出货前检查表模板 Pre-Dispatch checklist tempelate
玩具厂出货检验记录表
汕头市澄海区王老师玩具厂
出货品质检验以及管理办法
2017年季度
出货品质及检验管理办法
1 目的
为加强产品品质管理,确保出货品质稳定,特制定本管理办法。
2 适用范围
公司制造完成之产品及外购成品。
3 职责
3.1若客户指定验货时,营销部应负责联络客户到公司现场验货。
3.2质量部负责出货品质的检验。
3.3生产部负责配合检验员的出货检验工作。
4 工作程序
出货检验是指产品在出货之前为保证出货产品满足客户品质要求所进行的检验,经检验合格的产品才能予以出货。
4.1 客户现场验货。
由客户派人员来公司对产品进行出货检验。
营销部提前联络客户人员到本公司验货。
质量部派人员协助客户作抽样及检验工作。
由客户出示验货报告,质量部存档并汇总。
4.2公司质量部检验人员作出货检验。
检验人员依据发货单及成品检验规范进行成品出货检验,并填写《出厂产品质量检查表》。
4.2.1 尺寸检验。
对重要产品一般随机抽取5件,对关键、重要尺寸进行测量,并记录。
4.2.2 外观检验。
抽查产品有无碰伤、掉漆、毛刺、铁屑、脏物等。
4.2.3 包装检验。
检查产品包装箱上的产品名称、图号、数量是否相符。
4.2.4 不合格品依《不合格品控制程序》进行管理。
4.3 合格出货客户或本公司质量部出货检验判定合格之成品,可以办理出货手续。
编制审核:批准:
汕头市澄海区王老师玩具厂
出货检验记录表
文件编号:WLS-QA-018-AO。
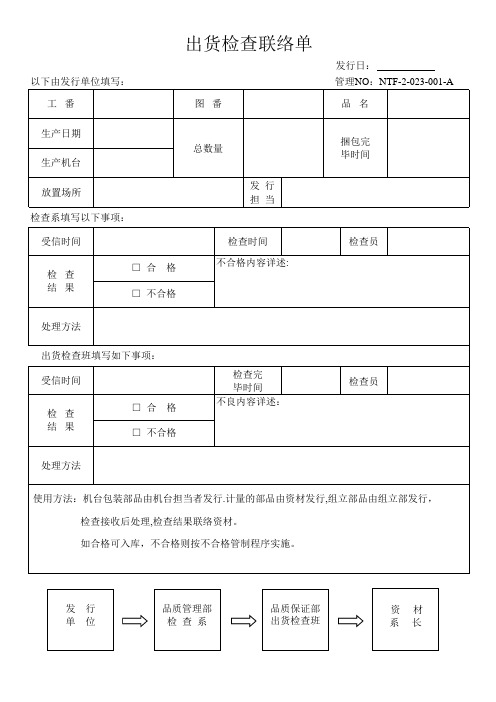
出货检查联络单
出货检查联络单
发行日: 以下由发行单位填写: 工 番 生产日期 总数量 生产机台 放置场所 检查系填写以下事项: 受信时间 检 查 结 果 □ 合 格 检查时间 不合格内容详述: 检查员 发 行 担 当 图 番 管理NO:NTF-2-023-001-A 品 名
捆包完 毕时间
□ 不合格
处理方法 出货检查班填写如下事项: 受信时间 检 查 结 果 □ 合 格 检查完 毕时间 不良内容详述: 检查员
□ 不合格
处理方法 使用方法:机台包装部品由机台担当者发行.计量的部品由资材发行,组立部品由组立部发行, 检查接收后处理,检查结果联络资材。 如合格可入库,不合格则按不合格管制程序实施。
发 行 单 位
品质管理部 检 查 系
品质保证部 出货检查班
资 系
材 长
1-ABiblioteka
出货查核表
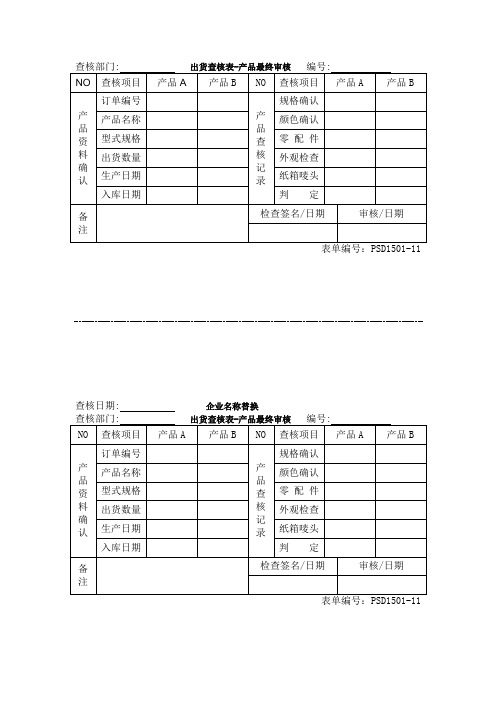
查核项目
产品A
产品B
NO
查核项目
产品A
产品B
产品资料确认
订单编号
产品查核记录
规格确认
产品名称
颜色确认
型式规格
零 配 件
出货数量
外观检查
生产日期
纸箱唛头
入库日期
判 定
备注
检查签名/日期
审核/日期
表单编号:PSD1501-11
查核部门:出货查核表-产品最终审核编号:
NO
查核项目
产品A
产品B
NO
查核项目
产品A
产品B
产品资料确认
订单编号
产品查核记录
规格确认
产品名称
颜色确认
型式规格
零 配 件
出货数量
外观检查
生产日期
纸箱唛头
入库日期
判 定
备注
检查签名/日期
审核/日期
表单编号:PSD1501-11
查核日期:企业名称替换
查核部门:出货查核表-产品最终审核编号:
2007-7-26Pre-Shipment Inspection Report Format
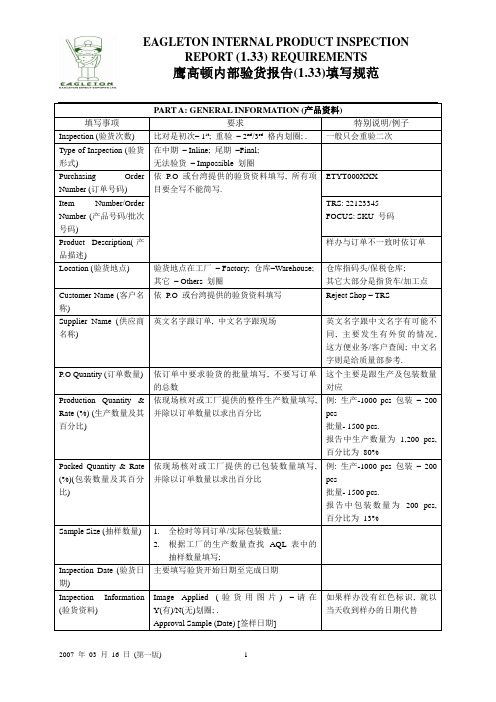
附录: 有关在无合理解释下违反验货罚则
Q1. 为什么在半年内把验货报告由1.32 版本升至1.33 版本?
A. 参考范式的转变: 我们过往的报告是以利丰(Li & Fung) 等港资为主的传统报告格式为主, 加入本公司的特别情况融合而成, 但我们发现对公司近来的产品转变有脱节现象, 特别是DIY 为主的家具或家纺订单出现无法适应的现象, 加上验货员普遍验货水平加强, 故此我们开始转移以特力(Test Rite) 等台资验货报告作为参考对象并把其格式在 1.33 版本中的WORKSHEET (工作纸) 及填写规范中应用.
再重申, 迫使我们在半年内改动的因素主要是:一, 内部/外部客户/同事的要求; 二, 验货的侧重点有改变; 三, 部门管理的方向和手法有改动; 四, 现有的报告方式在使用后有明显的问题和误解;。
手机QA出货检验报告模版
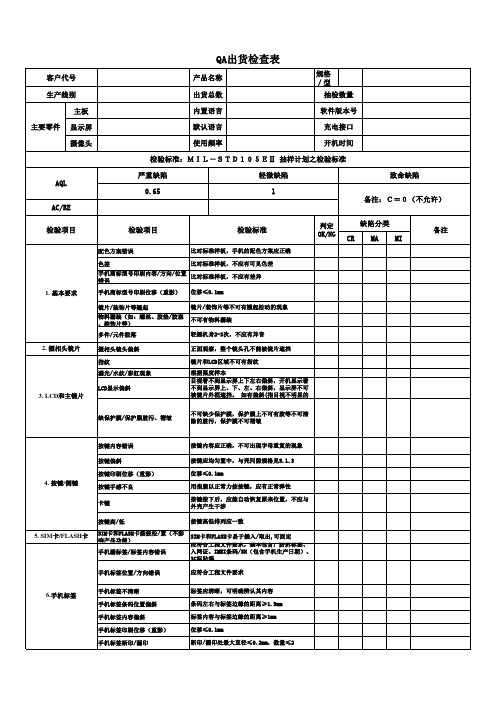
检验项目
检验标准
判定 OK/NG
配色方案错误
比对标准样板,手机的配色方案应正确
色差
比对标准样板,不应有可见色差
手机商标型手机商标型号印刷位移(重影) 位移≤0.1mm
镜片/装饰片等翘起 物料漏装(如:螺丝、胶垫/胶塞 、装饰片等)
多件/元件脱落
镜片/装饰片等不可有翘起松动的现象 不可有物料漏装 轻摇机身2-3次,不应有异音
5. SIM卡/FLASH卡
按键高/低
按键高低排列应一致
SIM卡和FLASH卡插拔松/紧(不影 响产品功能)
手机漏标签/标签内容错误
SIM卡和FLASH卡易于插入/取出,可固定
应符合工程文件要求,基本包含:防拆标签、 入网证、IMEI条码/SN(包含手机生产日期)、 3C标贴等
手机标签位置/方向错误
至少2格(此项测试与测试地点有关,所以此接 受标准仅供参考,应根据具体产品型号及测试 地点确定产品是否不合格)
8.功能测试
手机内IMEI与机身贴纸是否一致 IMEI与机身贴纸应一致
LCD显示 LCD背灯
LCD显示正常,无黑屏、缺线、亮点、花屏、白 屏、屏闪等现象
LCD背灯应能点亮,显示亮度均匀
铃声 铃声杂音 振动 振动杂音 按键/侧键功能
插头等
螺丝滑牙 开/关机 开机时间 开/关机或-开合翻盖音乐
读SIM卡(网络登陆检查)
螺丝不可打滑
能正常开/关机 开机时间正常 开/关机或开合翻盖音乐正常 开机画面显示正常,可读卡,显示“中国移动 ”或“中国联通”,有网络强度信号和GPRS信 号
读FLASH卡
能正常读卡
WIFI 网络信号
开启WIFI功能正常,不允许有联网不稳定或 WIFI无法上网
吹风机出货检验测试记录表

目视 所有项目检查完成装箱时确认热风档关机。
AQL II
OK:
审核 :
吹风机
检查结果
NG: NG: NG: NG: NG:
NG:
NG: NG: NG: NG: NG:
NG:
NG: NG: NG: NG: NG: NG: NG: NG: NG: NG: NG:
5、 确认产品开机时为冷风档
不带风嘴状态,在220V/50Hz下,使用热敏式风速仪测试距离出风口10cm 热敏式风速仪 处的风速:
高速冷风档运行2min:20-21m/s.
10pcs/lot
将不带风嘴样机距离分贝仪100cm,离地80cm测试,测试前、后、左、右 噪声测试仪 、顶部五个方位的噪音,其中前面出风口位置的噪音需机子与噪音计倾斜 30pcs/lot OK:
10pcs/lot
OK:
电子秤、工装 使用满足标准要求的干燥速率测试工装,测试吹风机高速热风档1min吹干 水的质量,测量三次取平均值,干燥速率≥6.1g/min±10%
5pcs/lot
OK:
1、连接市电进行测试; 2、调节产品至高速热风挡位,带风嘴进行测试; 目视/变频电源 3、待样机运行至2分钟,观察发热丝是否有发红,。
10pcs/lot OK:
4、待样机运行至5分钟,确认吹出口是否有焦糊味或者刺激性气味(详见 附件气味测试步骤说源
1、调节交流变频电源,使样机在额定电压、额定频率下工作; 2、调节产品控制器至高速自然风挡位; 3、调整出风口方向垂直于电子秤面,距离10cm,读取电子秤的读数。 标准:≥49g
45°状态测试,噪音值应≤78dB(A).
功率计
220V/50Hz下,高速热风功率为1600W,+5%~-10%为正常范围。(1440W1680W)
出货检查清单

产品名称 规格型号 检查项目
相关文件(放行单、检测报告)是 否齐全 对应产品有无相关更改,更改是否 经批准并获得客户认可 相关更改后有无按要求做相关试验 、验证、确认 发货通知单是否做好 销售出库单是否做好 出门证是否盖好 车箱是否整洁,平整,无垃圾杂物 等 车箱内无破损\漏洞\缝隙 车箱内无异味\无挥发性气体 车箱内干燥,无积水或水渍,无其 它液体等;
生产计划号 发货数量 是 否 发货日期 确认人/日期 异常情况记录 生产出货人员 仓库出货人员 OQC
1 2 出 货 前 3 4 5 6 7 8 9 10
车 辆 情 况
11 车门上锁是否良好,安全关闭 12 PE绕缠膜有无破损 13 打包带有无松动现象 14 托盘有否损坏 15 外包装箱有无破损\严重变形 16 质量状态标识、产品标识是否齐全 17 确认装箱产品是否与唛头相一致 18 唛头是否齐全;唛头的内容和位置 是否准确
使用说明: 1.各责任部门按要求的项目进行点检。 2.在出货前对相应项目进行点检,每点检一项在状态栏内打“√”。 3.不符合项或者缺失项需要进行补充说明。
编制/日期
审核/日期
2-31-Q-E-005-01/B
成 品 托 及 外 箱 情 况
2-31-Q-E-005-01/B
所装货物与装箱单(Packing 19 list)是否一致(确认内容:标识\货 物型号\数量\出货编号) 装 箱 装 车 情 况 20 随货资料是否齐全 21 是否进行了拍照 22 集装箱是否正确(包括箱号、封号 提单号、件数等)
Hale Waihona Puke 23 装箱时叉车有无撞到箱子 24 不满柜或者缝隙处有无填充物
SGWI17-04出货前检查规范
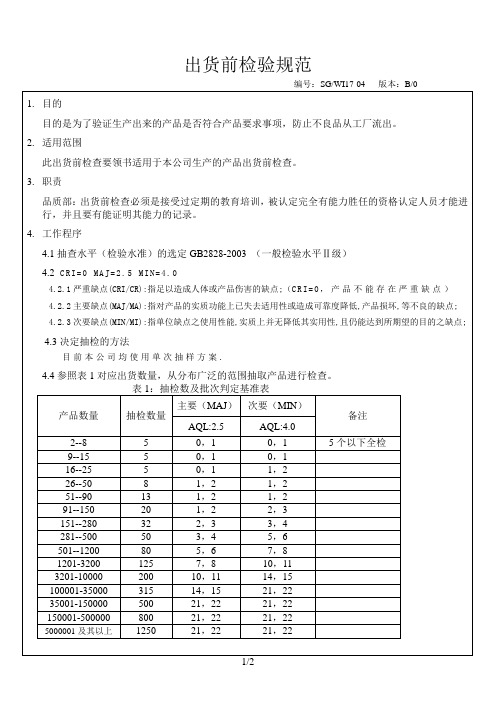
7.相关文件及记录
7.1《成品出货检验报告》
7.2《成品检验日报表》
2/2
4.2.3次要缺点(MIN/MI):指单位缺点之使用性能,实质上并无降低其实用性,且仍能达到所期望的目的之缺点;
4.3决定抽检的方法
目前本公司均使用单次抽样方案.
4.4参照表1对应出货数量,从分布广泛的范围抽取产品进行检查。
表1:抽检数及批次判定基准表
产品数量
抽检数量
主要(MAJ)
次要(MIN)
备注
√
注:工艺相关检查色牢度、伸缩比等每批次抽取1-2双进行检查,检查完成后用良品更换出被检产品
5.检查的记录和发送
5.1检查结果记录在“成品抽检报告书”中。
5.2除本公司有特别指示之外,要与出货产品一起送到客户的物流中心或传真到客户单位。
6.批次(不良)的处理
6.1发现不良品时,根据表1来判断是否为批次不良。
*同批次内出现严重不良和轻微不良时,作为严重不良为计算。
6.2合格的批次就原封出货
*检查中发现有不良品时,要用良品代替。
*即使判定为整批次合格,如连续性发现有不良品,也要重新进行全数检品。
6.3不合格的批次要进行全数检查,剔除的所有不良品。
6.4出现批次不合格,判断已出货物中发生问题的可能性也很大时,要迅速地与本公司的业务部以及有关部门联系。
4.工作程序
4.1抽查水平(检验水准)的选定GB2828-2003(一般检验水平Ⅱ级)
4.2CRI=0 MAJ=2.5 MIN=4.0
4.2.1严重缺点(CRI/CR):指足以造成人体或产品伤害的缺点;(CRI=0,产品不能存在严重缺点)
出货检验标准书
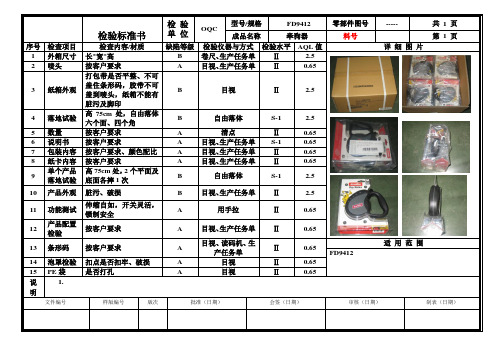
检验标准书检验
单位OQC
型号/规格FD9412 零部件图号----- 共 1 页
成品名称牵狗器料号第 1 页
序号检查项目检查内容/材质缺陷等级检验仪器与方式检验水平AQL值详细图片
1 外箱尺寸长*宽*高 B 卷尺、生产任务单Ⅱ 2.5
2 唛头按客户要求 A 目视、生产任务单Ⅱ0.65
3 纸箱外观打包带是否平整、不可
盖住条形码,胶带不可
盖到唛头,纸箱不能有
脏污及脚印
B 目视Ⅱ 2.5
4 落地试验高75cm处,自由落体
六个面、四个角
B 自由落体S-1 2.5
5 数量按客户要求 A 清点Ⅱ0.65
6 说明书按客户要求 A 目视、生产任务单S-1 0.65
7 包装内容按客户要求、颜色配比 A 目视、生产任务单Ⅱ0.65
8 纸卡内容按客户要求 A 目视、生产任务单Ⅱ0.65
9 单个产品
落地试验
高75cm处,2个平面及
底面各摔1次
B 自由落体S-1 2.5
10 产品外观脏污、破损 B 目视、生产任务单Ⅱ 2.5
11 功能测试伸缩自如,开关灵活,
锁制安全
A 用手拉Ⅱ0.65
12 产品配置
检验
按客户要求 A 目视、生产任务单Ⅱ0.65
13 条形码按客户要求 A 目视、读码机、生
产任务单
Ⅱ0.65
适用范围
FD9412
14 泡罩检验扣点是否扣牢、破损 A 目视Ⅱ0.65
15 PE袋是否打孔 A 目视Ⅱ0.65
说
明
1.
文件编号样版编号版次批准(日期)会签(日期)审核(日期)制表(日期)。
物流仓储流程安全检查表(最新模板)
物流仓储流程安全检查表(最新模板)一、检查对象
- 仓库名称:
- 仓储流程:
二、安全检查内容
1. 人员安全
- 是否有足够的员工数量,以确保仓库运营的顺畅和安全?- 是否为员工提供了必要的培训和安全指导?
- 是否建立了员工休息区和卫生设施?
2. 仓库设备
- 仓库是否配备了适当的物流设备、工具和机械?
- 这些设备是否经常进行维护和检修?
- 是否有针对紧急情况的备用设备和救援计划?
3. 货物储存安全
- 是否按照规定对货物进行分类和标记?
- 货物是否以正确的方式进行堆码和储存?- 是否采取了防火、防潮和防盗等必要措施?
4. 安全监控
- 是否安装了适当的安全监控系统?
- 是否有人员负责监控和处理安全事件?
- 安全监控记录是否及时保存和备份?
5. 应急准备
- 是否建立了应急预案和逃生路线图?
- 是否开展了定期的应急演练?
- 是否配备了必要的应急设备和药品?
三、检查结果
四、检查人员。
出货检查
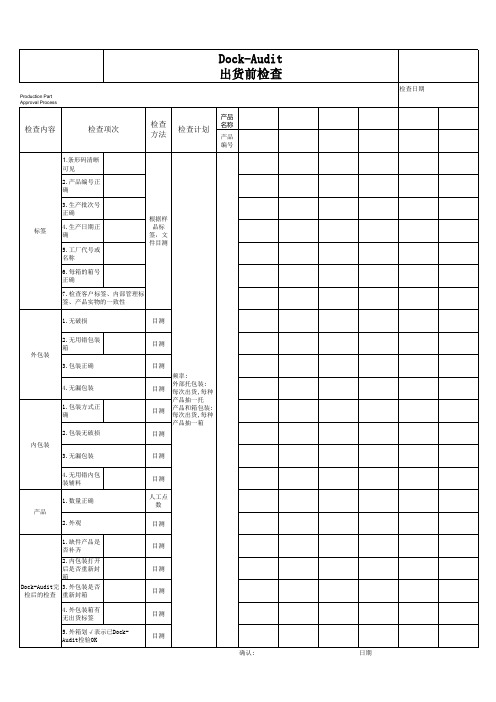
检查计划
产品 名称
产品 编号
1.无破损
目测
外包装
2.无用错包装 箱
3.包装正确
4.无漏包装
1.包装方式正 确
内包装
2.包装无破损 3.无漏包装
目测
目测 目测 目测 目测
频率: 外部托包装: 每次出货,每种 产品抽一托 产品和箱包装: 每次出货,每种 产品抽一箱
目测
产品
4.无用错内包 装辅料 1.数量正确
2.外观
目测
人工点 数
目测
1.缺件产品是 否补齐
2.内包装打开 后是否重新封 箱 Dock-Audit完 3.外包装是否 检后的检查 重新封箱
4.外包装箱有 无出货标签
5.外箱划√表示已DockAudit检验OK
目测 目测 目测 目测 目测
确认:
Date Verified: 检查日期
日期
Dock-Audit 出货前检查
Production Part Approval Process
检查内容
检查项次
检查 方法
标签
1.条形码清晰 可见
2.产品编号正 确
3.生产批次号 正确
4.生产日期正 确
5.工厂代号或 名称
根据样 品标
签,文 件目测
6.每箱的箱号 正确
7
出货检查表
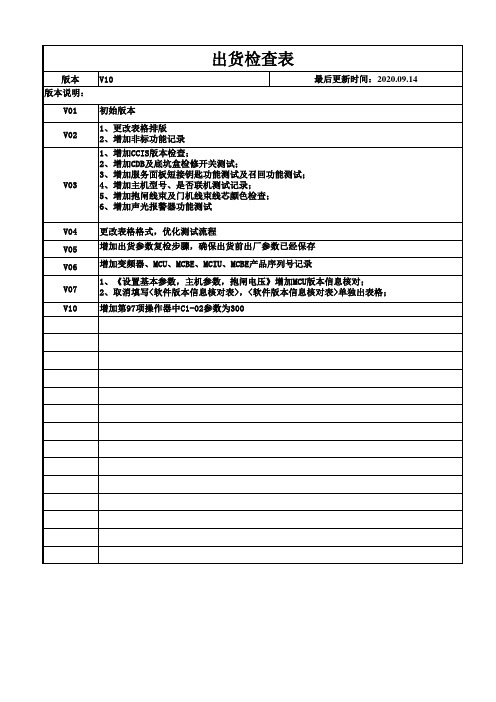
V04 更改表格格式,优化测试流程
V05
增加出货参数复检步骤,确保出货前出厂参数已经保存
V06
增加变频器、MCU、MCBE、MCIU、MCBE产品序列号记录
1、《设置基本参数,主机参数,抱闸电压》增加MCU版本信息核对;
V07
2、取消填写<软件版本信息核对表>,<软件版本信息核对表>单独出表格;
V10 增加第97项操作器中C1-02参数为300
出货检查表
版本 V10 版本说明:
最后更新时间:2020.09.14
V01 初始版本
V02
1、更改表格排版 2、增加非标功能记录
1、增加CCIS版本检查; 2、增加CDB及底坑盒检修开关测试; 3、增加服务面板短接钥匙功能测试及召回功能测试; V03 4、增加主机型号、是否联机测试记录; 5、增加抱闸线束及门机线束线芯颜色检
发货检查表

数量是否与订单一致 Qty in accordance with order? 质检报告(客户要求提供) Quality report (if customer required) 是否有特殊包装 Is there special package?
发货检查表 Dispatching Check-list
发货检查表 Dispatching Check-list
发货日期 Dispatching Date 订单号 Order No. 箱数 Qty of cases
发往地 Deliver to
运输方式 Carrier way
物流公司 Transportation Co.
打包人 Packing staff 产品是否与订单一致 Product in accordance with order? 箱单是否放入包装内 Packing list is in the package? 包装是否坚固 Package is strong? 客户收到货物日期 Received date of customer 合格证 Qualification certificate 包装有无破损 Any damage for package? 出库单是否存档 out-stock voucher is filed?
发货日期 Dispatching Date 订单号 Order No. 箱数 Qty of cases
发往地 Deliver to
运输方式 Carrier way
物流公司 Transportation Co.
打包人 Packing staff 产品是否与订单一致 Product in accordance with order? 箱单是否放入包装内e? 包装是否坚固 Package is strong? 客户收到货物日期 Received date of customer 合格证 Qualification certificate 包装有无破损 Any damage for package? 出库单是否存档 out-stock voucher is filed?
DRY BULK TRANSFER CHECK LIST2
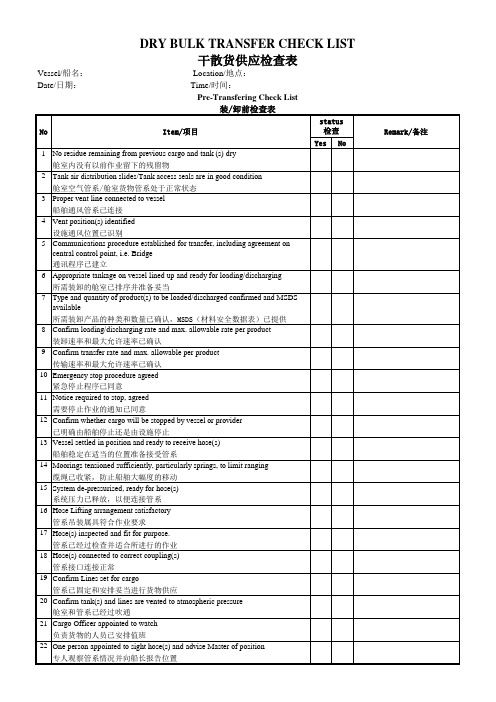
Vessel/船名: Date/日期: Location/地点: Time/时间: Pre-Transfering Check List 装/卸前检查表
Item/项目 status 检查 Yes 1 No residue remaining from previous cargo and tank (s) dry 舱室内没有以前作业留下的残留物 2 Tank air distribution slides/Tank access seals are in good condition 舱室空气管系/舱室货物管系处于正常状态 3 Proper vent line connected to vessel 船舶通风管系已连接 4 Vent position(s) identified 设施通风位置已识别 5 Communications procedure established for transfer, including agreement on central control point, i.e. Bridge 通讯程序已建立 6 Appropriate tankage on vessel lined up and ready for loading/discharging 所需装卸的舱室已排序并准备妥当 7 Type and quantity of product(s) to be loaded/discharged confirmed and MSDS available 所需装卸产品的种类和数量已确认,MSDS(材料安全数据表)已提供 8 Confirm loading/discharging rate and max. allowable rate per product 装卸速率和最大允许速率已确认 9 Confirm transfer rate and max. allowable per product 传输速率和最大允许速率已确认 10 Emergency stop procedure agreed 紧急停止程序已同意 11 Notice required to stop, agreed 需要停止作业的通知已同意 12 Confirm whether cargo will be stopped by vessel or provider 已明确由船舶停止还是由设施停止 13 Vessel settled in position and ready to receive hose(s) 船舶稳定在适当的位置准备接受管系 14 Moorings tensioned sufficiently, particularly springs, to limit ranging 缆绳已收紧,防止船舶大幅度的移动 15 System de-pressurised, ready for hose(s) 系统压力已释放,以便连接管系 16 Hose Lifting arrangement satisfactory 管系吊装属具符合作业要求 17 Hose(s) inspected and fit for purpose. 管系已经过检查并适合所进行的作业 18 Hose(s) connected to correct coupling(s) 管系接口连接正常 19 Confirm Lines set for cargo 管系已固定和安排妥当进行货物供应 20 Confirm tank(s) and lines are vented to atmospheric pressure 舱室和管系已经过吹通 21 Cargo Officer appointed to watch 负责货物的人员已安排值班 No
品质部检查表(来料、制程、出货)
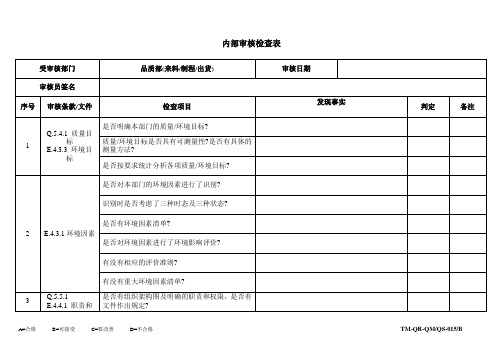
每日趋势是否通过Cpk日报表控制
Cp/Cpk超过限度时是否进行对策分析管理控制
确认可修理品是否投入到前期工序进行检查确认
是否有制程变更通知。
发生变更时是否按照规定的程序及内容进行申请,并满足有害物质管理基准?
对有害物质变更时是否给提出相关的检证结果?
是否保持检验记录?检验记录是否有显示合格与否,是否有验证人员签章?
出货检验的变更纪录是否经过专人确认
出货检验水平是否高于顾客的接收检验水平?
检验的结果是否收集并且定期分析汇总(周、月报)
是否有顾客需要的检查表或能反映检查结果的表单
特采有无授权人员(或顾客)批准?
是否有首检的相关文件规定?是否严格按规定进行首检作业?
在产品交付和使用后发现不合格时,是否采取了措施?是否有效实施?
不合格批次的特别选别是否符合相关的程序(是否进行重检)
要求重检的不合格批次的是否在进行重检?是否有相应的记录?
过程检中发现的不良是否采取对策并实施,对不良采取的对策在确认后是否进行记录
对让步处理是否作出了规定?让步处理时是否向客户或有关部门报告?是否保留了不合格特征的记录?
7
Q.7.4.3采购产品的验证
是否建立来料检验指导文件?
是否按来料检验指导文件进行来料检验?是否有来料检验的记录?
各种检验和试验作业的检验项目/检验方法/验收标准的抽检方法要求是否明确?
是否有文件说明产品特准放行的办法?
特准放行之产品是否留有记录和标示?
当检验不合格时,是否有发出退货返工单交供应商改善?不合格品是否对其进行标示及隔离放置?
是否对本部门的环境因素进行了识别?
识别时是否考虑了三种时态及三种状态?
出货检验表格模板
出货检验表格模板
在填写表格时,你需要注意以下几点:
1.序号:为每个产品分配一个唯一的序号,方便管理和跟踪。
2.产品名称和规格型号:填写待检验产品的名称和规格型号,以便明确检验对象。
3.数量:填写待检验产品的数量,以确保检验的全面性和准确性。
4.检验项目:列出需要进行检验的项目,如外观、尺寸、功能、包装等。
你可以根据产品的特点和要求,增加或减少检验项目。
5.检验标准:为每个检验项目设定相应的检验标准,以便评估产品是否符合要求。
这些标准可以基于国家标准、行业标准或客户要求等。
6.检验结果:根据检验标准和实际情况,填写每个检验项目的检验结果。
你可以使用“合格”、“不合格”或其他符号来表示结果。
7.备注:用于记录特殊情况或需要说明的问题。
例如,如果某个产品在某个检验项目上不合格,你可以在备注中说明原因和处理方式。
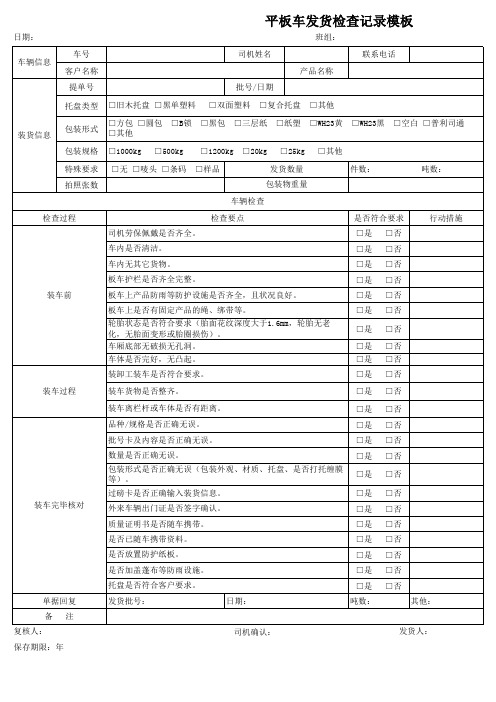
平板车发货检查记录模板
□是 □否
托盘是否符合客户要求。
□是 □否
发货批号:
日期:
吨数:
其他:
司机确认:
发货人:
□是 □否
数量是否正确无误。
包装形式是否正确无误(包装外观、材质、托盘、是否打托缠膜 等)。
过磅卡是否正确输入装货信息。
□是 □是 □是
□否 □否 □否
外来车辆出门证是否签字确认。
□是 □否
质量证明书是否随车携带。
□是 □否
是否已随车携带资料。
□是 □否
是否放置防护纸板。
□是 □否
是否加盖蓬布等防雨设施。
特殊要求 拍照张数
□无 □唛头 □条码 □样品
发货数量
包装物重量
车辆检查
件数:
吨数:
检查过程 装车前
检查要点 司机劳保佩戴是否齐全。 车内是否清洁。 车内无其它货物。 板车护栏是否齐全完整。 板车上产品防雨等防护设施是否齐全,且状况良好。 板车上是否有固定产品的绳、绑带等。 轮胎状态是否符合要求(胎面花纹深度大于1.6mm,轮胎无老 化,无胎面变形或胎圈损伤)。 车厢底部无破损无孔洞。 车体是否完好,无凸起。 装卸工装车是否符合要求。
是否符合要求 □是 □否 □是 □否 □是 □否 □是 □否 □是 □否 □是 □否
□是 □否
□是 □是 □是
□否 □否 □否
行动措施
装车过程
装车货物是否整齐。
□是 □否
装车完毕核对
单据回复 备注 复核人: 保存期限:年
装车离栏杆或车体是否有距离。
□是 □否
品种/规格是否正确无误。
□是 □否
批号卡及内容是否正确无误。
日期:
平板车发货检查记录模板
出货报告模板填写举例
检验Inspected by:___________
审核Verification:___________
检验日期 Insp Date:___________
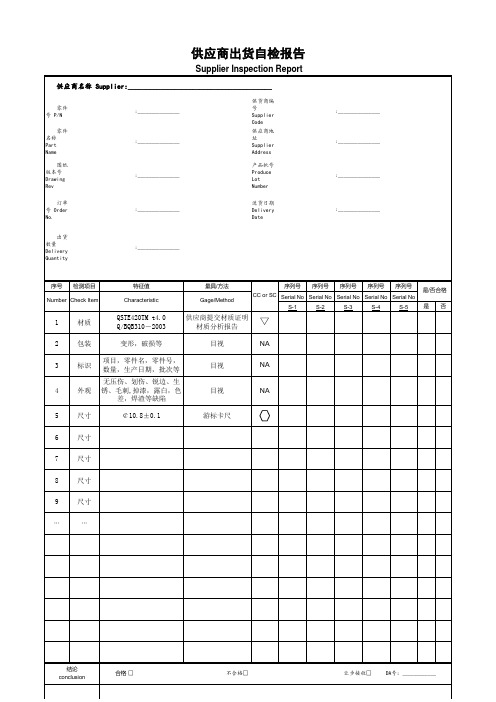
供应商出货自检报告
Supplier Inspection Report
供应商名称 Supplier:________________________________________
零件号 P/N 零件名称 Part Name 图纸版本号 Drawing Rev 订单号 Order No. :_______________ :_______________ :_______________ :_______________ 供货商编号 Supplier Code 供应商地址 Supplier Address 产品批号 Produce Lot Number 送货日期 Delivery Date :_______________ :_______________ :_______________ :_______________
1 2 3
材质 包装 标识
QSTE420TM t4.0 Q/BQB310-2003 变形,破损等 项目,零件名,零件号, 数量,生产日期,批次等 无压伤、划伤、锐边、生 锈、毛刺,掉漆,露白,色 差,焊渣等缺陷 ¢10.8±0.1
供应商提交材质证明 材质分析报告 目视 目视
▽
NA NA
4
外观
目视
NA
5 6 7 8 9 · · ·
尺寸 尺寸 尺寸 尺寸 尺寸 · ·不合格□
让步接收□
DA号:____________
备注 Note
注 Note: 1.不符合图纸的值请圈出。 3.产品信息栏内不得有空格。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
SEC,China Factory-厂区 Old/New Dated :
日期
S.no 序号Check point
检查点
Photograph 1
图片1
1Generator Name Plate ( ALL)发电机铭牌(所有)
2Marking & warning Stickers 标识和警告标贴
31.Shaft end markings
轴端标识
2.Shaft cleanliness (Grease leakage area). 轴的清洁度(润滑脂泄漏)
4Earthing tags (All Places)接地标签(所有位置)
5Inlet & Outlet water Tag
进水口和出水口标签
Pr
出货前图片报告2.1 MW DFIG:
Generator Serial No. :140624-4
发电机工作号+台份号
I
6Phase Rotation Arrow 相序旋转箭头
8Torque markings radiator pipes 冷却器接管的扭矩标记
9Torque marking body 本体的扭矩标记
11.Auxillary T.box inside cleaned + No foreign materials inside terminal box
辅助出线盒内清洁度,出线盒内不得有异物
2.Marking inside the Auxillary terminal box ferrule numbering etc. 辅助出线盒内的线端接头、编号等
3.A.Box Wiring diagram ,Insulation lugs , glands etc
辅助出线盒接线图,绝缘子,葛兰等
41.Rotor Terminal Box bus bar connections, phase marking, Hardware Photograph
转子出线盒母排连接,相别标识,实物图片
2.Rotor Terminal Box Glands with end caps 转子出线盒葛兰(带封盖)
61.Stator terminal box
connection & phase markings &
Hardware photographs 定子出线
盒连接,相别标识,实物图片
2.Stator terminal box glands
with end caps 定子出线盒葛兰
(带封盖)
T
8Rotor surge arrester Photographs with fuses 转子防雷器图片(带熔断器)
9Stator Surge arrester photographs with fuses
定子防雷器图片(带熔断器)
1Dimensions 尺寸
1Earthing Hardwares (All)接地装置(所有)
2Rotor Locking 转子锁紧
3Vibration Probes Points 振动测点
4Base Jacking Photographs
Mec
Design 设
Generator Outer se
5Radiators pipes 冷却器接管
6Slip ring cooling motors 滑环冷却电机
7Radiator motors 冷却器电机
9Encoder with connecting cable 编码器(带连接电缆)
11Earthing cable routings 接地电缆回路
12Sensor cable contrudes/ fixing 传感器接线的排布和固定
13Lubrication unit grease quantity/ Connector Photograph 润滑单元油脂量/接头图片
14Grease collector photographs 废油盒图片
15Presence of a brass cap 1’BSP hexagonal at bottom
底部有1’管螺纹的六角头黄铜盖帽
16Plastic cap on the grease injection points 注油口都有塑料盖帽
17Slip Ring photographs with Brushes 滑环图片(带碳刷)
18Earthing brushes phtographs 接地刷图片
1Painting presence behind sensor cables 传感器电线下要有油漆
2No paint on machined area (Shaft/ cooler connection)加工部位无油漆(轴/冷却器接口)
3No paint on earth connection 接地连接处无油漆
5Complete Body Photograph 整体图片
4Paint DFT thickness
油漆干膜厚度
Design Va
设计值
≥200μm
Photograph 2
图片2
Photograph 3
图片3
Photograph 4
图片4
Pre-Dispatch Photographic Report
出货前图片报告
Routine test report reference no:
出厂试验报告编号
Inprocess card Reference no:过程卡编号
IDENTIFICATION CHECK POINTS 确认查检点
Terminal Box check points 出线盒查核点
Mechanical Dimensional Check 机械尺寸检查
gn 设计值Measured 测得值
er section/Auxilary assessories checks 发电机外部/ 附件检查
100_1993
Visual painting checks 目视油漆检查
gn Value 设计值Measured Value
实测值
≥200μm213μm
Inspected By:检查员
Check 查核
Confirm确认(Ok/Not OK) Customer : INOXWIND。