曲面加工技巧
数控机床加工光滑曲面的方法与技巧
数控机床加工光滑曲面的方法与技巧数控机床在现代制造业中的应用越来越广泛,能够高效精确地加工各种复杂曲面。
在数控机床加工光滑曲面时,为了获得更好的加工质量,需要掌握一些方法与技巧。
本文将介绍数控机床加工光滑曲面的方法与技巧。
首先,精确的CAD模型是数控机床加工光滑曲面的基础。
在开始加工之前,需要进行充分的准备工作,包括编写精确的加工程序和制定合理的工艺流程。
CAD模型应当包含完整的曲面信息,并且符合设计要求,以保证加工后的曲面与设计一致。
其次,选择合适的刀具和加工参数是关键。
刀具的选用要根据曲面的形状、材料特性等因素进行合理选择。
对于复杂曲面的加工,往往需要使用切削刀具和球头刀具等特殊刀具。
同时,要根据曲面的材料硬度和切削速度等因素,合理选择刀具的转速和进给速度。
第三,合理的加工路径是保证光滑曲面加工质量的关键。
在数控机床加工光滑曲面时,采用合理的加工路径可以减少加工误差和表面粗糙度。
一般来说,可以采用等分法、等高线法等方法确定加工路径。
另外,需要注意避免切削过程中的碰撞和干涉。
第四,控制切削力和温度对光滑曲面加工也很重要。
过大的切削力和温度会导致曲面粗糙度增加和尺寸偏差增大。
因此,在加工中要合理选择刀具材料、润滑剂和切削液等,并且根据具体情况控制切削速度、进给量和切削深度等参数。
最后,加工过程中的检测和修磨是保证光滑曲面质量的关键环节。
在加工完成后,需要对加工曲面进行检测,包括表面粗糙度、尺寸偏差等方面的测量。
根据检测结果,可以采取相应的修磨措施,如刀具修磨、研磨等,以获得更好的加工质量。
总之,数控机床加工光滑曲面需要掌握一些方法与技巧。
在加工前准备工作中,需要有精确的CAD模型和合理的加工程序。
选择合适的刀具和加工参数,以及合理的加工路径,可以保证加工质量。
同时,控制切削力和温度,以及进行检测和修磨,都是提高光滑曲面加工质量的重要环节。
只有综合运用这些方法与技巧,才能够加工出精确、光滑的曲面,满足现代制造业对产品质量的要求。
曲面精加工的基本方法

曲面精加工的基本方法
曲面精加工那可是个超厉害的工艺呢!咱先说说步骤哈。
首先得有精确的模型吧,就像画家得有张好画布一样。
然后选择合适的刀具,这可不能马虎,要是刀具选不好,那可就像战士上战场没带好武器一样糟糕。
接着就是设置加工参数啦,速度、进给啥的都得恰到好处,不然加工出来的曲面能好看吗?
注意事项也不少呢!一定要保证工件的固定牢固,不然加工的时候乱动,那可就完蛋了。
还有刀具的磨损情况得时刻关注,不然等发现的时候可能就晚啦。
加工过程中得时刻留意加工状态,这就跟开车得时刻看着路一样重要。
说到安全性和稳定性,那可太重要啦!设备得定期检查维护,这就跟人得定期体检一样。
操作的时候一定要严格按照规程来,不然出了事儿可不得了。
加工过程中要是有异常情况,赶紧停下,可别硬着头皮干。
曲面精加工的应用场景那可多了去了。
汽车零部件、航空航天零件,这些不都得靠曲面精加工嘛。
它的优势也很明显啊,能加工出超级光滑的曲面,这就像给产品穿上了一件漂亮的外衣。
而且精度高,能满足各种高要求的场合。
我给你说个实际案例哈。
有一次给一个汽车发动机零件做曲面精加工,哇塞,加工出来的效果那叫一个棒。
表面光滑得跟镜子似的,尺寸精度也超高。
这要是没曲面精加工,那零件能这么完美吗?
曲面精加工就是这么牛,能让产品变得超级棒,大家一定要重视起来呀。
复杂曲面的加工方法

GP7200
2.数控加工
复杂曲面的数控加工主要包括三个方面: 1.曲面造型 2.数控编程 3.数控机床加工
曲面加工刀具轨迹步长算法
1.等步长法: 包括等参数步长和等距离步长,为满足加工精度,通常参 数步长取值偏于保守,所以计算点位信息多。 2.步长筛选法 先以等步长法对刀具轨迹密集离散,然后根据各点的实际 误差删除不必要的点。 3.补偿估计法 根据当前刀具接触点的局部几何形状与走刀方向来估计满 足精度要求的步长,再由此确定下一刀位点的位置。
im =sin a +cos n (sin sin ) 2 v
2 2
1
rp r R1 n (R2 - R1) (n - cos im )
刀具轨迹生成方法
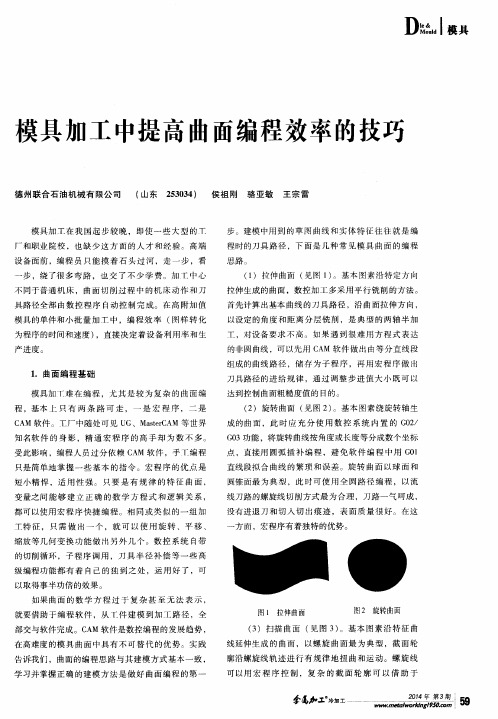
1.参数线法 是以被加工曲面的参数线 作为刀具接触点路径来生成刀 具轨迹。曲面的参数方程为:
2.1曲面造型
2.1.1曲线曲面基本理论
自由曲线是指不能用直线、圆弧和二次曲线描述的任意形 状的曲线。 自由曲面是指不能用基本立体要素(如棱柱、棱锥、球、 有界平面等)描述的呈自然形状的曲面。
2.1.2曲面造型方法
复杂曲面造型常用的方法主要有Coons曲面、Bezier曲面 和B样条曲面三类。 由于NURBS曲面方便灵活,具有强大的形状描述能力, 被国际标准化IS0组织在STEP(工业产口数据交换)标准中定义 为描述产品形状的主要数学方法。 NURBS曲线曲面造型技术在许多商业化的CAD/CAM软件 中得到了成功的应用,如UG、PROE等。
曲面铝板加工工艺

曲面铝板加工工艺【曲面铝板加工工艺】一、引言在当今的建筑和制造业中,曲面铝板以其独特的造型和优异的性能,成为了众多设计师和工程师的宠儿。
其实啊,这曲面铝板可不是凭空出现的,它背后有着一套精妙的加工工艺。
今天,咱们就来好好聊聊这神奇的曲面铝板加工工艺。
二、历史1. 早期探索其实啊,曲面铝板的应用可以追溯到很久以前。
在早期,由于技术的限制,对于铝板的曲面加工还处于一个比较初级的阶段。
那时候,想要做出曲面的铝板,可真是费了好大的劲。
比如说,就像咱们小时候手工制作一个不太规则的泥碗一样,全靠手工一点点地去塑造,效率低不说,形状也不太精准。
2. 技术发展随着工业技术的不断进步,曲面铝板加工工艺也迎来了春天。
各种先进的机械设备和加工技术被引入,使得曲面铝板的生产变得更加高效和精确。
说白了就是,从以前的“纯手工打造”慢慢变成了有机器帮忙的“半自动化生产”,这可大大提高了生产的速度和质量。
3. 现代应用到了现代,曲面铝板在建筑领域的应用那叫一个广泛。
像那些造型独特的摩天大楼、艺术中心,很多都用到了曲面铝板。
举个例子,咱们熟悉的某个地标性建筑,它那流畅的曲面外观,就是依靠先进的曲面铝板加工工艺实现的,是不是特别酷?三、制作过程1. 设计与规划首先,得有个好的设计方案。
设计师们会根据项目的需求,在电脑上画出曲面铝板的形状和尺寸。
这就好比咱们要盖房子,得先有个图纸,知道房子长啥样,有多大。
2. 材料准备选好合适的铝板材料,要考虑铝板的厚度、强度等因素。
比如说,如果是用在户外经受风吹雨打的地方,就得选厚一点、强度高一点的铝板,就像咱们出门要根据天气选衣服一样。
3. 铝板成型这可是关键步骤。
常见的成型方法有冲压、拉伸和滚压等。
冲压就像是用一个大力士的拳头,一下子把铝板砸出想要的形状;拉伸呢,就像是把一块面团慢慢地拉长拉薄,变成我们想要的样子;滚压则像是用擀面杖把铝板擀成曲面。
4. 边缘处理成型后的铝板边缘往往需要进行处理,让它更加光滑、整齐。
数控机床加工光滑曲面的方法与技巧
数控机床加工光滑曲面的方法与技巧数控机床是现代制造业中广泛使用的一种高精度、高效率的加工设备。
在工业生产中,常常需要加工光滑的曲面零件。
如何利用数控机床加工出光滑曲面是一个非常重要的技术问题。
本文将介绍一些数控机床加工光滑曲面的方法与技巧,希望对读者有所帮助。
首先,选择合适的加工刀具是加工光滑曲面的关键。
在加工曲线、曲面时,可以使用球头立铣刀、圆弧刀具或球头刀具等。
这些刀具的刀尖形状可以更好地适应曲线或曲面的形状,使加工效果更加平滑。
其次,确定合适的进给速度和切削速度也是加工光滑曲面的重要因素。
进给速度过大,可能会导致切削过深,从而在曲面上产生明显的加工痕迹;进给速度过小,则容易产生切削力过大的问题。
切削速度过高,会导致工件表面温度过高,从而影响加工质量。
因此,需要根据材料的硬度、加工刀具的刃口材质和结构,合理选择切削速度和进给速度,以保证加工质量。
另外,正确的切削路径设计也是加工光滑曲面的关键。
在数控机床的编程中,需要根据零件的形状特征,合理选择切削路径。
尽量采用切削路径平滑、曲率变化小的路径,避免出现剧烈的转角和曲率变化,以减少切削过程中的冲击和振动,从而提高加工精度和表面质量。
此外,表面光滑度的控制也是加工光滑曲面的重点之一。
在数控机床加工的过程中,表面光滑度的要求通常会通过加工参数来调整。
例如,可以选择适当的刀具半径和切削深度,调整进给速度和切削速度,以达到要求的表面光滑度。
同时,在加工过程中,采用适当的冷却润滑方式,降低加工温度,有助于提高光滑曲面的加工质量。
最后,适当的刀具磨损监测与更换也是加工光滑曲面的要点。
由于刀具长时间使用会产生磨损,影响切削效果,因此需要定期检查和监测刀具的磨损情况。
一旦发现刀具磨损过大,就需要及时更换刀具,以保证加工光滑曲面的效果。
综上所述,数控机床加工光滑曲面需要注意选择合适的刀具、确定合适的进给速度和切削速度,并合理设计切削路径。
对表面光滑度的控制和刀具的磨损监测与更换也是重要的技术手段。
SurfMill曲面精加工方法介绍

SurfMill曲面精加工SurfMill中的曲面精加工有以下几种:平行截线、等高外线、径向放射、曲面流线、环绕等距、角度分区。
1. 平行截线平行截线加工在曲面精加工中使用最为广泛,适用于陡峭面不太多的情况。
加工模式●所有面:加工所有选择的面,如图1-1所示。
图1-1●只加工平坦面:斜度大于指定值的曲面将被过滤,如图1-2所示。
图1-2●双向混合加工:该模式能均化路径的空间间距,从而弱化由于路径空间间距变化太大而造成的加工残留余量不均现象,如图1-3所示。
图1-32.等高外形等高外形主要用于曲面较为复杂、侧壁陡峭的情况。
该加工方法常和平行截线加工中的只加工平坦面配合使用。
等高外形加工过程中高度保持不变,不会出现扎刀现象,而且可以大大提高机床稳定性,提高工件加工质量。
加工模式●所有面:加工所有选择的面,如图2-1所示。
图2-1●只加工陡峭面:斜度小于指定值的曲面将被过滤,如图2-2所示。
图2-23. 径向放射径向放射加工适用于俯视图类似于圆形、圆环状模型的加工,路径呈扇形分布,如图3-1所示。
图3-14.曲面流线曲面流线加工适用于曲面数量较少、曲面相对较为简单的场合。
加工过程中刀具沿着曲面的流线运动,运动较为平稳,路径间距疏密适度,加工的零件表面质量较高。
当曲面较小、较多时,不适合用曲面流线加工。
因为此时各面可能分别加工,路径走向较乱。
但如果曲面边界依次连接组成,也可以使用曲面流线加工。
如图4-1所示:图4-15.环绕等距环绕等距加工方式可以生成环绕状的刀具路径。
加工模式:分为所有面、只加工平坦面和只加工陡峭面。
等距方式a.沿外轮廓等距:图5-1b.沿所有边界等距:图5-2 c.沿孤岛等距:图5-3 d.沿指定点等距:图5-4e.沿指定点等距时,指定点可以选择多个,效果如下图所示:图5-5f.沿导动线等距:(图中红色线条为导动线)图5-6需要说明的是:环绕等距有可能在光滑平坦的曲面上产生换向痕迹。
经验MasterCAM曲面加工策略总结

经验MasterCAM曲面加工策略总结Mastercam X 有8种曲面粗加工方式和11种精加工方式↓↓↓曲面粗加工方式包括:平行铣削parallel,产生每行相互平行的粗切削刀具路径,适合较平坦的曲面加工、放射状(radial,产生圆周形放射状粗切削刀具路径,适合圆形曲面加工)、投影加工(project,将存在的刀具路径或几何图形投影到曲面上产生粗切削刀具路径,常用于产品的装饰加工中)、曲面流线(flowline,顺着曲面流线方向产生粗切削刀具路径适合曲面流线非常明显的曲面加工)、等高外形(contour,围绕曲面外形产生逐层梯田状粗切削刀具路径,适合具有较大坡度的曲面加工)、残料加工(restmill,对前面加工操作留下的残料区域产生粗切削刀具路径,适合清除大刀加工不到的凹槽和拐角区域)、挖槽加工(pocket,依曲面形状,于Z方向下降产生逐层梯田状粗切削刀具路径,适合复杂形状的曲面加工)插削下刀(plunge,产生逐层钻削刀具路径,用于工件材料宜采用钻削加工的场合)。
曲面精加工方式包括:平行铣削(parallel,产生每行相互平行的精切削刀具路径,适合大部分的曲面精加工)、陡斜面加工(parallelsteep,针对较陡斜面上的残料产生精切削刀具路径,适合较陡曲面的残料清除)、放射状(radial,产生圆周形放射状精切削刀具路径,适合圆形曲面加工)、投影加工(project,将存在的刀具路径或几何图形投影到曲面上产生精切削刀具路径,常用于产品的装饰加工中)、曲面流线(flowline,顺着曲面流线方向产生精切削刀具路径适合曲面流线非常明显的曲面加工)、等高外形(contour,围绕曲面外形产生逐层梯田状精切削刀具路径,适合具有较大坡度的曲面加工)、浅平面加工(shallow,对坡度小的曲面产生精切削刀具路径,常配合等高外形加工方式加工)、交线清角(pencil,在曲面交角处产生精切削路径,适合曲面交角残料的清除)、残料清除(leftover,产生精切削路径以清除因前面加工刀具直径较大所残留的材料)、环绕等距(scallop,产生的精切削路径以等距离环绕加工曲面,刀路均匀)混合加工(blend,在两个混合边界区域间产生精切削刀具路径,X 以上版本才具有本加工)。
木工曲面加工方法

木工曲面加工方法
1.手工曲面加工方法:利用手动工具,如锯、刨、刨刀等,对木材进行切削、刨削等加工方法,使木材呈现出所需的曲面形状。
2.数控曲面加工方法:利用数控机床对木材进行精确的加工,可以实现复杂的曲面形状。
3.模具曲面加工方法:先制作出所需的曲面模具,再将木材放入模具中进行加工。
4.热弯曲面加工方法:将木材加热至一定温度后,利用模具进行弯曲加工,可以制作出较为复杂的曲面形状。
5.压制曲面加工方法:将木材放入压制机中,利用压力对木材进行加工,可以制作出较为细腻的曲面形状。
无论是哪种曲面加工方法,都需要针对不同的木材种类和曲面形状设计出合适的加工方案,并进行恰当的操作和维护,以保证加工效果的质量和稳定性。
- 1 -。
UG编程在CNC加工中的曲面加工技巧

UG编程在CNC加工中的曲面加工技巧UG编程软件是一款在CNC(Computer Numerical Control)加工中广泛应用的软件工具,它提供了丰富的功能和工具,方便程序员设计和优化加工过程。
在CNC加工中,曲面加工是一种非常常见的工艺,本文将介绍UG编程在CNC曲面加工中的技巧,包括曲面设计、刀具路径的生成与优化、表面质量控制等。
一、曲面设计在进行CNC曲面加工之前,首先需要使用UG编程软件进行曲面设计。
UG软件提供了丰富的曲面设计工具,可以根据产品的需求进行3D建模、曲面造型等。
在进行曲面设计时,可以使用UG软件的建模工具进行曲面的创建和编辑,也可以导入其他文件格式进行曲面的转换和修改。
在进行曲面设计时,需要注意以下几点:1.1 确定曲面形状:根据产品设计的要求,确定曲面的形状和尺寸,并进行曲面的建模和编辑。
1.2 平滑连接:在曲面设计中,需要注意曲面之间的平滑连接,尽量避免出现棱角和不平滑的过渡,以确保加工后的产品表面质量。
1.3 检查曲面质量:在进行曲面设计时,需要注意检查曲面的质量,确保曲面的曲率和曲面法线的连续性,以避免加工时出现问题。
二、刀具路径的生成与优化在完成曲面设计后,需要对曲面进行刀具路径的生成与优化。
UG软件提供了丰富的刀具路径生成工具,可以根据加工要求自动生成刀具路径,并对刀具路径进行优化,以提高加工效率和表面质量。
2.1 刀具路径的生成:在生成刀具路径时,需要设置合适的刀具参数,包括刀具直径、切削参数等。
UG软件可以根据曲面的几何特征和加工策略自动生成刀具路径,在生成刀具路径时,需要注意以下几点:- 切削区域的选择:根据产品的加工要求和曲面的特点,选择合适的切削区域,避免刀具在切削过程中碰撞曲面。
- 切削策略的优化:根据加工要求和切削条件,选择合适的切削策略,如等高线切削、平面切削等,以保证刀具在切削过程中的稳定性和效率。
2.2 刀具路径的优化:在生成刀具路径后,需要对刀具路径进行优化,以提高加工效率和表面质量。
研磨加工中的复杂曲面加工技术

研磨加工中的复杂曲面加工技术工业生产中,加工工艺一直是一个重要的话题。
随着科技的发展和应用不断深入,加工工艺也在不断的进步和发展。
其中,研磨加工技术是一项非常重要的技术,它可以对工件表面进行微米级的加工,使得工件的精度和表面质量能够得到保证。
而针对一些复杂的曲面加工,研磨加工技术也有着非常重要的应用。
一、研磨加工概述研磨加工是一种高效的精密加工方式,通常被用来制造金属、陶瓷、塑料和玻璃等硬质材料的表面。
在研磨加工过程中,磨粒切入工件表面,去除表面材料,从而实现对工件的加工。
研磨加工操作简便,可以实现对工件表面的加工,保证加工后的工件光洁度和表面平整度符合要求。
二、复杂曲面加工对于一些外形复杂、曲面复杂的工件加工,传统的研磨加工技术已经远远不能满足要求。
此时,研磨加工技术需要与计算机辅助设计和制造技术相结合,才能完成这种复杂曲面的加工。
目前,这种复杂曲面加工都采用了三轴和五轴CNC数控研磨技术。
这种技术通过计算机CAD三维软件进行三维建模,并将模型输入到CNC数控机床中,自动化、智能化地完成复杂曲面零件的加工。
五轴CNC数控研磨技术,相对于三轴CNC数控研磨技术,能够更加精细地进行切削,对工件表面的形状和精度的控制也更加准确。
三、研磨加工中的技术难点研磨加工中有许多技术难点。
当进行复杂曲面加工时,研磨加工技术的难度更大。
首先,研磨轮的选型非常重要。
研磨轮的硬度和耐磨性必须符合工件材料的性质,同时研磨轮的尺寸也需符合工件加工的要求。
其次,为了提高研磨加工的效率和精度,必须控制研磨加工过程中的参数。
例如,应该控制研磨轮的进给速度、研磨轮和工件的接触强度、研磨轮的压力等。
最后,研磨加工时所产生的摩擦热量,也是一个需要解决的问题。
摩擦热量过大会引起工件表面的变形、热裂纹和残留应力,甚至导致工件的损坏。
因此,研磨加工时必须采取适当的降温措施,同时也需要选择适当的研磨液和研磨液的淋喷方式。
四、结语研磨加工技术是一项重要的高精度加工技术,对于一些表面加工的需求,都有着重要的应用。
模具加工中提高曲面编程效率的技巧
变 量之 间 能 够 建 立 正 确 的数 学 方 程 式 和 逻 辑 关 系 , 都 可 以使用 宏 程 序 快 捷 编 程 。相 同或 类 似 的一 组 加 工 特 征 ,只 需 做 出 一 个 ,就 可 以 使 用 旋 转 、平 移 、
缩 放 等几何 变换 功 能 做 另 外 几 个 。数 控 系 统 自带 的切 削循 环 ,子 程 序 调 用 ,刀 具 半 径 补 偿 等 一 些 高 级 编 程功 能 都有 着 自己 的 独 到 之 处 ,运 用 好 了 ,可
速去 除加工 刀痕 ,获 得光滑 柔顺 的模 具 曲面 。
原点 ,选 用 R 8 m m 球 头 铣 刀 ,以 球 心 为 刀 位 点 ,加
工程 序 如下 :
T0 1 M0 6;
M0 3 S1 0 00;
G1 7 G 5 4 G 9 0 GO X0 YO;
G9 1 G O 1 A# 1 1 F 3 0 0;
程序 都有 着 自 己的 特 长 和优 势 ,前 者 倾 注 于建 模 和 刀具 路径 ,后 者 侧 重 于 实 践 和加 工 路 线 ,优 缺点 正 好互 补 。只要 我 们 掌 握 了 曲 面 的基 本 图素 ,从 最简
单 的截 面轮 廓 和 特 征 曲线 做 起 ,难 度 大 、无 规 律 的
知名 软 件 的 身 影 ,精 通 宏 程 序 的 高 手 却 为 数 不 多 。 受 此影 响 ,编程 人员 过 分 依赖 C A M软 件 ,手 T 编程 只是 简单地 掌握 一 些 基 本 的指 令 。宏 程 序 的优 点 是
短小 精 悍 ,适 用 性 强 。 只 要 是 有 规 律 的 特 征 曲 面 ,
在高难 度 的模 具 曲面 中具 有 不 可 替 代 的 优 势 。实 践
曲面加工介绍

曲面加工介绍:一、粗加工:1、平行铣削:先每层进z深度,再每层X、Y方向平行铣削。
优:通用率高,各处精度较一致,适用于大多数曲面加工。
缺:提刀次数多,加工时间长,效率低,垂直度越高精度越差,90度的垂直面会出现不加工。
2、放射状加工:先每层进Z深度,再在每层中以一个点呈放射状加工。
优:提刀少,适用于一些圆状物体或类似于圆形的物体的加工。
缺:放射点周围精度高,但越离放射点越远,精度越差。
3、投影加工:对投影到曲面的图案或形状或NCI文件进行分层加工,每层图案或形状都同原来的一致。
优:可以将一些平面图案或形状反应到曲面上加工。
缺:适用范围只可以是投影类的加工。
要有相对应的图案或形状或NCI文件。
4、曲面流线:曲面在最高处向低处呈流水状分层加工。
优:可以保证每刀之间的间距,提刀少。
缺:只用于有梁脊的工件。
5、等高加工:保证Z方向高度值,每层深度保持一致加工。
优:极少提刀,效率高。
缺:精度不高,遇到曲面比较平直的地方就会出现加工不到的现状。
6、挖槽粗加工:在指定一个加工范围内,对工件的进行分层铣削(加工参数确定后要给予加工范围)。
优:基本适用于所有曲面物体加工,提刀少,效率高。
缺:精度不高。
7、钻削式加工:用钻头对曲面进行类似钻孔方式进行分层加工。
优:效率高。
缺:精度差,提刀多。
二、精加工:1、平行铣削:每刀间距以平行的方式进行加工。
优:通用性高,每处精度可以保证一致。
适用于多数曲面加工。
缺:垂直度高的曲面精度较差,90度面不加工。
2、陡斜面加工:对斜度较高的面进行平行加工。
优:补充平行铣削的不足,垂直度较高的面可以按面的平均间距加工。
缺:只可以对斜度大的面加工,一般作为辅助加工。
3、投影加工:对相对应的图案或形状投影到曲面中进行雕刻加工。
优:可以将平面中的图案或形状雕刻到曲面中来。
缺:只可以加工投影类的。
4、放射状加工:以一个放射点向周围呈放射状加工。
优:圆状或类似圆状的物体可以用这种加工方式。
缺:放射点周围精度高,离放射点越远精度越差。
ug曲面流道加工方法

ug曲面流道加工方法UG(Unigraphics)软件是国际上广泛应用的CAD/CAM软件之一。
UG曲面流道加工方法是指利用UG软件对曲面流道进行加工的方法。
曲面流道是一种具有复杂曲面形状的流道,其加工需要高精度的控制和工艺的优化。
本文将介绍UG曲面流道加工方法的具体实现步骤及其优势。
一、UG曲面流道加工的实现步骤1. 创建流道曲面模型在UG软件中,首先需要创建流道曲面模型。
这可以通过对初始模型的修剪、曲面造型等处理得到。
在设计过程中,需要注意流道内部的光顺度和曲率半径等要素指标,以便后续的加工实现。
2. 创建刀具路径根据流道曲面模型,需要在其表面上创建刀具路径,这些路径需要满足加工的要求。
UG软件提供了多种刀具路径创建方法,包括等距、等径、等角度等。
在创建刀具路径时,需要考虑切削方向和最佳进给速率等参数,以保证加工质量和效率。
3. 生成加工程序当刀具路径被创建后,需要将其转化为机床能够执行的NC程序,这可以通过UG软件自带的后处理功能来实现。
后处理功能可以将刀具路径转化为机床的G代码,并且可以进行模拟测试来保证加工的精确度和稳定性。
4. 加工实施将生成的NC程序转移到实际机床上进行加工实施。
在实施过程中,需要进行连续监控和调整,以保证加工过程的安全性和加工的质量。
1. 高精度UG软件利用先进的曲面造型技术创建流道曲面模型,可以保证其高精度和高度自由度。
刀具路径的创建和加工程序的生成也能够实现高度精度的控制,从而保证加工质量。
2. 缩短加工周期UG软件提供了多种高效的加工路径创建方法和后处理功能,可以有效地缩短加工周期。
与传统的手工加工相比,UG曲面流道加工可以节省多达数倍的时间。
3. 灵活性高UG软件创建的刀具路径可以根据实际需要进行调整和优化,具有较高的灵活性。
UG软件可以适应多种机床类型和加工材料,可以根据不同的需求进行选择和调整。
4. 可视性好UG软件提供了多种实时模拟和监控功能,可以对加工过程进行可视化显示和实时进度监控,从而可以及时发现和解决加工中的问题。
曲面零件的加工工艺设计
摘要随着科学技术的发展和制造水平的提高,社会加工中曲面零件出现的越来越多,人们对曲面零件的精度要也求越来越高。
曲面零件的加工也一直是现在社会加工的重要研究方面。
本文主要分析了曲面零件的加工,从普通车床的曲面零件的加工分析、数控车床的曲面零件分析及对于典型曲面零件飞机机翼的Pro/E建模制和数控仿真的运用。
本文对曲面零件的加工工艺有了一个较为全面的总结。
首先介绍了曲面零件的加工发展和加工中最常用的逆向工程的介绍。
通过对普通机床的研究改造说明普通机床上的曲面加工的方法及可行性。
之后介绍曲面零件在数控机床中加工,阐述数控加工的特点及数控机床的认识。
最后通过Pro/E的三维建模和曲面造型等方法设计飞机机翼外形,使得飞机机翼外形设计面向可视化,然后通过Pro/E的NC模块,自动生成NC序列后转化成数控加工G 代码,再经过后续处理模拟机床加工,实现在虚拟的环境中进行飞机机翼模型的设计和加工。
关键词:普车曲面加工,数控曲面加工,逆向工程,Pro/E三维建模AbstractWith the development of science and technology and manufacturing standards improve, more and more curved parts of social process, people on the surface of the parts precision is also increasingly high demand. Machining of curved surface parts has been an important research aspect of social processing now. This paper mainly analyzes the machining of curved surface parts, using surface analysis, from the machining of curved surface part of the ordinary lathe CNC lathe and for the typical aircraft wing surface parts of Pro/E construction molding and NC simulation.This process on the surface of the parts have a more comprehensive summary .First, the reverse engineering is the most commonly used processing development of curved surface parts and processing in the paper. Through the study of the reforming of ordinary machine tool that surface processing of general machine tools and feasibility. After the introduction of surface machining in CNC machine tools, understanding the characteristics and CNC machining .Finally, 3D modeling and surface modeling method of Pro/E design of aircraft wing shape, the aircraft wing shape design for visualization, and then through the NC module Pro/E, NC sequences generated automatically converted to G NC machining simulation code, after further processing, design and processing of an aircraft wing model in virtual environment the.[keyword]:Surface processing of general machine tools,Surface machining of CNC machine tools,Reverse engineering Pro/E 3D modeling.目录摘要 (I)Abstract (II)目录.................................................................. - 1 - 序言.................................................................. - 1 - 第一章曲面零件的分析介绍.............................................. - 2 -1.1曲面零件的生产过程............................................... - 2 -1.1.1曲面造型方法的发展......................................... - 2 -1.1.2机械零件加工工艺在制造生产过程中的应用..................... - 4 -1.2曲面零件的特点及逆向工程介绍..................................... - 4 -1.2.1 逆向工程概述............................................... - 4 -1.2.2 逆向工程的重要意义......................................... - 5 -1.2.3 国内外研究现状............................................. - 5 -1.2.4逆向工程的在引进技术中的应用............................... - 6 - 第二章、曲面零件在普通机床上的加工工艺.................................. - 7 -2.1 C6140车床曲面加工的改进........................................ - 7 -2.1.1 切削运动改造............................................... - 7 -2.1.2 切削运动改造的思路......................................... - 7 -2.1.3 立铣头的设计............................................... - 7 -2.1.4 靠模法中铣刀进给运动的改造................................. - 8 -2.1.5 车床床身导轨上附加工作台的改造............................. - 9 -2.2 普通机床曲面叶片优化设计....................................... - 9 -2.2.1普通机床的条件下加工弧形曲面............................... - 9 -2.2.2设备要求.................................................. - 10 -2.2.3操作注意事项.............................................. - 11 - 第三章、曲面零件在数控机床上的加工工艺................................. - 12 -3.1 曲面零件数控加工的原理及特点................................... - 12 -3.1.1数控加工的原理............................................ - 12 -3.1.2 数控加工的特点............................................ - 12 -3.2数控机床及加工介绍.............................................. - 13 -3.2.1三轴数控机床技术简介...................................... - 13 -3.2.2四轴数控机床技术简介...................................... - 13 -3.2.3 五轴技术简介.............................................. - 14 - 第四章、典型零件飞机零部件工艺设计及建模............................... - 16 -4.1机翼的功用及简介................................................ - 16 -4.2基于pro/E建模设计.............................................. - 16 -4.2.1 新建零件文件.............................................. - 16 -4.2.2草绘...................................................... - 17 -4.2.3 创建拉伸特征.............................................. - 17 -4.2.4 创建边界混合特征.......................................... - 19 -4.2.5 创建拉伸特征.............................................. - 19 -4.3 零件的数控编程及模拟加工....................................... - 20 -4.3.1 基于Pro/E的NC加工操作流程............................... - 20 - 结论................................................................. - 27 - 致谢................................................................. - 28 - 参考文献............................................................... - 29 - 附录................................................................. - 30 -序言目前在国内曲面零件的设计加工还是比较少的,但也是正在迅速发展的方面。
说明曲面刮削的方法和应注意的问题。

说明曲面刮削的方法和应注意的问题。
曲面刮削是一种常用的金属加工方法,可以用来平整和精细加工金属零件的曲面。
下面介绍曲面刮削的方法和应注意的问题。
1. 曲面刮削的方法
曲面刮削是利用刮削刀具在工件表面刮削的方法来达到加工目的。
具体方法如下:
(1)准备工作:准确测定工件的尺寸、形状和表面质量要求,选择合适的刮削刀具和刮削方式。
(2)刮削前处理:对工件表面进行清洁、除锈、去毛刺等处理,以便更好地进行刮削。
(3)刮削操作:根据工件的形状和尺寸,采用手工或机械化的方式进行刮削。
刮削方向应与工件表面的纹理方向垂直,以保证加工精度和表面质量。
(4)刮削后处理:对加工后的工件进行清洁、打磨和涂漆等处理,以获得更好的表面质量。
2. 应注意的问题
在曲面刮削过程中,应注意以下问题:
(1)选择合适的刮削刀具和刮削方式,以保证加工精度和表面质量;
(2)刮削前要对工件表面进行清洁、除锈、去毛刺等处理,以避免刮削过程中产生表面缺陷;
(3)刮削时要根据工件的形状和尺寸选择合适的刮削方式,避免产生不必要的刮削痕迹;
(4)刮削后要及时对工件进行清洁、打磨和涂漆等处理,以获得更好的表面质量;
(5)刮削时要注意安全,避免刮削刀具滑动或伸出刀柄造成伤害。
总之,曲面刮削是一种重要的金属加工方法,在加工过程中应注意方法和注意事项,以获得更好的加工效果和表面质量。
数控机床加工曲面的曲率半径控制方法

数控机床加工曲面的曲率半径控制方法数控机床作为现代制造业中不可或缺的重要设备,广泛应用于各个行业。
在数控机床加工曲面时,曲率半径的控制是至关重要的。
本文将介绍几种常见的数控机床加工曲面的曲率半径控制方法。
数控机床加工曲面的曲率半径控制方法有许多种,根据加工需求和加工设备的特性,在实际应用中可以选择适合的方法。
下面将分别介绍几种常见的曲率半径控制方法。
首先,最简单的方法是通过改变刀具半径来控制曲率半径。
数控机床通常使用硬质合金作为刀具材料,硬质合金刀具的刀尖是圆弧形状,刀具半径决定了刀具切削轮廓的曲率半径。
通过选择不同半径的刀具,可以达到不同曲率半径的加工要求。
其次,可以通过改变加工路径来控制曲率半径。
数控机床加工曲面时,刀具的运动路径影响了曲面的形状。
曲率半径和刀具运动路径之间存在一定的关系,通过改变加工路径的曲率变化规律,可以改变曲率半径的大小。
例如,在加工圆柱曲面时,可以通过改变刀具的旋转速度和进给速度,控制切削路径的曲率变化。
此外,还可以通过数控机床的参数设置来控制曲率半径。
数控机床的参数设置对曲率半径有着重要的影响。
例如,切削速度、进给速度、切削深度等参数的不同设置都会导致曲率半径的变化。
通过合理设置这些参数,可以实现对曲率半径的精确控制。
最后,数控机床还可以通过使用专门的刀具和夹具来实现曲率半径的控制。
例如,在加工复杂曲面时,可以使用球形刀具和球形夹具,这样可以使刀具沿着曲面的法向方向运动,从而实现对曲率半径的控制。
总结来说,数控机床加工曲面的曲率半径控制方法多种多样。
不同的加工需求和设备特性决定了选择不同的方法。
通过改变刀具半径、加工路径、数控机床参数设置以及使用专门的刀具和夹具等方法,可以实现对曲率半径的精确控制。
这些方法的应用将进一步提高数控机床的加工精度和效率,推动现代制造业的发展。
希望本文对您了解数控机床加工曲面的曲率半径控制方法有所帮助,谢谢阅读!。
曲面立体纹理加工方法

曲面立体纹理加工方法嘿,咱今儿就来聊聊这曲面立体纹理加工方法。
你说这曲面立体纹理,就好像是给一个物体穿上了一件特别的外衣,让它一下子就变得与众不同啦!想象一下啊,一个普普通通的曲面物体,没啥特别的。
但要是给它加上合适的纹理,哇塞,那可就大不一样喽!就好像一个灰姑娘瞬间变成了美丽的公主呀。
那怎么给它加工纹理呢?这可得好好琢磨琢磨。
首先啊,可以用雕刻的办法呀。
就跟咱小时候玩泥巴,捏出各种形状一样,只不过这更精细,更有技术含量。
用专门的工具,一点一点地在曲面上雕琢出纹理来,这得多考验耐心和手艺呀!要是手一抖,哎呀,那可就前功尽弃啦。
还有啊,可以用模具来压印。
找个合适的模具,往那曲面上一压,嘿,纹理就出来啦。
这就像是盖章一样,“啪”的一下,就留下痕迹啦。
但这模具可得选好喽,不然压出来的纹理不好看,那不就白折腾啦。
另外呢,咱还可以用化学的方法呀。
通过一些特殊的溶液或者处理,让曲面产生纹理。
这可有点神奇哦,就好像是变魔术一样,能变出各种各样奇妙的纹理来。
再说说这加工的时候得注意啥。
你得仔细呀,不能马虎。
就像画画一样,一笔画错了,整幅画可能就不完美啦。
加工纹理也是同样的道理,每个细节都得照顾到。
还有啊,工具得选对,就跟战士上战场得拿对武器一样,要是拿个不趁手的,那怎么能打胜仗呢?咱再想想,要是能把这些方法都掌握好,那能做出多少漂亮的曲面立体纹理啊!可以用在各种东西上,让它们变得更加精美,更加吸引人。
比如说一个小小的手机壳,加上独特的纹理,那拿在手里,多有个性呀!或者是一个家具,有了好看的纹理,整个家的氛围都不一样啦。
总之呢,这曲面立体纹理加工方法可真是一门大学问。
咱得好好研究,好好实践,才能做出让人惊艳的作品来。
别小看这纹理,它能让普通的东西变得不普通,能让生活变得更加多姿多彩呢!你说是不是呀?。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
使用等高外形精加工侧壁时,而底面已经精加工了,在切削深度设置时,最低位通常设置比底面高0.02mm.这样可以避免由于对刀误差产生的接刀痕问题.
此处对下降0.2mm的侧面进行干涉,干涉曲面的预留量为0.1mm,这样就会使刀路产生延伸0.1mm的效果,使刀具路径之间的交接处更理想。
电火花加工中,会产生火花间隙,所以加工铜公时要考虑火花间隙,通常可以使用负余量来设置火花间隙,但在曲面加工中使用平刀时,是不能用负余量的,所以可以考虑用刀补的方法补偿火花间隙。
选择火花间隙单边为0.08mm,实际侧边要多切除0.08mm,所以编程时选用直径为11.84mm的平刀,而在实际加工中用12的平刀,火花间隙就通过刀补的方式加工出来了。如果实际单边要少切削0.08mm,所以编程时选用直径为12.16mm的平刀,而在实际加工中用12的平刀,火花间隙就通过刀补的方式加工出来了。
在实际工作中只有曲面挖槽粗加工和残料粗加工这两种加工方式进行零件的粗加工。整体误差设置:过滤的比率设为1:1,可以使机床运行得比较顺畅。误差越小,计算时间长,加工时间长,加工质量较好。
整体误差设置:过滤的比率设为1:1,能够将刀路过滤为由直线和圆弧组成。
残料粗加工参数中的加工曲面的预留量设置要等于或大于曲面挖槽粗加工中的预留量设置。
如果残料不是特别的多,可以选用打断的方式 ,然后再有一个“进退刀”。
步进量按刀的类型来设置,平刀一般为刀直径的70左右,球刀为百分之十左右。可根据计算出来的刀路检查残料,如清除不够彻底,可根据实际情况改小步进量。
平行铣削时注意角度设置,一般从高往低的原则来加工。深度设置,最高面为平面,不用加工,所以在此处设为下降0.01mm.
1.加工曲面的预留量设置为0.2mm,所以X,Y,Z三个方向都为0.2mm.
2.使用刀补方式,编程使用的刀具为30.6R5圆鼻刀,但在实际加工中使用30R5的圆鼻刀,刀补产生XY方向单边有0.3mm.(两边有0.6)
3.最终结果:保证Z向预留量设置为0.2mm,保证X,Y向预留量设置为0.5mm,
精推平面时使用双向切削,而精修侧面时,可用刀刃横向切削,设置精修参数,前面程序留有0.3mm.火花间隙为0.08mm,所以此处精修设置为0.1mm一次,分4次横向切削。
图形中间有个凹槽,而且凹槽范围比较小,为了使下刀安全,所以激活“斜插式下刀”,并设置参数。
材料中间残料较多,而点选“斜插”,“斜插”长度一般为刀具直径的2倍。
加工曲面的预留量设置为-0.15,在投影加工中,此数字为加工深度,但注意负余量不得超过刀角半径。
当下一程序要使用前面程序使用的刀具时,只要在“曲面粗加工挖槽”刀具参数视窗中更改参数就行了,不可进到“定义刀具参数”里更改,否则会更改前面程序的刀具参数。
保证Z向预留量设置为0.2mm,保证X,Y向预留量设置为0.5mm,
在切削深度视窗中点“侦测平面”按钮,自动侦测图形中的所有平面,再勾选“自动调整加工面的预留量”,这样侦测到的平面都按统一的加工面的预留量来预留。
进行精加工平面时,加工曲面的预留量要等于或大于前面程序加工后的侧壁预留量。削方式选用双向或单向切削,这样以取得更好的表面效果。
在等高外形精加工时,把提高0.1mm的面作为加工面。这样加工刀路就会在Z向上留0.1的余量。而侧面为0,这样就达到在浅平面和圆弧面中留余量的目的。
如果底部为长凹形,适合使用斜插式下刀,更能清除残料部分。
选取干涉面时,与加工面相邻的曲面一般不选为干涉面,以免边缘产生残余量,如果必须使用相邻面作为干涉面,这时的干涉面余量只能设置为0.01左右。干涉曲面的预留量为0.25mm,是因为所干涉的曲面在前面的程序加工后还有0.25mm,所以此处设置要等于或大于前面程序加工后的预留量.
一副模具中的前模或后模只要其中一件碰穿面预留余量,在前模中碰穿面中已经有0.05mm余量,所以后模中就不需余量,后模的碰穿面加工到位。
根据型芯的结构或形状分析,由于其成型部位有一些比较小的圆角或小凹槽,这样的部位不适合使用太小的刀具,所以有电火花加工,这些部位只需半精加工。
一般铜公的拆分都较简单,直接将要电火花加工的部分复制到另一图层上,然后设计一个碰数基准平面即可,但一此复杂的要将复制的曲面进行修剪补面。设计一个碰数基准平面时,只要一个线框图就行了,并要与加工曲面有一定的距离角,用来确定电极与被加工件的加工位置和方向。