YK3150CNC2数控滚齿机样本
Y3150滚齿机使用说明书

Y3150EYM3150E使用说明书第Ⅰ分册第1 页前言1. 摘要本机床使用说明书由两册组成:第Ⅰ分册:机械、液压部分第Ⅱ分册:电气部分本说明书为第Ⅰ分册,提供关于Y3150E、YM3150E 滚齿机的规格、性能、操作的知识。
提供安全操作滚齿机需要的操作和保养方面的知识。
在使用机床前必须认真阅读。
本说明书为Y3150E、YM3150E 共用,由于两种机床的分齿运动及进给运动有部份参数和调整公式不同,以括号[ ]内数值表示YM3150E 的参数或公式,加以区别。
国外用户订购英制随机附件时,滚刀心轴规格以装箱单为准。
径向进给用英制标尺和刻度盘时,滚刀轴心线与工作台轴线有效中心距最小为1.2英寸,最大为15 英寸。
径向进给手柄1 转,径向移动0.1 英寸,刻度盘上每小格刻度值为0.001 英寸。
机床及其配套件都在不断的改进之中,只有随机所附的技术资料才能保证其正确性。
请务必在仔细阅读本说明书后,方允许开动机床。
由于错误操作和未按操作规则而引起的机床损坏,我方不承担任何责任。
如果本说明书中列有用户未订购的特殊部件,是由于说明书结构方面的原因,我们不可能把他们从中去掉。
用户不得因此要求我方另外免费供货。
机床不能同时达到所有规格参数极限,如果您需要在极限状态下使用,请选用其他规格或型号的机床。
机床到达用户所在地开箱时,请按随机附给的《装箱单》内容清点,如与《装箱单》内容或技术协议书要求的内容有差错,请及时与我厂联系。
共2 页Y3150EYM3150E使用说明书第Ⅰ分册第2 页本机床系列资料是供操作者及机床维修人员使用的,请注意保存、保密。
机床在工作中,若出现常见故障,请按本资料后面章节介绍的方法加以分析、排除。
若有无法理解或无法解除的故障,请及时与我厂取得联系,我们将给予大力支持。
重庆机床(集团)有限责任公司地址:重庆市巴南区道角邮编:400055电话:(023)62555290(023)62551452警告在读懂本说明书之前禁止开启、操作及维修机床。
金属切削机床第五章 Y3150E型滚齿机

机床轮廓尺寸(长度×宽度×高度) 2439mm×1272mm×1770mm
三、Y3150E型滚齿机的传动系统 如图5-12所示是Y3150E型滚齿机的传动系统图。
三、滚切斜齿圆柱齿轮时的运动和传动原理 如图5-7所示,斜齿圆柱齿轮轮齿端面上的齿形仍为渐开线,而 齿长方向则是一条螺旋线。
图5-7 斜齿圆柱齿轮
1.斜齿圆柱齿轮的形成 图5-8说明了滚切直齿和斜齿圆柱齿轮时,形成导线的差别。
图5-8 加工斜齿圆柱齿轮时,导线(螺旋线)的成形原理 →加工直齿圆柱齿轮时,展成运动的旋转方向
1)传动路线表达式及运动平衡方程式 展成运动传动链的传动路 线表达式如下:
2)换置公式 将u合=1代入运动平衡方程式,整理后可得换置机构 传动比ux的计算公式:
ux= × × = (5-3)
21≤≤142时,=;×= 143≤时,=;×=
(3)轴向进给运动传动链 传动链的两端件是工件和滚刀刀架,其 计算位移是:工件每转1转,滚刀刀架垂向移动f(mm)。 1工件××××××u进××3π=f
⇒或⇐加工斜齿圆柱齿轮时,工件附加运动的旋转方向 图中所表示的运动方向是根据使用右旋滚刀、且滚刀位于工件之前判定
2.加工斜齿圆柱齿轮所需的运动
设工件的导程为T,则当刀架直线移动T(mm)时,工件应在展成运动 传动链所要求的转动基础上附加一转,因此应在刀架与工件之间 建立运动联系,通过运动合成机构的差动作用使工件的转速加快 或减慢,这一传动联系称为差动传动链或附加运动传动链。
Y3150滚齿机使用说明书

YM3150E使用说明书第Ⅰ分册第1 页前言1. 摘要本机床使用说明书由两册组成:第Ⅰ分册:机械、液压部分第Ⅱ分册:电气部分本说明书为第Ⅰ分册,提供关于Y3150E、YM3150E 滚齿机的规格、性能、操作的知识。
提供安全操作滚齿机需要的操作和保养方面的知识。
在使用机床前必须认真阅读。
本说明书为Y3150E、YM3150E 共用,由于两种机床的分齿运动及进给运动有部份参数和调整公式不同,以括号[ ]内数值表示YM3150E 的参数或公式,加以区别。
国外用户订购英制随机附件时,滚刀心轴规格以装箱单为准。
给用英制标尺和刻度盘时,滚刀轴心线与工作台轴线有效中心距最小为1.2英寸,最大为15 英寸。
径向进给手柄1 转,径向移动0.1 英寸,刻度盘上每小格刻度值为0.001 英寸。
机床及其配套件都在不断的改进之中,只有随机所附的技术资料才能保证其正确性。
请务必在仔细阅读本说明书后,方允许开动机床。
由于错误操作和未按操作规则而引起的机床损坏,我方不承担任何责任。
如果本说明书中列有用户未订购的特殊部件,是由于说明书结构方面的原因,我们不可能把他们从中去掉。
用户不得因此要求我方另外免费供货。
机床不能同时达到所有规格参数极限,如果您需要在极限状态下使用,请选用其他规格或型号的机床。
机床到达用户所在地开箱时,请按随机附给的《装箱单》内容清点,如与《装箱单》内容或技术协议书要求的内容有差错,请及时与我厂联系。
共2 页Y3150EYM3150E使用说明书第Ⅰ分册第2 页本机床系列资料是供操作者及机床维修人员使用的,请注意保存、保密。
机床在工作中,若出现常见故障,请按本资料后面章节介绍的方法加以分析、排除。
若有无法理解或无法解除的故障,请及时与我厂取得联系,我们将给予大力支持。
重庆机床(集团)有限责任公司地址:重庆市巴南区道角邮编:400055电话:( 023)62555290(023)62551452警告在读懂本说明书之前禁止开启、操作及维修机床。
Y3150滚齿机使用说明书

YM3150E使用说明书第Ⅰ分册第1 页前言1. 摘要本机床使用说明书由两册组成:第Ⅰ分册:机械、液压部分第Ⅱ分册:电气部分本说明书为第Ⅰ分册,提供关于Y3150E、YM3150E 滚齿机的规格、性能、操作的知识。
提供安全操作滚齿机需要的操作和保养方面的知识。
在使用机床前必须认真阅读。
本说明书为Y3150E、YM3150E 共用,由于两种机床的分齿运动及进给运动有部份参数和调整公式不同,以括号[ ]内数值表示YM3150E 的参数或公式,加以区别。
国外用户订购英制随机附件时,滚刀心轴规格以装箱单为准。
给用英制标尺和刻度盘时,滚刀轴心线与工作台轴线有效中心距最小为1.2英寸,最大为15 英寸。
径向进给手柄1 转,径向移动0.1 英寸,刻度盘上每小格刻度值为0.001 英寸。
机床及其配套件都在不断的改进之中,只有随机所附的技术资料才能保证其正确性。
请务必在仔细阅读本说明书后,方允许开动机床。
由于错误操作和未按操作规则而引起的机床损坏,我方不承担任何责任。
如果本说明书中列有用户未订购的特殊部件,是由于说明书结构方面的原因,我们不可能把他们从中去掉。
用户不得因此要求我方另外免费供货。
机床不能同时达到所有规格参数极限,如果您需要在极限状态下使用,请选用其他规格或型号的机床。
机床到达用户所在地开箱时,请按随机附给的《装箱单》内容清点,如与《装箱单》内容或技术协议书要求的内容有差错,请及时与我厂联系。
共2 页Y3150EYM3150E使用说明书第Ⅰ分册第2 页本机床系列资料是供操作者及机床维修人员使用的,请注意保存、保密。
机床在工作中,若出现常见故障,请按本资料后面章节介绍的方法加以分析、排除。
若有无法理解或无法解除的故障,请及时与我厂取得联系,我们将给予大力支持。
重庆机床(集团)有限责任公司地址:重庆市巴南区道角邮编:400055电话:( 023)62555290(023)62551452警告在读懂本说明书之前禁止开启、操作及维修机床。
y3150型滚齿机课程设计
y3150型滚齿机课程设计一、课程目标知识目标:1. 学生能够理解y3150型滚齿机的基本结构组成及其工作原理,掌握相关术语和概念。
2. 学生能够描述滚齿机操作流程中的关键步骤和安全注意事项。
3. 学生掌握滚齿加工的基本工艺参数,并能解释各参数对加工精度的影响。
技能目标:1. 学生能够独立进行y3150型滚齿机的操作,包括开机、调试和关机等基本操作。
2. 学生能够正确设置滚齿加工的相关工艺参数,完成指定零件的滚齿加工。
3. 学生能够使用相关工具进行滚齿机常见故障的诊断与排除。
情感态度价值观目标:1. 学生通过实践活动,培养对机械加工专业的兴趣和认识,增强职业责任感。
2. 学生能够在小组合作中发展团队协作精神,尊重他人意见,提升沟通能力。
3. 学生通过严格遵循操作规程,培养安全生产意识,加强自我保护能力。
分析:本课程针对高年级机械加工及相关专业学生设计,结合课程性质和学生学习特点,以实践操作为主线,强化理论知识与实际应用相结合。
教学要求注重培养学生的动手能力与解决实际问题的能力,通过具体的操作实践,使学生达到理论与实践相结合,知识与技能共提升的教学效果。
课程目标分解为具体可衡量的学习成果,为教学设计和评估提供了明确的方向。
二、教学内容1. y3150型滚齿机结构组成:通过教材第二章内容,介绍滚齿机的各部件名称、作用及其相互关系。
- 主要部件的认识与了解- 机器结构示意图的识别与分析2. 滚齿机工作原理:结合教材第三章,讲解滚齿机加工齿轮的基本原理。
- 滚齿加工过程的描述- 常用滚齿方法与工艺比较3. 滚齿机操作流程与安全规程:依据教材第四章,详细讲解操作步骤及安全注意事项。
- 开机、调试与关机操作要领- 安全防护装置的正确使用4. 滚齿加工工艺参数设置:参照教材第五章,介绍工艺参数对加工精度的影响。
- 各类工艺参数的含义与调整方法- 加工精度分析及优化5. 故障诊断与排除:结合教材第六章,教授滚齿机常见故障的诊断与处理方法。
Y3150K滚齿机调整实验

Y3150K 滚齿机调整实验(2学时)一、实验目的:1、了解机床总布局、主要组成部分、各操纵机构的功用。
2、分析Y3150K 型滚齿机的传动系统,掌握各传动链的相互依赖和制约关系。
3、了解滚刀结构,掌握滚齿时切削用量的选择方法与调整步骤。
4、了解齿坯的定位、装卡方法,掌握挂轮的计算、安装方法、介轮的使用。
5、了解有关的齿轮检验项目、精度要求及使用的工具。
二、实验设备:1、Y3150K 滚齿轮机一台。
2、滚刀一把。
3、石蜡齿坯一个。
4、千分表、磁性表等各一只。
5、齿厚测量卡尺一把(或公法线长度测量千分尺一把)6、300mm 卡尺一把三、实验原理及内容1、主轴转速的选择及调整: 切削速度可根据下面公式计算:1000n D V 刀切=⋅π转/分其中:D为滚刀直径(毫米),n 刀为主轴转速(转/分)。
选择切削速度时应注意以下几点:(1)粗切一般低切削速度大走刀量;精切一般用高切削速度,小走刀量。
(2)被加工齿轮齿数较少时应选择V 切低一些。
V 切确定后即可根据下面公式计算主轴转速: DV 1000N ⋅π⋅切刀=转/分表3-1 高速钢滚刀的切削速度(滚刀主轴转数:40、50、63、100、125、200、250rpm )2、分齿挂轮的计算和调整,分齿挂轮按下面公式计算:Z K48d b c a 48;24.f e K Z143ZK24d b c a ;36f ,36e ;142KZ21ZK12d b c a 24;f 48,e 20KZ5=⋅⋅==≤=⋅⋅==≤≤=⋅⋅==≤≤;当:当:;当:上式中K 为滚刀头数;Z 为工件齿数。
加工直齿圆柱齿轮时,应在轴IX 上装短齿离合器M 1; 加工斜齿圆柱齿轮时,应在轴IX 上装上长齿离合器M 2;由于使用差动机构,所以轴IX 的旋转方向改变了,这时分齿挂轮应按图3-1搭配。
3、轴向进给量的调整:轴向进给量一般在0.5—3mm/转范围选取。
根据刀具与工件材料按金属切削手册选定轴向进给量。
Y3150E使用说明书(含结构图)
机床的运输、安装、装配、拆卸、重新装配、试车、操作和维护(检测、保养、检修等)都需要经过培养的专业人员来进行。这些人员必须阅读掌握本说明书内的相关操作规则。
■机床的操作
必须确保机床处于正确状态,特别是必须在符合安全规则后,方可进行操作。
■机床或部件的更换
如果涉及机床的安全性,未经机床生产厂授权,不允许进行设计外的修改、更换或添加其它设备或装置。
精品学习资料收集网络如有侵权请联系网站删精品学习资料收集网络如有侵权请联系网站删精品学习资料收集网络如有侵权请联系网站删精品学习资料收集网络如有侵权请联系网站删精品学习资料收集网络如有侵权请联系网站删精品学习资料收集网络如有侵权请联系网站删541采用轴向进给方式加工斜齿圆柱齿轮时差动链的调整计算542采用轴向进给方式加工质数直齿圆柱齿轮时差动链的调整计算543采用轴向进给加工大于100齿的质数及其整数倍数斜齿圆柱齿轮时差动链的调整计算55精品学习资料收集网络如有侵权请联系网站删精品学习资料收集网络如有侵权请联系网站删精品学习资料收集网络如有侵权请联系网站删精品学习资料收集网络如有侵权请联系网站删精品学习资料收集网络如有侵权请联系网站删精品学习资料收集网络如有侵权请联系网站删825用无差动滚切加工大螺旋角斜齿圆柱齿轮的调整计算
■安全防护条例
Y3150E和YM3150E机床操作安全可靠,它已遵循最新颁布实施的《机床安全防护通用技术条件》、《设备安全规则》等各种工程标准和安全标准。
■操作及维护
操作、维护不当,将导致机械危险、触电危险或损坏机床部件。安装过程中,不要在机床的工作区域内遗留任何工具、刀具及其它杂物等。否则,可能会损坏机床部件。必须取下机床控制面板上和电箱上的带锁开关的钥匙。未经许可的人员不能使用这些钥匙。
Y3150滚齿机使用说明书
YM3150E使用说明书第Ⅰ分册第1 页前言1. 摘要本机床使用说明书由两册组成:第Ⅰ分册:机械、液压部分第Ⅱ分册:电气部分本说明书为第Ⅰ分册,提供关于Y3150E、YM3150E 滚齿机的规格、性能、操作的知识。
提供安全操作滚齿机需要的操作和保养方面的知识。
在使用机床前必须认真阅读。
本说明书为Y3150E、YM3150E 共用,由于两种机床的分齿运动及进给运动有部份参数和调整公式不同,以括号[ ]内数值表示YM3150E 的参数或公式,加以区别。
国外用户订购英制随机附件时,滚刀心轴规格以装箱单为准。
给用英制标尺和刻度盘时,滚刀轴心线与工作台轴线有效中心距最小为1.2英寸,最大为15 英寸。
径向进给手柄1 转,径向移动0.1 英寸,刻度盘上每小格刻度值为0.001 英寸。
机床及其配套件都在不断的改进之中,只有随机所附的技术资料才能保证其正确性。
请务必在仔细阅读本说明书后,方允许开动机床。
由于错误操作和未按操作规则而引起的机床损坏,我方不承担任何责任。
如果本说明书中列有用户未订购的特殊部件,是由于说明书结构方面的原因,我们不可能把他们从中去掉。
用户不得因此要求我方另外免费供货。
机床不能同时达到所有规格参数极限,如果您需要在极限状态下使用,请选用其他规格或型号的机床。
机床到达用户所在地开箱时,请按随机附给的《装箱单》内容清点,如与《装箱单》内容或技术协议书要求的内容有差错,请及时与我厂联系。
共2 页Y3150EYM3150E使用说明书第Ⅰ分册第2 页本机床系列资料是供操作者及机床维修人员使用的,请注意保存、保密。
机床在工作中,若出现常见故障,请按本资料后面章节介绍的方法加以分析、排除。
若有无法理解或无法解除的故障,请及时与我厂取得联系,我们将给予大力支持。
重庆机床(集团)有限责任公司地址:重庆市巴南区道角邮编:400055电话:( 023)62555290(023)62551452警告在读懂本说明书之前禁止开启、操作及维修机床。
2212YK3150滚刀主轴部件设计分解

YK3150滚刀主轴部件设计1绪论1.1 YK3150E数控滚齿机开发的背景和问题的提出自20世纪80年代后期以来,我国机床行业已朝着数控方面深入地发展,特别是进入九十年代后,机床的数控化标志着机床行业进入了一个新的时代。
北京国际机床博览会统计数据表明,80年代末第一届北京机床展览的数控机床仅为5%比例,到2003年国际机床博览会上几乎除专用设备外全都为数控机床。
作为齿轮加工机床的数控滚齿机。
我国自八十时代开发以来,无论从品种的类型上还是功能复合上都得到了长足的发展。
特别是近十多年以来,以汽车工业为龙头的相关支柱型产业更是把齿轮加工机床数控化发展推向了一个新的高度。
其中尤其对数控高效滚齿机的需求显得十分突出。
重庆机床厂作为我国齿机机床生产的骨干企业,在2000年,瞄准这一市场的需求潜力,为填补国内高效,高速、高刚性数控滚齿机床的空白,组织人力物力,在国内汽车行业,军工行业,进行了深入细致的调查,成功开发出了YK3150E数控滚齿机。
1.2 数控滚齿机开发的意义和必要性随着载重汽车,工程机械,船开发,电梯及军工行业中对齿轮的加工精度、质量和效率的要求不断提高,特别是在这些行业中经常遇见 4~8 模数的直齿、斜齿、花键、小锥度、鼓形齿轮等的加工问题,开发一档数控高效全新型滚齿机床,更好地满足该行业对齿轮的精度和效率的需求,为我国制齿行业提供坚实的基础设备显得迫切而必要。
其意义和必要性主要有如下几个方面:1、加速数控高效滚齿机床向产业化发展目前在国内齿轮行业中,以轻型,标准类型普通数控滚齿机的产品占绝大多数,真正意义上的数控(稳定切削全面达到国标7 级精度)高效、强力,高刚性,能实现一刀切削中等模数的数控高精度滚齿机尚为空白,这档机床的研制成功,无疑会加速数控滚齿机的系列化,标准化、模块化的进一步发展,从而推动数控机床在制齿行业的产业化发展。
2、提高企业的市场竞争能力和经济效益率先将独有的数控高效滚齿机的产品推向市场,不仅可以占有更大的市场份额,提高竞争能力,而且在此制造行业中带来巨大的市场利润,给后续的数控高效的发展带动无尽的动力。
2YK3150E数控滚齿机主轴主件总体设计

2 总体设计2.1 总体设计要求为了使YK3150数控高效滚齿机适合汽车尤其是重型汽车,工程机械,船舶工业等齿轮行业的需要,以满足4—8 模数,一刀全齿深切削,稳定达到GB10095—2001 的7级精度要求,YK3150E 数控机床主轴的各项性能指标必须达到下列设计要求:1、滚刀主轴速度范围能适应采用单、双头或多头滚刀进行高速、高效滚齿加工。
2、为了达到高速、高效的滚齿要求,滚刀刀杆采用自动夹紧,自动放松,以及快卸螺母锁紧滚刀的刀架结构。
3、刀架主轴的轴承结构需采用高刚性,高精度方式,其主轴轴承采用高精度滚动轴承,主运动采用二级齿轮传动,未端应采用消除齿轮副间隙结构的传动,以保证切削刚性。
2.2数控滚齿机加工原理方案设计2.2.1 普通滚齿机加工原理滚切直齿圆柱齿轮的加工原理图普通滚齿机加工原理可用上图表示。
根据展成法加工原理,滚刀转一转,工件必须严格地转K/Z 转。
其中Z 为被加工齿轮的齿数,k 为滚刀的头数。
从图3.1中可以看出,必须保证B1和B2之间的严格传动比关系,这条传动链简称滚齿的内链。
在图中该内链的传动路线为:B1—4—5—i x—6—7—B2(工件)。
而形成直线导线的运动则是滚刀架沿工件轴线方向的垂直进给运动,即:工件—7—8—i s—9—10—刀架升降丝杆—刀架。
此外滚刀的旋转及调速由主传动链电机—1—2—i v—3—4—B1提供。
因而要进行加工圆柱齿轮所需传动链至少有三个链,即一个展成运动内链,两个执行简单运动的外链。
2.2.2 数控滚齿机加工原理数控滚齿机的加工原理图数控滚齿机的加工原理方案如图所示,其内链B1 与B2 传动比关系仍然遵循展成法加工原理,但数控滚齿机严格传动比关系不是通过调整机械传动比来实现,而是通过数控技术的“电子齿轮箱”来严格保证,实现展成运动。
“A”、“B1”、“B2”运动分别用单独的伺服电机进行控制,它们之间没有任何机械的联系,而由数控系统进行计算控制来实现滚齿展成加工。
Y3150型滚齿机

一、Y3150的主要组成部件
挂轮箱
机电设备
工作台和后立柱在同一溜板上,沿床身水平导轨径向移动,以调整轮齿 的切削深度。
一、Y3150的主要组成部件
挂轮箱
机电设备
后立柱上的支架可支承工件心轴,提高心轴的支承刚度。
二、Y3150的主要技术规格
最大加工直径 500mm 最大加工模数 8mm 最大齿坯宽度 250mm 工件最少齿数 Z=5K(K为滚刀头数) 刀具最大尺寸 直径 160mm 长度160mm 主电机 4KW 1430rpm 机床重量 4300KG 主轴转速 9级 40-250r/min 刀架垂直进给量 12级 0.4-4mm/r 刀架最大回转角度 ±240° 外形尺寸 244×136 ×180mm
❖ 方向:电机方向变换 ❖ 手柄P3置于“快速移动”位置
机电设备
三、Y3150机床的传动系统
机电设备
思考题
机电设备
在滚齿机上滚切斜齿圆柱齿轮时, 附加运动和垂直进给运动传动链的两端 件都是工作台和刀架, 这两条传动链是否可以合并为一条传动链,为什么?
不能合并为一条传动链。 虽然附加运动和垂直进给运动传动链的两端件都是工作台和刀 架, 但两条传动链中具有合成机构,合成机构的两个输入端分别刀架的 旋转运动与刀架的垂直运动,这是刀架的两种完全不同的运动,其 计算位移不同。
a1/b1——轴向进给挂轮;
u17-18——轴17-18间的可变传动比,共三种: u17-18 49/35;
30/54;39/45
三、Y3150机床的传动系统
机电设备
➢附加运动传动链
❖ 两端件:滚刀刀架----工作台(工件附加转动) ❖ 计算位移:刀架沿工件轴向移动一个螺旋线导程S时,工件应附加
Y3150E滚齿机床结构传动分析

Y3150E 滚齿机床结构传动分析一、实验目的1、了解机床用途,主要技术参数,主要部件的布局及相对运动关系。
2、通过加工一斜齿圆柱齿轮,熟悉滚齿机的换置计算和调整方法,并进行机技术应用。
3、学习滚齿机的传动系统和工作原理。
二、Y3150E 滚齿机的主要技术规格与附件: 1、加工规范:①工件最大直径 500mm ②工件最大模数 8mm ③最大加工宽度 250mm ④工件最少齿轮5)( 滚刀头数最少K Z2、刀架①刀具最大直径 160mm ②刀具最大长度 160mm ③刀架最大回转角度 240 ④刀具最大轴向移动量 55mm⑤刀架垂直快速移动速度 0.5325公尺/分 ⑥刀架垂直手移动每转移动量 0.75mm 3、工作台①工作轴心到刀具轴心间的距离最大330mm最小30mm ②工作台面到刀具轴心间的距离最大535mm最小235mm③工作台直径 510mm ④工作台液压快速移动距离 50mm ⑤工作台水平手移动每转移动量 2mm ⑥工作台工件用心轴直径 30mm 4、变换齿轮四、机床的调整计算1、切削速度传动链(电机—滚刀) 其调整公式:583.124刀n U B Au =⨯=n 刀——滚刀转速(转/分)dVn π1000=刀V=切削速度 d=滚刀直径滚刀切削速度是根据刀具材料、工件材料及其粗、精加工的要求等来确定的,现将高速钢滚刀的切削范围列表如下,以供参考。
由公式dVn π100=刀计算得的结果,如与上图表中转速不符,可选择与结果相近的一级主轴转速。
除上述计算法求A 、B 挂轮外,还有根据切削速度V ,查切削速度计算图的方法求A 、B 挂轮。
切削速度计算图在机床使用说明内。
2、分齿(范成)运动传动链根据加工过程中滚刀每旋转一周,工作转过ZK转,推出其调整公式: ZKf e d c b a u 24⨯=⨯=K ——滚刀头数 Z 刀——工件齿数当5≤Z 工/K ≤20时,取e=48 f=24 当21≤Z 工/K ≤142时,取e=36 f=36 当143≤Z 工/K 时,取e=24 f=48除上述计算求a 、b 、c 、d 外,机床实验指导书附表中还可用查表法求a 、b 、c 、d ,方法简单、准确。
Y3150E使用说明书(含结构图)
国外用户订购英制随机附件时,滚刀心轴规格以装箱单为准。径向进给用英制标尺和刻度盘时,滚刀轴心线与工作台轴线有效中心距最小为1.2英寸,最大为15英寸。径向进给手柄1转,径向移动0.1英寸,刻度盘上每小格刻度值为0.001英寸。
9.1刀架主轴轴承的调整…………………………………………9-1页
9.2工作台轴承的调整……………………………………………9-2页
9.3注意事项……………………………………………………….9-3页
1安全规则
根据国家标准GB1576-2004《金属切屑机床安全防护通用技术条件》
1.1禁止的操作
(1)操作机床时禁止带手套或穿宽松衣服,否则有被卷进去的危险,从而使操作者受伤。
■若因保养或检修的需要,必须对机床的某些部分进行更改时,请首先确保原来的安全性不被破坏,建议在做这些工作时咨询机床生产
厂家。
■未经授权而更换紧急停止装置,此行为所带来的后果,我方不承担任何责任。
■特别注意:只有将机床的操作手柄置于手动位置,且手动方头处于静止时,才能进行调试操作。在机床进入自动工作方式前,必须将各种手动工具取下。否则,将会给你的身体带来伤害。
1.3.4保持机床的整齐和清洁………………………………..…1-6页
1.3.5使用润滑油、润滑脂的选择………………………………..…...….1-6页
2.术语的检索表…………………………………………………2-1页
3.机床介绍………………………………………………………3-1页
3.1机床特点及主要技术规格参数…………………………….3-1页
机床及其配套件都在不断的改进之中,只有随机所附的技术资料才能保证其正确性。
Y3150E滚齿机调整
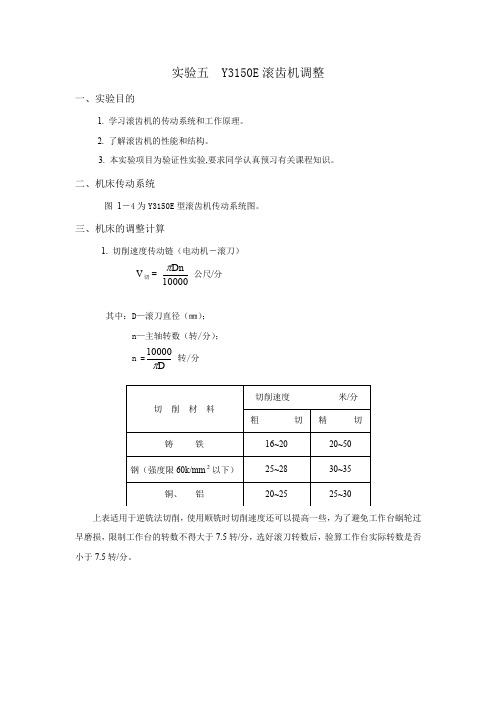
实验五 Y3150E 滚齿机调整一、实验目的1. 学习滚齿机的传动系统和工作原理。
2. 了解滚齿机的性能和结构。
3. 本实验项目为验证性实验,要求同学认真预习有关课程知识。
二、机床传动系统图 1-4为Y3150E 型滚齿机传动系统图。
三、机床的调整计算1. 切削速度传动链(电动机-滚刀) V 切= 10000Dnπ 公尺/分其中:D —滚刀直径(㎜); n —主轴转数(转/分); n =Dπ10000转/分上表适用于逆铣法切削,使用顺铣时切削速度还可以提高一些,为了避免工作台蜗轮过早磨损,限制工作台的转数不得大于7.5转/分,选好滚刀转数后,验算工作台实际转数是否小于7.5转/分。
n 1=zkn刀≤7.5公尺/分其中:n1—工作台转数;K —滚刀头数;z —被加工齿轮齿数。
V切=1000刀nD公尺/分其中:D—滚刀直径(㎜);n 刀为主轴转数(转/分); n 刀=DV ∙π切1000 转/分上表适用于逆铣法切削,使用顺铣时切削速度还可以提高一些,为了避免工作台蜗轮过早磨损,限制工作台的转数不得大于7.5转/分,选好滚刀转数后,验算工作台实际转数是否小于7.5转/分。
n 1= zkn ∙刀 ≤7.5公尺/分其中:n 1—工作台转数; K —滚刀头数; z —被加工齿轮齿数。
主 轴 转 数 表2. 分齿挂轮计算与调整根据滚刀头数K 和工件Z 进行调整 当5≤KZ 1≤20时,取e=48,f=24; 当21≤KZ 1≤142时,取e=36,f=36; 当143≤KZ r 1时,取e=24,f=48。
式中e,f 挂轮是一对“结构性挂轮”,根据被加工齿轮齿数选取。
3. 轴向进给量的调整公式:πμμ4608.011fx b a f ==进给箱差动挂轮链的计算和调整当加工螺旋齿轮时,应根据齿轮的法向模数m 法和螺旋角β调整差动挂轮,其调整公式为μ附加=Km d c b a ∙=∙法βsin 355615.82222采用轴向进给方式加工斜齿圆柱齿轮时差动链的调整计算,此时差动链丝给予工作台的补偿运动是±一转。
Y3150型滚齿机的调整

二、加工螺旋圆柱齿轮的调整计算
➢附加运动传动链
机电设备
式中的“±’’与传动比的大小无关,只说明要根据被加工齿轮的螺旋方 向调整附加运动的方向,如采用逆滚加工时,即刀具从上向下走刀,切右旋 齿轮,工作台应逆时针旋转,切左旋齿轮,工作台应顺时针旋转,当方向不 符合要求时,可调整a2、b2之间的介轮。
还应该注意的是在加工螺旋齿圆柱齿轮时,若分多次走刀,则每次走刀 后、必须点动快速电机使刀架返回到原来位置。绝不允许中途将展成运动和 附加运动的挂轮及离合器脱开,否则将会使工件产生乱牙,即出现破坏螺旋 齿的现象,严重时还会造成刀具和机床的损坏。
1、加工直齿圆柱齿轮
加工直齿圆柱齿轮时无附加运 动,所以要装直径较小的牙嵌式离 合器M1。通过离合器的端面齿和孔 内的键槽将转臂套筒与轴X连成一体, 使四个锥齿轮之间无相对运动,因 此当展成运动从Z56输入时,整个合 成机构像一个整体一样随齿轮Z56同 速、同向转动,所以合成机构的传 动比为u合=1。
➢附加运动传动链
❖ 两端件:滚刀刀架—工作台(工件附加转动) ❖ 计算位移:刀架沿工件轴向移动一个螺旋线导程TZ时,工件应附加转±1
转。 ❖ 运动平衡式为:
二、加工螺旋圆柱齿轮的调整计算
➢附加运动传动链
机电设备
附加运动传动链也是内联系传动链,因此选择配换挂轮时要尽可能保证 传动比准确,以减少被加工齿轮的齿向误差。
➢垂直进给运动传动链
机电设备
垂直进给运动传动链也不需进行计算,可根据选择的进给量f查垂直进 给挂轮配换表,从中得到a1/bl挂轮的齿数与变速箱中变速组的传动比。
二、加工螺旋圆柱齿轮的调整计算
机电设备
➢主运动传动链
同加工直齿圆柱齿轮
➢展成运动传动链
Y3150型滚齿机的调整
一、加工直齿圆柱齿轮的调整计算
机电设备
➢展成运动传动链
❖ 两端件 滚刀主轴(滚刀转动)——工作台(工件转动) ❖ 计算位移:滚刀主轴——工件 1转——k/z转 ❖ 运动平衡式为:
1 u 80 28 28 28 42 20 28 28 28 56
合1
eac f bd
1 72
k z
加工直齿圆柱齿轮时,式中的u合1=l。代入上式化简后得
式中的符号说明运动合成机构输出轴IX的旋转方向与离合器M1的旋向 相反,所以安装展成运动挂轮时,要按机床说明书要求增、减介轮,计算 挂轮齿数时不考虑。
二、加工螺旋圆柱齿轮的调整计算
机电设备
➢垂直进给运动传动链
加工螺旋齿圆柱齿轮时,垂直进给运动传动链的调整计算与加工直齿圆 柱齿轮时的调整计算相同,应该注意的是进给量f的选择要比加工直齿时的 f小一些,因为螺旋齿的齿向进给量要比直齿的大。
➢附加运动传动链
❖ 两端件:滚刀刀架—工作台(工件附加转动) ❖ 计算位移:刀架沿工件轴向移动一个螺旋线导程TZ时,工件应附加转±1
转。 ❖ 运动平衡式为:
二、加工螺旋圆柱齿轮的调整计算
➢附加运动传动链
机电设备
附加运动传动链也是内联系传动链,因此选择配换挂轮时要尽可能保证 传动比准确,以减少被加工齿轮的齿向误差。
三、机床传动链调整计算实例
机电设备
例2、见滚齿机传动系统图,在Y3150E型滚齿机上加工,Z=28,M =2mm的 直齿圆柱齿轮,试分别给出主运动、展成运动和垂直进给运动的挂轮。 (1)切削用量V=28m/min f=0.87mm/r (2)滚刀尺寸参数Φ70mm,λ= 36,’M=2mm,K=1 (3)不考虑挂轮啮合条件和齿向误差。
Y3150E型滚齿机毕业设计
Y3150E型滚齿机毕业设计摘要 (1)Y3150E型滚齿机刀架系统 (1)第一章绪论 (3)1.1滚齿机国外研究现状 (3)1.2 滚齿机研制技术的发展趋势 (4)第二章滚齿机总体设计 (6)2.1滚齿机总体方案设计 (6)2.2 拟定传动方案设计 (6)2.3 确定详细传动方案 (8)2.4 滚齿机各部件方案设计 (9)2.4.1 床身设计 (9)2.4.2 主传动箱设计 (9)2.4.3 刀架立柱设计 (10)2..4.4 滚刀牙箱设计 (10)2..4.5 工作台设计 (10)2..4.6 外支架设计 (10)第三章滚刀箱结构设计 (11)3.1滚刀箱的特性 (11)3.2滚刀箱的结构设计 (11)3.2.1 滚刀箱的功能结构分析 (11)3.2.2 滚刀箱的壁厚 (12)3.3 滚刀箱的设计计算 (12)3.3.1 斜齿轮的设计 (12)3.3.2 滚刀心轴的结构设计 (17)第四章刀架底座部件设计 (19)4.1 工作要求 (19)4.2窜刀运动与工件轴旋转的联动关系 (19)4.3刀架底座部件的结构特点 (19)4.4动力参数设计 (20)4.4.1滚齿机切削力的关系及坐标变换 (20)4.4.2 等效负载转矩计算 (22)4.4.3 等效转动惯量的计算 (23)4.4.4 加速度扭矩的计算 (24)4.5滚柱丝杠副支承设计技术研究 (25)4.5.1 滚动轴承的选择 (25)4.5.2 支承形式设计 (25)4.5.3丝杠的预拉伸设计 (25)4.6 滚刀轴部件锁紧的实现 (27)第五章滚刀箱形状和尺寸的确定 (30)第六章结束语 (31)参考文献 (32)致谢 (33)附录1 (34)摘要Y3150E型滚齿机刀架系统齿轮加工正朝着环保、高效、高精度及无屑加工方向发展,齿轮加工机床正朝着全数控、功能复合、柔性、自动化、安全性及网络化方向发展。
传统机械式滚齿机传动结构异常复杂、传动效率低、传动精度差、磨损严重、切削速度低,在各方面都不能满足现代滚齿机的性能要求;普通全数控滚齿机虽然具有全数控化、柔性好、安全的特点,但是机械传动环节的存在始终限制其加工速度的提升,不能适应干式切削的需要。
电子教案-Y3150E滚齿机加工、调整
§4.4Y3150E滚齿机加工、调整
→知识点:
掌握:滚齿机加工调整方法
→讲授内容:
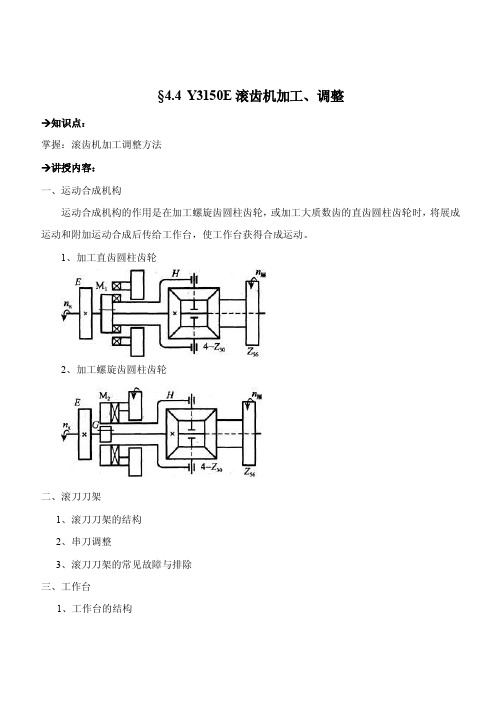
一、运动合成机构
运动合成机构的作用是在加工螺旋齿圆柱齿轮,或加工大质数齿的直齿圆柱齿轮时,将展成运动和附加运动合成后传给工作台,使工作台获得合成运动。
1、加工直齿圆柱齿轮
2、加工螺旋齿圆柱齿轮
二、滚刀刀架
1、滚刀刀架的结构
2、串刀调整
3、滚刀刀架的常见故障与排除
三、工作台
1、工作台的结构
2、工件的安装
3、工作台的常见故障及排除
四、加工大质数齿轮、涡轮的调整计算
1、加工大质数直齿圆柱齿轮的调整计算
1)加工原理
2)传动链的调整计算
2、加工涡轮的调整计算
注:上课内容利用多媒体课件进行讲解。
思考题
加工大质数直齿圆柱齿轮的加工原理是什么?。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
235~535
外支架顶尖至工作台面距离
Distancefromouter bracketcentertoworktable
mm
335~566
最大装刀(直径×长度)
Maxsize of hob D×L
mm
160×160
滚刀移位行程
Hob shifting distance
mm
CNC255(手动manual)
加工鼓形齿轮鼓形量
Turvature radius of the drum gear
0.5/100~5/100
加工锥度齿轮锥度
Taber angle of subulate gear
°
1--12
主电机功率
Main motor power
kw
4
电机总容量
Total mtor power
KW
10.1
外形尺寸(长×宽×高)
110×90×220
净重/毛重
Net weight/gross weight
kg
5000/6000
备注:机床标准配置:主机φ22、φ27、φ32刀杆各一套,标准挂轮1套,专用工具1套。
Remarks:Standarde equipment:main machine, each one set ofφ22、φ27、φ32hob shank, one
Overall dimension (L×W×H)
cm
259×156×183
主机外包装箱(长×宽×高)
Machinepacking case dimension (L×W×H)
cm
296×177×225
电箱外包装箱(长×宽×高)
Boxespacking case dimension (L×W×H)
cm
YK3150CNC2数控滚齿机
YK3150CNC2CNC Gear Hobbing Machine
产品特点:
能加工直齿/斜齿圆柱齿轮、花键、鼓形齿轮、小锥度齿轮、蜗轮等;
三菱数控系统及伺服驱动,系统可靠,操作简单;
刚性好、工作可靠、精度稳定;
可采用顺铣或逆铣;
一次或多次方框循环,自动化工作;
பைடு நூலகம்适用于汽车、农机、机车、石油、矿山、冶金机械、轻工、纺织机械等行业。
°
±45
工作台最高转速
Max speed of worktable
r/min
16
主轴转速
Speed of spindle
rpm
40~250
轴向进给速度
Spindle range of feeds
mm/min
0.5-25(无级)
径向进给速度
Radial feed speed
mm/min
0.05-8(无级)
set of standard chang gear,one set ofspecial tools.
产品改进不另行通知,根据用户需要可提供变型机床或专机。
轴向、径向快速移动速度
Axis / radial rapid travel speed
mm/min
560
刀具中心至工作台中心距离
Distancefrom the hobcentertoworktablecenter
mm
30~330
刀具中心至工作台面距离
Distancefromthe hobcentertoworktablesurface
主要技术参数Main technical specifications
项目
Description
Parameter
YK3150CNC2
工件最大直径
Max. diameter of workpiece
mm
500
最大模数
Max. module
mm
8
加工齿数
Teeth number
6--100
最大螺旋角
Max. helix angle