标准工艺卡片
工艺参数卡片(样条)
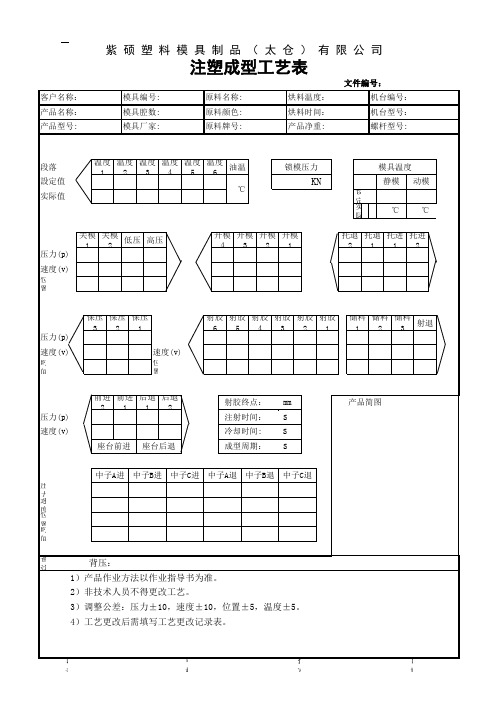
锁模压力
模具温度 静模 设定 实际 ℃ ℃ 动模
KN
关模1 关模2 低压 高压 压力(p) 速度(v) 位置(mm)
开模4 开模3 开模2 开模1
托退2 托退1 托进1 托进2
保压3 保压2 保压1 压力(p) 速度(v) 时间(s) 速度(v) 位置(mm)
射胶6 射胶5 射胶4 射胶3 射胶2 射胶1
紫 硕 塑 料 模 具 制 品 ( 太 仓 ) 有 限 公 司
注塑成型工艺表
文件編号: 客户名称: 产品名称: 产品型号: 模具编号: 模具腔数: 模具厂家: 原料名称: 原料颜色: 原料牌号: 烘料温度: 烘料时间: 产品净重: 机台编号: 机台型号: 螺杆型号:
段落 設定值 实际值
温度1 温度2 温度3 温度4 温度5 温度6 油温 ℃
储料1 储料2 储料3 射退
前进2 前进1 后退1 后退2 压力(p) 速度(v) 座台前进 座台后退
射胶终点: 注射时间: 冷却时间: 成型周期:
mm 进 中子C进 中子A退 中子B退 中子C退 压力(p) 速度(v) 位置(mm) 时间(s)
备注:
背压: 1)产品作业方法以作业指导书为准。 2)非技术人员不得更改工艺。 3)调整公差:压力±10,速度±10,位置±5,温度±5。 4)工艺更改后需填写工艺更改记录表。
记录 :
审核:
批准:
日期:
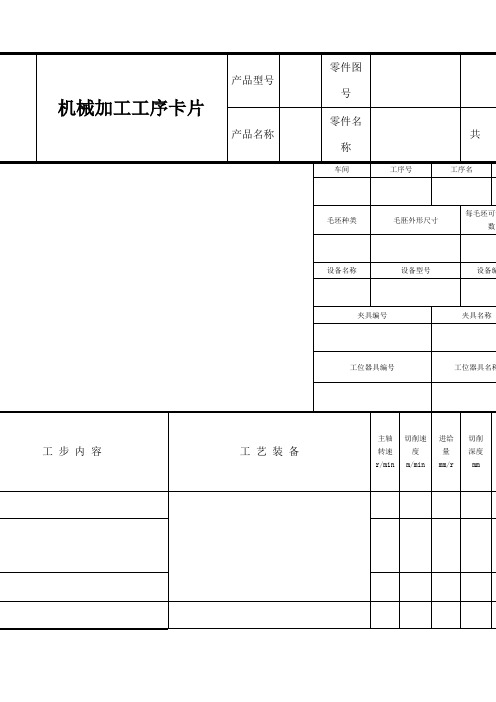
机械加工工艺卡片

编制(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签名日期标记处数更改文件号笠名日期兰州交通大学机电工程学院实践中心机械加工工序卡片产品型号T6145 零(部)件图号T6145-001-002产品名称镗床零(部)名称镗床主轴套筒车间工序号工序名称材料牌号金工9 粗磨1 38CrMoAlA毛坯种类毛坯外形尺寸每坯可制件数每台件数圆钢中 120 X497 1 1设备名称设备型号设备编号同时加工件数外圆磨床M1432A 1夹具编号夹具名称切削液锥套心轴工位器具编号工位器具名称工序工时准终单件顶尖工步号工步内容工艺装备主轴转速(r/min切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工时定额机动辅助1 粗磨外圆①至①,R a1.25。
76 2425.20 24 0.2 1编制(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签名日期标记处数更改文件号签名日期兰州交通大学机电工程学院实践中心机械加工工序卡片产品型号T6145 零(部)件图号T6145-001-002产品名称镗床零(部)名称镗床主轴套筒车间工序号工序名称材料牌号金工10 铳38CrMoAlA毛坯种类毛坯外形尺寸每坯可制件数每台件数圆钢(P120 X497 1 1设备名称设备型号设备编号同时加工件数铳床X5030 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速(r/min切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工时定额机动辅助1 粗铳齿条800 40.19 0.4 5.5 12 精铳齿条1600 80.38 0.4 1.2 1标记处数更改文件号签名日期标记处数更改文件号签名日期兰州交通大学机电工程学院实践中心机械加工工序卡片产品型号T6145 零(部)件图号T6145-001-002产品名称镗床零(部)名称镗床主轴套筒工步号1 粗磨①至①,带磨槽内肩面,磨60。
机械加工工艺过程卡片

机械加工工艺过程卡片
机械加工工序卡片
九江学院
机械与材料工程学院机械加工工序卡片
零件图号KCSJ-12 共页
零件名称ZA蜗杆第页
车间工序号工序名称材料牌号
数控车间 3 车左外端面45钢
毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数
锻件 1 1
设备名称设备型号设备编号同时加工件数
卧式车床C620-1 1
夹具编号夹具名称切削液
三爪卡盘
工位器具编号工位器具名称工序工时
准终单件
工步号工步内容工艺装备
主轴转速
/(r/min)
切削速度
/(m/min)
进给量/
(mm/r)
背吃刀量
/mm
走刀
次数
工时定额
1 打中心孔三爪卡盘960 24.
2 0.07 0.
3 1 基本辅助
2 车端面三爪卡盘740.6 91.8 0.4 0.4
3 1
3 粗车Φ36的定位轴肩三爪卡盘970.8 92.
4 0.2 0.41 2
4 粗车Φ30外圆面三爪卡盘980.0 93.
5 0.2 0.40 2
5 Φ30的轴端圆弧退刀槽三爪卡盘890 72.4 0.08 0.41 3
6 粗车出Φ30外圆面三爪卡盘890.0 78.2 0.21 0.41 2
7 粗车Φ25外圆面三爪卡盘900.0 80.2 0.21 0.43 2
8 粗车Φ20外圆面三爪卡盘890.0 84.6 0.20 0.41 2
9 倒圆角三爪卡盘980.0 90.1 0.24 0.45 1。
加工工艺过程卡片

25
铣
粗铣型腔 精铣型腔 粗铣开口槽 精铣开口槽 加工螺纹孔
30 35 40 45
标记
热处理 钳工 检测 入库
HRC22-26 去毛刺 检测各尺寸及各表面
设计(日期) 审核(日期) 标准化(日期) 会签(日期)
处数
更改标记
更改文件号
日期
签字
2011-12-14
机
材料牌号 工序号
械
加
工
毛坯种类
过
程
锻件 序
下料 热处理 铣 铣
锻造毛坯 正火 夹毛坯前后侧面,工件外伸 25mm 铣平面及外轮廓, 保证外形尺寸到位 调头夹铣好的前后面,铣平面 铣外形轮廓 钻孔 2-Φ 20 粗镗孔 2-Φ 33 精镗孔 2-Φ 34 立式加工中心 平口虎钳 立式加工中心 平口虎钳 面铣刀Φ 80 立铣刀Φ 20 面铣刀Φ 80 立铣刀Φ 20 麻花钻Φ 20 粗镗刀Φ 33 精镗刀Φ 34 立式加工中心 平口虎钳 立铣刀Φ 20 立铣刀Φ 12 立铣刀Φ 10 立铣刀Φ 12
更改标 记 签字
工
序
内
容
设 备
工
艺
装
备
准终
检查毛坯材料牌号、状态及合格证,并记录。 车削端面,粗车外圆. 半精车外圆保证尺寸Φ 36 精车外圆保证尺寸Φ 36 钻中心孔Φ 20 粗镗保证尺寸Φ 21.4 精镗保证尺寸Φ 26 镗螺纹 M24X2 切断 粗车外轮廓 精车外轮廓 车螺纹 M36X4(P2) CAK6163 CAK6163 CAK6163 CAK6163 CAK6163 CAK6163 CAK6163 CAK6163 CAK6163 CAK6163 CAK6163 三爪卡盘、游标卡尺、T0101 三爪卡盘、游标卡尺、T0107 三爪卡盘、游标卡尺、T0101 三爪卡盘、游标卡尺、T05 三爪卡盘、游标卡尺、T0202 三爪卡盘、游标卡尺、T0202 三爪卡盘、游标卡尺、T0303 三爪卡盘、游标卡尺、T0404 三爪卡盘、游标卡尺、T0101 三爪卡盘、游标卡尺、T0202 三爪卡盘、游标卡尺、T0303
(完整版)工艺过程卡和工序卡卡片
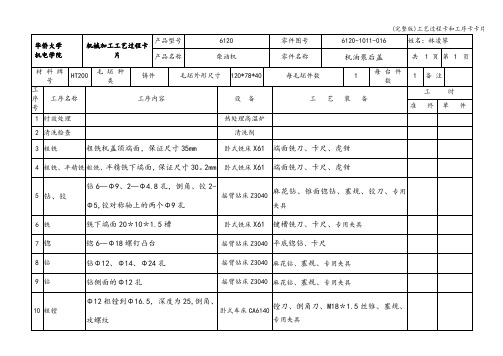
华侨大学机电学院机械加工工序卡片产品型号6120零件图号6120-1011—016姓名:林凌攀产品名称柴油机零件名称机油泵后盖共13页第1页车间工序号工序名称材料牌号粗铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*4011设备名称设备型号设备编号同时加工件数卧式铣床X611夹具编号夹具名称切削液虎钳工位器具编号工位器具名称工序工时 (分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/s mm/r mm机动辅助1粗铣机盖顶端面,保证尺寸35mm硬质合金端面铣刀、卡尺16011。
65132。
82华侨大学机电学院机械加工工序卡片产品型号6120零件图号6120—1011—016姓名:林凌攀产品名称柴油机零件名称机油泵后盖共13页第2页车间工序号工序名称材料牌号粗铣、半精铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*351设备名称设备型号设备编号同时加工件数卧式铣床X611夹具编号夹具名称切削液虎钳工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/s mm/r mm机动辅助1粗铣下端面,保证尺寸31mm硬质合金端面铣刀、卡尺1601 1.64132。
82华侨大学机电学院机械加工工序卡片产品型号6120零件图号6120-1011-016姓名:林凌攀产品名称柴油机零件名称机油泵后盖共13页第3页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30。
21设备名称设备型号设备编号同时加工件数摇臂钻床Z30401夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时 (分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/s mm/r mm机动辅助1钻6-Φ9mm孔Φ9高速钢麻花钻、塞规6300.290。
机械加工工艺过程卡片(连杆)
机械加工工艺过程卡片(连杆)1.零件名称:连杆2.零件材料:45号钢(轴承表面淬硬)3.零件图号:XXX-XXX-XXX4.工艺流程:(1)设备:平面磨床(2)工艺过程:切削加工(3)操作工序:a.夹紧工件b.调整砂轮回转方向c.调整砂轮至合适位置d.启动机床(空转)e.进给手柄接触工件f.开始磨削g.调整进给速度h.调整工序参数i.完成工艺过程(4)工艺要求:a.加工面精度:IT8b.表面粗糙度:Ra0.63c.无划伤、裂纹、气孔等缺陷5.设备及工具:a.平面磨床b.砂轮c.夹具d.工件轴承支撑e.尺子、千分尺6.工艺参数:a.磨削速度:25m/sc.每次进给量:0.03mmd.每分钟磨削量:8~10mme.主轴转速:1000r/min7.安全操作:a.操作前需检查设备完好性,切勿带有松动零件或异物。
b.操作中严禁拆卸、调整设备部件。
c.操作后关闭机床电源,清除设备上的切削液并进行设备保养。
d.操作时需戴好安全帽、手套等防护设备,不得穿松散衣物。
8.维护保养:a.平时需定期检查设备零部件磨损情况并予以更换。
b.定期对砂轮进行磨石、清洗、调整。
c.清理设备上固定在夹具上的金属屑、切屑等杂物。
d.定期涂抹润滑油,保证机床各部件运转顺畅。
9.质量控制:a.进行严格的质量检测程序,对于加工精度不符合要求的工件予以返工或废品处理。
b.对于符合质量要求的工件进行喷砂抛光处理。
c.定期对设备进行校准,保证加工精度和表面粗糙度符合要求。
d.要求工艺人员自觉遵守操作规程,对于不符合操作规程情况进行追究和整改。
11种机械加工工艺卡片(模板)

标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
公司名称
砂型铸造工艺卡片
产品型号
零件图号
产品名称
零件名称
第页
第页
材料编号
毛重
浇冒口重
收得率
每箱总重
每台件数
模样
砂箱
砂型与涂料
芯
撑
编号
砂芯
材料
名称
规格
砂型名称
面砂编号
背砂编号
涂料编号
数量
芯盒编号
芯盒编号
芯盒编号
强度等级
每毛坯可制件数
备
注
工时定额(单件)
牌号
规格尺寸
工序
牌号
规格尺寸
工序
工序号
工序
名称
工序内容
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
重量
序号
工序
名称
工序内容与要求
设备与工具
材料
施工条件
工时
颜色
代号
型号与名称
定额
粘度
厚度
干燥
时间
单件
准终
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
公司名称
机械加工工艺标准标准过程卡片

车间
工序号
工序名称
材料牌号
毛坯种类 轧制件 设备名称
毛坯外形尺寸 φ65×251 设备型号
调头,钻,车 每毛坯可制件数
1 设备编号
45 钢 每台件数
1 同时加工件数
车床 夹具编号
CA6136
夹具名称 通用夹具
工位器具编号
工位器具名称
切削液
工序工时 /s
准终
单件
工步号 工
步
内
1 调头装夹 2 平端面 3mm
淬火
粗,精磨外圆
CA6136
CA6136
万能铣床 万能铣床
三爪卡盘,45°车刀,切断刀
三爪卡盘,游标卡尺,90°车刀
平口钳,铣刀 平口钳,铣刀
由钳工修整,去毛刺 检查尺寸,表面粗糙度
清洗 检查尺寸,表面粗糙度
钳工台 清洗机
锉刀 塞规 百分尺 卡尺
塞规 百分尺 卡尺
装订号
设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)
3 装夹,铣
粗,精铣下箱体侧面
4 装夹,铣
以刚加工的这个平面为夹持底面装夹,铣削其对面 粗,精铣下箱体侧面
5 钻,磨
钻出连接孔和销孔 粗磨下箱体底面
减速器
零件图号
零件名称
下箱体
共 1 页第 1 页
每毛坯件数 1 每 台 件 数 1 备 注
设备
万能铣床 万能铣床 万能铣床 万能铣床 万能铣床 万能铣床 万能铣床 万能铣床
设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期) 标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日期
机械加工工序 6 卡片
工艺过程卡及工序卡(范本)
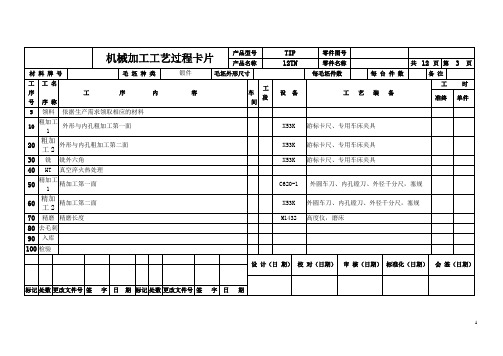
30铣
机械加工工序卡片
产品型号 零件图号
产品名称
零件名称
共
12 页 第 6 页
车间
工序号 工序名称 材 料 牌 号
工序30 铣六角 毛 坯 种 类
毛坯外形尺寸
每毛坯可制件数
每 台 件 数
设备名称
设备型号
设备编号
同时加工件数
C620-1
夹具编号
夹具名称 切削液
专用卡爪
工位器具编号
工位器具名称
工序工时 (分) 准终 单件
工步号 工 步 内 容 工 艺 装 备
主轴转速 切削速度 进给量 切削深度 进给
次数 工步工时
r/min m/min mm/r mm 机动 辅助 1 铣外六角
铣刀
380 44.1 0.33 1.3 1 4.5s 380 44.1 0.33 1.3 1 122.97s 380 44.1 0.33 1.3 1 43.04s 380 44.1 0.33 1.3 1 17.44s
设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)
处数 更改文件号 签 字 日 期 标记 处数 更改文件号 签 字 日 期
外六角
外六角。
工艺卡片模板
产品型号 产品名称
零件图 号
零件名 称
车间
工序号
共
工序名
毛坯种类
毛胚外形尺寸
每毛坯可制 数
设备名称
设备型号
设备编
夹具编号
夹具名称
工位器具编号
工位器具名称
工步内容
工艺装备
主轴 转速 r/min
切削速 度
m/min
进给 量 mm/r
切削 深度
mm
设计(日期) 审核(日期) 标准化(日期) 会签(日
更改文件号 签字 日期 标记 处数 更改文件号 签字 日期
机械加工工序卡片
产品型号 产品名称
零件图 号
零件名 称
车间
工序号
共
工序名
毛坯种类
毛胚外形尺寸
每毛坯可制 数
设备名称
设备型号
设备编
夹具编号
夹具名称
工位器具编号
工位器具名称
工步内容
工艺装备
主轴 转速 r/min
切削速 度
m/min
进给 量 mm/r
零件图 号
零件名 称
车间
工序号
共
工序名
工步内容
毛坯种类
毛胚外形尺寸
每毛坯可制 数
设备名称
设备型号
设备编
夹具编号
夹具名称
工位器具编号
工位器具名称
工艺装备
主轴 转速 r/min
切削速 度
m/min
进给 量 mm/r
切削 深度
mm
设计(日期) 审核(日期) 标准化(日期) 会签(日
更改文件号 签字 日期 标记 处数 更改文件号 签字 日期
工艺卡片模板

执行日期:年
产品质量指标 项目 产品纯度 项目 ××含量 ××含量 项目 原料 T101顶 T101底 < < ≥ 单位 %(质量分数) ※ 指标 0.5 500 频次 1次/8h 1次/4h 1次/4h 塔底温度 进料温度 塔顶温度 V103液位 塔底液位 塔顶压力 塔底温度 塔底液位 ××出装置温度 V104液位 ××出装置温度 塔底液位 塔顶温度 塔顶压力 回流流量 ※ ※ ※ ※ ※ ※ ℃ ℃ ℃ % % MPa ℃ % ℃ ××塔B % ℃ % ℃ MPa t/h (45~55)±15 (40-50)±20 (45~55)±15 (40~45)±5 (1.6~1.8)±0.2 (40~80)±10 LICA108 TI133 LIC107 TR129 PRCA104 FRC114 单位 液化石油气 %(质量分数) mg/L 内容 组成 组成 组成 原料质量指标 ※ 指标 99.5 V101液位 进料温度 塔顶温度 V102液位 回流流量 塔顶压力 塔底温度 塔底液位 ※ ※ ※ % ℃ ℃ % t/h MPa ℃ % 项目 单位 ××塔 (40~60)±10 (67~72)±3 (45~50)±3 (45~55)±15 (8~10)±3 (1.75~1.85)±0.1 (100~104)±5 (45~55)±15 ××塔 (50~56)±5 (38~54)±5 (40~50)±5 (45~55)±15 (45~55)±15 (1.95~2.15)±0.2 ××精馏塔A (55~60)±5 (45~55)±15 ≤60 TIC123 LICA106 TI136 电机温度 轴承温度(滚动) 轴承温度(滑动) 项目 < < < TR115 TRC113 TR118 LICA105 LICA114 PRC102 污水含油量 污水PH值 排污合格率 ≥ % ※ 指标 65 70 65 1/2—2/3 单位 ℃ ℃ ℃ 机泵运转指标 项目 < LICA111 TRC101 TR119 LICA113 FRC115 PIC102 TR116 LICA112 热水压力 净化风压力 氮气压力 热水温度 工业循环水压力 工业循环水温度 ※ ※ ※ ※ 项目 操作指标 指标 仪表位号 电 循环水 低压蒸汽 净化风 总能耗 项目
工艺卡片

100
3
1
3
钻底孔至Ø12
Ø12麻花钻
800
30.14
200
6
1
4
扩孔至Ø14
Ø14扩孔刀
700
26.38
150
7
1
5
铰孔至尺寸
Ø15铰刀
500
23.55
150
7.5
1
6
钻M16孔底孔
ø14.8/20麻花钻
1000
46.47
200
25
1
7
攻丝M16
M16丝锥
100
5.02
125
20
1
秦皇岛职业技术学院
15.1
100
3
1
5
钻底孔ø6.8
Ø6.8/10麻花钻
1000
21.35
200
16
1
6
攻丝8*M8
M8丝锥
100
2.52
125
12
1
产品名称
零件名称
小型涡轮减速器箱体
共
7
页
第
1
页
车间
工序号
工序名称
材料牌号
机加
04
铣
HT200
毛坯种类
毛坯尺寸
每毛坯可制件数
每台件数
铸造件
见图2-3
1
设备名称
设备型号
设备编号
同时加工件数
铣床
1
夹具编号
夹具名称
切削液
专用夹具
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
(工艺技术)工艺卡片样本
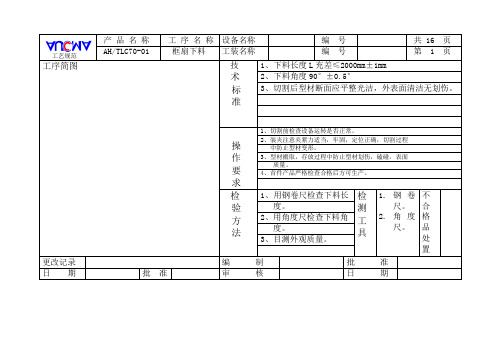
工艺规范产品名称工序名称设备名称编号共 16 页 AH/TLC70-01 框扇下料工装名称编号第 1 页工序简图技术标准1、下料长度L充差≤2000mm±1mm2、下料角度90°±0.5°3、切割后型材断面应平整光洁,外表面清洁无划伤。
操作要求1、切割前检查设备运转是否正常。
2、装夹注意夹紧力适当,牢固,定位正确,切割过程中防止型材变形。
3、型材搬取,存放过程中防止型材划伤,磕碰,表面质量。
4、首件产品严格检查合格后方可生产。
检验方法1、用钢卷尺检查下料长检测工具1.钢卷尺。
2.角度尺。
不合格品处置度。
2、用角度尺检查下料角度。
3、目测外观质量。
更改记录编制批准日期批准审核日期工艺规范产品名称工序名称设备名称编号共 16 页 AH/TLC70-01 铣排水孔工装名称编号第 2 页工序简图技术标准1、排水孔为Φ5×30槽孔,每根料数量2个。
2、纵向位置允差别±3mm,排列均匀。
3、排水孔表面光洁,无毛刺、铣刀不得损坏型材腹板4、排水孔设在外轨道左侧。
操作要求1、铣料前检查设备运转是否正常。
2、注意排水孔的位置均匀和数量。
3、铣孔时避免划伤型材表面质量。
4、首件产品严格检查,合格后方可生产。
检验方法1、用卡尺测量排水孔尺检测工具1、卡尺。
2、卷尺。
不合格品处置寸。
2、用卷尺测量排水孔位置。
更改记录编制批准日期批准审核日期工艺规范产品名称工序名称设备名称编号共 16 页 AH/TLC70-01 铣边框料工装名称编号第 3 页工序简图技术标准1、边框上方仿型铣深度距离为40mm。
2、边框下方仿型铣深度距离为50mm。
3、仿型铣后,光滑无毛刺,深度距离偏差L±1mm。
4、边框左右铣切距离为68mm,距离偏差L±0.5mm。
操作要求1、工作前检查仿型铣床运转是否正常。
2、检查铣刀型号是否正确。
3、工作时型材轻取轻放,避免划伤型材表面质量。
工艺卡举例
16
17
18
19
表 中小批生产的机床齿轮加工工艺过程
工序号 1 2 3 4 5 6 7 8 9 工序名称 锻造 热处理 粗车 粗车 半精车 半精车 滚齿 粗铣 精铣 粗铣四个槽 半精铣四个槽 正火 粗车小头端面、大小外圆、内孔 调头,粗车另一端外圆、端面、内孔 半精车小头端面、大小外圆、小内孔 精镗小内孔及沟槽 大头端面和外圆 小头端面和外圆 大头端面和外圆 小头端面和外圆 小头端面和内孔 小头端面和内孔 小头端面和内孔 C620-1 C620-1 C620-1 C616A Y3150 X62 X62 工序内容 定位基准 设备
1
2 3 4 5 6 7 8 9 10 11
锻造
热处理 粗车 粗车 半精车 半精车 滚齿 粗铣 精铣 钻孔 钳
6
机械加工工艺工序卡片实例
表 工序3的机械加工工序卡片
8
机械加工工艺工序卡片实例Βιβλιοθήκη 表 工序3的机械加工工序卡片
9
补充 典型零件的工艺分析
10
11
12
13
14
齿形的加工方案的选择
10
11
钻孔
钳
在四个工位钻孔
去毛刺
小头端面和内孔
Z518
20
21
22
23
24
25
26
27
28
29
30
齿形加工是整个齿轮加工的关键。按照加工原理,齿形加工可分为成形法 和展成法两种。指状铣刀铣齿、盘形铣刀铣齿、齿轮拉刀拉内齿轮等是成形法加 工齿形的例子,而滚齿、插齿、剃齿、磨齿、挤齿等是展成法加工齿形的例子。 齿形加工方案的选择,主要取决于齿轮的精度等级,结构形状、生产类型 和齿轮的热处理方法及生产工厂的现有条件。对于不同精度等级的齿轮,常用的 齿形加工方案如下: (1) 8级或8级精度以下的齿轮加工方案: 对于不淬硬的齿轮用滚齿或插齿即可满足加工要求,;对于淬硬齿轮可采用 滚(或插)—齿端 加工——齿面热处理——修正内孔的加工方案。热处理前的 齿形加工精度应比图样要求提高一级。 (2) 6-7级精度的齿轮。对于淬硬齿面的齿轮可以采用滚(插)齿——齿端 加工——表面淬火-校正基准——磨齿,这种方案加工精度稳定;也可以采用滚 (插)——剃齿或冷挤——表面淬火——校正基准-内啮合珩齿的加工方案,此 方案加工精度稳定,生产率高。 (3)5级精度以上的齿轮。一般采用粗滚齿-精滚齿-表面淬火-校正基准—粗 磨齿-精磨齿的加工方案。大批量生产时也可采用粗磨齿-精磨齿-表面淬火-校正 基准-磨削外珩自动线的加工方案。这种加工方案的齿轮精度可稳定在5级以上, 且齿面加工纹理十分错综复杂,噪声极低,是品质极高的齿轮。
卡片式工艺标准(电气)
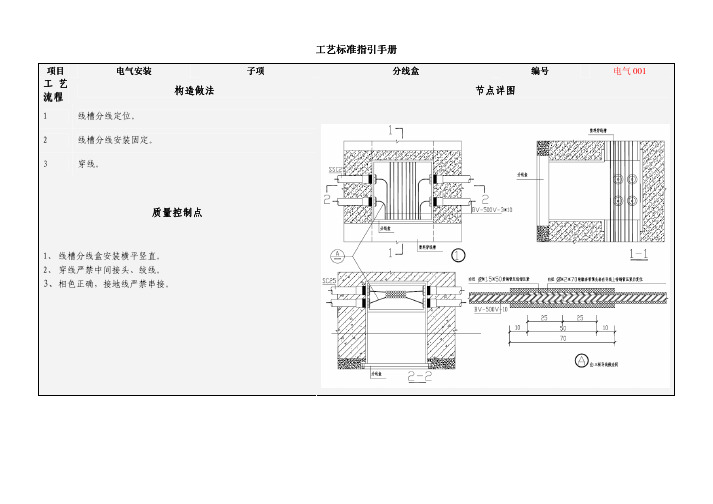
项目
工艺 流程
电气安装
构造做法
子项
总等电位连接 1
1
按设计图纸防雷接地主干线焊接联通,预留焊接联结点。
2
各子系统防雷接地焊接联通,与主干线焊接联通。
3
整个系统测试,接地电阻符合设计要求。
编号
节点详图
质量控制点
1、各焊接点长度符合规范要求。 2、干线与支线并联焊接,严禁接地线串接焊接。
电气 016
工艺标准指引手册
电气 010
项目
工艺 流程
电气安装
构造做法
1
电缆套管加工,安装。
2
电缆敷设。
3
防火封堵。
工艺标准指引手册
子项
井内桥架垂直安装节点
编号
节点详图
质量控制点
1、 套管止水环、喇叭口。
2、电缆保护管固定点间距为 1.5m,固定点与墙板面的距离为 250mm。 3、套管防火封堵密实。
电气 011
项目
工艺 流程
电气安装
构造做法
2
电缆敷设。
3
密封。
子项
低压母线及母线槽节点
编号
节点详图
质量控制点
1、 应采用防火隔离措施,防止火灾沿线路延燃。
2、过梁前后电缆直接穿越防火框,框内布满泡沫石棉毡或其它防火
材料填充。
3、填充完成後必须有相应密闭措施,比如加盖板封盖。
电气 006
项目
工艺 流程
1
桥架定位,放线。
电气安装
做法说明
为了解决砼墙体(剪力墙)内电线盒预埋时标高不一致、盒子陷入墙体太深 等质量通病,标高的控制:
结构钢筋绑扎好后,用水准仪在墙面钢筋上标注出水平基准点,每道墙不少 于两点,将两水平基准点之间用细线连接,形成一道水平基准线,由此水平基准 线标注出电盒安装标高尺寸。电盒采用 7cm 深度的穿筋专用盒,把封堵好的穿 筋盒用Φ8 的圆钢焊接固定在上述标高尺寸上。 电盒口与墙面平齐的控制:
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
工艺卡片
产品型号
N6135
零件图号
N761-05-002
产品名称
柴油机
零件名称
连杆体
共
5
页
第
4
页
材料牌号
毛坯种类
毛坯外形尺寸
每毛坯件数
零件毛重(Kg)
零件净重(Kg)
材料消耗定额
每台产品零件数
每批数量
40Gr
锻件
70X132X370
1
6
工
序
安
装
工
步
工序内容
设备
工艺装备名称及编号
工时(分)
名称及型号
会签(日期)
南通职大
机械加工工序卡片
产品型号
零件图号
产品名称
零件名称
共
页
第
页
车间
工序号
工序名称
材料牌号
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
设备名称
设备型号
设备编号
同时加工件数
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
每批数量
40Gr
锻件
70X132X370
1
6
工
序
安
装
工
步
工序内容
设备
工艺装备名称及编号
工时(分)
名称及型号
编号
夹具
切削工具
量具、辅具
准终
基本工时
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
南通职大
工艺卡片
产品型号
N6135
零件图号
N761-05-002
产品名称
柴油机
零件名称
连杆体
共
标记
处数
更改文件号
签字
日期
南通职大
机械加工工序卡片
产品型号
零件图号
产品名称
零件名称
共
页
第
页
车间
工序号
工序名称
材料牌号
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
设备名称
设备型号
设备编号
同时加工件数
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
编号
夹具
切削工具
量具、辅具
准终
基本工时
10
抽检锻件(复检),写毛坯进厂年月号
锻件按Q/TC203技术条件第I类验收
调制HB223-280热处理后的机械性能按
Q/TC208技术条件验收,毛坯颜色桔黄在杆身
凹陷处,毛坯进厂年月号(用年代末尾数0-9
示年号,用A-l十二字母示月号
20
探伤
按Q/TC220技术条件验收
立式钻床
连杆小头孔钻夹
Z5163A
具
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
南通职大
工艺卡片
产品型号
N6135
零件图号
N761-05-002
产品名称
柴油机
零件名称
连杆体
共
5
页
第
3
页
材料牌号
毛坯种类
毛坯外形尺寸
每毛坯件数
零件毛重(Kg)
零件净重(Kg)
材料消耗定额
每台产品零件数
每批数量
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
40Gr
锻件
70X132X370
1
6
工
序
安
装
工
步
工序内容
设备
工艺装备名称及编号
工时(分)
名称及型号
编号
夹具
切削工具
量具、辅具
准终
基本工时
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
南通职大
工艺卡片
产品型号
N6135
零件图号
N761-05-002
产品名称
柴油机
零件名称
连杆体
共
5
页
第
4
设备名称
设备型号
设备编号
同时加工件数
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
编号
夹具
切削工具
量具、辅具
准终
基本工时
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
南通职大
工艺卡片
产品型号
N6135
零件图号
N761-05-002
产品名称
柴油机
零件名称
连杆体
共
5
页
第
4
页
材料牌号
毛坯种类
毛坯外形尺寸
每毛坯件数
零件毛重(Kg)
零件净重(Kg)
材料消耗定额
每台产品零件数
30
分组写标号(无工序卡片)
厚度>70为一组
厚度<=70为一组
40
粗精2连杆体一端平面,去毛刺
立柱圆盘铣
连杆体两端面铣
床X5216
夹具T-C-J41-038
垫块N761
密尺刀盘ø440
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
南通职大
工艺卡片
产品型号
N6135
零件图号
N761-05-002
50
粗精2连杆体另一端平面,去毛刺
立柱圆盘铣床
连杆体两端面铣
密尺刀盘
游标卡尺
X5216
夹具T-C-J41-038
ø440
0-125/0.02
垫块N761
锉刀
60
磨削
粗磨连杆体两端面并退磁
平面磨床350X40X127 Nhomakorabea外径千分尺
M7132H
50-75/0.01
退磁机
TC-360A
70
钻削
钻连杆体小头基准孔,去毛刺
产品名称
柴油机
零件名称
连杆体
共
5
页
第
2
页
材料牌号
毛坯种类
毛坯外形尺寸
每毛坯件数
零件毛重(Kg)
零件净重(Kg)
材料消耗定额
每台产品零件数
每批数量
40Gr
锻件
70X132X370
1
6
工
序
安
装
工
步
工序内容
设备
工艺装备名称及编号
工时(分)
名称及型号
编号
夹具
切削工具
量具、辅具
准终
基本工时
锉刀
游标卡尺
0-125/0.02
南通职大
工艺卡片
产品型号
N6135
零件图号
N761-05-002
产品名称
柴油机
零件名称
连杆体
共
5
页
第
1
页
材料牌号
毛坯种类
毛坯外形尺寸
每毛坯件数
零件毛重(Kg)
零件净重(Kg)
材料消耗定额
每台产品零件数
每批数量
40Gr
锻件
70X132X370
1
6
工
序
安
装
工
步
工序内容
设备
工艺装备名称及编号
工时(分)
名称及型号
页
材料牌号
毛坯种类
毛坯外形尺寸
每毛坯件数
零件毛重(Kg)
零件净重(Kg)
材料消耗定额
每台产品零件数
每批数量
40Gr
锻件
70X132X370
1
6
工
序
安
装
工
步
工序内容
设备
工艺装备名称及编号
工时(分)
名称及型号
编号
夹具
切削工具
量具、辅具
准终
基本工时
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号