容器制造工序过程卡(全套)
压力容器工艺过程流转卡

件号
第
3
页
1
共 13
页
控制 标记
序 号
工序
工艺内容及技术要求
R
1
核查
看 清
有裂纹、凹凸、分层、表面无锈蚀。检验员签字确认后划线下料
2
划线
毛 坯 标
W
3 4 5
检验 定位
记 检 验 对
焊 焊接
拼 对 拼 笔
标
φ
划
2
线
1±1㎜ 错边量
W
6 7
检验
检 验 委
托
H
8
检验
1 )
内表面形状偏差:外凸≤1.25% Di 即≤ 25.00 mm
坡口表面不得有裂纹、分层、夹渣等缺陷,清理坡口两侧不小于20㎜范围内污物,打磨见金属光
泽。
6 滚圆 按要求对钢板进行卷筒制作,要求筒节内径Φ444mm。
7
定位 焊
对卷筒完毕后的件进行定位焊,焊道长度10~20mm,间隔50mm,要求错边量b≤3mm,对接间隙
1±1㎜;
W
8
焊接
对筒节的纵焊缝分别进行焊接,清除焊接熔渣及飞溅物,焊接参数见对应的焊接工艺卡,焊接完 成后,
进行标识移植。
W 4 检验 按图纸及工艺检查下料几何尺寸。
W 5 坡口 进行坡口加工,要求按图加工单边V型坡口,坡口角度35°±2°,钝边高度:1±1mm。 坡口表面不得有裂纹、分层、夹渣等缺陷,清理坡口两侧不小于20㎜范围内污物,打磨见金属光 泽。
6 卷制 按要求对钢板进行卷筒制作,要求卷制零件内径Φ2036mm。
文件编号:ZB2005
产品编号 R20-01
管口位置 共
压力容器通用制造工艺过程卡

压力容器通用制造工艺过程卡封头工艺过程卡辽B2—6.1编号共 2 页第 1 页审核:年月日编制:年月日封头工艺过程卡(续页)辽B2—6.2共 2 页第 2 页筒体工艺过程卡辽B2—6.1编号共 2 页第 1 页审核:年月日编制:年月日筒体工艺过程卡(续页)辽B2—6.2 共 2 页第 2 页法兰工艺过程卡辽B2—6.1编号共 1 页第 1 页审核:年月日编制:年月日接管工艺过程卡辽B2—6.1编号共 1 页第 1 页审核:年月日编制:年月日弯管工艺过程卡辽B2—6.1编号共 1 页第 1 页审核:年月日编制:年月日补强圈工艺过程卡辽B2—6.1编号共 1 页第 1 页审核:年月日编制:年月日鞍座(支腿)垫板工艺过程卡辽B2—6.1编号共 1 页第 1 页审核:年月日编制:年月日鞍座(支腿)底板工艺过程卡辽B2—6.1编号共 1 页第 1 页审核:年月日编制:年月日鞍座(支腿)筋板工艺过程卡辽B2—6.1编号共 1 页第 1 页审核:年月日编制:年月日鞍座(支腿)腹板工艺过程卡辽B2—6.1编号共 1 页第 1 页审核:年月日编制:年月日铭牌座工艺过程卡辽B2—6.1编号共 1 页第 1 页审核:年月日编制:年月日人孔法兰工艺过程卡辽B2—6.1编号共 1 页第 1 页审核:年月日编制:年月日人孔筒体工艺过程卡辽B2—6.1编号共 2 页第 1 页审核:年月日编制:年月日人孔筒体工艺过程卡(续页)辽B2—6.2共 2 页第 2 页人孔法兰盖工艺过程卡辽B2—6.1编号共 1 页第 1 页审核:年月日编制:年月日人孔筒体与工艺过程卡辽B2—6.1编号共 1 页第 1 页审核:年月日编制:年月日人孔筒体与工艺过程卡(续页)辽B2—6.2 共 2 页第 2 页。
容器制造工序过程卡(全套)
压力容器制造工序过程卡
产品名称:制造编号:编制:审核:
总装工序过程卡产品名称:
总装工序过程卡产品名称:
总装工序过程卡产品名称:
总装工序过程卡产品名称:
补强圈制造工序过程卡产品名称:
法兰制造工序过程卡产品名称:
法兰盖制造工序过程卡产品名称:
卷制筒节制造工序过程卡产品名称:
球冠封头制造工序过程卡产品名称:
球冠封头制造工序过程卡产品名称:
筒体制造工序过程卡产品名称:
筒体制造工序过程卡产品名称:
椭圆封头制造工序过程卡产品名称:气压机出口油气分离器
椭圆封头制造工序过程卡
产品名称:气压机出口油气分离器续表一
审图记录。
压力容器制造工艺卡检验过程卡
压力容器
制造工艺、检验过程卡
:沧州市化工机械有限公司
GY表3 封头制造工艺、检验过程卡
GY表3 筒节制造工艺、检验过程卡
GY表3 筒节制造工艺、检验过程卡
GY表3 人孔法兰制造工艺、检验过程卡
GY表3 人孔法盖制造工艺、检验过程卡
GY表3 人孔筒节制造工艺、检验过程卡
GY表3 管板制造工艺、检验过程卡
GY表3 容器法兰制造工艺、检验过程卡
GY表3 膨胀节制造工艺、检验过程卡
GY表3 长颈法兰与接管组焊工艺、检验过程卡
GY表3 储存容器总装工艺、检验过程卡
GY表3 储存容器总装工艺、检验过程卡
GY表3 储存容器总装工艺、检验过程卡共2页第2页
GY表3 换热器总装工艺、检验过程卡
GY表3 换热器总装工艺、检验过程卡
GY表3 水压试验工艺、检验过程卡
GY表3 气压试验工艺、检验过程卡
GY表3 气液组合压力试验工艺、检验过程卡
GY表3 气密性试验工艺、检验过程卡
GY表3 氨检漏试验工艺、检验过程卡
GY表3 M36以上(含M36)容器主螺栓制造工艺、、检验过程程卡
GY表3 公称直径≥250接管制造工艺、检验过程卡
GY表3 换热管制造工艺、检验过程卡
GY表3 补强圈制造、检验过程卡
GY表3 产品试板制作、试验、检验过程卡
GY表3 产品酸洗钝化工艺、检验过程卡
GY表3 产品酸洗钝化工艺、检验过程卡
GY表3 除锈、喷漆过程检验卡。
压力容器工艺工序过程卡
产品名称:Ф1200×5104反应釜
产品编号:06WY1—601
编制:王鹉2005年12月14日
校审:2005年12月15日
批准:张中伟2005年12月16日
中国长城铝业公司建设公司
NO.2
产品名称
Ф1200反应釜
压力容器主要零部件制造工艺(工序)过程卡
容器类别
Ⅱ类
件号
1
产品编号
材质、标记
3.实测钢板厚度,用超声波逐张进行检验,Ⅲ级合格。
厚度
二
筒节排料划线
1.按(封头内径+55)×3.14159展开长度划下料线、检查线、加工线,划线公差≯1.5mm,宽误差≯1.5mm,对角线误差≯2mm,长=3943mm,宽=2100mm,对角线=4467mm。
划线尺寸(长)
划线尺寸(宽)
06WY1--601
主材牌号
16MnR
规格
φ1200×55
图号
06WY1--0
部件名称
首节筒体
序号
工序
工艺内容与技术要求
工装
设备
检验项目
自检值
操作者
专检值
检验员
时间
备注
一
领料
检验
1.检查材料表面状况,不允许有裂纹、结疤、折叠、夹渣、分层、麻坑等缺陷。
表面质量
2.核对出厂标记与质量证明书是否一致,打材料标记,填写记录。
2.移植材料标记,打产品编号钢印。
标记移植
3.检查员复验划线尺寸、打确认钢印。
尺寸
4.确认
检验责任工程师确认:
三
下料
按下料线切割下料,清除毛刺、熔渣。
半自动切割机
罐体生产工序卡

使用工装及量具
更改标记
数量
摘要
签字
日期
更改标记
数量
摘要
签字
日期
签字
日期
签字
日期
编制
审查
校核
批准
*****
*****
气压试验过程卡
产品型号
产品图号
上工序
材料名称
及牌号
零(部)
件名称
零(部)
件图号
下工序
文件编号
技术要求
工序加工内容
使用设备
焊打压检验时罐体内注满水升压,并且观察1h,检查罐体、人孔、阀门无渗漏减压现象。
使用工装及量具
更改标记
数量
摘要
签字
日期
更改标记
数量
摘要
签字
日期
签字
日期
签字
日期
编制
审查
校核
批准
*****
*****
数控下料过程卡
产品型号
产品图号
上工序
材料名称
及牌号
零(部)
件名称
零(部)
件图号
下工序
文件编号
技术要求
工序加工内容
使用设备
1.外观:平整、光滑、无机械损伤。
2.形状:所下零件的外形尺寸偏差不大于2mm。
2.隔板高、宽偏差应在±4mm以内。
1.根据图纸检查上序所数控下工件规格、尺寸、是否符合自己所制作部分的图纸要求。
2.对工件用卷板机进行滚板压弧。
3.开动无靠模封头旋边机进行工作前的检查调试。
4.对工件进行旋边加工。
5.对制作完工部件进行表面处理。
压力容器制造工艺流程卡(2000)

工程有限公司压力容器制造工艺流程卡产品编号R14001 产品名称空气储罐产品图号JHJ12-3405-1 工艺编号R14001WPS01编制校核审批2014年05月工艺文件目录图纸会审记录非受压材料解体表□ 外锻件√ 外购件R14001WPS-01□ 外协件□ 辅材制表:范习永日期:2014.05.20 审核:马瑞日期:2014.05.25受压材料解体表□ 外锻件√ 外购件R14001WPS-01□ 外协件□ 辅材制表:范习永日期:2014.05.25 审核:马瑞日期:2014.05.25受压材料解体表√ 外锻件□ 外购件R14001WPS-01□ 外协件√ 辅材制表:范习永日期:2014.05.25 审核:马瑞日期:2014.05.25受压材料解体表□ 外锻件√ 外购件R14001WPS-01□ 外协件□ 辅材制表:范习永日期:2014.05.25 审核:马瑞日期:2014.05.25南京威普粉体工程有限公司压力容器R20140001—5(2)部件布置排版图R14001WPS-001编制:范习永刘俊2014年05月25日审核:马瑞2014年05月25日南京威普粉体工程有限公司压力容器制造工艺过程卡12mm53725Φ2000mm外坡口30°1-2mm南京威普粉体工程有限公司压力容器制造工艺过程卡R14001WPS-01封头14GB0011简图说明南京威普粉体工程有限公司压力容器制造工艺过程卡R14001WPS-01筒体 Φ2000mm25537 1-2mm外坡口30°南京威普粉体工程有限公司压力容器制造工艺过程卡南京威普粉体工程有限公司压力容器制造工艺过程卡南京威普粉体工程有限公司压力容器制造工艺过程卡南京威普粉体工程有限公司压力容器制造工艺过程卡试板坡口与筒节相同1-2mm30°南京威普粉体工程有限公司压力容器制造工艺过程卡南京威普粉体工程有限公司压力容器制造工艺过程卡南京威普粉体工程有限公司压力容器制造工艺过程卡南京威普粉体工程有限公司压力容器制造工艺过程卡南京威普粉体工程有限公司压力容器制造工艺过程卡南京威普粉体工程有限公司压力容器制造工艺过程卡南京威普粉体工程有限公司压力容器制造工艺过程卡南京威普粉体工程有限公司压力容器制造工艺过程卡R14001WPS-01管接头14GG001南京威普粉体工程有限公司压力容器制造工艺过程卡R14001WPS-01吊耳14GB004/14GB005南京威普粉体工程有限公司压力容器制造工艺过程卡南京威普粉体工程有限公司压力容器制造工艺过程卡南京威普粉体工程有限公司压力容器制造工艺过程卡南京威普粉体工程有限公司压力容器制造工艺过程卡R14001WPS-01总装N1φ108*6 N2 G1/2 N3 G1/2 N4φ89*5N5φ108*6 N6φ480*12 N7 G1/2南京威普粉体工程有限公司压力容器制造工艺过程卡南京威普粉体工程有限公司压力容器制造工艺过程卡南京威普粉体工程有限公司产品油漆、包装工艺卡R14001WPS-01。
压力容器制造工序过程卡
制造工序产品名称:编制:
过程卡制造编号:审核:
制造工序过程卡
注:不锈钢可用等离子体切割编制:年月曰审核:年月日
制造工序过程卡
产品名称:序号:共页第2页
注:不锈钢可用等离子体切割编制:年月曰审核:年月日
序号:共页第4页
产品名称:
编制:年月曰审核:年月日
编制:年月曰审核:年月日
产品名称:序号:共页第7页
编制:年月曰审核:年月日
制造工序过程卡
产品名称:序号:共页第8页
注:不锈钢可用等离子体切割编制:年月曰审核:年月日
序号: 共页第9页
制造工序过程卡
产品名称:
产品名称:序号:共页第10页
编制:年月曰审核:年月日
产品名称:序号:共页第11页
编制:年月曰审核:年月日
产品名称:序号:共页第12页
编制:年月曰审核:年月日
平焊管法兰一览表
编制:年月曰审核:年月日
组装工序过程卡
编制:年月曰审核:年月日
接管安装焊接工序过程卡产品名称:
编制:年月曰审核:年月日
产品名称:序号:共页第页
编制:年月曰审核:年月日
产品名称:序号:共页第页
编制:年月曰审核:年月日
压力容器外观及几何尺寸检验报告产品编号:共页第18页
产品编号: 胀管操作记录: 胀管机型号:
不锈钢产品酸洗钝化处理工艺卡。
压力容器制造工艺卡检验过程卡
压力容器
制造工艺、检验过程卡
:沧州市化工机械有限公司
GY表3 封头制造工艺、检验过程卡
GY表3 筒节制造工艺、检验过程卡
GY表3 筒节制造工艺、检验过程卡
GY表3 人孔法兰制造工艺、检验过程卡
GY表3 人孔法盖制造工艺、检验过程卡
GY表3 人孔筒节制造工艺、检验过程卡
GY表3 管板制造工艺、检验过程卡
GY表3 容器法兰制造工艺、检验过程卡
GY表3 膨胀节制造工艺、检验过程卡
GY表3 长颈法兰与接管组焊工艺、检验过程卡
GY表3 储存容器总装工艺、检验过程卡
GY表3 储存容器总装工艺、检验过程卡
GY表3 储存容器总装工艺、检验过程卡共2页第2页
GY表3 换热器总装工艺、检验过程卡
GY表3 换热器总装工艺、检验过程卡
GY表3 水压试验工艺、检验过程卡
GY表3 气压试验工艺、检验过程卡
GY表3 气液组合压力试验工艺、检验过程卡
GY表3 气密性试验工艺、检验过程卡
GY表3 氨检漏试验工艺、检验过程卡
GY表3 M36以上(含M36)容器主螺栓制造工艺、、检验过程程卡
GY表3 公称直径≥250接管制造工艺、检验过程卡
GY表3 换热管制造工艺、检验过程卡
GY表3 补强圈制造、检验过程卡
GY表3 产品试板制作、试验、检验过程卡
GY表3 产品酸洗钝化工艺、检验过程卡
GY表3 产品酸洗钝化工艺、检验过程卡
GY表3 除锈、喷漆过程检验卡。
压力容器制造工艺流程图

焊第一筒节、试板、 抛光
焊筒节纵缝、抛 光
试板检验探 伤
检验探伤
组焊环缝、容器法兰、 抛光
检验探伤
开孔划线
检验
相关说明
使用
材料入库 通知
制造工艺过
试板检 验
审 核
产品焊接试板 B 类
确认通知书 焊缝射线探伤
焊缝探伤合格
页脚内容2
埃克森美孚
压力容器制造工艺流程图
页脚内容3
责任部门 表单
电焊工、冷作工
埃克森美孚
压力容器制造工艺流程图
页脚内容1
埃克森美孚
责任部门 表单
材料责任人 验收
生产管理部 书
冷作工检验员 程卡
流程图
材料确认、生产 指令
标记确认、放样 划线
下料前 检查
下
检验员
料
冷作工
刨边、坡口设备
冷作工、电焊工、检验员
筒节成型
项目
电焊工 报告
抛光工 通知
探伤工
冷作工 电焊工 探伤工
冷作工 检验员
பைடு நூலகம்
相关说明
使用
耐压试验 A 类 确认通知
耐压试验检验记 铭牌、拓印件 总检记录卡 成品入库清
检验员 电焊工
检验员 电焊工、抛光工 检验员
压力试验责任人 项目 书
试压员、检验员 录卡
压力试验责任人
最终检验责任人
单
埃克森美孚
流程图
接管、法兰、补强板 焊接
补强致密检 验
内件组装焊 接
焊接检验
总装焊接、 抛光 总装检验
耐压前 审查
耐压试验
检查确认
抛光、包装、 铭牌 检验
入成品库
压力容器制造工艺卡
2、
3、≤
3、
4、≤
4、
5、≤
5、
环向错边量
1、≤3
1、
2、≤
2、
3、≤
3、
4、≤
4、
5、≤
5、
备
注
补强圈加工工艺过程及质量控制检验卡
HT/R工艺控08-C/3
产品编号
件号
材质及厚度
数量
工艺
检验
工序名称
控制项目
技术要求mm
检测记录mm
操作者
日期
检验员
日期
下料
质证书及标记确认
物证相符
按图样尺寸下料
纵缝焊接
按焊接工艺
见焊接记录
/
/
试板探伤
按焊接工艺
见探伤报告
/
/
校圆
最大、最小直径差
1、<2.5
1、
2、<2.5
2、
3、<2.5
3、
4、
4、
5、
5、
环向棱角度
1、<3
1、
2、<3
2、
3、<3
3、
4、
4、
5、
5、
环缝
组对
组对间隙
0~2
环缝对口错边量
1、<2.5
1、
2、<2.5
2、
3、
3、
4、
4、
纵向棱角度
审查记录
审查结论
材
料
审
查
材料标准性审查
□符合□不符合
材料与介质的相容性
□符合□不符合
材料的经济合理性
□符合□不符合
其它
□符合□不符合
材料责任工程师:日期:
压力容器制造工序流转卡
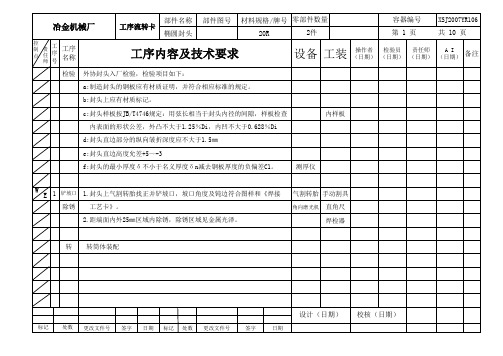
工序 名称
部件名称 部件图号 工序流转卡
附件
工序内容及技术要求
容器编号 第9页
XSJ2007YR106 共 10 页
设备 工装 操作者 (日期)
检验员 (日期)
责任师 (日期)
AI (日期)
备注
1 备料 领取经检验合格的管座 DN50、DN20、DN40、DN25、DN80接管, 铭牌,
支座等集中到装配现场。
5.定位焊缝长30~50㎜,间距50~200㎜,定位焊缝无气孔、夹渣、
裂纹等缺陷,且表面一致。
6.筒节端面倾斜度≤ 2 ㎜
7.筒节长度偏差2000±1.5㎜、 1000±1.5㎜。
8.同一截面上最大内径与最小内径之差随筒体直径的大小确定。
W E 6 装配 1.在筒节纵缝的一端装焊100×100㎜的引弧板,另一端装焊600×300㎜ 电焊机 定位焊 产品焊接试板一块及100×100㎜引弧板一块。 (焊条J427/φ3.2) 2.收、引弧板与筒节板等厚。 3.收、引弧板与筒节组对边缘偏差≤1.0㎜。 4.产品焊接试板焊缝与筒节纵缝应在同一直线上。
容器编号 第 10 页
XSJ2007YR106 共 10 页
设备 工装 操作者 (日期)
检验员 (日期)
责任师 (日期)
AI (日期)
工序流转卡
筒体
δ=8、20R
2节
容器编号 第5页
XSJ2007YR106 共 10 页
控
制 点
责 任 师
工 序 号
工序 名称
工序内容及技术要求
设备 工装 操作者 (日期)
检验员 (日期)
责任师 (日期)
AI (日期)
备注
W E 11 组对 1.筒节与筒节、筒节与封头,按焊缝排版图进行组对。
压力容器制造工艺过程卡20-227 DP5.5定排扩容器过程卡HC112-20-037-00
2
划 线
确认材料标记符合本工艺要求。 尺寸Φ1900×8
打上洋冲印。 作出材料标记移植和检验印记。
H
铆工
3
下 料
按划线剪切或切割,同时割出拼缝坡口,坡口的型式与尺寸见焊接工艺卡规定。 清理溶渣或飞边。
R
无拼缝不割坡口
4
组 对
钢板拼接处两侧各20范围内磨光。
按焊接工艺卡拼接,对接间隙≤1±1,错边量 b≤2
1
20Ⅱ
注:R审阅点、E见证检查点、H停止点编制:XXX审核:XXX
组装工艺过程卡
产品名称:DP5.5定排扩容器DN1500 5.5m3卡号:4
编号
组装用零部件表
1、法兰PL150(B)-16RF2件
5、接管Φ159×6 2件
零部件名称
接管法兰
2、法兰PL200(B)-16RF1件
6、接管Φ219×6 1件
材料牌号
Q345R
材料规格
δ=8
材料入库编号
零部件名称
封头EHA1500×8
代用材料牌号
代用材料规格
代用单编号
图号或标准号
GB/T25198-2010
件号
2
件数
2
发料数量
发料员签字
序号
工序名称工ຫໍສະໝຸດ 序 内 容 及 工 艺 要 求控制
工种或
设备
操作者
日期
检验员
姓名
日期
备 注
1
领 料
原材料检验合格进入车间。
160、382
2
DN200
1
20
Φ219×6
212
212
3
DN32
1
压力容器制造工艺卡
3 气 切割下料 4 刨 刨削破口。破口形式见右图A、B。 5 铆 卷制成型。 注:对口错边量≤3.0㎜ 6 焊 焊接筒节。SAW 7 铆 筒节校圆。注:棱角度≤3.4㎜,椭圆度≤22㎜
8
探
按JB/T4730.2-2005RT-AB进行20%射线探伤,Ⅲ 级合格。
组对筒节间的环焊缝,注:对口错变量≤3.5㎜ 9铆
姓名 日期
产品名称
产品图号
材料
20
检验者签字
姓名
日期
工令号 主要材料 下料尺寸
第页 共页 Ф 273*8
简图说明
******公司
法兰工艺卡Ⅰ
件号 h 标准号 HG/T20592-2009 名称 人孔法兰
件号 工种
工作内容及技术要求
1 铆 领料20Ⅱ,确认材质证明书及材料标记
2
车
1)、夹持外圆,车削内孔及端面。 2)、夹持端部,车削外圆面。
设备制造工艺卡目录
工艺卡名称
产品名称 DN1600*1500压缩空气储气罐 工令号
产品图号 KD2011-Y63-01 主要材料
Q345R
页数
简图说明
第页 共页
签名栏
编制 审核
日期 日期
******公司
封头工艺卡Ⅰ
件号 4 标准号 GB/T25198-2010 名称 椭圆封头
件号 工种
工作内容及技术要求
10 铆 划端面切割线。
1)、封头深度公差为-4.4㎜/+13.2㎜
2)、圆度公差≤11.0㎜
11 检 3)、直边高度允差-2.0㎜/+4㎜
4)、间隙外凸≤27.5㎜,内凹≤13.7㎜
6)、最小壁厚≥12㎜
产品名称 DN1600*1500压缩空气储气罐 工令号
压力容器工艺工序过程卡
压力容器工艺工序过程卡产品名称:Ф1200×5104反应釜产品编号:06WY1—601编制:王鹉2005年12月14 日校审:2005年12 月15 日批准:张中伟2005年12 月16 日中国长城铝业公司建设公司产品名称Ф1200反应釜压力容器主要零部件制造工艺(工序)过程卡容器类别Ⅱ类件号 1产品编号06WY1--601 主材牌号16MnR 规格φ1200×55 图号06WY1--0 部件名称首节筒体序号工序工艺内容与技术要求工装设备检验项目自检值操作者专检值检验员时间备注一领料检验1.检查材料表面状况,不允许有裂纹、结疤、折叠、夹渣、分层、麻坑等缺陷。
表面质量2.核对出厂标记与质量证明书是否一致,打材料标记,填写记录。
材质、标记3.实测钢板厚度,用超声波逐张进行检验,Ⅲ级合格。
厚度二筒节排料划线1.按(封头内径+55)×展开长度划下料线、检查线、加工线,划线公差≯,宽误差≯,对角线误差≯2mm,长=3943mm,宽=2100mm,对角线=4467mm。
划线尺寸(长)划线尺寸(宽)2.移植材料标记,打产品编号钢印。
标记移植3.检查员复验划线尺寸、打确认钢印。
尺寸4.确认检验责任工程师确认:三下料按下料线切割下料,清除毛刺、熔渣。
半自动切割机四加工坡口按焊接工艺细则卡编号()焊缝形式图加工坡口。
要求:坡口表面不得有裂纹、分层、夹渣等缺陷,表面粗糙度为25μm。
刨边机坡口角度表面质量五压头卷圆1.卷圆前先在专用胎具上压头予弯,予弯长度>200mm,用弦长>300mm的内样板检查压头弧度。
卷扳机予弯长度,样板尺寸,予弯弧度2.控制进料端部与卷板机上辊外圆母线平行。
3.上辊分多次均匀下压,使焊口自然靠拢对齐,不圆度≯12mm。
不圆度六对口加产品试板停点1.控制对口错边量:δs>55时纵缝错边量≤,环缝≤7mm。
错边量2.采用埋弧自动焊时对口间隙0-1mm。
对口间隙3.清理坡口及坡口两侧20mm范围内污物,见金属光泽。
压力容器制造工艺卡
年月日
补强圈制造卡
审核 共2页 单台数量
年月日 第2页
产品图号
序 工 承制 单位
号序
件号
材料
工序内容及技术要求
材料状态
设 备 工 装
检验数据
操作者 检验员
日
期
日期
库房备有材质证明书、检验合格的δ =
mm ,
1 备料 库房 钢板,要求材料表面不得有裂纹、结疤、夹渣、分层等缺陷;核
对材料标记,实测钢板厚度。
按零件图要求加工隔板槽寛 5 铣 金工
面处同一平面。
mm,深
mm,槽底与密封
按图钻孔
—φ
mm;钻
—φ
孔;按图加工 6 钻孔 金工
—M
mm 螺孔。
mm 螺栓
要 求 : 96% 以 上 的 管 桥 宽 度 ≥
mm , 管 桥 最 小 宽 度 ≥
mm;螺栓 孔中心圆直径偏差±1.0 mm,相邻二孔弦长允差≤ ±0.5 mm,任意二孔弦长允差≤ ±1.0 mm。
3 车 金工
mm 车密封面;要求密封面粗造度
,厚度
mm。
按中心圆直径φ
mm 划线,钻孔 φ
4 钻孔 金工
螺栓孔中心圆
。要求
共页
第页
单台数量
材料状态
检验数据
操作者 检验员
日
期
日期
直径偏差 ±1.0 mm, 相邻二螺栓孔弦长允差≤ ±0.5 mm, 任意二螺栓孔
弦长允差≤ ±1.0 mm。
编制
产艺品表编—号07
2 下料 铆焊
氧炔
检查确认后,按线下料。
在筒体纵缝延长部位组对焊接试板,错边量 b≤
3 组对 铆焊
[压力容器制造工艺过程卡20

[压力容器制造工艺过程卡20压力容器制造工艺过程卡产品名称:DP5.5 定排扩容器产品图号:XXXXXXXXXX产品规格:DN15005.5m3产品编号:20-229编制:审核:发放日期:2020 年 8 月XXXXXXX 设备有限公司制造工艺过程卡产品名称:DP5.5 定排扩容器 DN1500 5.5m3卡号:1 编号材料牌号 Q345R 材料规格 =8 材料入库编号零部件名称封头 EHA1500 8 代用材料牌号代用材料规格代用单编号图号或标准号 GB/T25198-2010 件号 2 件数 2 发料数量发料员签字序号工序名称工序内容及工艺要求控制工种或设备操作者日期检验员姓名日期备注 1 领料原材料检验合格进入车间。
R2 划线○1 确认材料标记符合本工艺要求。
○ 2 尺寸1900 8 ○3 打上洋冲印。
○ 4 作出材料标记移植和检验印记。
H 铆工3 下料○1 按划线剪切或切割,同时割出拼缝坡口,坡口的型式与尺寸见焊接工艺卡规定。
○2 清理溶渣或飞边。
R无拼缝不割坡口 4 组对○1 钢板拼接处两侧各 20 范围内磨光。
○2 按焊接工艺卡拼接,对接间隙 1 1,错边量 b 2○3 装焊引、收弧板。
R无拼缝不进行此工序 5 焊接○1 装焊引、收弧板(包括试样板)。
○2 按焊接工艺卡施焊,清理焊缝表面,并作焊工标记。
R 自动焊机无拼缝不进行此工序 6 成型○1 按 GB/T25198-2010 规定尺寸冲压成型。
○2 无皱折,封头表面形状偏差:外凸 15 ,内凹7.5 ○3 封头内直径 1500 最小厚度 6.58 E 外协7 RT 探伤○1 作出探伤标记。
○ 2 采用 X 射线探伤,探伤比例100% ○3按 NB/T47013.2-2015 标准Ⅱ级合格。
○4 由探伤质控负责任人签字确认。
R 有证探伤工无拼缝不进行此工序8 探伤PT 封头焊缝进行100%PT 检测,符合NB/T47013.5-2015Ⅰ级合格。
容器法兰生产过程卡
容器法兰生产过程卡
材料 制 要 点 规格 数量 操作者 日 期 容器类别 检验者 日 期 确认 日 期
材料应该有材质证明,标记清楚。 分 1 ~ 2 瓣划线,留余量 错边量b≤ 移植材料标记,按线切割,打坡口 弧板按圆拼接点焊 按焊接工艺进行焊接。 板面不平≤
划线、钻孔 相邻两孔弦长允差
编制
ห้องสมุดไป่ตู้
日期
审核
日期
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
压力容器制造工序过程卡产品名称:制造编号:编制:审核:总装工序过程卡产品名称:工令号材料牌号标准容器类别图号检验序号工序名称工序内容及工序要求操作责任人项目结论签字1筒节组焊筒节与筒节组对,按焊接工艺施焊,控制环缝错边量b≤ mm,纵向棱角度e≤ mm,环缝 %X射线探伤,合格2封头组焊封头与筒体组对,按焊接工艺施焊,控制环缝错边量b≤mm,环缝 %X射线探伤,合格错边量3整体划线按设备总图及管口方位图划出各接管、支座方位及位置,注意使开孔及支座位置避开筒体纵缝开口方位及位置4内件组对按图纸要求组对内件,尺寸方位符合要求,按图纸要求焊接方位及位置5人孔法兰与人孔接管组焊法兰与接管组对,控制环缝错边量b≤mm,法兰面与接管轴线垂直偏差c≤mm,按焊接工艺施几何尺寸焊,环缝%X射线探伤,合格总装工序过程卡产品名称:工令号材料牌号标准容器类别图号检验序号工序名称工序内容及工序要求操作责任人项目结论签字6接管法兰与接管组焊接管法兰与接管组对,控制环缝错边量b≤mm,法兰面与接管轴线垂直偏差c≤法兰外径1/100且不大于3mm,按焊接工艺施焊,环缝 %X射线探伤,合格几何尺寸7设备法兰与筒体组焊设备法兰与筒体组对,控制环缝错边量b≤mm,法兰面与筒体轴线垂直偏差c≤mm ,按焊接工艺施焊,环缝%X射线探伤,合格几何尺寸8筒体与人孔组件组焊划出人孔法兰中心线,与筒体中心线对(跨)中布置,并使法兰平面与壳体中心线的水平和垂直偏差≤ mm,按焊接工艺施焊,角焊缝腰高H= mm9接管法兰与按管法兰与筒体组对,法兰面与接管轴线垂方位及位置筒体组对直偏差c≤法兰外径的1/100且不大于3mm,焊接工艺施焊,环缝 %X射线探伤,合格总装工序过程卡产品名称:工令号材料牌号标准容器类别图号检验序号工序名称工序内容及工序要求操作责任人项目结论签字10支座(支脚)与筒体组焊按设备总图及管口方位图组对方位,保证地脚螺栓孔尺寸符合图纸要求,被支座(支腿)垫板覆盖的焊缝应100%X,射线探伤,级合格,并打磨至与筒体平,按焊缝工艺施焊,与筒体焊缝相交部位留出不焊。
几何尺寸11鞍座与筒体组焊按设备总图组对鞍座,保证地脚螺栓孔尺寸符合图纸要求,被鞍座垫板覆盖的焊缝应100%X射线探伤,级合格,并打磨至与筒体平,按焊缝工艺施焊,与筒体焊缝相交部位留出不焊。
几何尺寸12裙座与筒体组焊按设备总图及管口方位图组对裙座,保证总体直线度△L≤ mm,按焊接工艺施焊几何尺寸13总检按图纸检验几何尺寸及管口支座方位14热处理按热处理工艺消除应力热处理15强度试验按图纸规定用进行 Mpa 耐压强度试验总装工序过程卡产品名称:工令号材料牌号标准容器类别图号检验序号工序名称工序内容及工序要求操作责任人项目结论签字16气密性试验按图纸规定用进行Mpa耐压强度试验17油漆除锈刷漆补充技术要求:补强圈制造工序过程卡产品名称:工令号材料牌号标准件号规格检 验序号工序名称工序内容及工序要求操作责任人项 目结 论签 字1备料确认材料标记、板厚材质标记2划线按外圆Ф mm ,内圆Ф mm ,标记移植划线尺寸标记移植3切割按线切割,内圆按焊接工艺加工出焊接坡口坡口尺寸4钻孔攻丝在距外圆边缘15mm处钻孔Ф8.5,攻丝M105成型将补强圈组按所补强部位曲率成型,信号孔宜布置在筒体轴向几何形状6组对焊接将补强圈组对于规定孔位,按焊接工艺卡施焊,补强圈外圆焊脚高mm,内圆焊脚高 mm,焊脚高度7检漏向信号孔中通入0.4~0.5Mpa压缩气体检漏焊缝检漏法兰制造工序过程卡产品名称:工令号材料牌号标准件号规格检验序号工序名称工序内容及工序要求操作责任人项目结论签字1领料确认材料标记、形状、各部位加工余量材质标记2金加工按图加工,符合标准的几何尺寸要求3标记在法兰外圆上打一如下钢印代号:代号印记法兰盖制造工序过程卡产品名称:工令号材料牌号标准件号规格检 验序号工序名称工序内容及工序要求操作责任人项 目结 论签 字1领 料确认材料标记、材料厚度材质标记2划线按外圆Ф mm 分 块划线,每块进行标记移植划线尺寸标记移植3切割按线切割,拼焊处按焊接工艺卡开出焊接坡口并打磨光亮代号印记4焊接各块组对错边量<1mm,按焊接工艺卡施焊,焊后整体不平度不大于5mm,作出焊缝标记、焊工标记不平度焊工钢印5探伤焊缝100%X射线探伤Ⅱ级合格或100%超声波探伤Ⅰ级合格6整体热处理消除应力处理,升温至℃保温小时,随炉冷却7校平校平法兰面,保证加工余量8金加工按图加工9标记在法兰盖外圆打上如下钢印代号:代号印记卷制筒节制造工序过程卡产品名称:工令号材料牌号标准件号规格检验序号工序名称工序内容及工序要求操作责任人项目结论签字1备料确认材料标记、板厚材质标记2划线按展开长或所配封头周长乘筒节高度划线,移植标记划线尺寸标记移植对角线3切割按线切割,并加工出纵缝焊接坡口坡口尺寸4卷制卷圆并点固,错边量b<mm错边量5焊接按焊接工艺卡焊接,清理焊缝,作出焊缝标记、焊工标记焊缝外观焊工标记6校圆校圆,使最大最小直径差e <mm椭圆度7热处理按热处理工艺卡进行热处理报告8探伤按探伤长度>%且不小于mm探伤,级合格探伤标记球冠封头制造工序过程卡产品名称:工令号材料牌号标准件号规格检验序号工序名称工序内容及工序要求操作责任人项目结论签字1备料确认材料标记、进行标记移植材质标记2划线按外圆Фmm分块下料外圆尺寸3加工坡口按坡口尺寸加工坡口坡口尺寸4拼焊组对拼板,组对错边量≤mm,近按焊接工艺施焊,打磨飞溅距外圆边缘300mm焊缝磨平错边量焊缝磨平5切割按线切割,并在外圆边缘留凸台或割或割缺口的方式做材质标记、焊工标记外圆尺寸标记6外协冲压按,Ri= 冲压成型,形状公差和最小厚度符合GB150最小厚度形状公差质量证明文件球冠封头制造工序过程卡产品名称:工令材料牌号标准件号规格号检 验序号工序名称工序内容及工序要求操作责任人项 目结 论签 字7标记移植移植材料标记、焊工标记材质标记焊工标记8划线加工坡口按深度H = mm 校正划线,切割焊接坡口并打磨出金属光泽封头总深度坡口光洁度9测周长测封头外圆周长并标记外圆周长10探伤100%X 射线探伤, 级合格筒体制造工序过程卡产品名称:工令号材料牌号标准件号规格检 验序号工序名称工序内容及工序要求操作责任人项 目结 论签 字1备料确认材质标记,进行标记移植材质标记2划线按封头外圆周长确定筒体展开长度,划产品试板500×150mm两块划线尺寸对角线3加工坡口按坡口尺寸加工焊接坡口坡口尺寸4组对焊接组对拼板,组对错边量<1mm,按焊接工艺施焊,打磨清理焊缝表面,作出焊缝标记和焊工标记对角线焊缝标记焊工标记焊缝外观5卷板卷圆后点焊固定,对口错边量b≤mm,将产品试板焊于纵缝延长线上错边量6焊接按焊接工艺施焊,清理焊缝表面,作出焊缝标记与焊工标记焊缝外观焊缝标记焊工标记7校圆使最大最小直径差e<mm,棱角度E≤mm椭圆度棱角度筒体制造工序过程卡产品名称:工令号材料牌号标准件号规格序工序名称工序内容及工序要求操作责任人检验号项目结论签字8组对环缝控制对口错边量b≤mm,棱角度E≤mm,相邻纵缝中心线外圆长>100mm错边量棱角度焊缝中距9焊接焊接环缝,打磨飞溅,清理焊缝表面,作焊缝标记,焊工标记焊缝外观焊缝标记10划线画出开孔中心线,以开孔中心线为圆中心,1.5倍开孔为半径画出扩探焊缝位置开口方位及位置,扩探位置11探伤%X射线近探伤,级合格RT椭圆封头制造工序过程卡产品名称:气压机出口油气分离器工令号2003-08材料牌号20R标准GB6654-1996件号1规格DN2600*26检验序号工序名称工序内容及工序要求操作责任人项目结论签字1备料确认材质标记,进行标记移植材质标记2划线按外圆Ф mm分块下料外圆尺寸3加工坡口按坡口尺寸加工坡口坡口尺寸4拼焊组对拼板,组对错量≤1mm,按焊接工艺施焊,打磨飞溅距外圆边缘300mm焊缝磨平错边量焊缝磨平5切割按线切割,并在外圆边缘留凸台或割缺口的方式做材质标记、焊工标记外贺尺寸标记6外协冲压按JB/4737规定的尺寸成型,形状公差和最小厚度符合GB150-2011最小厚度形状公差质量证明书椭圆封头制造工序过程卡产品名称:气压机出口油气分离器续表一工令号2003-08材料牌号20R标准GB6654-1996件号1规格DN2600*26检验序号工序名称工序内容及工序要求操作责任人项目结论签字7标记移植移植材料标记、焊工标记材料标记焊工标记8划线加工坡口按直边高度h= mm,总深度H= mm 光泽校正划线,切割焊接坡口并打磨出金属封头总深度坡口光法度9测周长测封头外圆周长并标记外圆周长10探伤%X射线近探伤,级合格审图记录设备名称设备图号类别工令号图纸来源有无设计单位审批签署图纸是否符合《容规》有关规定制造技术标准是否符合现行技术标准焊接是否符合现行焊接标准技术特性表有无问题管口有无问题制造是否可行问题:解决办法:监检人:审图年月日审核年月日年月日。