机电一体化专业英语全套教学课件(20201021204017)
机电专业英语课件Lesson 1

End
Topic
Above
汉
Next
Section II Text
Early in the 1950s, two important engineering discoveries changed th e image of the electronic-computer field. These discoveries were the mag netic core memory and Transistor-Circuit Element. These technical disco veries quickly found their way into new models of digital computers. In the 1960s, efforts to design and develop the fastest possible compu ter with the greatest capacity reached a turning point with the LARC mac hine. The LARC had a base memory of 98000 words and multiplied in 1 0 μs. The trend during the 1970s was, to some extent, moving away from ve ry powerful, single-purpose computers and toward a larger range of appli cations for cheaper computer systems. Most continuous-process manufac turing, such as petroleum refining and electrical-power distribution syste ms then used computers of smaller capability for controlling and regulati ng their jobs.
《机电专业英语》 教学课件课件 Unit 24 Flexible Manufacturing
1. Computer control. 2. Automated materials handling capability. 3. Tool handling capability.
Text & Translation
Flexible manufacturing was first introduced in the mid-1960s when the British firm Moils Ltd. developed its System 24. System 24 is a real FMS. However, it was doomed from the outset because automation, integration, and computer control technology had not yet been developed to the point where they could properly support the system. With the emergence of sophisticated computer control technology in the late 1970s and 1980s, flexible manufacturing became a viable concept. In the United States, manufacturers of automobiles, trucks, and tractors are the pioneers in adopting flexible manufacturing.
机电一体化专业英语 教案

《机电一体化专业英语》(English for Mechatronics)授课教案T eaching PlanMajor (专业):机电一体化XXXX专业(相关专业)Lecturer(任课教师):__________________________Mechatronics SectionChangchun Automobile Industry Institute2022.3《机电一体化专业英语》授课计划_ _______ 学院___ 专业班20 -20 学年第学期授课时间:第周The following is the machine tool structures.Explanations of the Machine Tool TermsNo. Name Explanation1 Spindle speed selector 主轴速度转换开关2 Headstock assembly 主轴箱3 Spindle with chuck 附有夹具主轴4 Tool post 刀架5 Compound rest 复式刀架6 Cross slide 横向拖板7 Carriage 滑鞍,滑座8 Ways 导轨9 Dead center 死顶尖10 Tailstock quill 尾架顶尖套筒11 Tailstock assembly 尾架12 Hand-wheel 手轮13 Bed 底座,床身14 Lead screw 丝杠15 Feed rod 进刀杠,光杠16 Clutch 离合器17 Longitudinal & transverse feed control 纵向和横向进给控制18 Split-nut control 开合螺母控制19 Apron 溜板箱,进给箱20 Chip pan 承屑盘21 Feed selector 进给选择开关The following is the conventional machine tool. You are required to choose the suitablewords or phrases given below.Common Lathe (普通车床)1. ________ (双刀塔车床)2. ________(自动车床)3. ________ ( 立式车床)4. ________(专用车床)5. ________(卧式车床)6. ________ (管子螺纹车床)Special Purpose Lathe Pipe Screw-cutting Lathe Vertical LatheExplanations of TermsNo. Name Explanation1 Anvil 固定爪2 Spindle 伸缩爪(轴)3 Lock ring 防松环4 Vernier 游标尺5 Spindle nut 轴螺母6 Adjusting nut 调节螺母7 Scale 刻度8 Thimble 外套管9 Ratchet knob 棘轮旋钮1. Step measuring face A. 紧固螺丝2. Inside measuring face B. 校准贴纸3. LCD Display Screen C. 内径测量面4. inch/mm key D. 尺身5. Locking screw E. 阶梯测量面6. Battery cover F. 开/关键7. Body G. 公英制转换键8. Calibration sticker H. 液晶显示屏9. Depth bar I. 外径测量面10. Zero-setting key J. 滑尺(实践部分)The micrometer screw gaugeThe micrometer screw gauge is used to measure even smaller dimensions than the vernier caliper. The micrometer screw gauge also uses an auxiliary scale (measuring hundredths of a millimeter) which is marked on a rotary thimble. Basically it is a screw with an accurately constant pitch. The micrometers in our laboratory have a pitch of 0.50 mm. The rotating thimble is subdivided into 50 equal divisions. The thimble passes through a frame that carries a millimetre scale graduated to 0.5 mm. The jaws can be adjusted by rotating the thimble using the small ratchet knob. The thimble must be rotated through two revolutions to open the jaws by 1 mm. Here is a useful applet to learn how to use the micrometer screw gauge (Figure 1-19).Figure 1-19 The micrometer screw gaugeIn order to measure an object, the object is placed between the jaws and the thimble is rotated using the ratchet until the object is secured. Note that the ratchet knob must be used to secure the object firmly between the jaws, otherwise the instrument could be damaged or give an inconsistent reading.Note that an additional half scale division (0.5 mm) must be included if the mark below the main scale is visible between the thimble and the main scale division on the sleeve. The remaining two significant figures (hundredths of a millimeter) are taken directly from the thimble opposite the main scale.In Figure 1-20 the last graduation visible to the left of the thimble is 7 mm and the thimble lines up with the main scale at 38 hundredths of a millimeter (0.38 mm); therefore the reading is 7.38 mm.In Figure 1-21 the last graduation visible to the left of the thimble is 7.5 mm; therefore the reading is 7.5 mm plus the thimble reading of 0.22 mm, giving 7.72 mm.Figure 1-20 The reading is 7.38mm Figure 1-21 The reading is 7.27mmIn Figure 1-22 the main scale reading is 3 mm while the reading on the drum is 0.46 mm; therefore, the reading is 3.46 mm.In Figure 1-23 the 0.5 mm division is visible below the main scale; therefore the reading is 3.5 mm + 0.06 mm = 3.56 mm.Figure 1-22 The reading is 3.46mm Figure 1-23 The reading is 3.56mm Try the following bg yourselfFigure 1-24 Figure 1-25 Figure 1-26 A: Do exercise 1, 2, 3, 4 and 7.《机电一体化专业英语》授课计划_ _______ 学院___ 专业班20 -20 学年第学期授课时间:第周The following is the vice jaw structures.Explanations of the Vice Jaw TermsNo. Name Explanation1 Fixed jaw 固定钳口2 Hardened and ground 已硬化和磨光3 Special angle-lock system 特制的角锁紧系统4 Vice body 虎钳体5 Adjusting stop ring 调整止动环6 Clamping force 夹紧力Milling Machine (铣床)1. ________ (升降台铣床)2. ________(龙门铣床)3. ________ (单臂铣床 )4. ________(仪表铣床)5. ________(工具铣床)6. ________ (单柱铣床)Single-column Milling Machine Plano-milling Machine Tool Milling MachineSample 1(实践部分)Explanations of TermsName ExplanationOuter frame 外框Scale mark plate 刻度盘Spring 弹簧Arm 测量臂A B1. Dial window A. 限制器2. Long hand B. 短指针3. Top point C. 刻度盘4. Limiter D. 刻度盘5. Clump E. 长指针6. Outer frame F. 底座7. Short hand G. 顶针8. Base H. 螺丝紧固座9. Scale mark plate I. 紧固件10. Screw fastening base J. 测头11.Gauge head K. 外框Beginning the Facing CutUse the compound handwheel to advance the tip of the tool until it just touches the end of the work-piece. Use the cross feed crank to back off the tool until it is beyond the diameter of the work-piece. Turn the lathe on and adjust the speed to a few hundred RPM — setting of the speed control knob. Now slowly advance the crossfeed hand-wheel to move the tool towards thework-piece. When the tool touches the work-piece itshould start to remove metal from the end (Figure 2-18). Continue advancing the tool until it reaches the center of the work-piece and then crank the tool back in the opposite direction (towards you) until it is back past the edge of the work-piece (Figure 2-19).Figure 2-18 Figure 2-19Since we started with the tool just touching the end of the work-piece, you probably removed very little metal on this pass. This is a good idea until you get used to how aggressively you can remove metal without stalling the lathe. The Roughing CutUse the compound crank to advance the tool towards the chuck about 0.010". If the compound is set at a 90 degrees to the cross slide (which is how I usually set mine) then each division you turn the crank will advance the tool 0.001 (one-thousandth of an inch) toward the chuck.If the compound is set at some other angle, say 30 degrees, to the cross slide, then it will advance the tool less than 0.001 for each division. The exact amount is determined by the trigonometric sine of the angle. Here’s a picture of the firs t pass of a facing operation (Figure 2-20).Cutting on the Return PassIf you crank the tool back towards you after itreaches the center of the work-piece you will notice that it removes a small amount of metal on the return pass. This is because the surface is not perfectly smooth and it is removing metal from the high spots. If you need to remove a lot of metal, to reduce the work-piece to a specific length, for example, you can take advantage of this return cut to remove more metal on each pass by advancing the tool a small ways into the work-piece on the return pass. Since the tool must plunge into the face of the work-piece, this works best with a fairlyFigure 2-17Figure 2-20sharp pointed tool.The Finishing CutDepending on how rough the end of the work-piece was to begin with and how large the diameter is, you may need to make three or more passes to get a nice smooth finish across the face. These initial passes are called roughing passes and remove a relatively large amount of metal.When you get the face pretty smooth you can make a final finishing cut to remove just 0.001 to 0.003" of metal and get a nice smooth surface. Figure 2-21 shows removing about 0.002" of metal at around 1 000 RPM. Figure 2-22 shows the finished face of the work-piece.Figure 2-21 Figure 2-22Figure 2-23 shows what happens if the tip of your cutting tool is below the center line of the lathe —a little nub is left at the center of the work-piece. The same thing happens if the tool is too high but the nub will have more of a cone shape in that case. If the tool is too low, place a suitable thickness of shim stock underneath the tool in the tool holder. If it’s too high, grind the top down a few thous.Filing the EdgeFacing operations leave a rather sharp edge on the end of the work-piece. It’s a good idea to smooth this edge down with a file to give it a nice chamfer and to avoid cutting yourself on it. With the lathe running at fairly low speed, bring a smooth cut file up to the end of the work-piece at a 45 degree angle and apply a little pressure to the file. Figure 2-24: Right —left hand holding tang end of file. Figure 2-25: Wrong —left hand reaching over spinning chuck!Figure 2-23 Figure 2-24Figure 2-26 shows the finished surface and beveled edge. This is what a good facing cut should look like: smooth even surface with no raised bump in the y an accurate straight edge across the surface of the face and you should not be able to see anylight under the edge. If you detect a slight convex shape, the carriage may be moving back away from the headstock during the cut.Figure 2-25 Figure 2-26A: Do exercise 1, 2, 3, 4 and 7.《机电一体化专业英语》授课计划_ _______ 学院___ 专业班20 -20 学年第学期授课时间:第周The following is the machine tool structure.No. Name Explanation1 Forward/Reverse 正转/反转2 Start/Stop 启动/停止3 Longitudinal Hand-wheel 纵向手轮4 Vertical Feed Hand-crank 垂直进给手柄5 Cross-Feed Hand-wheel 横向进给手轮6 Power Feed 电动进给7 Table 工作台Boring Machine (镗床)1. ________ (卧式铣镗床)2. ________(立式金刚镗床)3. ________ (双坐标镗床)4. ________(深孔镗床)5. ________(数控龙门镗铣床)Double Boring Machine Vertical Diamond Fine Boring Machine Boring MachineTypical parts programNo. Name Explanation1 twist bits 麻花钻2 tang 扁尾3 taper shank 锥柄4 point angle 顶尖角5 tang drive 扁尾驱动6 flutes 韧带7 helic angle 螺旋角8 lip-relief angle 刃倾角9 edge angle 横刀倾角10 drill diameter 钻头直径11 body diameter clearance 刀体直径间隙12 clearance diameter 间隙直径13 straight shank 直柄14 neck 颈部15 shank diameter 刀柄直径16 shank length 刀柄长度17 flute length 韧带长度18 body 刀体19 overall length 总长20 margin 刃边21 lip 刀刃22 web 钻心23 chisel edge 横刃A B1. Wrench size A. 中间插件2. Screw B. 外部插件3. Carbide guide pad C. 扳手大小(实践部分)Turning OperationsTurning is the removal of metal from the outer diameter of a rotating cylindrical work-piece. Turning is used to reduce the diameter of the work-piece, usually to a specified dimension, and to produce a smooth finish on the metal.Chucking the Work-pieceWe will be working with a piece of 3/4" diameter 6061 aluminum about 2 inches long. We can safely turn it in the three jaw chuck without supporting the free end of the work.Insert the work-piece in the three-jaw chuck and tighten down the jaws until they just start to grip the work-piece. Rotate the work-piece to ensure that it is seated evenly and to dislodge any chips. You want the work-piece to be as parallel as possible with the center line of the lathe. Imagine an exaggerated example where the work-piece is skewed at an angle in the chuck and you can easily visualize why this is important. Tighten the chuck using each of the three chuck key positions to ensure a tight and even grip (Figure 3-13).Adjusting the Tool BitChoose a tool bit with a slightly rounded tip. This type of tool should produce a nice smooth finish. Adjust the angle of the tool-holder so the tool is approximately perpendicular to the side of the work-piece. Because the front edge of the tool is ground at an angle, the left side of the tip should engage the work, but not the entire front edge of the tool. The angle of the compound is not critical. I usually keep mine at 90 degrees so that the compound dial advances the work (Figure 3-14).Figure 3-13Figure 3-14Cutting SpeedsYou must consider the rotational speed of the work-piece and the movement of the tool relative to the work-piece. Working with the 7×10 for hobby purposes, you will quickly develop a feel for how fast you should go.Until you get a feel for the proper speeds, start with relatively low speeds and work up to faster speed. Most cutting operations on the 7×10 will be done at speeds of a few hundred RPM —with the speed control set below the 12 o'clock position and with the HI/LO gear in the LO range.Turning with Hand FeedAs always, wear safety glasses and keep your face well away from the work since this operation will throw off hot chips and/or sharp spirals of metal.Now advance the cross slide crank about 10 divisions or 0.010". Turn the carriage hand-wheel counterclockwise to slowly move the carriage towards the headstock. As the tool starts to cut into the metal, maintain a steady cranking motion to get a nice even cut. It’s difficult to get a smooth and even cut turning by hand (Figure 3-15).Continue advancing the tool towards the headstock until it is about 1/4" away from the chuck jaws. Obviously you want to be careful not to let the tool touch the chuck jaws (Figure 3-16)!Figure 3-15 Figure 3-16Turning with Power FeedOne of the great features of the 7×10 is that it has a power lead-screw driven by an adjustable gear train. The lead-screw can be engaged to move the carriage under power for turning and threading operations.To change the lever setting, you must pull back on the knurled sleeve with considerable force. With the sleeve pulled back you can move the lever up and down to engage its locking pin in one of three positions. In the upper position the lead-screw rotates to move the carriage towards the headstock and in the lower position the lead-screw moves the carriage away from the headstock (Figure 3-17).In the down position, the half-nut lever engages two halves of a split nut around the lead-screw. Make sure the half-nut lever is in the disengaged (up) position. Turn the motor on. The lead-screw should now be rotating counterclockwise (Figure 3-18). When the lead-screw is engaged the gear train makes kind of an annoying noise, but you’ll get used to it. Lubricating the gear train with white lithium grease will cut down some on the noise.Figure 3-17 Figure 3-18Just as in facing, you normally will make one or more relatively deep (0.010~0.030) roughing cuts followed by one or more shallow (0.001~0.002) finishing cuts. Of course you have to plan these cuts so that the final finishing cut brings the work-piece to exactly the desired diameter (Figure 3-19).When cutting under power, you must be very careful not to run the tool into the chuck.Measuring the DiameterIt is important to recognize that, in a turning operation, each cutting pass removes twice the amount of metal indicated by the cross slide feed divisions. Therefore, when advancing the cross slide by 0.010", the diameter is reduced by 0.020".The diameter of the work-piece is determined by a caliper or micrometer. Micrometers are more accurate, but less versatile. You will need a machinist's caliper capable of measuring down to 0.001". Vernier calipers do not have a dial and require you to interpolate on an engraved scale (Figure 3-20).Figure 3-19 Figure 3-20Turning a ShoulderA shoulder is a point at which the diameter of the work-piece changes with no taper from one diameter to the other.We will make a shoulder on our work-piece by reducing the diameter of the end of the work-piece for a distance of about 1/2" (Figure 3-21). Advance the cross slide about 0.020 and use power feed to turn down about a 1/2" length on the end of the work-piece. Repeat this a few more times until you have reduced the diameter of the end section to about 1/2" (Figure 3-22).Since the tip of the tool is rounded, the inner edge of the shoulder takes on a rounded profile.Now we will use this pointed tool to make a square finishing cut into the corner of the shoulder. Since this is such a short distance, we will use hand feed, not power feed. You can use hand feed with the lead-screw turning —just don’t engage the half-nut (Figure 3-23).To get a nice square face on the shoulder you will need to make a facing cut. This works best if you have made a carriage lock on your lathe. Lock the carriage and clean up the face of the shoulder until it is square. If you use the sharp pointed tool you will need to use fairly high RPM, say 1500, and advance the tool slowly or you will get little grooves from the pointed tip instead of a nice smooth finish.Finally, you may want to use a file as described in the facing section to make a nice beveled edge on outside edge of the shoulder and on the end of the work-piece (Figure 3-24).Figure 3-21 Figure 3-22Figure 3-23 Figure 3-24A: Do exercise 1, 2, 3, 4 and 7.《机电一体化专业英语》授课计划_ _______ 学院___ 专业班20 -20 学年第学期授课时间:第周The following is the structure of a regenerative hydraulic control.Explanations of the Mechatronics Terms No. Name Explanation1 Regenerative Hydraulic Control 回馈式液压控制2 Kidney Loop Filtration System 肾形环过滤系统3 Oversized Guide & Bushings 大型导杆和导套4 Ram Speeds to Spec. 专业滑块5 Stroke, Shut Height to Spec 上滑块的最大行程6 Daylight to Spec 规格孔距7 Ram Guide Bellows 波纹式防护罩8 Bolsters Machined to Spec 标准定位板1. 2. 3. 4.5. 6. 7. 8.9. 10.Flywheel Clutch and Brake Eccentric Shaft Connection Press Bed Slide (Ram) Shut Height Adjustment Bolster Counterbalance Cylinder Saddle Bushing Opposed Helical Gears at Each Side of Press(实践部分)The following is a lathe accessory, and you can understand the name of Bench Grinder.Explanations of TermsNo. Name Explanation1 Adjustable Tongue Guard 可调整的舌形护罩Match the words or phrases on the left with their meanings on the right.Bench Grinder1. Inner Wheel Guard A. 阻火器2. Flexible Work Light B. 砂轮3. Spark Arrestor C. 内砂轮罩4. Eye Shield D. 通/断开关5. Grinding Wheel E. 灵活工作灯6. Tool Rest F. 变速旋钮7. On/Off Switch G. 护眼罩8. Quench Tray H. 可调节的刀架支撑器9. Variable Speed Knob I. 刀架10. Adjustable Tool Rest Support J. 淬火盘VariantsImpression Die Forging—also called closed-die forging, presses metal between two dies that contain a precut profile of the desired part.Cold Forging—includes bending, cold drawing, cold heading, coining, extrusions and more, to yield a diverse range of part shapes. The temperature of metals being cold forged may range from room temperature to several hundred degrees.Open-die Forging is performed between flat dies with no precut profiles in the dies. Movement of the work-piece is the key to this method. Larger parts over 20 tones and 10 meters in length can be hammered or pressed into shape in this way.Seamless Rolled Ring Forging is typically performed by punching a hole in a thick, round piece of metal (creating a donut shape), and then rolling and squeezing (or in some cases, pounding) the donut into a thin ring. Ring diameters can be anywhere from a few inches to 30 feet.Process detailsClosed-die forgingA heated blank is placed between two halves of a die (Figure 4-15).A single compressive stroke squeezes the blank into the die to form the part. In hammer or drop forging this happens by dropping the top of the mould from a height. An alternative is to squeeze the moulds together using hydraulic pressure (Figure 4-16).Figure 4-15 Figure 4-16Once the die halves have separated, the part can be ejected immediately using an ejector pin (Figure 4-17).The waste material, flash, is removed later (Figure 4-18).《机电一体化专业英语》授课计划_ _______ 学院___ 专业班20 -20 学年第学期授课时间:第周The following is the common internal grinding machine.Explanations of the TermsNo. Name Explanation1 work head 头架2 cooling pipe 冷却管3 work table 工作台4 bed 床身5 oil pointer 油标6 feed handle 进给手柄7 longitudinal hand wheel 纵向手轮8 manipulating panel 操纵盘9 cross hand wheel 横向手轮10 slide saddle 滑鞍11 grinding carriage 砂轮架12 grinding wheel 砂轮13 bedside lamp 床头灯14 fixture device 夹具The following are some Functions on Mechatronics Terms.Grinding Machine(磨床)1. ________(内圆磨床)2. ________(平面磨床)3. ________(导轨磨床)4. ________(无心磨床)5. ________(工具磨床)6. ________(坐标磨床)Surface- Grinding Machine Centerless Grinding Machine Internal rinding Machine Jig Grinding Machine Slideway Grinding Machine Too Grinding Machine试试身手(实践部分)Period 2 Have a TryThe following is panel of a CNC machine, and you can understand the functions of its buttons.Explanations of the CNC PanelNo Name Explanation1 Alphabetic keyboard for enteringtexts and file names, as well as forprogramming in ISO format字母键盘用于输入文本及文件名称,也可按ISO格式进行编程2 ●File management●Pocket calculator (not TNC410)●MOD functions●HELP functions●文件管理●便携式计算器(并不是TNC 410型)●模式功能●辅助功能3 Programming modes 编程模式4 Machine operating modes 机床操作模式5 Initiation of programming dialog 可进行对话编程6 Arrow keys and GOTO jumpcommand箭头键和跳转指令7 Numerical input and axisselection数字输入和轴选择Match the words or phrases on the left with their meanings on the right.Automatic Tool Magazine(实践部分)Kow to Produce New Firebox Door PatternsThese are two of the old foundry patterns for our firebox doors. They are epoxy castings mounted in a plywood plate (Figure 5-20). The foundry switched to a new high pressure sand molding process, and the patterns broke (Figure 5-21). We needed higher strength aluminum patterns.Figure 5-20 Old foundry patterns Figure 5-21 New door to be designedBecause the old patterns were cast from a hand-made master, there were also problems such as dimensional inconsistencies, etc. The first step in building new patterns was to have a new vertical CNC milling machine (Figure 5-22).Figure 5-22 CNC Milling MachineNext, the doors were modeled in a Rhino, a new 3-D modeller. Here’s a screenshot of the Rhino model (Figure 5-23).Figure 5-23 3D modelHere’s a close-up of the parting line around the bottom hinge lug (Figure 5-24).Here’s a new feature in Rhino 1.1 Beta (Aug 20): Draft Angle Analysis (Figure 5-25).Figure 5-24 Figure 5-25Next, the 3-D Rhino model was imported into Visual Mill, a new CAM package that generates the cutter paths for the milling machine directly from Rhino NURBS models. Here is a screen shot of Visual Mill simulating the cutting of an aluminum block (Figure 5-26).Here’s another screen shot showing the tool-paths for a 1/8" ball shaped cutter as it goes into the corners around the hinges to clean up the leftovers from the previous larger cutter (Figure 5-27).Tool-paths were loaded onto a floppy disk and transferred to the mill’s controller. First, they were tested on a block of wax (Figure 5-28).Next, they were cut from a 2 1/4" thick block of aluminum. It takes about 12 hours of machine time to cut each side of a two-sided pattern.Here’s a photo of the finished patterns and their mounting plates (Figure 5-29).Figure 5-26 Figure 5-27Figure 5-28 Figure 5-29Figure 5-30A: Do exercise 1, 2, 3, 4 and 7.《机电一体化专业英语》授课计划_ _______ 学院___ 专业班20 -20 学年第学期授课时间:第周机床构造Section II Glance at MachineTool StructuresPeriod 1 The following is the structure of the CNC machining center.Explanations of the TermsNo. Name Explanation1 DC servo motor 直流伺服电机2 manipulators for tool changing 换刀机械手3 control cabinet 控制柜4 plate-type tool changer 盘式刀库5 spindle carrier 主轴箱6 control panel 控制面板7 electrical cabinet 驱动电源柜8 table 工作台9 slide saddle 滑座10 bed 床身The following are some Functions on Mechatronics Terms.1. ________(数控车床)。
Unit 16 The Application of PLC 机电专业英语 图文课件

Text & Translation
Programmable logic controllers(PLC) carry out a great many controlling functions for assembly line machines,mechanical tools,and other types of industrial equipment. [1]An industrial control system often includes a programmable logic controller for providing coordinated control of industrial control equipment,which includes various elements that are often either sensors for providing inputs to the PLC or relays for receiving outputs from the PLC,each under the control of an element controller,and each connected to the PLC over a network via a network I/O device.
Each chassis consists of a power supply,and a backplane with slots for the addition of various option boards. Available options include serial and Ethernet communications,digital input and output cards,analog signal processing boards, counter cards,and other specialized interface and functamp; Translation
机电专业英语教学课件Unit 3 Can You Follow These Directions

2. This symbol warns against dangerous voltage! Immediate death might be the consequence.
2. This symbol warns against dangerous voltage! Immediate death might be the consequence.
Part IV Task-driven Practice
【引导文1】Common Symbols & Their Indications(车间常见警示 标志及含义)
Part III Reading One
Sample hazard inspection checklist (危险检测清单样本) (1)Floors-地板 (2)aisles-过道 (3)Fire-火源 (4)General lighting-照明 (5)Windows-窗户
Part III Reading One
Part III Reading One
Make inferences 9. oxidizing agent氧化剂 10. organic peroxide有机过氧化物 11. toxic有毒物 12. radioactive放射性物质 13. miscellaneous dangerous goods 有害危险物品
5. lower
6. regularly
机电一体化1.Adoc
机电一体化专业英语第一章机电一体化简述1.1 引言机电一体化(Mechatronics)是机械的(Mechaical)和电子学(Electronics)的缩写形式,它是日本人创造的但你在字典里是找不到的。
机电一体化也是机械工程科学和电子学的结合。
欧洲经济共同体(EEC)将机电一体化定义为“在设计产品和制造系统中的精密机械工程、电子控制和系统技术的最佳合作的结合”。
机电一体化系统包括机电一体化产品和机电一体化的生产系统(模式)。
一般地,机电一体化产品被认为是“一个包含机械部件、电子器件和软件的系统,其中电子技术被引用到主要工作功能,驱动功能,信息和控制功能等各个方面”。
现代开发的机电一体化制造系统的目的在于实现制造的柔性自动化,提高设计产品的效率和产品质量,以适应快速变化的市场需求以及提高在市场竞争中的能力。
本书将向你提供机电一体化产品的基本知识以及现代机电一体化制造系统的简要描述。
编者旨在满足对机械工程专业学生的“机电一体化专业英语”这门课程的教学需要。
你将会发现当你学习技术英语的同时,你已学到了许多关于机电一体化产品和现代制造技术的领域知识。
1.2 机电一体化产品一个典型的机电一体化产品如数控(NC)机床或工业机器人是由机构部分和以微处理器为主的电子线路所组成,后者包括信号采样、数据获取和处理以及计算机控制。
与传统的机械产品相较,机电一体化产品的优点是具有更高的精度、更高的生产效率、更高的可靠性和更低的能量、材料和劳动力方面的消耗。
1.2.1 机电一体化产品的组成图1.1是机电一体化产品组成的方块图,各方块的功能如下:图1.1 机电一体化产品的组成输入变量 控制变量c o n t r o l第二类机电一体化产品e c h a t r o i n i c 2类机电一体化D F T执行量第3类机电一体化产品第二类机电一体化产品222222类第1类机电一体化产品表盘L C DC R T测量仪器传感器电量机械量伺服驱动系统机械和工作过程采样系统分析系统设计系统诊断参考值 求和点控制器输出变量a a被控变量a a 反馈量B =f (t )误差D /A 转换a a采样{B }A /D 变换P I Oa a建模谱分析模态分析a a模式识别1.机械系统机械系统包括机构和工作过程,它有多种输入和输出变量。
《机电一体化技术》课件

伺服系统
总结词
伺服系统是机电一体化系统中实现精确控制的重要部 分。
详细描述
伺服系统是机电一体化系统中实现精确控制的关键部 分之一,它能够根据控制信号调整执行机构的运动轨 迹和位置,实现高精度的位置控制和速度控制。伺服 系统通常由伺服电机、伺服驱动器和控制器等组成, 具有快速响应、高精度和高稳定性的特点。在机电一 体化系统中,伺服系统广泛应用于各种需要精确控制 的场合,如数控机床、机器人、自动化生产线等。
01
机电一体化技术的 未来展望
人工智能与机电一体化的结合
01
人工智能技术为机电一体化系统提供智能化决策和 控制能力,提高系统的自主性和适应性。
02
人工智能技术可以用于优化机电一体化系统的设计 和生产过程,提高生产效率和产品质量。
03
人工智能技术还可以用于故障诊断和预测,提高机 电一体化系统的可靠性和安全性。
位、稳定运行以及节能降耗等目标。
系统总体技术
总结词
系统总体技术是实现机电一体化系统整体协 调和优化的关键,涉及系统总体设计、集成 与优化等方面的技术。
详细描述
在机电一体化系统中,系统总体技术主要用 于对系统的各个组成部分进行整体协调和优 化,以达到最佳的性能和效果。它涉及到系 统总体设计、模块化设计、可维护性设计、 可靠性设计等方面。通过系统总体技术,可 以实现系统的整体优化和协调,提高系统的
机电一体化技术的应用领域
总结词:机电一体化技术在许多领域都有广泛的应用 ,如数控机床、自动化生产线、机器人、智能家居等 。
详细描述:在制造业中,数控机床是机电一体化技术的 典型应用,通过引入计算机数控系统,实现了高精度、 高效率的加工。在自动化生产线中,机电一体化技术用 于实现生产流程的自动化和智能化,提高了生产效率和 产品质量。此外,机器人技术也是机电一体化技术的应 用之一,可用于工业生产中的搬运、装配、检测等环节 ,提高了生产效率和降低了人工成本。在智能家居领域 ,机电一体化技术可以实现家居设备的智能化控制和管 理,提高生活品质和便利性。
《机电专业英语》 教学课件课件 Unit 15 Mechatronics

Text & Translation
Mechatronics is an integrated comprehensive study of intelligent and high performance electromechanical system (mechanisms and processes),intelligent and motion control through the use of advanced microprocessors and DSPs,power electronics and ICs,design and optimization,modeling and simulation,analysis and virtual prototyping,etc. Integrated multidisciplinary features are approaching quickly,and mechatronics,which integrates electrical, mechanical,and computer engineering areas(Fig.15.1).
New Words & Expressions
benchmark [′bentʃma:k] n. 基准,标准 entreaty [in′tri:ti] n. 恳求,请求 evolutionary [i:və′lu:ʃnəri] adj. 发展的,演化的 DSP (digital signal processing) 数字信号处理 IC (integrated circuit) 集成电路 consensus [kən′sensəs] n. 一致 augment [ɔ:g′ment] v. 增加,扩大 unify [′ju:nifai] v. 成为一体,统一 cornerstone [′kɔ:nəstəun] n. 基石,基础
机电专业英语ppt
Chapter One Lesson One
Mechanics Components
Gears
Spur and helical gears.
A gear having tooth elements that are straight and parallel to its axis is known as a spur gear. A spur pair can be used to connect parallel shafts only. Parallel shafts, however, can also be connected by gears of another type, and a spur gear can be mated with a gear of a different type (Fig. 1-1).
The thrust problem can be overcome by cutting two sets of opposed helical teeth on the same blank. Depending on the method of manufacture, the gear may be of the continuous-tooth herringbone variety or a double-helical gear with a space between the two halves to permit the cutting tool to run out. Doublehelical gears are well suited for the efficient transmission of power at high speeds.
教学课件:《新核心高职行业英语——机电英语》

Part IV Task-driven Practice
Task Description The whole task is divided into three steps. Step 1 is about briefly introducing yourself, your unique strength and problems. Step 2 centers on talking about your major and related work skills and capabilities. Step 3 is to describe your future job you’re expecting and how to achieve it.
Part IV Task-driven Practice
Expressions used for giving a presentation. Read aloud and try to memorize & use some.
◆Getting people’s attention ① May I have your attention, please? ② Good morning/afternoon, everyone! I’m …from… ③ Ladies and gentlemen, attention please!
——Product Inspection & Certification
❖Unit 7 Have You Ever Heard of G-Marketing?
——Product Advertising & Marketing
❖Unit 8 How Do You Transport Your Goods?
专业教育机电一体化PPT课件

第24页/共35页
对同学们的几点希望:
3.积极向上,全面发展 高尚的情操,向上的风貌是走向成 功的助推剂; 美好的心灵、文明的举止、健康的 身体代表着青年人的追求与品质。
第25页/共35页
对同学们的几点希望:
6.分清美丑、完善自己 社会在进步、世界更多样; 青年是社会的未来,应该按照主 流社会的道德标准、审美观点规 范自己的言行。
第28页/共35页
对同学们的几点希望:
7.爱父母、爱祖国、爱自己 爱父母要有行动; 爱祖国要下功夫; 爱自己不虚度光阴。
第29页/共35页
对同学们的几点希望:
8.融入集体、团结向上 良好的班风能够促进学习, 团结的集体能克服更多的困难。
机电一体化技术、数控技术、模具设计与制造
✓ 两个技术中心:
机电一体化技术中心、现代制造技术中心
✓ 教职工…人(其中教授…人,副教授…人) ✓ 完善的实验实习场地与设备 ✓ 骨干校重点建设专业
第2页/共35页
• 什么是机电一体化技术?学这个专业将来有没有发展? • 三年会学习哪些课程?会不会太难? • 毕业了会找什么样的工作? • 除了在学校学习,我还有什么机会来提高我的专业能力?
第10页/共35页
机电一体化技术专业—课程设置
1. 公共必修课
数学、公共英语、体育、计算机应用基础、……
2. 核心技术课
机械制图与CAD、工业控制电路分析与制作、可编程 控制器的应用、气动机构分析与安装、自动化生产制造 技术
3. 专业限选课
机械工程应用技术、电机拖动系统分析与安装、工业 控制与现场总线、…… 4. 实习实训(钳工、电工技能、企业实习、……)
《机电专业英语》PPT课件

shaft [ʃɑ:ft] n. [C]轴;矿井;竖井 • valve [væ lv] n. n. [c]1. 阀,活门 2. 真空管,电子
管 • innumerable [i‘nju:mərəbl] adj.无数的;数不清的
他的价值观念似乎陈旧了。 • immense [i mens] adj.极大的,巨大的
例句:They made an immense improvement in English.
在E英nd语方面他们取得了巨大的进步To。pic Above Next
centrifugal [sen‘trifjugəl] adj.离心的
例句:In as much as the debtor has no property , I abandoned the claim.
因为债务人无财产,我放弃了债务。 debtor [‘detə] n. 借方,债务人
End
Topic Above Next
They bought in as much food as would last the winter.
End
Topic Above 汉 Next
When “feedback” is applied to the process
by which a large digital computer runs at th
e immense speed through a long series of su
任何对党的信仰的偏离被视作背叛。 • betrayal [bi'treiəl] n. 1. 背叛;密告;泄密2. 引诱 • spinning [spini] adj.旋转的 n.纺线,纺纱
机电专业英语第Unit PPT课件

• The open—loop control system does not provide positioning feedback to the control unit.
• The closed—loop control system is very accurate. It has an automatic compensative function for error, since the feedback device indicates the error and the control makes the necessary adjustments to bring the slide back to the position. They apply AC, DC or hydraulic servomotors.
第5页/共42页
• Text • 4. Tool changers— In a common machining, several different cutting
tools are used to produce a part. The tools must be replaced quickly for the next machining operation. For this reason, the majority of NC/CNC machine tools are equipped with automatic tool changers, such as magazines on machine center and turrets on turning centers. They allow tool changing without the intervention of the operator.
机电一体化专业英语 (7)

Diodes
Diodes are basically a one-way valve for electrical current. They let it flow in one direction (from positive to negative) and not in the other direction. Most diodes are similar in appearance to a resistor and will have a painted line on one end showing the direction or flow (white side is negative). If the negative side is on the negative end of the circuit, current will flow. If the negative is on the positive side of the circuit, no current will flow.
Transistors
There are two types of standard transistors, NPN and PNP, with different circuit symbols. The transistor is possibly the most important invention of this decade. It performs two basic functions. 1) It acts as a switch turning current on and off. 2) It acts as an amplifier. This makes an output signal that is a magnified version of the input signal.
机电一体化概论 1 优质课件

An Introduction to Mechatronics
课程介绍
6.教学方式
课堂讲课 + 视频 + 实验 + 分组讨论、课外阅读等
7. 学时
1学分,17学时
8.考试方式
项目 合计
大作业 平时成绩 课堂讨论 实验
60
20
15
10
《机电一体化概论》
An Introduction to Mtion to Mechatronics
1.3 机电一体化的应用实例
1.3.1 自控式恒温箱
《机电一体化概论》
An Introduction to Mechatronics
1.3.2 电子燃油喷射系统
《机电一体化概论》
An Introduction to Mechatronics
1.2.2 机电一体化的相关技术
? 机械设计与制造技术 ? 计算机与信息处理技术 ? 传感器技术 ? 软件技术 ? 通信技术 ? 驱动技术 ? 自动控制技术 ? 系统技术
《机电一体化概论》
An Introduction to Mechatronics
1.3 机电一体化的应用实例
1.3.1 自控式恒温箱
《机电一体化概论》
An Introduction to Mechatronics
1.1.2 机电一体化的分类
3. 按产品的服务对象 领域:
工业生产类 运输包装类 储存销售类 社会服务类 家庭日用类 科研仪器类 国防武器类 其他
4. 按机电技术的结合程度: (1) 功能附加型 (2)功能替代型 (3)机电融合型
壶、指南车等。
自动计时 的漏壶
马钧及其指南车
《机电一体化概论》
机电一体化技术 ppt课件
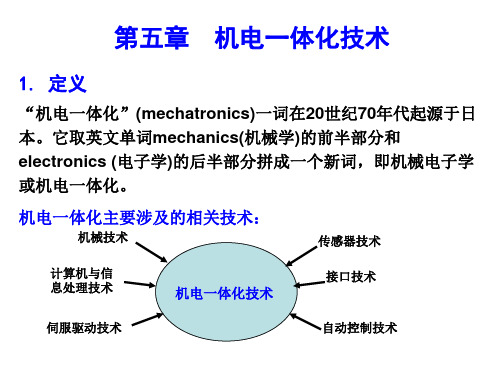
1. 定义
“机电一体化”(mechatronics)一词在20世纪70年代起源于日 本。它取英文单词mechanics(机械学)的前半部分和 electronics (电子学)的后半部分拼成一个新词,即机械电子学 或机电一体化。
机电一体化主要涉及的相关技术:
机械技术
传感器技术
计算机与信 息处理技术
➢ 在这些新技术的基础上,为多品种、中小批量生产的需要而 兴起的柔性自动化制造技术得到了迅速的发展,作为这种技术 具体应用的柔性制造系统 (FMS)、柔性制造单元 (FMC)和柔性 制造自动线(FML)等柔性制造设备纷纷问世,其中柔性制造系统 (Flexible Manufacturing System,FMS)最具代表性。
应用实例一:机器人用于零件重新排列
应用实例二:机器人用于装配
应用实例二:机器人用于装配
装配过程 动画.wmv
应用实例三:机器人用于喷涂油漆
应用实例四:机器人用于涂抹粘结剂
应用实例四:机器人用于涂抹粘结剂
应用实例五:机器人用于机床上下料
机床上下料过程 动画.wmv
应用实例六:机器人用于柔性制造系统
对老弱病残护理等。
工业机器人(Industrial Robot)是在工业生产中应用的机器人, 是一种可重复编程的、多功能的、多自由度的自动控制操作机。 工业机器人可用于制造、装配、焊接、喷涂、搬运等作业,在 汽车和电子生产线上大量使用。
机器人用于焊接车身
五轴机器人手臂在三维空间的运动区域
五轴机器人坐标系 (世界坐标系、工具坐标系)
机电一体化技术
接口技术
伺服驱动技术
自动控制技术
2. 机电一体化系统的组成要素
机电工程英语课件
End
Topic Above 英 Next
Section II Translation
例如, 许多早期的机器人起源于机电一体化的发展。随 着机器人系统的智能化发展, 不仅机械系统、电子系 统,而且软件技术的发展也成为机电一体化的核心内 容。
End
Topic Above 英 Next
Section II ቤተ መጻሕፍቲ ባይዱranslation
Lesson 8
What is mechatronics?
机电一体化是什么
•Section I Words and Phrases 词 •Section II Text 英 and Translation 汉 •Section III Exercises 练
Next End
Section I Words and Phrases
End
Topic Above Next
Section II Text
Mechatronics in Japan originated in the u niversity departments of precision mechanics, a discipline that has been emphasized in Japan since World War Ⅱ1. After the war, building on the expertise in mechanisms developed for we apon research, they began to specialize in pre cision engineering and, later, in manufacturing engineering. With the invention of the micropr ocessor and its incorporation into precision me chanics, the techniques and machinery they d eveloped were assumed under the Japanese ef fort called "mechatronics".
机电一体化专业英语

Closed-loop: Motor-return is connected directly to the pump-inlet. To keep up pressure on the low pressure side, the circuits have a charge pump that supplies cooled and filtered oil to the low pressure side. Closed-loop circuits are generally used for hydrostatic transmissions in mobile applications.
Байду номын сангаасydraulic pump
Hydraulic pumps supply fluid to the components in the system. Pressure in the system develops in reaction to (以应
对)(反应, 影响,反对,对抗, 起化学反应,对食物不良 反应,过敏 )the load. Hence, a pump rated
Advantages: No directional valve (换向 阀)and better response(反应), the circuit can work with higher pressure. The pump swivel (旋转,转动 )angle covers both positive and negative flow direction. Disadvantages: The pump cannot be utilized for any other hydraulic function in an easy way and cooling can be a problem due to (由于)limited exchange of oil flow.