不合格品审理单
不合格品审理单

不合格品审理单
产品/零部
件名称
碟型螺栓
规格
型号
M6x70
生产任务代号
工序号
送检数
1000
不合格品编号
责任部门
采购部
操作者
不合格品数量
1000
不合格品情况描述:
此碟型螺栓未进行镀锌处理
检验员:年月日
原因分析:
厂ห้องสมุดไป่ตู้未按要求发货
责任部门:年月日
处理意见:
□返工、返修□退货□让步接受□降级使用□报废
□其他:
审理人员(签名):年月日
生产部意见:
生产主管(签名):年月日
研发部意见:
研发主管(签名):年月日
质量部意见:
质量主管(签名):年月日
批准意见:
批准人:年月日
不合格品处理单

不良品损失计算,提出处罚意见!
整改和预防措施:(整改必须到位,行之有效,预防措施同样重要,防止今后再发生类似现象,引以为戒)
生产部:
日期:
不合格品处理单
NO:
产品名称
零件名称
图号Байду номын сангаас
材质
不合格数
操作者
原因分析:(必须说明时间、地点、数量、操作者,从原材料、工艺、设备、环境、人的因素这五个方面来分析,查找造成不良品的原因)
生产部、品质部:
处理意见:(基本原则:发生不良品的原因不查明不放过,整改措施不到位不放过,操作者本人没有吸取教训不放过)
品质异常及不合格品处理单

盛佳创压铸五金制品有限公司
品质异常及不全格品处理单
接收部门: 发文部门: 发生现场 日 期 客 户 品 名 批量数 抽检数/不良数 不良率
不良内容描述(必要时附图说明)
经办: 审核: 复核:
处理意见:□退回返修
□退回挑选
□退回报废
责任单位确认:
以下由责任部门填写: 不良原因分析: 完成日期
矫正/预防措施:
责任单位: 重检记录 1 2 3 4 5 6 判定 日期:
尺 寸 检验:
外 观 确认:ห้องสมุดไป่ตู้
对策结果确认(品保单位填写) □ 对策有效,建议结案 □ 对策无效,退回责任单位 □ 对策持续追踪 制定: 审核:
日期: 跟进人:
确认: 批准:
不合格品及纠正措施处理单模板
不合格品及纠正措施处理单模板
编号:__________
日期:__________
部门:__________
责任人:__________
审批人:__________
1.不合格品描述:
产品名称:__________
规格型号:__________
不合格数量:__________
不合格原因:__________
2.纠正措施:
针对不合格品的具体原因,制定相应的纠正措施,确保类似问题不再发生。
具体纠正措施如下:
2.1原材料检验:
在原材料收货时,加强对原材料的检验,确保质量符合规定要求。
2.2加工工艺改进:
优化加工工艺流程,提高生产效率和质量稳定性。
2.3设备维护:
加强设备的定期维护和保养,确保设备运行状况良好。
2.4人员培训:
对操作人员进行相关培训,提高其操作技能和质量意识。
2.5严格质量管理:
加强质量管理,建立完善的质量控制体系,确保产品质量符合标准要求。
3.纠正措施执行情况:
责任人将按照上述纠正措施的要求,执行相应的措施并进行记录。
4.效果验证:
针对上述纠正措施的实施情况,追踪相应不合格品的数量和原因,验证纠正措施的有效性。
5.审批意见:
本单据需在执行完纠正措施后,由相关部门的责任人和审批人签字确认。
责任人签字:__________
审批人签字:__________
附注:
本处理单为不合格品及纠正措施的记录,质量问题的解决需要团队的共同努力以及持续改进的精神,相关部门应共同监督和执行纠正措施。
不合格品审理单三篇
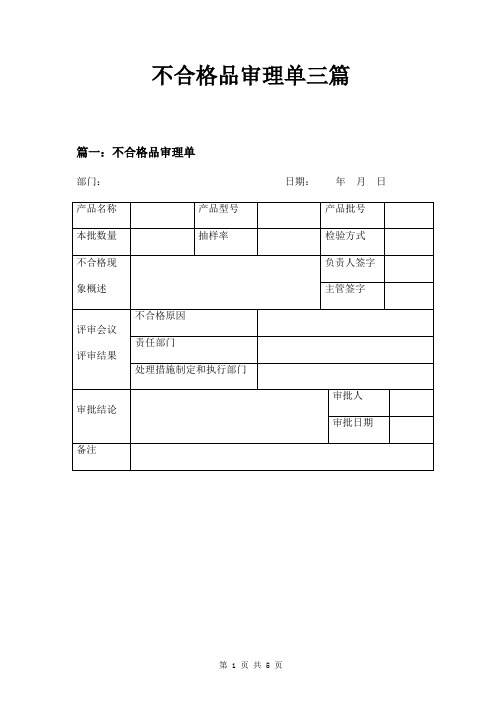
篇一:不合格品审理单
部门: 日期: 年 月 日
产品名称
产品型号
产品批号
本批数量
抽样率
检验方式
不合格现象概述
负责人签字
主管签字
评审会议评审结果不合格来自因责任部门处理措施制定和执行部门
审批结论
审批人
审批日期
备注
篇二:不合格品审理单
制造单位填写
制造单位名称
项目编号
不合格零件名称
不合格零件图号
不合格零件数量
不合格零件批次号
不合格零件顺序号
所属上一级组件名称
所属上一级组件图号
不合格情况描述:
检验员(印章): 日期: 年 月 日
不合格产生原因描述:
工艺审理人员签名/日期: 质量审理人员签名/日期:
年 月 日 年 月 日
设计单位审理结论
1)不合格类别判定(在选项前勾选或涂黑):□Ⅰ类 □Ⅱ类 □Ⅲ类
审理组负责人签名: 日期:
采取的纠正或预防措施:
责任部门负责人: 日期:
审理人员签名
所在部门
职 务
意见(如有不同意见或附项或在备注中说明)
让步放行或降级或返修后的接收标准为(临时):
备注:
军代室意见(仅对军品):
军代表签字/日期
跟踪验证:
品质部: 日期:
限制使用结论跟踪(使用单位填写)
检验员(印章): 日期: 年 月 日
篇三:不合格品审理单
产品名称
型号规格和图号
不合格品数量
出现不合格品为: 关键件□ 重要件□ 一般件□ (在相应的方框中打钩来选择)
不合格情况报告:
检验员: 日期:
不合格原因分析:
不合格品处理单
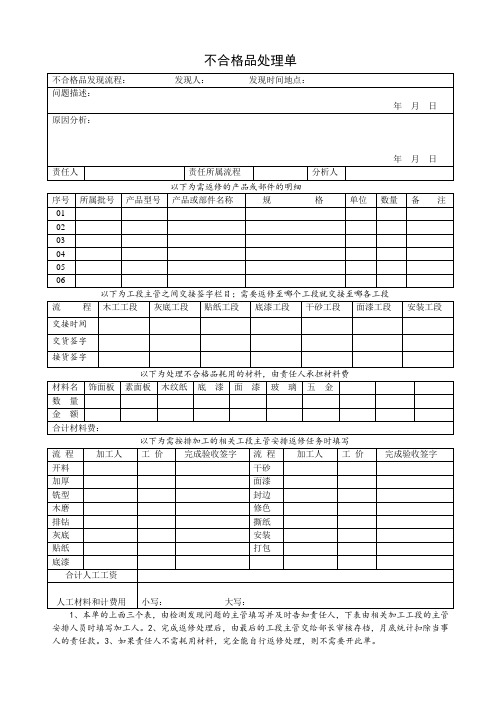
底漆工段
干砂工段
面漆工段
安装工段
交接时间
交货签字
接货签字
以下为处理不合格品耗用的材料,由责任人承担材料费
材料名
饰面板
素面板
木纹纸
底漆
面漆
玻璃
五金
数量
金额
合计材料费:
以下为需按排加工的相关工段主管安排返修任务时填写
流程
加工人
工价
完成验收签字
流程
加工人
工价
完成验收签字
开料
干砂
加厚
面漆
铣型
封边
Hale Waihona Puke 木磨不合格品处理单不合格品发现流程:发现人: 发现时间地点:
问题描述:
年月日
原因分析:
年月日
责任人
责任所属流程
分析人
以下为需返修的产品或部件的明细
序号
所属批号
产品型号
产品或部件名称
规格
单位
数量
备注
01
02
03
04
05
06
以下为工段主管之间交接签字栏目;需要返修至哪个工段就交接至哪各工段
流 程
木工工段
灰底工段
修色
排钻
撕纸
灰底
安装
贴纸
打包
底漆
合计人工工资
人工材料和计费用
小写:大写:
1、本单的上面三个表,由检测发现问题的主管填写并及时告知责任人,下表由相关加工工段的主管安排人员时填写加工人。2、完成返修处理后,由最后的工段主管交给部长审核存档,月底统计扣除当事人的责任款。3、如果责任人不需耗用材料,完全能自行返修处理,则不需要开此单。
不合格品审理单(模板)

编号:XT/XY-WT-SC-NSL-版次:A0
制造单位填写
制造单位名称
项目编号
不合格零件名称
不合格零件图号
不合格零件数量
不合格零件批次号
不合格零件顺序号
所属上一级组件名称
所属上一级组件图号
不合格情况描述:
检验员(印章):日期:年月日
不合格产生原因描述:
工艺审理人员签名/日期:质量审理人员签名/日期:
年月日年月日
设计单位审理结论
1)不合格类别判定(在选项前勾选或涂黑):□Ⅰ类□Ⅱ类□Ⅲ类
2)审理结论பைடு நூலகம்:□原样使用□返修□限制使用□报废
3)具体审理意见(“返修”必须明确可接受的要求;“限制使用”必须明确使用范围;“原样使用”和“报废”时可填无):
设计审理人员签名/日期:年月日
审理意见跟踪
返修结论跟踪(制造单位填写)
□满足要求
□不满足要求,再次提交的审理单编号为:
检验员(印章):日期:年月日
限制使用结论跟踪(使用单位填写)
检验员(印章):日期:年月日
注:1.本表留存两份,制造单位留存一份,一份随件周转,并在周转过程中填写“审理意见跟踪栏”,其余不填写;
2.审理单各栏(含可选项)不得留有空白,无信息时需填写“无”。
医疗器械企业不合格品评审处置单

No.:
评审信息
评审名称
关于No.号为:《不合格品记录单》的评审。
评审日期
不合格品原因分析(从人、机、料、法、环等因素分析不合格产生的原因,并进行风险分析和受影响范围评估,拟采取的纠正等)
描述人:日期:
纠正预防措施判定
是否启动纠正预防措施:□否□是,纠正预防措施处理单No.号:
评审情况姓名部门ຫໍສະໝຸດ 日期意见姓名
部门
日期
意见
处置决定
□返工/返修□让步接收□退货□报废□其他______________________
指定的处置责任人:指定的处置确认人:
不合格品评审的批准
批准意见:
批准人:日期:
处置跟踪验证
处置结果:
责任人:日期:
确认结果:
确认人:日期:
《不合格品处理单》填写规范
《不合格品处理单》填写规范
1、公司所产生的不合格(包含外部退货品)品由质检员填写《不合格评审单》。
2、填写规范:写明产品名称,型号、数量、批次数、加工
日期、不合格工序、不合格数量、不合格产生原因及预
防措施、标明是多批次与一批次、退货品需标明产品上
商标日期、
3、此表为一式四联,第一联品管留底(白联),第二联交
责任单位,第三联交财务部,第四联交企管部,产品需
入待用品仓库的另外复印一份交成品库仓管员。
4、需返工返修的产品经返修后将入库单附在《不合格评审单》上。
5、《不合格评审单》填写后交各部门签字后交财务部结算。
企管部
2014.3.12。
不合格品及纠正措施处理单

不合格品及纠正措施处理单
一、不合格品情况描述:
(在此详细描述不合格品的情况,包括但不限于:不合格品的种类、
数量、不合格的原因和情况,存在的问题等)
二、纠正措施:
(在此描述针对不合格品采取的纠正措施,包括但不限于:责任部门、责任人员、纠正方案、纠正措施以及完成时间等)
三、不合格品整理与处置:
(在此描述对不合格品的整理与处置措施,包括但不限于:是否需要
重新加工、准予销毁的数量、销毁方式以及销毁证明等)
四、质量管理改进措施:
(在此描述对质量管理方面的改进措施,包括但不限于:加强人员培训、优化工艺流程、加强质量检查等)
五、相关部门配合情况:
(在此描述相关部门在整个纠正措施过程中的配合情况,包括但不限于:配合的时间、配合的方式和效果等)
六、不合格品及纠正措施处理单表格:
(请根据具体情况,制定相应的表格来记录不合格品及纠正措施的处
理过程,在表格中详细填写不合格品的相关信息以及纠正措施的具体情况,并注明相关责任人签字确认。
)
日期:年月日
产品名称:
生产批次号:
不合格品种类:
不合格品数量:
不合格原因:
责任部门:
责任人员:
纠正方案:
纠正措施及完成时间:
不合格品整理与处置措施:销毁数量:
销毁方式:
销毁证明:
质量管理改进措施:
相关部门配合情况:
备注:
责任人员签字:
审核人员签字:
注:以上内容为一份1200字以上的不合格品及纠正措施处理单模板,根据实际情况进行适当修改。