芯片手工更换作业指导书
SMT作业指导书
4、生产ROHS产品时,注意材料、工具、辅料的管控;
5、作业时请轻拿轻放产品,防止产品碰撞损坏;
6、作业时需戴好防静电手环; 工具辅料
工具/辅料
型号规格
数量
剪刀
1把
双面胶
10MM
1卷
修改
审核
批准
制订:
审核:
批准:
发行日期:
******电子科技有限公司
****** Electronics Co., Ltd
******电子科技有限公司
****** Electronics Co., Ltd
生产作业指导书
品名
通用
Production Working instruction
规格
/
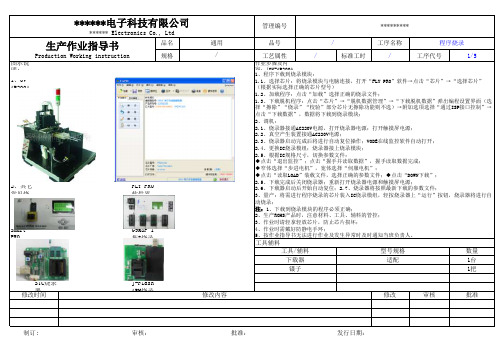
图示说
明:
1、OVAP200A
2、其它 常见烧
Smart PRO
STC烧录 器 修改时间
FLY PRO 软件界
G9M8P 1 拖8烧录
工具辅料 工具/辅料 锡膏/红胶 酒精 白棉碎布
型号规格
修改
审核
数量 1瓶 1瓶 适量
批准
制订:
审核:
批准:
发行日期:
******电子科技有限公司
****** Electronics Co., Ltd
生产作业指导书
品名
通用
Production Working instruction
规格
/
图示说
明:
钢网
PCB
2、标准 印刷图
锡膏需 均匀覆
3、常见 印刷不
印胶的 位胶置量居适 中、成
NG(锡浆 丝印连
NG (焊盘
NG(锡 膏印刷
NG(胶 量太
电子产品维修与服务作业指导书
电子产品维修与服务作业指导书第1章电子产品维修基础 (3)1.1 电子元件识别与检测 (3)1.1.1 元件分类 (3)1.1.2 元件识别 (4)1.1.3 元件检测 (4)1.2 常用维修工具与设备 (4)1.2.1 手动工具 (4)1.2.2 测试仪器 (4)1.2.3 焊接设备 (4)1.2.4 清洁工具 (4)1.3 维修流程及注意事项 (4)1.3.1 维修流程 (4)1.3.2 注意事项 (4)第2章故障诊断方法 (5)2.1 逻辑分析法 (5)2.2 观察法 (5)2.3 替换法 (5)2.4 电压测试法 (6)第3章维修实战技巧 (6)3.1 拆卸与装配 (6)3.1.1 拆卸前的准备工作 (6)3.1.2 拆卸顺序与方法 (6)3.1.3 装配顺序与方法 (6)3.2 焊接技术 (7)3.2.1 焊接工具的选择 (7)3.2.2 焊接材料的选择 (7)3.2.3 焊接方法与技巧 (7)3.3 维修用芯片选型与替换 (7)3.3.1 芯片选型 (7)3.3.2 芯片替换注意事项 (7)3.4 维修中的应急处理 (7)3.4.1 电源故障应急处理 (7)3.4.2 屏幕故障应急处理 (7)3.4.3 软件故障应急处理 (8)3.4.4 系统崩溃应急处理 (8)第4章液晶显示器维修 (8)4.1 液晶显示器结构与原理 (8)4.1.1 液晶面板 (8)4.1.2 驱动电路 (8)4.1.3 背光源 (8)4.1.4 控制电路 (8)4.2 液晶显示器常见故障分析 (8)4.2.1 显示不正常 (8)4.2.2 屏幕闪烁 (9)4.2.3 屏幕亮度过低 (9)4.3 液晶显示器维修方法与技巧 (9)4.3.1 驱动电路故障维修 (9)4.3.2 液晶面板故障维修 (9)4.3.3 背光源故障维修 (9)4.3.4 其他故障维修 (9)第5章笔记本电脑维修 (10)5.1 笔记本电脑结构与原理 (10)5.1.1 结构概述 (10)5.1.2 工作原理 (10)5.2 笔记本电脑常见故障分析 (10)5.2.1 开机故障 (10)5.2.2 系统故障 (10)5.2.3 显示故障 (10)5.2.4 电池故障 (10)5.3 笔记本电脑维修方法与技巧 (10)5.3.1 故障诊断 (10)5.3.2 拆卸与组装 (11)5.3.3 维修工具与设备 (11)5.3.4 维修方法 (11)5.3.5 维修技巧 (11)第6章智能手机维修 (11)6.1 智能手机结构与原理 (11)6.1.1 结构概述 (11)6.1.2 工作原理 (11)6.2 智能手机常见故障分析 (12)6.2.1 硬件故障 (12)6.2.2 软件故障 (12)6.3 智能手机维修方法与技巧 (12)6.3.1 维修前的准备 (12)6.3.2 维修流程 (12)6.3.3 维修技巧 (12)第7章家用电器维修 (12)7.1 家用电器常见故障分析 (12)7.1.1 电视机 (12)7.1.2 空调 (13)7.1.3 洗衣机 (13)7.1.4 冰箱 (13)7.2 家用电器维修方法与技巧 (13)7.2.1 诊断方法 (13)7.2.2 维修技巧 (13)7.2.3 维修工具与设备 (13)7.3 安全防护措施 (13)7.3.1 电气安全 (13)7.3.2 人身安全 (13)7.3.3 设备安全 (13)7.3.4 环境保护 (13)第8章办公设备维修 (14)8.1 打印机维修 (14)8.1.1 打印机常见故障诊断 (14)8.1.2 打印机维修流程 (14)8.1.3 打印机维修注意事项 (14)8.2 复印机维修 (14)8.2.1 复印机常见故障诊断 (14)8.2.2 复印机维修流程 (14)8.2.3 复印机维修注意事项 (15)8.3 传真机维修 (15)8.3.1 传真机常见故障诊断 (15)8.3.2 传真机维修流程 (15)8.3.3 传真机维修注意事项 (15)第9章电子产品售后服务 (15)9.1 售后服务政策与流程 (15)9.1.1 售后服务政策制定 (15)9.1.2 售后服务流程 (16)9.2 客户沟通与投诉处理 (16)9.2.1 客户沟通 (16)9.2.2 投诉处理 (16)9.3 售后服务质量管理 (16)9.3.1 售后服务人员培训 (16)9.3.2 售后服务评价 (16)9.3.3 售后服务监督 (16)9.3.4 售后服务改进 (16)第10章电子产品维修行业发展趋势 (17)10.1 维修技术发展趋势 (17)10.2 维修服务模式创新 (17)10.3 绿色维修与环保意识 (17)10.4 行业规范与标准建设 (18)第1章电子产品维修基础1.1 电子元件识别与检测1.1.1 元件分类电子产品中的电子元件主要分为有源元件和无源元件两大类。
HCT切片导轮更换作业SOP改(1)(1)

车间名称:生产工艺余乃明全文有些图片黑乎乎的需重新拍工序名称:导轮更换工装车80件套扳手塑胶锤内六角扳手版权所有:江西旭阳雷迪高科技股份有限公司版权声明:本文件为受控文件,只限公司内部使用,严禁复制翻录版权所有:江西旭阳雷迪高科技股份有限公司版权声明:本文件为受控文件,只限公司内部使用,严禁复制翻录导轮密封圈固定 销放导轮的地毯铁棍扭力扳手7008航空润滑脂MBU30高温抗磨油版权所有:江西旭阳雷迪高科技股份有限公司版权声明:本文件为受控文件,只限公司内部使用,严禁复制翻录堵头挡板与导轮间隙版权所有:江西旭阳雷迪高科技股份有限公司版权声明:本文件为受控文件,只限公司内部使用,严禁复制翻录具体操作步骤全文的图片都要换为带手套的点此处冷却系统开关防尘帽口罩橡胶手套工服版权所有:江西旭阳雷迪高科技股份有限公司版权声明:本文件为受控文件,只限公司内部使用,严禁复制翻录版权所有:江西旭阳雷迪高科技股份有限公司版权声明:本文件为受控文件,只限公司内部使用,严禁复制翻录阀门开关阀门开关黄色按钮放水管黑色阀门版权所有:江西旭阳雷迪高科技股份有限公司版权声明:本文件为受控文件,只限公司内部使用,严禁复制翻录拆轴承箱保护罩保护罩固定螺丝出线滑轮支架固定螺丝进线小滑轮出线小滑轮进线小滑轮拆出线小滑轮下导轮挡板拆挡板版权所有:江西旭阳雷迪高科技股份有限公司版权声明:本文件为受控文件,只限公司内部使用,严禁复制翻录拆卸接地报警装置工装车就位活动轴承箱版权所有:江西旭阳雷迪高科技股份有限公司版权声明:本文件为受控文件,只限公司内部使用,严禁复制翻录版权所有:江西旭阳雷迪高科技股份有限公司版权声明:本文件为受控文件,只限公司内部使用,严禁复制翻录拆下堵头卸螺姆上的螺栓借力呆扳手小角度拧松6个螺丝堵头版权所有:江西旭阳雷迪高科技股份有限公司版权声明:本文件为受控文件,只限公司内部使用,严禁复制翻录拉出导轮拉杆松下拉杆松卸锁紧螺母清洗拉杆版权所有:江西旭阳雷迪高科技股份有限公司版权声明:本文件为受控文件,只限公司内部使用,严禁复制翻录温度传感器拔下温度探头拉出活动轴承箱专用工具 (拉马)拆下活动轴承箱固定螺丝松掉螺丝放出余水版权所有:江西旭阳雷迪高科技股份有限公司版权声明:本文件为受控文件,只限公司内部使用,严禁复制翻录清洗活动轴承箱清洗拉杆两端螺丝版权所有:江西旭阳雷迪高科技股份有限公司版权声明:本文件为受控文件,只限公司内部使用,严禁复制翻录版权所有:江西旭阳雷迪高科技股份有限公司版权声明:本文件为受控文件,只限公司内部使用,严禁复制翻录清洗固定轴承箱轴瓦清洗活动轴承箱轴瓦及铜套用油类别MA2用油类别7008航空润滑脂抹油手法轴瓦轴瓦版权所有:江西旭阳雷迪高科技股份有限公司版权声明:本文件为受控文件,只限公司内部使用,严禁复制翻录版权所有:江西旭阳雷迪高科技股份有限公司版权声明:本文件为受控文件,只限公司内部使用,严禁复制翻录轴瓦密封圈密封圈加油方式拉杆螺母版权所有:江西旭阳雷迪高科技股份有限公司版权声明:本文件为受控文件,只限公司内部使用,严禁复制翻录上固定销拧紧两端螺丝密封圈托好导轮版权所有:江西旭阳雷迪高科技股份有限公司版权声明:本文件为受控文件,只限公司内部使用,严禁复制翻录版权所有:江西旭阳雷迪高科技股份有限公司版权声明:本文件为受控文件,只限公司内部使用,严禁复制翻录扭力扳手拧紧螺栓,打扭力水路阀门水路阀门版权所有:江西旭阳雷迪高科技股份有限公司版权声明:本文件为受控文件,只限公司内部使用,严禁复制翻录补水阀门版权所有:江西旭阳雷迪高科技股份有限公司版权声明:本文件为受控文件,只限公司内部使用,严禁复制翻录更改参数版权所有:江西旭阳雷迪高科技股份有限公司版权声明:本文件为受控文件,只限公司内部使用,严禁复制翻录监督人:刘溢洋版权所有:江西旭阳雷迪高科技股份有限公司版权声明:本文件为受控文件,只限公司内部使用,严禁复制翻录操作流程图版权所有:江西旭阳雷迪高科技股份有限公司版权声明:本文件为受控文件,只限公司内部使用,严禁复制翻录。
手工作业指导书

手工作业指导书
标题:手工作业指导书
引言概述:
手工作业指导书是一种指导学生如何完成手工作业的书籍,旨在提供清晰的步骤和方法,匡助学生顺利完成作业。
本文将从材料准备、工具准备、步骤指导、注意事项和完成检查五个方面详细介绍手工作业指导书的编写要点。
一、材料准备
1.1 子细阅读作业要求,确定所需材料种类和数量。
1.2 准备所需材料,确保材料质量符合要求。
1.3 按照作业要求,准备好特殊材料或者工具。
二、工具准备
2.1 确保所需工具齐全,如剪刀、胶水、尺子等。
2.2 检查工具状态,确保工具完好无损。
2.3 准备备用工具,以备不时之需。
三、步骤指导
3.1 清晰列出每一个步骤,确保顺序正确。
3.2 详细描述每一个步骤的操作方法,避免学生困惑。
3.3 给出示范图或者视频,匡助学生更好地理解每一个步骤。
四、注意事项
4.1 强调安全注意事项,如使用锋利工具时要小心操作。
4.2 提醒学生注意作业环境,保持整洁和肃静。
4.3 鼓励学生在遇到问题时及时向老师求助,避免错误延误。
五、完成检查
5.1 检查作业是否按照步骤完成,是否达到要求。
5.2 检查作业的整洁度和准确度。
5.3 鼓励学生自我检查,找出可能存在的问题并及时改正。
结语:
手工作业指导书的编写需要考虑学生的实际情况和需求,要做到详细清晰、易懂易学。
通过合理的材料准备、工具准备、步骤指导、注意事项和完成检查,可以匡助学生更好地完成手工作业,提高他们的动手能力和创造力。
愿每位学生都能在手工作业中获得乐趣和成长。
SD890A 作业指导书
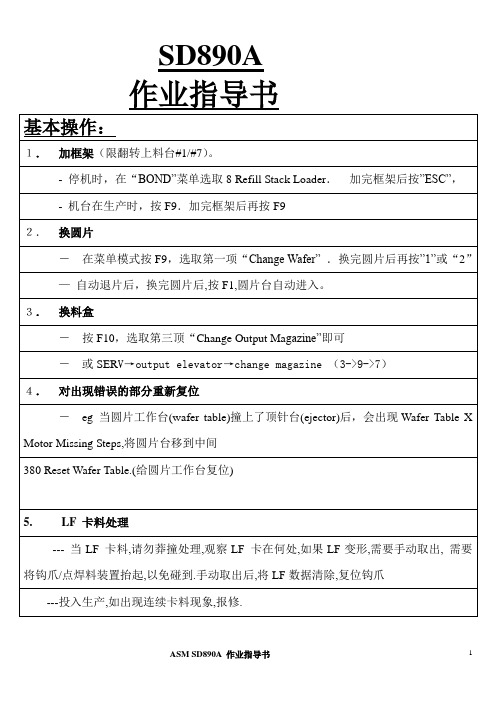
SD890A 作业指导书2.换焊料b)2-9-1 Input indexer standby pos输入钩爪将LF送到给第1爪的位置c)2-9-3output indexer standby pos第4爪送到给输出钩爪的位置d)2-9-4output indexer limit pos输出爪将LF送进料盒的位置X/Y的坐标方向如下:Z(+ve)Y(+ve)X (+ve)Dispenser position fine tune1.进入2-0-0‘Edit Dispensingposition’, 根据实际的点焊料位置修改offset数值.如现在Y向的offset= -0.3mm, 而实际点焊料位置偏左0.2mm,那就需要把Dispenser 位置往右改0.2mm,将offset 设定为(-0.3+0.2)=-0.1mm. 按ESC保存数值,如果spanker 位置不需同时改动,不按1;否则按1.Spanker position fine tune2-1-7“Edit Spanking Position” 根据实际的点焊料位置修改offset 数值.如现在Y向的offset=-0.3mm, 而实际点焊料位置偏左0.2mm,那就需要把Dispenser 位置往右改0.2mm,将offset 设定为(-0.3+0.2)=-0.1mm. 按Enter保存数值,按ESC退出.按F6通过输入offset 值,修改装片位置功能快捷键说明F1:Camsel (cameral select) 装片/芯片镜头切换wafer/bondF2:PRSrch (PRS search) 芯片搜索F3:Joyspd (joystick speed) 摇竿速度切换normal/slow/fast/pitch F4:TempCtrl (temperature controller) 温度控制F5:WorkHdr (Work holder) 轨道Clear work holder LF清轨Change work holder LF data 轨道框架数据Reset all indexers复位所有钩爪Index once单步动作Bond/dispense clamp toggle开/关压板Toggle bond claw上下钩爪Move up bond claw to limit钩爪抬到最高位Move LF to dispense Posn将框架移到点焊料位置Move LF to spank Posn将框架移到压模位置Move LF to bond Posn将框架移到装片位置Change wire 换焊料Change mold 换压模块F6:BndAdj (Bond adjust) 装片位置微调F7:CamIdx (cameral index) 装片镜头移动F8:BlwCol (blow collect) 清理吸嘴Strong Blow Collet 吸嘴强吹气Change Collet 换吸嘴Pick Die Test 吸一颗芯片F9:Wafer 芯片台Change wafer换圆片Close wafer expander关闭绷环Open wafer expander开启绷环Wafer loader down once自动上片系统下一格Wafer loader up once自动上片系统上一格Move table x,y theta移动芯片台位置Align new wafer对准圆片Move to home position移到home 位Load/unload waferOn/off wafer hot blow热吹气开/关F10:Handkler 吸LF和换料盒Pick LF from stack loader 吸一条框架Reset stack loader 复位上料台Change output magazine换料盒Index output mag once料盒上一格Retard output mag once料盒下一格焊料:Pb92.5Sn5Ag2.5 直径0.5mm (常用) TO251/TO126改产品(LFand Die )LF改换相关改动1.参考温度(摄氏度)2.混合气体(L/MIN)3.调整A LF PRB 教学点焊料装置/压模/焊头高度C 调整装片位置(X,Y)DIE改换相关改动Die (mm) 3x2.5M old(mils) 167x116 Temperature Spanker (ºC) 400~420Cooling Dispenser (lpm) >10Work Holder (lpm) 25Dispensing Volume Req. (um) 2000D. Level (um) 1800/1800Wire Contact Delay(ms) 15Wire Contact Speed(u/ms) 15Wire For/Back Speed 75/75Drive In (um) 15Spanking Offset (um) -150Contact Delay perSpank (ms) 60First Soft TouchSetting(ms\um\mm/s\mm/s)40/100/40/20First spank Z Offset(um) -300Second Soft TouchSetting(ms\um\mm/s\mm/s)20/100/40/20Second spank Z Offset(um) -200 Bonding Bond Level (um)Row 1 -10Vacuum Off Delay -25Bond Delay 30Weak Blow Delay 50Pick Delay 40Arm Pick Delay 35Head Pick Delay 35Arm Bond Delay 40Head Bond Delay 35Ejector Up Delay 30Clamp Close Delay 0Soft Landing Setting OFFPick Force(g) 100Bond Force (g) 100Damping Force(g) 275Weak Blow (Mpa) 0.015TO220改产品(LFand Die)LF改换相关改动1. 参考温度(摄氏度)2. 混合气体(L/MIN)3. 调整A LF PRB 教学点焊料装置/压模/焊头高度C 调整装片位置(X,Y)DIE改换相关改动报警处理:每日维护4.对吸嘴/顶针确认,方法:a)吸嘴和顶针寿命统计和顶针孔吸嘴使用,在设定寿命限制到达时,应请相关人员确认,更换顶针后需RESET统计数;b)顶针孔是否正常,如不正常进行则予以更换,清理顶针座上的的垢物;c)使用镜子检查吸嘴是否正常,如不正常进行则予以更换5.对输入轨道的存在传感器和对准传感器光纤清理,输入轨道的清理,可用酒精棉擦拭;6.对机台进行清理每周/月维护1.正常生产中,每周清理压模2次,在更换压模前将更换和被更换的压模用刷子刷干净;2.对机台表面进行吸尘(每周),对机台运动部件进行定期清洗加油/对线路部分进行吸尘注意事项:1.在调试过程中,不得多人同时操作机台;2.在运行中,抽取料盒产品:打开安全护栏,抽取完毕,关上护栏.3.禁止在设备运行时用手或其他物件接近运动部件( 如焊头\钩爪等)4.禁止将焊料等金属物乱扔,穿完焊料,需将废焊丝回收到指定位置.6. 禁止在出料升降台堆放杂物中英文对照Die 芯片wafer 圆片magazine 料盒LF 框架collect 吸嘴Die bonder 装片机solder 焊料stack loader 上料架WH (work holder) 轨道Dispenser 点焊料装置spanker 压模装置bond 焊接optic 光学镜头bond head 焊头Wafer table 芯片台output elevator 输出升降台reset 复位Home 归位ejector 顶针器sensor 传感器indexer 步进器/勾爪Claw 钩爪wafer expander 晶片扩张器show 显示move 移动Power 电源1mm =1000um 1mil = 25.4um。
手工贴片作业指导书
手工贴片作业指导书1.0目的:规范手工贴片作业,保证产品质量。
2.0适用范围:本公司SMT车间手工贴片作业。
3.0权责:拉长:负责作业指导。
作业员:负责准确、规范地进行手工贴装元器件。
4.0操作工艺:4.1物料准备:4.1.1片状元件、SOT、IC等类型有脚元件4.1.1.1对于有抛料引起的散料,满足下列条件可以再使用,否则报废。
a.该物料本体必须有明显标识,且与该产品的其他物料标识、体积、颜色完全相同,不会引起错料。
b.该物料无损坏、上锡端无氧化、丝印清晰等。
c.由生产拉长和品质人员共同100%确认OK后。
4.1.1.2供应商来料为散料,满足下列条件可以使用,否则退回供应商。
a.该物料包装必须有明显标识(规格/料号等),与BOM要求完全相符,PMC 人员及IQC人员确认OK。
b.该物料无损坏、上锡端无氧化、丝印清晰。
c.由生产拉长和品质人员共同100%确认OK后。
4.1.1.3供应商来料为盘装料,但由于设备原因无法机器贴装。
4.1.1.4物料必须用防静电料盒装,在放入料盒的过程中,物料下落高度不得超过5cm。
4.1.1.5在料盒上必须把规格/料号,贴装位置标识清楚,并由拉长、品质人员确认签名。
4.1.1.6供应商来料为带装料/管装料/TRAY盘装料,但由于设备原因无法机器贴装,要用手摆。
4.1.1.7物料必须用防静材料包装:a.如是抛料引起的散料或供应商来料为散料,要用防静电料盒装,物料必须整齐排列在防静电料盒中,不可杂乱堆叠,在放入料盒的过程中,物料下落高度不得超过0.5cm,以免引起物料损坏。
b.供应商来料为带盘装料/管装料/TRAY盘装料,但由于设备原因无法机器贴装,要用手摆的物料,在贴装前,不可把从包装中物料取出,对于带装料可把物料包装剪成以若干个元件为单位的小段,在贴装时,每贴一个再从包装中拆取一个,以免引起物料损坏。
4.1.1.7在料盒/包装上必须把规格/料号,贴装位置标识清楚,并由拉长、品质人员确认签名。
手工插件作业指导书

改定日期*作1.确2.3.4.*作1、2、3、4、 后再56、7、8、9、1011*与位号数量物料12345作业前后请对比圈点处为作业内容820Ω电阻820Ω13V二极管13V工程名手 插 1操作顺序、方法及注意事项使 用 资 材 名使用工具NO 资材名材料描述规格制定日期2010.05.174作业指导书PCB规格CD-YSL-13制品名文件编号1决制作审核确认裁21/4W31改定日期*作1.确2.3.4.*作1、2、3、4、 后再5、6、7、8、9.*与位号数量物料12341/4W14.7K电阻 4.7K 1/4W 作业前后请对比圈点处为作业内容5.6K电阻 5.6K 1K以下电阻JX NO 资材名材料描述规格120K电阻20K 1/4W 1工程名手 插 2操作顺序、方法及注意事项使 用 资 材 名使用工具CD-YSL-13制定日期2010.05.174作业指导书确认制品名2PCB规格文件编号1决裁审核制作11/4W 1K5改定日期*作1.确2.3.4.*作1、2、3、4、 后再5、6、7、8、9、10*与位号数量物料123作业前后请对比圈点处为作业内容110K电阻10K 1/4w34148二极管4148使 用 资 材 名使用工具NO 资材名材料描述规格裁工程名手 插 3操作顺序、方法及注意事项PCB规格CD-YSL-13制定日期2010.05.174作业指导书确认制品名2文件编号1决制作审核10K45改定日期*作1.确2.3.4.*作1、2、3、4、 后再5、6、7、8、9.*与位号数量物料128.2K电阻8.2K 1/4W NO 资材名材料描述规格1330Ω电阻3301/4w2工程名手 插 4操作顺序、方法及注意事项使 用 资 材 名使用工具CD-YSL-13制品名裁制定日期2010.05.174作业指导书PCB规格2文件编号1决制作审核确认作业前后请对比圈点处为作业内容345改定日期*作1.确2.3.4.*作1、2、3、4、 后再5、6、7、8、9、10*与位号数量物料1NO 资材名材料描述规格发光二极管有方向元亮红2工程名手 插 5操作顺序、方法及注意事项使 用 资 材 名使用工具CD-YSL-13制品名裁制定日期2010.05.174作业指导书PCB规格2文件编号1决制作确认1审核作业前后请对比圈点处为作业内容43K电阻43K 1/4W2345改定日期*作1.确2.3.4.*作1、2、3、4、 后再5、6、7、8、9.*与位号数量物料使 用 资 材 名使用工具NO 资材名材料描述规格裁工程名手 插 6操作顺序、方法及注意事项CD-YSL-13制定日期2010.05.174作业指导书确认制品名2PCB规格1文件编号1决制作审核作业前后请对比圈点处为作业内容C104电容4.7K电位器 4.7KC104112345改定日期*作1.确2.3.4.*作1、2、3、4、 后再5、6、7、8、9、10*与使 用 资 材 名使用工具裁工程名手 插 7操作顺序、方法及注意事项制定日期2010.05.174作业指导书PCB规格CD-YSL-13审核确认制品名2文件编号1决制作作业前后请对比圈点处为作业内容5发光二极管有正负极亮红橙红黑位号数量物料12345改定日期*作1.确2.3.4.*作1、2、3、4、 后再5、6、7、8、9.10及时11*与工程名手 插 8操作顺序、方法及注意事项CD-YSL-13制品名裁制定日期2010.05.174作业指导书PCB规格2文件编号1决制作审核确认作业前后请对比圈点处为作业内容1线束3P1339N集成块339N 有方向元NO 资材名材料描述规格黑位号数量物料1P C2345更多免费资料下载请进:http://www.55t 全部元件作业前后请对比圈点处为作业内容NO资材名材料描述规格27使用资材名使用工具。
固晶作业指导书

固晶作业指导书标题:固晶作业指导书引言概述:固晶作业是一项重要的工艺步骤,对于保证电子产品的质量和性能起着关键作用。
本文将详细介绍固晶作业的步骤和注意事项,帮助操作人员正确进行固晶作业,提高产品的质量和可靠性。
一、准备工作1.1 准备固晶设备:确保固晶设备完好,无故障。
1.2 准备固晶材料:准备好所需的固晶胶和固晶片。
1.3 准备工作环境:确保工作环境干净整洁,无尘埃和杂物。
二、固晶操作步骤2.1 清洗芯片和基板:使用清洁剂清洗芯片和基板表面,确保无油污和杂质。
2.2 涂抹固晶胶:将固晶胶均匀涂抹在芯片或基板的固晶区域。
2.3 固晶:将芯片和基板放置在固晶设备中,按照设备说明书操作,进行固晶。
三、固晶后处理3.1 固晶固化:根据固晶胶的固化条件,进行固化处理。
3.2 清洗固晶区域:使用清洁剂清洗固晶区域,去除多余的固晶胶。
3.3 检查固晶效果:检查固晶的质量和效果,确保固晶牢固。
四、质量控制4.1 观察固晶效果:观察固晶区域是否均匀、无气泡和裂纹。
4.2 测试固晶强度:进行固晶强度测试,确保固晶牢固可靠。
4.3 记录固晶数据:记录固晶的相关数据,方便后续追溯和分析。
五、注意事项5.1 注意安全:操作人员需佩戴防护眼镜和手套,避免发生意外伤害。
5.2 注意环境:固晶操作需在无尘、无静电环境下进行,避免影响固晶效果。
5.3 注意维护:定期检查固晶设备和工具,保持设备的正常运行和使用寿命。
结论:固晶作业是电子产品制造中不可或缺的环节,正确的固晶作业能够提高产品的质量和可靠性。
操作人员在进行固晶作业时,需严格按照操作规程进行,注意各个步骤和细节,确保固晶效果符合要求。
希望通过本文的指导,能够帮助操作人员正确进行固晶作业,提高产品的质量和性能。
作业指导书
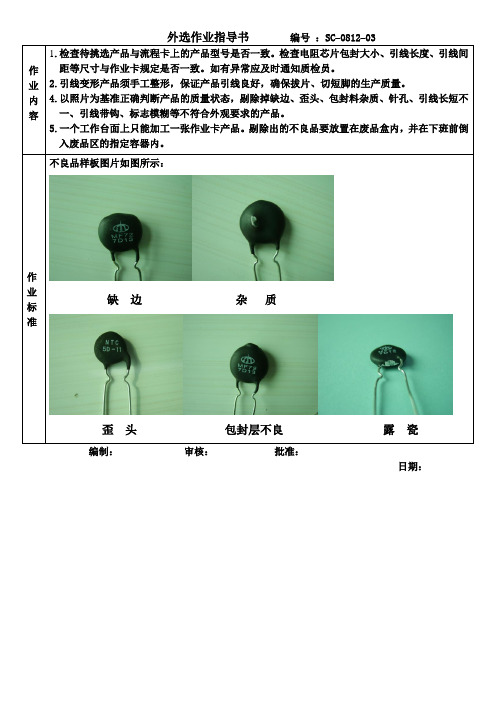
外选作业指导书编号:SC–0812–03作业内容1.检查待挑选产品与流程卡上的产品型号是否一致。
检查电阻芯片包封大小、引线长度、引线间距等尺寸与作业卡规定是否一致。
如有异常应及时通知质检员。
2.引线变形产品须手工整形,保证产品引线良好,确保拔片、切短脚的生产质量。
4.以照片为基准正确判断产品的质量状态,剔除掉缺边、歪头、包封料杂质、针孔、引线长短不一、引线带钩、标志模糊等不符合外观要求的产品。
5.一个工作台面上只能加工一张作业卡产品。
剔除出的不良品要放置在废品盒内,并在下班前倒入废品区的指定容器内。
作业标准不良品样板图片如图所示:缺边杂质歪头包封层不良露瓷编制:审核:批准:日期:电流冲击作业指导书编号:SC–0812–01作业内容1.首先检查热敏电阻电流冲击台的外观应无异常。
按需要安装夹具,确保接触良好,无导线和插头脱落现象。
检查气源压力应在0.1-0.4MPa之间,方可通电,同时操作人员戴好防护眼镜,以防止炸伤眼睛。
2.通电后无打火等不正常现象,先开控制器的电源,同时选择好时间(高、中、低速),头数(15、18、24),次数(1、3、5),按启动,观察流水灯的闪动是否正常(应符合所选项目),如有异常应通知维修人员。
3.按工艺要求选择不同容量的充电电容和电炉丝功率。
4.将被测热敏电阻安放在夹具上,位置准确,双手按下气动按钮,夹具下降压住被测热敏电阻,观察接触良好,定位准确,方可按下启动按钮,进行测试。
5.此时冲击台对被测热敏电阻依次进行电冲击,操作人员应观察流水灯、充放电指示灯及电流表。
充放电指示灯应交替闪动,电流表应有与被测量规格相对应的指示值。
6.在冲击过程中,发现被测热敏电阻的外表有爆裂、冒烟、打火等不良现象应及时剔除。
7.发现有不正常现象应及时通知维修人员。
8.工作结束应切断电源,做好机器的清洁工作。
作业标准1.冲击每种型号产品前,首先应检查充电电容和电炉丝功率档位应正确。
2.将每批次外观和炸火不合格品情况写在流程卡上。
电路板手工插件作业指导书
电路板手工插件作业指导书-标准化文件发布号:(9456-EUATWK-MWUB-WUNN-INNUL-DDQTY-KII作业指导书1,插件组。
一、插件前,应清理作业桌面。
不准存放与作业无关东西。
二、插件前准备工作1、投料前检查品保检验合格单,产品批号,了解物料的完整性及可靠性。
2、了解新产品插件注意事项,对特殊材料对人员的职能培训。
3、组长安排好相应的坐次,安排好人员所插的电子元件。
4, 将需整形的元件整形(如,二极管等),并摆放后,做好准备。
三、操作步骤1、按PCB板标识图及样品整流器,把各元件插入PCB板中,达到样品或要求的规定的成型高度。
四、工艺要求1、元件的整形、排列位置严格按文件规定要求,不能损伤元器件。
2、二极管、三极管、电解电容、电感是有方向性,必须按PCB 板上的方向进行插件。
3、无极性元件的在插件的过程中,必须保持一致性。
4、元器件不得有错插、漏插现象。
5、不同包装的三极管不得混用,发现异常元件及异常外型材料及时反馈组长,由技术部、品保部、物控部决定处理。
6、每天下班前清理工作台面,并及时把多余元器件上交组长处理。
7、完工后清理设备及岗位。
五、注意事项1、后工序员工或检验员发现漏插元器件不能擅自将元器件插入线路板,必须经组长鉴别后,再通知前工序工把相关的元器件补齐。
2、每批次组长负责与技术部一起制作首板,以后批量制作严格按首板插件标准执行,每批制作前必须经过首检合格后方可批量投入生产。
3、杜绝元件插件不到位,漏插、插反,插错,碰脚流入下一道工序。
4、注意操作员工双手及操作工具、设备卫生,确保产品清洁。
固晶作业指导书

固晶作业指导书一、背景介绍固晶作业是在电子设备制造过程中的一个重要环节,主要用于将芯片与封装基板固定在一起,确保芯片的稳定性和可靠性。
本指导书旨在提供固晶作业的详细步骤和操作要点,以确保作业人员能够正确、高效地进行固晶作业。
二、作业准备1. 确保作业场所清洁整洁,无尘、无杂物。
2. 准备所需的固晶工具和材料,包括固晶机、固晶胶、芯片、封装基板等。
3. 检查固晶机的工作状态和操作安全性,确保正常运转并符合相关安全标准。
三、固晶作业步骤1. 将封装基板放置在固晶机的工作台上,调整工作台的高度和倾斜角度,使其与芯片对齐。
2. 使用吸尘器或清洁布清洁封装基板表面,确保无尘、无杂物。
3. 在芯片的四个角上涂抹适量的固晶胶,注意胶水的均匀涂抹和厚度控制。
4. 将芯片小心地放置在封装基板上,确保与固晶胶完全接触,并按压一段时间,使其固定在基板上。
5. 将固晶机的压力调节到适当的程度,以确保芯片与基板之间的固定牢固,但不会损坏芯片。
6. 开启固晶机,设定固晶时间和温度,确保固晶胶能够充分固化。
7. 固晶完成后,关闭固晶机,等待固晶胶冷却。
8. 检查固晶作业的质量,包括固晶胶的固化程度、芯片与基板的粘结情况等。
如有问题,及时处理或重新进行固晶作业。
四、注意事项1. 操作人员应穿戴好防静电服和防静电手套,以避免静电对芯片和固晶胶的影响。
2. 在操作过程中,应注意固晶胶的使用寿命和储存条件,避免使用过期或变质的固晶胶。
3. 操作人员应定期清洁固晶机,保持其正常运转和稳定性。
4. 在固晶作业过程中,应注意安全操作,避免发生意外事故。
五、作业记录与反馈1. 在每次固晶作业完成后,应记录作业时间、温度、压力等关键参数,并保存相关数据。
2. 如发现固晶作业中存在的问题或改进的建议,应及时向上级主管或质量管理部门反馈,并进行记录。
六、作业风险评估固晶作业涉及到芯片的固定和封装基板的制备,若操作不当可能导致芯片损坏、固晶胶未固化或固化不完全等问题。
手工贴装作业指导书1
手工贴装作业指导书作业名称手工贴装作业作业内容一、目的提高手工贴片质量,确保元器件准确贴装到PCB焊盘上。
二、适用范围本手工贴装片式元器件(SMD)典型工艺适用本公司生产之用三、权责负责手工贴片工具的正确使用、清洁和保养;负责手工贴片质量的监督和技术指导。
四、工艺要求1 对手工操作贴装人员要求:(1)贴片人员必须经专业培训合格后上岗。
了解表面贴装技术(SMT)焊接:工艺方法及;工艺要求。
(2)贴片人员熟悉片式元器件种类、尺寸规格、阻容元器件阻容量表示法。
(3)极性元器件的极性一定要与元器件位置图相符合2 贴装步骤及工艺要求:(1)贴装前仔细核对:客户提供文件中所需贴装的片式元器件材料种类,熟悉将元器件贴装在印锡板上的位置。
当确认贴装元器件及印锡板上位置后方可贴装。
(2)用贴装:镊子取起片式元器件对准所贴印制板贴装位置一次性安放到位,禁止将元器件在印锡板上推行到位,因为这样会造成锡膏污染片式元器件焊接端面或电路板焊盘或使焊膏脱离焊盘,引起焊接故障及影响可靠性。
(3)SOP 、QFP 贴装方法器件1.脚或前端标志对准印制板字符前端标志,用镊子夹持组件体,对准标志,对齐两侧或四边焊盘,居中贴放,并用镊子轻轻揿压器件体顶面,使组件引脚不小于1/2厚度浸入焊膏中,要求组件引脚全部放置于焊盘上。
(4)SOT 贴装用镊子夹持组件体,对准方向,对齐焊盘,居中贴放在焊盘焊膏上,确认准确后用镊子轻轻揿压组件体,使组件引脚不小于1/2厚度浸入焊膏中,要求组件引脚全部防置于焊盘上。
(5)矩形、圆柱形Chip组件贴装用镊子夹持组件,将组件焊端对齐两端焊盘,居中贴放在焊盘焊膏上,有极性的组件贴装方向要符合圆纸要求,确认准确后用镊子轻轻揿压,使组件焊端浸入焊膏。
(6) SOJ 、PLCC 贴装方法SOJ、PLCC的贴装方法同SOP、QFP、由于SOJ、PLCC的引脚在器件四周的底部,因此对中时需要用眼睛从器件侧面与PCB板成45度角检查引脚与焊盘是否对齐。
手工作业指导书
手工作业指导书一、任务背景手工作业是一种传统的手工艺,通过手工制作来创造出各种艺术品和实用品。
随着现代工业的发展,手工作业逐渐被机器代替,但它依然有着独特的魅力和价值。
为了帮助学生掌握手工作业的基本技巧和方法,本指导书将详细介绍手工作业的步骤和要点。
二、任务目标本指导书的目标是帮助学生掌握手工作业的基本技能,包括材料准备、工具使用和作业步骤等方面。
通过学习和实践,学生将能够独立完成各种手工作业,并培养创造力和动手能力。
三、任务内容1. 材料准备- 根据作业要求准备所需的材料,如纸张、剪刀、胶水、彩色笔等。
- 确保材料的质量和数量符合要求,以免影响作业的完成。
2. 工具使用- 学生应熟悉各种手工工具的名称和用途,如剪刀、针线、刻刀等。
- 在使用工具时,要注意安全,避免造成伤害。
3. 作业步骤- 根据作业要求,按照顺序进行作业步骤的执行。
- 在每个步骤中,学生应仔细阅读指导书,并按照要求进行操作。
- 如果遇到困难或不清楚的地方,学生应及时向老师或同学寻求帮助。
4. 注意事项- 在进行手工作业时,学生应保持专注和耐心,避免心急和粗心造成错误。
- 学生应保持作业环境的整洁和安全,避免材料和工具的丢失或损坏。
- 完成作业后,学生应及时清理工作区域,将材料和工具归位,以便下次使用。
四、任务评估为了评估学生对手工作业的掌握程度,可以采用以下评估方法:1. 作业成果评估:根据学生完成的手工作品的质量和完成度进行评估。
2. 作业报告评估:要求学生写一份作业报告,包括材料使用、工具使用和作业步骤等方面的描述和反思。
3. 作业演示评估:要求学生在班级或小组中进行作业演示,展示自己的手工作品和操作过程。
五、任务总结通过本指导书的学习和实践,学生将能够熟练掌握手工作业的基本技能和方法。
手工作业不仅可以培养学生的创造力和动手能力,还可以提高学生的专注力和耐心。
希望学生能够在手工作业中发现乐趣,并不断提升自己的手工技能。
芯片封装工艺之切片作业指导书

编制/日期版本号审核/日期页 次批准/日期序号序号55文件更改单号更改标记处数更改人/日期序号料号序号原/辅料名料前工程名贴膜后工程名排板文件编号作业指导书打开切片机水压和气压,然后打来电源,依产品的规格选择相应的程序和相关参数。
检查电源和水源是否接通,把手门是否能正常开关,相关参数是否正确。
打开上下料的门阀将待切品正面朝上缺口朝内放入切板机指定位置处。
装入机器时不可装反、装错。
将參数设定成图纸上預设之參数、进行模擬切割,视狀況后再行修正误差或生产。
确认OK后操作设备设使PCB板送入机台切割处, 对应切割图确认切割线位置。
每料号的首件需确认量测刀痕实际宽度再经品保依图纸确认后方可进行生产。
确认按键盘上启动按钮将机器启动进行切割动作。
切割线不可有偏移、切不到位现象,如刀片厚度有磨損,需急时更换刀片。
待作业完成后将下料区内物料自检后装于Wafer box中。
每节课必须在显微镜下抽检不品3个Waferring以上,并填写于《抽检记录表》。
1 2 3 4612346设备出现异常或发生不适合时,作业者应当立即停止作业,然后通知生产负责担当或工程技术人员处理。
设备与辅助工具更改记录异常处理DFD641切板机原/辅料名称作业顺序附加部分(画与图)管理与检查项目待切割完毕后机器自动进行清洗动作,清洗完毕后将会自动退料置上下料区内。
实际切割后,目視檢查落刀、起刀,是否為同一水平十字點上。
是否有切到金手指PAD點、SMT元件。
产品型号plcc通用发布日期1/1产品名称PLCC工序名称切片(DFD641)A/0启动将机器打至“ON”处开上下料区启动键PCB移至切割处切割中画面物料放置。
手工作业指导书

手工作业指导书一、任务简介手工作业指导书是为了帮助学生正确完成手工作业而编写的指导性文档。
本文将详细介绍手工作业的材料准备、步骤说明、注意事项等内容,以确保学生能够顺利完成手工作业。
二、材料准备1. 手工作业所需材料清单:- A4纸张- 彩色铅笔- 剪刀- 胶水- 尺子- 色彩纸三、步骤说明1. 准备工作:- 将所需材料清单列出,确保所有材料都已准备齐全。
- 在安静、整洁的环境中进行手工作业,确保有足够的工作空间。
2. 步骤一:图纸准备- 使用A4纸张作为手工作业的基础材料。
- 使用彩色铅笔绘制手工作业所需的图案或图纸。
- 确保图纸的尺寸和比例正确。
3. 步骤二:剪裁材料- 根据手工作业的要求,使用剪刀将所需材料剪裁成适当的形状和尺寸。
- 注意使用剪刀时要小心,避免伤到手指。
4. 步骤三:粘贴材料- 使用胶水将剪裁好的材料粘贴到图纸上。
- 确保粘贴的位置准确,避免出现偏差。
5. 步骤四:装饰作品- 使用彩色铅笔或色彩纸进行装饰,使手工作品更加美观。
- 可以根据个人喜好进行创意设计,增加作品的独特性。
6. 步骤五:整理作品- 检查手工作品是否粘贴牢固,是否有松动或破损的地方。
- 如有需要,可以进行修复和调整,以确保作品的完整性。
四、注意事项1. 在进行手工作业时,要保持专注和耐心,避免心急和粗心造成错误。
2. 使用剪刀时要小心,避免伤到手指。
3. 使用胶水时要适量,避免过量使用导致粘贴不牢固。
4. 在装饰作品时,要注意色彩的搭配和整体效果,避免过于繁杂或杂乱无章。
5. 完成手工作业后,要及时清理工作区域,将多余的材料和工具放回原位。
五、总结手工作业指导书详细介绍了手工作业的材料准备、步骤说明和注意事项。
通过遵循指导书的步骤和注意事项,学生能够正确完成手工作业,并提高手工技能。
希望本指导书能够对学生有所帮助,让他们在手工作业中获得乐趣和成就感。
手工作业指导书
手工作业指导书标题:手工作业指导书引言概述:手工作业指导书是一种用于指导人们如何完成手工作业的重要工具。
它能够匡助读者了解作业的具体要求和步骤,提高作业的完成效率和质量。
本文将详细介绍手工作业指导书的编写要点和注意事项。
一、明确作业要求1.1 确定作业的主题和目的:首先要明确作业的主题和目的,确定作业的具体内容和要求。
1.2 确定作业的范围和限制:明确作业所涉及的范围和限制,避免作业过于宽泛或者过于狭窄。
1.3 确定作业的完成时间和提交方式:设定作业的截止时间和提交方式,确保作业能够按时完成和提交。
二、编写作业步骤2.1 分解作业步骤:将作业分解为具体的步骤,按照顺序编写作业步骤,确保读者能够清晰地理解和按照步骤操作。
2.2 提供详细说明:在每一个作业步骤中提供详细的说明和示例,匡助读者理解和完成作业。
2.3 强调关键点和注意事项:在作业步骤中强调关键点和注意事项,避免读者在操作过程中浮现错误或者疏漏。
三、提供必要工具和材料清单3.1 列举所需工具和材料:在作业指导书中列举所需的工具和材料清单,确保读者能够事先准备好必要的工具和材料。
3.2 提供购买建议:对于一些特殊工具和材料,可以提供购买建议或者推荐的商家,方便读者购买。
3.3 提供替代方案:在工具和材料清单中提供替代方案,匡助读者在没有特定工具和材料的情况下完成作业。
四、附上参考资料和示例4.1 提供参考资料:在作业指导书中附上相关的参考资料和资源链接,匡助读者深入了解作业内容。
4.2 提供示例作业:在作业指导书中附上示例作业,让读者能够更直观地理解作业要求和步骤。
4.3 提供联系方式:在作业指导书中提供作者或者编写者的联系方式,方便读者在完成作业过程中遇到问题时进行咨询。
五、检查和修改作业指导书5.1 审查作业指导书:在完成作业指导书后,要进行审查和检查,确保作业指导书的内容准确清晰。
5.2 请他人检查:可以邀请他人对作业指导书进行检查和反馈,匡助发现潜在问题和改进意见。
手工作业指导书
手工作业指导书一、任务描述本指导书旨在提供一份详细的手工作业指导,帮助读者掌握手工作业的基本技巧和步骤。
通过本指导书的学习,读者将能够独立完成各种手工作业,并提升其手工技能。
二、材料准备在开始手工作业之前,需要准备以下材料:1. 手工作业所需材料清单(例如纸张、剪刀、胶水等);2. 所需工具清单(例如尺子、铅笔等);3. 参考图纸或模板(如果有);4. 保护措施(例如手套、围裙等)。
三、步骤指导1. 准备工作:a. 确认所需手工作业的类型和难度;b. 准备好所有所需材料和工具;c. 打开参考图纸或模板,熟悉作业要求。
2. 基础技巧:a. 了解手工作业所需的基本手工技巧(例如剪纸、折纸、绘画等);b. 学习如何正确使用工具(例如剪刀、尺子等);c. 熟悉常用的手工材料(例如纸张、布料等)的特性和用途。
3. 具体步骤:a. 根据参考图纸或模板,按照要求进行测量和标记;b. 使用正确的工具进行裁剪、折叠、粘贴等操作;c. 注意细节,确保作业的准确性和美观度;d. 根据需要进行涂色、装饰等处理;e. 在完成手工作业后,进行整理和清洁。
四、注意事项1. 安全第一:在进行手工作业时,务必注意安全,避免使用尖锐或危险的工具;2. 保持整洁:在进行手工作业时,保持工作台面整洁,并及时清理产生的废料和垃圾;3. 耐心与细致:手工作业需要耐心和细致的态度,确保每个步骤都准确无误;4. 创意发挥:在完成基本要求后,可以根据个人创意进行一些变化和装饰。
五、示例作业:折纸飞机以下是一个简单的手工作业示例:折纸飞机。
所需材料:- 一张方形纸张- 一支铅笔步骤指导:1. 将纸张展开,使其成为一个正方形。
2. 将纸张对角线对折,使左上角与右下角对齐,然后展开。
3. 将纸张对角线对折,使右上角与左下角对齐,然后展开。
4. 将纸张的上边和下边对折到中线上,使边缘与中线对齐。
5. 将纸张的右边对折到左边,使边缘与中线对齐。
6. 将纸张的右下角向上折叠,使底边与右侧边缘对齐。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
NO 检查方法1目测2目测3目测4
目测5
目测6
目测7
系统测试NO 日期NO 日期車 型
规 格芯片手工更换作业指导书(JES)
XXXX科技有限公司 作業標準書編號:20180129
★製程中發生異常,立即
停線
,
報告班長
、組長
★製 表確 認審 核品 名控制器工 序三包返修工序名芯片更换頁 次
1焊锡丝STM8S105K4T单片机静电环加热单片机的同时使用镊子夹取芯片对角轻轻取下使用烙铁和焊锡丝在芯片焊盘上镀一层锡使用热风枪预热芯片及引脚焊接处制 程 条 件镊 子作业前准备事项热风枪 1.确认所使用的资材和工具;2.工作台清扫干净;3.操作时必须戴静电环;4.电烙铁、热风枪温度320度左右;5.在使用热风枪和电烙铁时注意高温
烫伤。
电烙铁修 訂 事 由修訂者修訂事由修訂者
编号:20180129操 作 說 明引脚不能连锡、虚焊,发现焊接不良时应使用烙铁修补;使用测试台对更换芯片的控制器进行功能测试;养成良好6S习惯,定置归位、方便取放管理。
镀完锡的焊盘应饱满且没有连锡品管确认:功能测试将桌面及设备上的灰尘、杂物等清除干净,按要求归置、摆放到位。
使用热风枪预热焊接处,焊锡融化时将新的芯片用镊子夹取焊接焊接检查8目测所需工具所需资材注 意 事 项热风枪温度320°左右,风力适中;
热风枪不能对着继电器和电解电容吹,取芯片的时候不要碰歪周围电阻电容;确保每一个焊盘都镀了锡;镀锡量适中不易过多;芯片方向不能错(有点的一角对准缺角的丝印层),芯片摆放平整且引脚不能偏移;1 2 3 5 6
4。