, speed of glue spread, dispensing time, time of halting dispensing can be arranged by parameter. With this method, glue exudation is quite stable with no glue leaking and dripping 7. Can import AUTO CAD format for simplify operations 8 .Optional CCD visual positioning device can be chosen to eliminate the inaccuracies made by tool 9 .Optional large packer rubber or pressure barrel stored with glue can be chosen for operation to reduce time of changing glue 10 .Control resolution of glue exudation is 1ms 11.It is applied to fluid dispensing/spray, such as, UV glue, white glue, epoxy resin, Three yellow paints, transparent paint,and waterproof agent agtent and so on.
SMT介绍_及_SMT红胶
SMT基本介绍及SMT红胶一.SMT基本工艺构成二.SMT生产工艺流程1. 表面贴装工艺①单面组装:(全部表面贴装元器件在PCB的一面)来料检测 -> 丝印焊膏 -> 贴片 -> 回流焊接 ->(清洗)-> 检验 -> 返修②双面组装;(表面贴装元器件分别在PCB的A、B两面)来料检测 -> PCB的A面丝印焊膏 -> 贴片 -> A面回流焊接 -> 翻板 -> PCB的B面丝印焊膏 -> 贴片 -> B面回流焊接 ->(清洗)-> 检验 -> 返修2. 混装工艺①单面混装工艺:(插件和表面贴装元器件都在PCB的A面)来料检测 -> PCB的A面丝印焊膏 -> 贴片 -> A面回流焊接 -> PCB的A面插件 -> 波峰焊或浸焊(少量插件可采用手工焊接)-> (清洗) -> 检验 -> 返修(先贴后插)②双面混装工艺:(表面贴装元器件在PCB的A面,插件在PCB的B面)A. 来料检测 -> PCB的A面丝印焊膏 -> 贴片 -> 回流焊接 -> PCB的B面插件 -> 波峰焊(少量插件可采用手工焊接) ->(清洗)-> 检验 -> 返修B. 来料检测 -> PCB的A面丝印焊膏 -> 贴片 -> 手工对PCB的A面的插件的焊盘点锡膏-> PCB的B面插件 -> 回流焊接 ->(清洗) -> 检验 -> 返修(表面贴装元器件在PCB的A、B面,插件在PCB的任意一面或两面)先按双面组装的方法进行双面PCB的A、B两面的表面贴装元器件的回流焊接,然后进行两面的插件的手工焊接即可三. SMT工艺设备介绍1. 模板:首先根据所设计的PCB确定是否加工模板。
如果PCB上的贴片元件只是电阻、电容且封装为1206以上的则可不用制作模板,用针筒或自动点胶设备进行锡膏涂敷;当在PCB中含有SOT、SOP、PQFP、PLCC和BGA封装的芯片以及电阻、电容的封装为0805以下的必须制作模板。
SMT炉后检验标准红胶解读

厦门市上进电子科技有限公司文件名称
标准
无件无偏移、浮高,
且胶量适中
文件编号版本版次页次
拒收溢胶
WI-09-20 A02 1OF1
拒收溢胶
SMT红胶工艺检验标准
标准
无件无偏移、浮高,
且胶量适中
可接受
无件无偏移、浮高,
没有溢胶
标准
电容无偏移、浮高
可接受
拒收
偏移>1/4元件宽度
拒收溢胶
偏移≤1/4元件宽度
拒收溢胶
标准
电阻无偏移、浮高
可接受
拒收
端偏移>1/4元件电极宽度
拒收
拒收元件浮高>0.5MM
端偏移≤1/4元件电极宽度
元件浮高>0.5MM
标准
可接受
可接受
偏移≤1/4管脚宽度
拒收
拒收
端偏移>1/4管脚宽度偏移>1/4管脚宽度
三极管无偏移、浮高偏移≤1/4管脚宽度
标准
IC无偏移、浮高
可接受
偏移≤1/4管脚宽度
拒收
偏移>1/4管脚宽度
可接受
偏移≤1/4管脚宽度
拒收
端偏移>1/4管脚宽度
批准何开东审核刘速越拟制王辉日期年12月22日。
SMT红胶技术参数
贴片红胶技术参数一、产品简介及用途贴片红胶是一种单组份、高温快速固化的环氧粘剂,用于印刷线路板上SMD元件粘接,具有优良的触变性,适用于高速SMT贴片机点胶及钢网印刷,固化后粘接强度高。
二、固化前材料持性外观红色凝胶体屈服值(250C,pa)600比重(250C,g/cm3 1.2粘度(5rpm 250C)330000触变指数8.0闪点(TCC)>900C颗粒尺寸15um铜镜腐蚀无腐蚀三、贮存条件2-80C温度下,阴凉干燥处,可存放6个月;常温下(250C)可存放1个月。
四、使用方法及注意事项冷藏贮存的须回温之后方可使用,30ml针筒须1小时,300ml装须24小时。
储胶罐或点胶嘴温度处于300C-350C有助于改善高速点胶效果。
注意事项:(1)为避免污染未用胶液,不能将任何胶液倒回原包装内。
(2)胶液裸置于空气中,会吸收微量水份影响性能,故应尽量避免。
在钢网印刷时,请勿将印好红胶的线路板置于空气中太长时间,应尽快贴片固化,如有条件,应控制空气湿度。
五、固化条件适宜的固化条件一般是1500C加热90-120秒,固化速度及最终粘接强度与固化温度及时间实际生产过程中,整个加热时间要比图中标的长一些,因为有一段预热时间。
六、固化后材料性能及特性密度(250C,g/cm3)1.3热膨胀系数um/m/0CASTM E831-86 250C-700C 51900C-1500C 160导热系数ASTM C177,W.M-1.K-1 0.26比热KJ.Kg-1.K-1 0.3玻璃化转化温度(0C)105介电常数3.8(100KHz)介电正切0.014(100KHz)体积电阻率ASTM D257 2*1015Ω.CM表面电阻率ASTM D257 2*1015Ω电化学腐蚀DIN 53489 AN-1.2剪切强度(喷吵低碳钢片)n/mmASTMD1002 24拉脱强度n(C-1206,FR4裸露线路板) 61扭矩强度n.mm(C-1206,FR4裸露线路板) 52七、耐环境性能试验方法:ISO 4587/ASTM D1002剪切强度试验材料:GBMS搭剪试片固化方法:在1500C固化30分钟热强度0 -50 0 50 100 150Temperature0C强度保有率的%温度,0C八、耐化学/溶剂性能在标明温度下老化,在220C试验下初始强度剩有率%条件温度100hr 500hr 1000hr空气220C 100 100 100空气1500C 95 95 9098%RH: 400C 90 80 75九、耐热焊料浸渍性根据IPCSM817(2.4.421)标准,产品3609经过热焊料浸渍试验合格。
红胶——你知道么?
红胶——你知道么?在SMT和DIP的混合工艺中,为了避免单面回流焊一次,波峰焊一次的二次过炉情况,在PCB的波峰焊焊接面的chip元件,器件的中心点点上红胶,可以在过波峰焊时一次上锡,省掉其锡膏印刷工艺。
红胶一般起到固定、辅助作用。
焊锡才是真正焊接作用。
SMT「红胶」制程?其实其正确名称应该是SMT「点胶」制程,因为大部分的胶都是红色的,所以才俗称「红胶」,实际上另外也有黄色的胶,这就跟我们经常称电路板表面的「solder mask」为「绿漆」是一样的道理。
我们可以发现电阻及电容这些小零件的下面正中间都有一团红色的胶状物体,这个就是红胶。
当初发展出这种红胶制程是因为当时还有很多电子零件无法从原本的插件(DIP)封装马上转移到表面贴焊(SMD)的封装。
一块电路板上面有一半DIP零件,另外一半是SMD零件,你该如何安置些零件让它们都可以被自动焊接到板子上呢?一般的做法会把所有的DIP与SMD零件都设计在电路板的同一面,SMD零件用锡膏印刷走回焊炉焊接,而剩下的DIP零件因为所有焊脚都露在电路板的另外一面,所以可以用波焊锡炉制程一次把所有DIP焊脚都焊接起来。
所以一开始我们都需要两道焊接工序,才能够把所有器件都焊接好。
我们为了节约PCB的布局空间,希望能够放进去更多的元器件。
所以在Bottom面也需要放SMT的器件。
这时,我们为了把零件黏在电路板上,然后让电路板可以经过波焊(wave soldering)炉,让零件可以沾锡并与电路板上的焊垫接合,又不至于掉落到滚烫的波焊锡炉之中。
我们为了减少工艺流程,希望一次完成焊接。
可以采用通孔回流焊,但是我们选用的很多插件器件不能够承受回流焊的高温环境。
所以不能够采用通孔回流焊。
所以只有一些大公司的海量产品才可能考虑通孔回流焊,因为可以采购一些高价格的可以抗住高温的插件器件。
而一般的SMD零件因为已经被设计成能够承受回流焊温度了,回流焊的温度高于波峰焊的温度,所以SMD器件既使浸泡在波焊锡炉中一小段时间也不会有问题,可是印刷锡膏是没有办法让SMD过波焊炉的,因为锡炉的温度一定比锡膏的熔点温度来得高,这样SMD零件就会因为锡膏融化而掉进锡炉槽内。
SMT红胶主要指标分析

贴片胶的流动性过大会引起塌落。塌落有两种,一个是点涂后放置过久引起的塌落。如果贴片胶扩展到印制板的焊盘上会引发焊接不良。而且塌落的贴片胶对那些引脚相对较高的元器件来讲
,它接触不到元器件主体,会造成粘接力不足,因易于塌落的贴片胶,其塌落率很难预测,所以它的点涂量的初始设定也很困难。
针对这一点,我们只好选择那些不易塌落的也就是摇溶比较高的贴片胶。对于点涂后放置过久引起的塌落,我们可以采用在点涂后的短时间内完成贴装、固化来加以避免。
如果壓力時間不足以完成滴膠周期(或隨著膠面水平線下降),增加壓力與周期時間的比,通常以最大值的百分數表達,將糾正膠點大小不連續的問題。
由於衛星點是不規則地出現,它們可能造成焊盤污染或綁接強度不夠。當針嘴離地太高,減少高度可消除衛星點。如果膠量相當針嘴太大,減少壓力或使用較大內徑(ID, inner diameter)的針嘴將解決問題。
模板印刷被廣泛用於錫膏,也可用與分配膠劑。雖然目前少於2%的SMA是用模板印刷,但對這個方法的興趣已增加,新的設備正克服較早前的一些局限。正確的模板參數是達到好效果的關鍵。例如,接觸式印刷(零離板高度)可能要求一個延時周期,允許良好的膠點形成。另外,對聚合物模板的非接觸式印刷(大約1mm間隙)要求最佳的刮板速度和壓力。金屬模板的厚度一般爲0.15~2.00mm,應該稍大於(+0.05mm)元件與PCB之間的間隙。
影響可滴膠性的因素
良好的滴膠不只單單依靠膠的品質。對於壓力時間注射器滴膠方法,許多與機器有關的因素影響可滴膠性和膠點的形成。針嘴的內徑對膠點的形成是關鍵的,必須比板上的膠點直徑小很多。作爲一個原則,該比率應該爲2:1。0.7~0.9mm的膠點要求0.4mm的ID;0.5~0.6mm的膠點要求0.3mm的ID。設備製造商通常提供技術規格和操作指引,以産生所希望的膠點大小和形狀。
SMT贴片红胶的特性与使用
贴片胶,也称为SMT接着剂、SMT红胶,SMT贴片红胶,通常是红色的(也有黄色或者白色的)膏体中均匀地分布着硬化剂、颜料、溶剂等的粘接剂,主要用来将元器件固定在印制板上,一般用点胶或钢网印刷的方法来分配。
贴上元器件后放入烘箱或回流焊炉加热硬化。
它与锡膏不同的是其受热后便固化,其凝固点温度为150℃,再加热也不会溶化,也就是说,贴片胶的热硬化过程是不可逆的。
SMT贴片胶的使用效果会因热固化条件、被连接物、所使用的设备、操作环境的不同而有差异,使用时要根据印制电路板装配(PCBA、PCA)工艺来选择贴片胶。
SMT贴片红胶是一种聚稀化合物,主要成份为基料(即主体高份子材料)、填料、固化剂、其它助剂等。
东莞天诺科技TN-3619 SMT贴片红胶具有粘度流动性,温度特性,润湿特性等。
根据红胶的这个特性,故在生产中,利用红胶的目的就是使零件牢固地粘贴于PCB表面,防止其掉落。
因此贴片胶是属于纯消耗非必需的工艺过程产物,现在随着PCA设计与工艺的不断改进,通孔回流焊、双面回流焊都已实现,用到贴片胶的PCA贴装工艺呈越来越少的趋势。
SMT贴片胶的使用目的①波峰焊中防止元器件脱落(波峰焊工艺)。
在使用波峰焊时,为防止印制板通过焊料槽时元器件掉落,而将元器件固定在印制板上。
②再流焊中防止另一面元器件脱落(双面再流焊工艺)。
双面再流焊工艺中,为防止已焊好的那一面上大型器件因焊料受热熔化而脱落,要使有SMT贴片胶。
③防止元器件位移与立处(再流焊工艺、预涂敷工艺)。
用于再流焊工艺和预涂敷工艺中防止贴装时的位移和立片。
④作标记(波峰焊、再流焊、预涂敷)。
此外,印制板和元器件批量改变时,用贴片胶作标记。
SMT贴片胶按使用方式分类a)刮胶型:通过钢网印刷涂刮方式进行施胶。
这种方式应用最广,可以直接在锡膏印刷机上使用。
钢网开孔要根据零件的类型,基材的性能来决定,其厚度和孔的大小及形状。
其优点是速度快、效率高、成本低。
b)点胶型:通过点胶设备在印刷线路板上施胶的。
红胶的特性
紅膠居中,為優良 紅膠居中 為優良
紅膠偏,但尚未接觸到焊 紅膠偏 但尚未接觸到焊 也未接觸到零件焊端, 盤,也未接觸到零件焊端 也未接觸到零件焊端 為合格. 為合格
紅膠大量覆蓋焊盤,對 紅膠大量覆蓋焊盤 對 零件焊點行成不利影 為不合格. 相,為不合格 為不合格
~3~
紅膠印刷標准圖解(2) 紅膠印刷標准圖解
膠量太多,或貼裝力太低 使元器件引 膠量太多 或貼裝力太低,使元器件引 或貼裝力太低 腳與焊盤未能接觸,或膠滴沾了焊盤 腳與焊盤未能接觸 或膠滴沾了焊盤 (圖中未示出 均為不合格 圖中未示出),均為不合格 圖中未示出 均為不合格.
~4~
黏合強度(ADHESIVE STRENGTH):
1.固化條件: 150攝氏度維持60S;130攝氏度維持90S. 2.ADHESIVE STRENGTH BY SCREEN-PRINTING
人 S M T 員 訓 練
製作時間: 製作時間 2003年2月4日 年 月 日
~~
前言: 前言
紅膠是SMT現在常用的一種膠體,其作用是固化SMT貼裝零件.
我們目前應用的是Seal-glo NE3000膠水.
~2~
紅膠印刷標準圖解(1) 紅膠印刷標準圖解
紅膠偏,接觸到焊盤但 紅膠偏 接觸到焊盤但, 接觸到焊盤但 未對零件焊點行成不 利影相,為合格 為合格. 利影相 為合格
元器件上的膠滴直徑等于貼裝元器 件之前涂布到基板上的膠滴的直徑 為優良. 為優良 膠滴頂部直徑小于底部直徑,即膠 膠滴頂部直徑小于底部直徑 即膠 量偏少,但尚夠用 為合格. 但尚夠用,為合格 量偏少 但尚夠用 為合格
膠量偏多,但未沾污盤和腳 不合 膠量偏多 但未沾污盤和腳,不合 但未沾污盤和腳 格.
SMT红胶
SMT贴片红胶
1.以下为常用参考参数:
SMT红胶是用于将芯片元件固定于PCB上的环氧树脂系粘合剂。
是单组分的环氧树脂,具有优良的保存稳定性能,加热固化类型。
可以充分满足SMD贴装行业需求的120~150℃条件下1~2分钟短时间高速固化的需求,同时又可以适应手工、机器印刷等制程的要求。
2.特点
①对各种芯片元件均可获得稳定的粘着性。
②具有适合网板印刷制程需求的粘度和摇变性,下胶量稳定而不会出现漏刷或塌边。
③虽为单组分环氧树脂粘合剂,但具有极佳的保存稳定性能。
④高粘着强度,可以避免高速贴片时发生元件偏位。
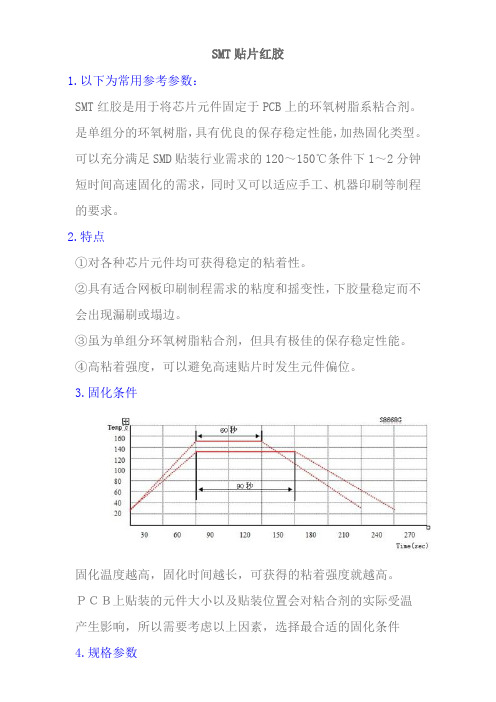
3.固化条件
固化温度越高,固化时间越长,可获得的粘着强度就越高。
PCB上贴装的元件大小以及贴装位置会对粘合剂的实际受温
产生影响,所以需要考虑以上因素,选择最合适的固化条件
4.规格参数
5.注意事项
保存条件
放置在温度为2~10℃的冰箱保存。
保存时,请务必将容器盖拧紧。
使用前请务必提前4小时从冰箱取出,待红胶恢复室温230C湿度65%后才使用.
清洗钢网底部。
保质期6个月,使用时采用先进后出的原则
安全事项
误入皮肤时,请用肥皂清洗。
误入眼睛时,请及时洗干净,并送醫就诊。
分析红胶钢网的基本常识
分析红胶钢网的基本常识红胶钢网是单一组分常温储藏受热后迅速固化的环氧树脂胶粘剂,其容许低温度固化,超高速微少量涂敷仍可保持没有拉丝、溢胶、塌陷的稳定形状,其“剪切稀化”粘度特性和低吸湿性,非常适合应用于常温孔版印刷的SMT工艺,胶点形状非常容易控制,储存稳定且具有优良的耐热冲击性能和电气性能,使用安全,完全符合环保要求。
一、红胶的性质:红胶具有粘度流动性,温度特性,润湿特性等。
根据红胶的这个特性,故在生产中,利用红胶的目的就是使零件牢固地粘贴于PCB表面,防止其掉落。
谀、红胶的应用:在红胶钢网印刷机或点胶机上使用:1、为保持贴片胶的品质,请置于冰箱内冷藏(5±3℃)储存;2、从冰箱中取出使用前,应放在室温下回温;3、可以使用甲苯或醋酸乙酯来清洗胶管。
二、点胶:1、在点胶管中加入后塞,可以获得更稳定的点胶量;2、推荐的点胶温度为30-35℃;3、分装点胶管时,请使用专用胶水分装机进行分装,以防止在胶水中混入气泡。
刮胶:推荐的刮胶温度为30-35℃。
注意:红胶从冷藏环境中移出后,到达室温前不可打开使用。
为避免污染原装产品,不得将任何使用过的贴片胶倒回原包装内。
三、红胶的工艺方式:1、印刷方式:钢网刻孔要根据零件的类型,基材的性能来决定,其厚度和孔的大小及形状。
其优点是速度快、效率高。
2、点胶方式:点胶是利用压缩空气,将红胶透过专用点胶头点到基板上,胶点的大小、多少、由时间、压力管直径等参数来控制,点胶机具有灵活的功能。
对于不同的零件,我们可以使用不同的点胶头,设定参数来改变,也可以改变胶点的形状和数量,以求达到效果,优点是方便、灵活、稳定。
缺点是易有拉丝和气泡等。
我们可以对作业参数、速度、时间、气压、温度调整,来尽量减少这些缺点。
3、针转方式:是将一个特制的针膜,浸入浅胶盘中每个针头有一个胶点,当胶点接触基板时,就会脱离针头,胶量可以借着针的形状和直径大小来变化。
四、典型固化条件:1、固化温度越高以及固化时间越长,粘接强度也越强。
SMT点胶介绍
一.L3609/L3619(红胶)/3515(黑胶)/3703(UV 胶)简介目前厂目前厂内内SMT 使用的固定使用的固定胶为热胶胶为热胶,有遇有遇热热硬化和遇光线硬化硬化两两种.1. 遇热硬化所硬化所应应用的原理用的原理为为:在锡(锡膏)熔化之前或熔化之后(视具体的Process 需求而定)就固化,将零件与PCB 牢牢粘在一起.常见种类有:L3609红胶,L3619红胶,3515黑胶三种.厂商为美国LOCTITE(乐泰)公司.这三种三种红胶红胶(黑胶)之硬化硬化数数度与度与温温度/加温时间关温时间关系分系分系分别别如下所示:下图为L3609红胶”Cure Speed VS Temperature”(Profile)表示加表示加热时间热时间;Y 方向(纵向)表示表示红胶红胶红胶固化程度固化程度(以%的方式表示).以150 ℃这一根曲一根曲线为线为例,只要在不低于150 ℃的温度环境下境下经过经过1minutes 以上时间时间就可以就可以就可以达达到100%的硬度.下图为L3619红胶”Cure Speed VS Temperature”(Profile)图中曲线涵义与L3609相同.下图为3515黑胶ProfileProfile 中,X 方向(横向)表示加表示加热温热温热温度度;Y 方向(纵向)表示黑表示黑胶胶遇热后回到23 ℃室温时温时固化程度固化程度(以%的方式表示).从上表中可以看到,在150 ℃温度下30 minutes 后可以到可以到达达硬化要求,在200 ℃温度下30 seconds 可以到可以到达达硬化要求.2. 遇光遇光线线硬化所硬化所应应用的原理用的原理为为:在零件焊接完成后遇到光线就固化,将零件与PCB 牢牢粘在一起.常见种类有:L3703 UV 胶厂商厂商为为美国LOCTITE(乐泰)公司.这种UV 胶之硬化与光之硬化与光线强线强线强度度关系如下红胶红胶与黑与黑与黑胶胶及UV 胶特性比特性比较较:(1) 红黑胶遇热固化,UV 胶遇光遇光线线硬化(2) 红胶红胶的固化的固化的固化点温点温点温度比度比度比锡锡的熔融的熔融点温点温点温度度(183℃)低,黑胶的固化的固化点温点温点温度比度比度比锡锡的熔融的熔融点点温度高.二.红胶红胶与黑与黑与黑胶胶及UV 胶在SMT 的应用1.防止防止零件偏移零件偏移(Shift).2.防止零件防止零件掉落掉落(Missing).3.防止零件空焊(Open Solder).4.BGA 四角(四边)点胶(封胶),固定BGA.5.其它一些其它一些应应用.具体的具体的应应用实例如下:膏的黏性膏的黏性还还不足以固定住零件.在板子移在板子移动动的过程中零件易偏移,甚至脱落,造成缺件.由于由于锡锡膏厚度有限, PCB PAD 上的上的锡锡膏无法完全固定圆柱型的二极管(Diode),易滚动.加点红胶点红胶后后,二极管(Diode)与PCB 上的上的红胶红胶红胶面接触面接触,且沾黏在一起,起到固定作用.实例二:大电感类材料PCB PAD 过大,且零件PAD 过小.在锡膏的熔融膏的熔融过过程中所程中所产产生的拉力(力矩),过炉过炉后造成偏移后造成偏移.加点红胶点红胶后后,在锡膏熔融之前膏熔融之前红胶红胶红胶就已就已就已经经固化,将电将电感固定感固定.若电感是在第一面,在板子第二次在板子第二次过炉时红胶过炉时红胶过炉时红胶可以起到防可以起到防止电感因感因为为自重造成掉件(缺件).PCB 的PAD 设计过设计过大大零件的PAD 设计过设计过小小实例三:有些第一面的零件由于自重有些第一面的零件由于自重较较大,在PCB 翻过来过来后第后第二次二次过炉时过炉时过炉时形成一定的下垂形成一定的下垂,最终造成零件Floating,甚至掉件(缺件).在零件本体下加在零件本体下加红胶红胶, 在过炉时红胶过炉时红胶先固定先固定PCB 与零件,起到防止零件下垂/下掉的作用.点较点较在零在零件本体下,防止掉件实例四:有些第一面的零件由于自重有些第一面的零件由于自重较较大且于PCB 干涉干涉较较小,在PCB 翻过来过来后第二次后第二次后第二次过炉时过炉时过炉时形成一定的下垂形成一定的下垂,最终造成零件Floating,甚至掉件(缺件).可在C/S 面零件的BOSS 孔加红胶, 在过炉时红胶过炉时红胶先固定先固定PCB 与零件,起到防止零件下垂/下掉的作用.点零件的BOSS柱防止零件掉件,点到零件BOSS并连到PCB 板孔实例五:在BGA 四角(四边)加点黑胶(红胶),用以加固BGA.可以起到一定的防止BGA 锡裂的作用.BGA 四角的四角的红胶红胶SMT 人员正在手工正在手工点红胶点红胶(封胶).实例六:在BGA 的四的四个个角落角落点点黑胶过炉过炉后的黑后的黑后的黑胶胶(在BGA 下面)PCB 上自上自动点胶动点胶动点胶机机点的黑的黑胶胶点封UV胶实例七:在BGA的四角落点的四个个角落将UV胶封在零件的四角,来固定零件红黑胶检查规范目视主要目的: 检查自动点胶质量之问题 检验站别:点胶机之后.常见不良:1.红胶拉丝----点完红胶后收尾时红胶被拉离点胶点.点胶点胶拉拉丝良品三.点胶目视常见不良2.胶量太多3.溢胶溢胶胶量太多良品UV胶检查规范目视主要目的: 检查封胶质量之问题 检验站别:UV炉后.点胶规范四.点胶点胶后可能造成之后可能造成之后可能造成之质质量问题问题探探讨1.因为点胶胶为点胶胶量偏多量偏多,造成零件Floating,甚至甚至从从而引起Open Solder.2.手工封手工封胶时胶时,注在BGA 下的下的红胶过红胶过红胶过多多,过炉时红胶过炉时红胶受受热膨胀,积压锡压锡球球,造成相造成相邻邻的两颗锡两颗锡球球Short Solder.3.UV 胶盖胶盖到到测试点将ATE 将无将无法法测试五.红胶与黑胶的存储与使用注意事项 红胶红胶与黑与黑与黑胶胶冰箱冰箱温温度规定为:5℃±3℃,回温时间为8H. UV 胶保存保存温温度为8-28 ℃储存期限红胶储红胶储存存为6个月(未开罐) 黑胶储胶储存存为1个月(未开罐)UV 胶无胶无特殊要求特殊要求开罐后的使用期限红胶72小时内时内必必须使用完使用完毕毕黑胶1周内必须使用完使用完毕毕UV 胶无胶无特殊要求特殊要求。
SMT红胶技术参数
贴片红胶技术参数一、产品简介及用途贴片红胶是一种单组份、高温快速固化的环氧粘剂,用于印刷线路板上SMD元件粘接,具有优良的触变性,适用于高速SMT贴片机点胶及钢网印刷,固化后粘接强度高。
二、固化前材料持性外观红色凝胶体屈服值(250C,pa)600比重(250C,g/cm3 1.2粘度(5rpm 250C)330000触变指数8.0闪点(TCC)>900C颗粒尺寸15um铜镜腐蚀无腐蚀三、贮存条件2-80C温度下,阴凉干燥处,可存放6个月;常温下(250C)可存放1个月。
四、使用方法及注意事项冷藏贮存的须回温之后方可使用,30ml针筒须1小时,300ml装须24小时。
储胶罐或点胶嘴温度处于300C-350C有助于改善高速点胶效果。
注意事项:(1)为避免污染未用胶液,不能将任何胶液倒回原包装内。
(2)胶液裸置于空气中,会吸收微量水份影响性能,故应尽量避免。
在钢网印刷时,请勿将印好红胶的线路板置于空气中太长时间,应尽快贴片固化,如有条件,应控制空气湿度。
五、固化条件适宜的固化条件一般是1500C加热90-120秒,固化速度及最终粘接强度与固化温度及时间实际生产过程中,整个加热时间要比图中标的长一些,因为有一段预热时间。
六、固化后材料性能及特性密度(250C,g/cm3) 1.3热膨胀系数um/m/0CASTM E831-86 250C-700C 51900C-1500C 160导热系数ASTM C177,W.M-1.K-1 0.26比热KJ.Kg-1.K-1 0.3玻璃化转化温度(0C)105介电常数 3.8(100KHz)介电正切0.014(100KHz)体积电阻率ASTM D257 2*1015Ω.CM表面电阻率ASTM D257 2*1015Ω电化学腐蚀DIN 53489 AN-1.2剪切强度(喷吵低碳钢片)n/mmASTMD1002 24拉脱强度n(C-1206,FR4裸露线路板) 61扭矩强度n.mm(C-1206,FR4裸露线路板) 52七、耐环境性能试验方法:ISO 4587/ASTM D1002剪切强度试验材料:GBMS搭剪试片固化方法:在1500C固化30分钟热强度0 -50 0 50 100 150Temperature0C强度保有率的%温度,0C八、耐化学/溶剂性能在标明温度下老化,在220C试验下初始强度剩有率%条件温度100hr 500hr 1000hr空气220C 100 100 100空气1500C 95 95 9098%RH: 400C 90 80 75九、耐热焊料浸渍性根据IPC SM817(2.4.421)标准,产品3609经过热焊料浸渍试验合格。
电路板常用的几种胶:红胶、黄胶、导热胶、硅酮胶、热熔胶
电路板常用的几种胶:红胶、黄胶、导热胶、硅酮胶、热熔胶一、红胶红胶是一种聚烯化合物,受热后容易发生固化,当它所受的温度达到150℃凝固点时候,红胶就开始由膏状体变成固体,利用这一特性,可以用点胶或者印刷的方式对贴片元器件进行固定,线路板元件使用贴片红胶可以通过烤箱或者回流焊进行加热固化。
线路板上的元件,特别是双面贴装的线路板,过波峰焊的时候使用贴片红胶固定,可以让背面的小型贴片元件不会掉落到锡炉中。
红胶有几大特点:①对各种芯片元件均可获得稳定的黏着强度;②具有适合网板印刷制成需求的粘度和摇变性,下胶量稳定而不会出现漏刷或塔边;③具有很好的保存稳定性能;④具有高黏着强度,可以避免高速贴片时发生元器件偏位。
主要作用:红胶的主要作用是使线路板贴片元件固定,主要有粘接作用,或者和锡膏一起使用作为补强固定的作用。
二、黄胶电路板所用的黄胶是一种水剂型粘合剂,有一种刺激性气味,是一种柔软性自粘结的凝胶状物,有优良的绝缘,防潮,防震和导热性能,使电子元器件在苛刻条件下安全运行。
它容易发生固化,固化的速度与环境温度、湿度和风速关:温度越高,湿度越低,风速越大,固化速度则越快,反之则减慢。
将涂装好的部件置于空气中会有慢慢结皮的现象发生,注意操作应该在表面结皮之前完成。
主要作用:电感、线圈、变压器、电解电容、接收头等电子产品固定,具有保护密封电子元器件作用,可用于电气元件灌封、高压部件的灌封、电路板的防潮涂覆等。
三、导热硅胶导热硅胶又称导热膏、散热膏,是一种高导热绝缘有机硅材料,不像导热硅脂那样几乎永远不固化,还可在-50℃—+250℃的温度下长期保持使用时的脂膏状态。
既具有优异的电绝缘性,又有优异的导热性,同时具有低油离度(趋向于零),耐高低温、耐水、臭氧、耐气候老化。
它的特点是无毒无味无腐蚀性,符合ROHS标准及相关环保要求,化学物理性能稳定。
主要作用:用于填充发热体与散热装置之间的缝隙,增大它们的接触面积,从而达到的导热效果,使电子元器件工作时候的热量有效地散发出传递出去。
红胶【贴片红胶】SMT红胶相关知识
红胶【贴片红胶】SMT红胶相关知识红胶属于SMT材料,而目前SMT使用的材料,包括消耗品锡膏和红胶两种。
以下主要谈关于红胶方面的知识:关于红胶以及使用等知识一、关于红胶:红胶是一种聚稀化合物,与锡膏不同的是其受热后便固化,其凝固点温度为150 ,这时,红胶开始由膏状体直接变成固体。
二、红胶的性质:红胶具有粘度流动性,温度特性,润湿特性等。
根据红胶的这个特性,故在生产中,利用红胶的目的就是使零件牢固地粘贴于PCB表面,防止其掉落。
三、红胶的应用:于印刷机或点胶机上使用。
1、为保持贴片胶的品质,请置于冰箱内冷藏(5±3 )储存;2、从冰箱中取出使用前,应放在室温下回温2~3小时;3、可以使用甲苯或醋酸乙酯来清洗胶管。
点胶:1、在点胶管中加入后塞,可以获得更稳定的点胶量;2、推荐的点胶温度为30-35 ;3、分装点胶管时,请使用专用胶水分装机进行分装,以防止在胶水中混入气泡。
刮胶:推荐的刮胶温度为30-35 。
注意:红胶从冷藏环境中移出后,到达室温前不可打开使用。
为避免污染原装产品,不得将任何使用过的贴片胶倒回原包装内。
四、红胶的工艺方式:1)印刷方式:钢网刻孔要根据零件的类型,基材的性能来决定,其厚度和孔的大小及形状。
其优点是速度快、效率高。
2)点胶方式:点胶是利用压缩空气,将红胶透过专用点胶头点到基板上,胶点的大小、多少、由时间、压力管直径等参数来控制,点胶机具有灵活的功能。
对于不同的零件,我们可以使用不同的点胶头,设定参数来改变,也可以改变胶点的形状和数量,以求达到效果,优点是方便、灵活、稳定。
缺点是易有拉丝和气泡等。
我们可以对作业参数、速度、时间、气压、温度调整,来尽量减少这些缺点。
3)针转方式,是将一个特制的针膜,浸入浅胶盘中每个针头有一个胶点,当胶点接触基板时,就会脱离针头,胶量可以借着针的形状和直径大小来变化。
固化温度100 120 150固化时间5分钟150秒60秒五、典型固化条件:注意点:1、固化温度越高以及固化时间越长,粘接强度也越强。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
(四)SMT有什么特点
组装密度高、电子产品体积小、重量轻,贴片元件的体积和重量只有传统插装元件的1/10左右,一般采用SMT之后,电子产品体积缩小40%~60%,重量减轻60%~80%。
可靠性高、抗振能力强。焊点缺陷率低。
高频特性好。减少了电磁和射频干扰。
易于实现自动化,提高生产效率。降低成本达30%~50%。 节省材料、能源、设备、人力、时间等。
(五)SMT 基本工艺构成要素
丝印(或点胶)--> 贴装 --> (固化) --> 回流焊接 --> 清洗 --> 检测 --> 返修
丝印:其作用是将焊膏或贴片胶漏印到PCB的焊盘上,为元器件的焊接做准备。所用设备为丝印机(丝网印刷机),位于SMT生产线的最前端。
点胶:它是将胶水滴到PCB的的固定位置上,其主要作用是将元器件固定到PCB板上。所用设备为点胶机,位于SMT生产线的最前端或检测设备的后面。
返修:其作用是对检测出现故障的PCB板进行返工。所用工具为烙铁、返修工作站等。配置在生产线中任意位置。
文章选自深圳稼稼晨科技发展有限公司,专业提供粘胶整体解决方案,中国粘胶第一品牌,欢迎转摘,转摘请注明作者和出处,谢谢!专业提供底部填充胶、UV胶、电子/电力灌封胶、环氧树脂结构胶、贴片红胶系列、继电胶、低温固化胶系列、风能叶片、汽车、飞机专用胶粘剂,参考地址:、
清洗:其作用是将组装好的PCB板上面的对人体有害的焊接残留物如助焊剂等除去。所用设备为清洗机,位置可以不固定,可以在线,也可不在线。
检测:其作用是对组装好的PCB板进行焊接质量和装配质量的检测。所用设备有放大镜、显微镜、在线测试仪(ICT)、飞针测试仪、自动光学检测。
(AOI)、X-RAY检测系统、功能测试仪等。位置根据检测的需要,可以配置在生产线合适的地方。
什么是SMT
SMT就是表面组装技术(表面贴装技术)(Surface Mounted Technology的缩写),是目前电子组装行业里最流行的一种技术和工艺。
(三)为什么要用SMT
电子产品追求小型化,以前使用的穿孔插件元件已无法缩小,电子产品功能更完整,所采用的集成电路(IC)已无穿孔元件,特别是大规模、高集成IC,不得不采用表面贴片元件。产品批量化,生产自动化,厂方要以低成本高产量,出产优质产品以迎合顾客需求及加强市场竞争力。电子元件的发展,集成电路(IC)的开发,半导体材料的多元应用。电子科技革命势在必行,追逐国际潮流。
贴装:其作用是将表面组装元器件准确安装到PCB的固定位置上。所用设备为贴片机,位于SMT生产线中丝印机的后面。
固化:其作用是将贴片胶融化,从而使表面组装元器件与PCB板牢固粘接在一起。所用设备为固化炉,位于SMT生产线中贴片机的后面。
回流焊接:其作用是将焊膏融化,使表面组装元器件与PCB板牢固粘接在一起。所用设备为回流焊炉,位于SMT生产线中贴片机的后面。