双柱立式车床
(完整版)CK5225数控双柱立式车床说明书资料
CK5225 数控双柱立式车床 使用说明书
CK5225-01001 共 37 页 第 6 页
3、液压装置的型号及名称,见表五:
表五
型号
名称
数量
CB-B16
齿轮油泵
1
HY36-25
线隙式滤油器
1
HY37-25
网式滤油器
1
Y-25B
溢流阀
1
YJ-1
压力继电器
38000Kg
CK5225 数控双柱立式车床
使用说明书
CK5225-01001 共 37 页 第 3 页
2、主传动机构及右刀架进给机构的参数,见表一、二。 表一
级号
工作台转速 (rpm)
计算效率
工作台有效功率 (KW)
工作台最大扭矩 (N·m)
薄弱环节
1
2
2
2.5
3
3.15
4
4
5
5
6
6.3
7
8
8
10
CK5225 数控双柱立式车床
使用说明书
(机械部分)
中华人民共和国
芜湖恒升重型机床有限公司
敬告用户: 在安装、使用本机床之前,请仔细阅读本使用
说明书,并按本使用说明书的要求进行操作。
公司名称:芜湖恒升重型机床有限公司 公司地址:安徽省芜湖机械工业开发区
目
次
一、概述… … … … … … … … … … … … … 1 二、外型与结构… … … … … … … … … … 1 三、主要技术参数… … … … … … … … … 2 四、传动系统… … … … … … … … … … … 5 五、液压系统… … … … … … … … … … … 5 六、润滑系统… … … … … … … … … … … 6 七、吊运与安装… … … … … … … … … … 7 八、机床的操作… … … … … … … … … … 8 九、调整说明… … … … … … … … … … … 9 十、试车与维护注意事项… … … … … … 11
C5225双柱立车大修、数控改造方案

C5225双柱立式车床大修、数控改造方案一、机械部分1、大件加工及修理1.1、工作台底座:工作台底座导轨采用自磨机进行磨削加工,径跳圆周上0.02mm,导轨表面粗糙度0.8 。
1.2、工作台:工作台导轨与工作台底座导轨合研、配刮,接触达85%。
1.3、横梁:横梁导轨采用导轨磨床精磨加工,直线度0.02/1000,全长0.04,导轨表面粗糙度0.8,横梁背面导轨与立柱合研、配刮,同时配刮斜铁及压板。
1.4、立柱:立柱导轨采用导轨磨床精磨加工,直线度0.02/1000,全长0.03,导轨表面粗糙度0.8 。
1.5、滑座:滑座导轨与横梁导轨合研、配刮,同时配刮斜铁及压板。
1.6、方滑枕:方滑枕导轨面采用导轨磨床精磨加工,导轨的直线度0.02/1000,全长0.03,相对两导轨面平行度0.02,导轨表面粗糙度0.8 。
1.7、回转滑座:回转滑座导轨与方滑枕导轨合研、配刮,同时配刮斜铁及压板。
2、工作台及主传动齿轮箱2.1、对工作台部分拆卸、清洗、检查,更换主轴轴承,更换其它破损的零部件。
2.2、对主传动齿轮箱进行拆卸、清洗、检查,进行常规修理,更换有研伤的轴承,更换磨损件。
3、横梁升降箱及传动杠:拆卸、清洗、检查,更换破损的零部件。
4、进给部分:各滑动导轨面采用贴塑处理,减小摩擦系数,各部斜铁也采用贴塑处理,不进行数控改造的刀架丝杠修复,丝母更新。
5、夹紧及平衡机构:检查各部液压夹紧及平衡机构,更换损坏件及密封件,修复和调整机械配合间隙。
6、液压及润滑装置:6.1、检查和调整主轴静压系统,更换损坏的零部件、液压件。
6.2检查各液压部分,更换失灵的液压元器件、密封件,对管路合理布局,使其达到无漏油现象。
7、数控改造部分:7.1、X轴(水平进给):X轴设计、制作一减速箱,安装在横梁一侧,由1FK6系列交流伺服电机驱动,经减速箱,精密滚珠丝杠带动滑座实现X轴的进给,减速箱内的齿轮均为磨齿加工,轴与轮的联结涨套形式,可以达到无间隙传动。
双主轴立式车床方法
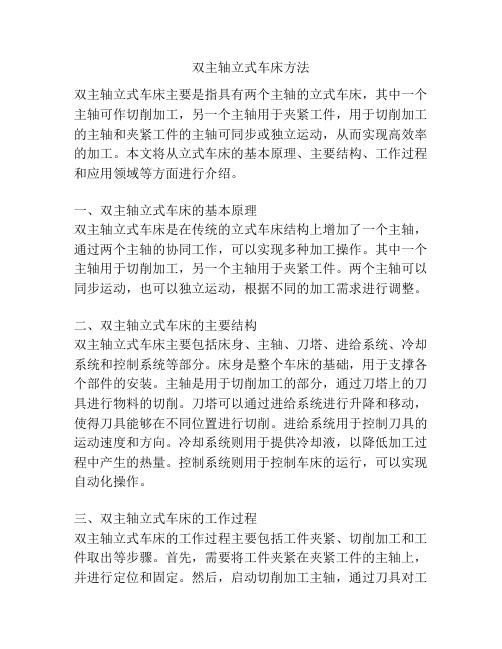
双主轴立式车床方法双主轴立式车床主要是指具有两个主轴的立式车床,其中一个主轴可作切削加工,另一个主轴用于夹紧工件,用于切削加工的主轴和夹紧工件的主轴可同步或独立运动,从而实现高效率的加工。
本文将从立式车床的基本原理、主要结构、工作过程和应用领域等方面进行介绍。
一、双主轴立式车床的基本原理双主轴立式车床是在传统的立式车床结构上增加了一个主轴,通过两个主轴的协同工作,可以实现多种加工操作。
其中一个主轴用于切削加工,另一个主轴用于夹紧工件。
两个主轴可以同步运动,也可以独立运动,根据不同的加工需求进行调整。
二、双主轴立式车床的主要结构双主轴立式车床主要包括床身、主轴、刀塔、进给系统、冷却系统和控制系统等部分。
床身是整个车床的基础,用于支撑各个部件的安装。
主轴是用于切削加工的部分,通过刀塔上的刀具进行物料的切削。
刀塔可以通过进给系统进行升降和移动,使得刀具能够在不同位置进行切削。
进给系统用于控制刀具的运动速度和方向。
冷却系统则用于提供冷却液,以降低加工过程中产生的热量。
控制系统则用于控制车床的运行,可以实现自动化操作。
三、双主轴立式车床的工作过程双主轴立式车床的工作过程主要包括工件夹紧、切削加工和工件取出等步骤。
首先,需要将工件夹紧在夹紧工件的主轴上,并进行定位和固定。
然后,启动切削加工主轴,通过刀具对工件进行切削加工。
切削完成后,关闭切削主轴,夹紧工件主轴松开,将工件取出。
整个过程可以根据实际需求进行同步或独立运动。
四、双主轴立式车床的应用领域双主轴立式车床广泛应用于需要同时进行切削和夹紧的加工操作,如多面加工、镗削、钻孔和攻丝等工艺。
它可以提高加工效率,减少加工时间,从而提高生产效益。
此外,双主轴立式车床还可以应对形状复杂、尺寸精度要求高的工件加工,具有广泛的适用性。
综上所述,双主轴立式车床是一种具有两个主轴的车床,通过两个主轴的协同工作,实现高效率的切削加工。
其主要结构包括床身、主轴、刀塔、进给系统、冷却系统和控制系统等部分。
双主轴立式车床方法
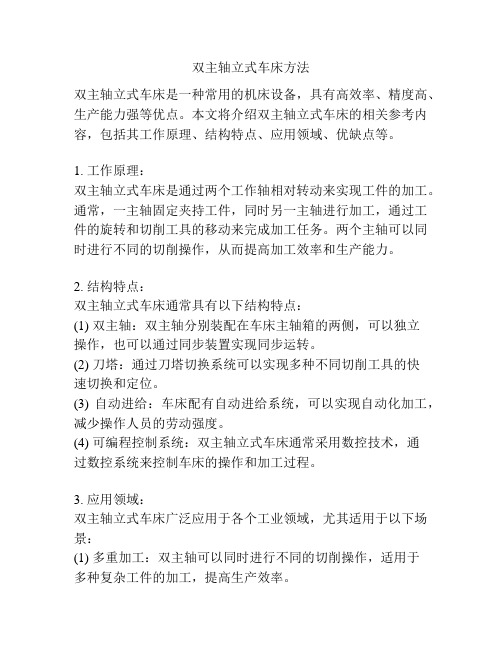
双主轴立式车床方法双主轴立式车床是一种常用的机床设备,具有高效率、精度高、生产能力强等优点。
本文将介绍双主轴立式车床的相关参考内容,包括其工作原理、结构特点、应用领域、优缺点等。
1. 工作原理:双主轴立式车床是通过两个工作轴相对转动来实现工件的加工。
通常,一主轴固定夹持工件,同时另一主轴进行加工,通过工件的旋转和切削工具的移动来完成加工任务。
两个主轴可以同时进行不同的切削操作,从而提高加工效率和生产能力。
2. 结构特点:双主轴立式车床通常具有以下结构特点:(1) 双主轴:双主轴分别装配在车床主轴箱的两侧,可以独立操作,也可以通过同步装置实现同步运转。
(2) 刀塔:通过刀塔切换系统可以实现多种不同切削工具的快速切换和定位。
(3) 自动进给:车床配有自动进给系统,可以实现自动化加工,减少操作人员的劳动强度。
(4) 可编程控制系统:双主轴立式车床通常采用数控技术,通过数控系统来控制车床的操作和加工过程。
3. 应用领域:双主轴立式车床广泛应用于各个工业领域,尤其适用于以下场景:(1) 多重加工:双主轴可以同时进行不同的切削操作,适用于多种复杂工件的加工,提高生产效率。
(2) 高精度加工:由于双主轴独立操作,可以实现更高的加工精度和质量控制。
(3) 大批量生产:双主轴立式车床具有高效率和生产能力强的特点,适用于大批量生产的加工需求。
4. 优缺点:双主轴立式车床有以下优点:(1) 高效率:通过双主轴的同时加工,可以大大提高加工效率和生产能力。
(2) 高精度:由于双主轴独立操作,可以实现更高的加工精度和质量控制。
(3) 多功能:双主轴立式车床可实现多种不同加工操作,适用于各种不同的加工需求。
然而,双主轴立式车床也有一些缺点:(1) 设备成本较高:双主轴立式车床属于大型机床,设备成本较高,需要较大的投资。
(2) 对操作人员要求较高:双主轴立式车床需要熟练的操作人员进行操作和维护,对其技术要求较高。
综上所述,双主轴立式车床是一种高效率、精度高、生产能力强的机床设备,广泛应用于各个领域。
双柱立式车床系列安全操作及保养规程

双柱立式车床系列安全操作及保养规程一、安全操作1. 使用前检查在使用双柱立式车床之前,必须进行以下检查,确保车床处于正常工作状态:1.1 确认车床的电源符合要求,并确保其接地端正确连接。
1.2 检查车床的切削工具及夹紧装置是否安装牢固,切削刃部分是否锋利。
1.3 检查车床的潜在危险部位,如变速箱、夹紧装置、传动机构等是否完好无损。
2. 操作安全2.1 操作双柱立式车床时,必须戴上工作手套和护目镜。
2.2 车床的操作人员必须专注于其所要完成的工作任务,不得将其注意力转移到其他地方。
2.3 操作人员在进行加工物料时,必须确保其双手不接近车床的切削工具或旋转的工件。
2.4 在车床运转过程中,切勿将工具、测量用具等杂物放在车床附近,以免添乱。
2.5 在加工涉及到关键性零部件时,必须进行第二人员检验,确保操作无误。
3. 关机安全3.1 在操作结束后,必须将车床切换到关机状态,切勿在待机状态下操作车床。
3.2 操作人员在清理车床时,必须拔出电源插头以免误触。
二、保养规程1. 车床保养1.1 每日对车床进行彻底清理,清除切削屑,以防止其影响车床的正常使用。
1.2 定期检查车床的齿轮、传动皮带及其他移动部件,以保证其润滑无误。
1.3 每隔一段时间,对车床的切削工具进行涂油,以保持其良好的运转状态。
2. 电气保养2.1 定期检查车床的电源线及插头是否磨损,必要时进行更换。
2.2 每月对车床的电源系统进行检查,以确保其始终处于安全状态。
2.3 每半年对车床的电源线路及接线板进行检查,以确保其运转无误。
3. 安全保养3.1 每年对车床进行全面检查,以发现任何潜在的安全隐患并及时进行处理。
3.2 定期进行安全培训,确保操作人员充分了解车床的安全操作规程。
3.3 每年对车床进行全面维护,并对需要更换的零部件及时进行更换。
三、总结以上是关于双柱立式车床系列的安全操作及保养规程,如果想要在车床操作中保持其安全性能和良好状态,必须遵守上述规程,并制定相应的操作和保养方案。
C5225双柱立式车床说明书

横梁导轨之间在进给时每十分钟自动润滑一次(3 秒); 操纵刀架运动方向选择开关向上或向下时刀架滑座和滑枕导轨之间
在进给时每十分钟自动润滑一次(3 秒);
横梁移动自动润滑操作:操纵横梁运动方向选择开关向上或向下时,横梁和
横梁移动速度
350mm/min
刀架快速移动速度
1550mm/min
刀架最大回转角度
±30°
刀夹装夹尺寸(宽×高)
40×50mm
主电机功率
55KW
机床外形尺寸(长×宽×高) 5180×4600×4952mm(基型)
5180×4600×5402mm(C5225-H2)
5180×4600×5602mm(C5225-H2.2)
变速箱变速由变速油缸来实现十六种转速的变换。转速变换选择开关在悬
挂按钮站上。
工作台由主电机经变速箱直接启动和制动。工作台仅有正向工作转 动,但可以正反方向点动,以便于工件找正。工作台镶有铸造锌合金
ZZnAl10-5 耐磨导轨板,并在导轨间通入压力油(0.2-0.4Mpa)以提高导轨
承载能力。工作台主轴上装一个单向推力球轴承和一个双列短圆柱滚子轴
机床重量(约)
38000Kg (基型)
40000Kg(C5225-H2)
41000Kg(C5225-H2.2)
C5225 系列 双柱立式车床 使用说明书
2、主传动机构及进给机构的参数,见表一、二Байду номын сангаас 表一
C5225-01001 共 36 页 第 3 页
级号
工作台转速 (rpm)
计算效率
工作台有效功率 工作台最大扭矩
DVT500X31-50L双柱立式车床说明书
1.3 主要尺寸图
2、主要用途和特性
3、主要结构及性能
3.1 主要结构概述
3.2 刀架切削力与滑枕伸出长度的关系图
3. 3功率扭矩图
3.4 工件重量与工作台转速关系
4、传动系统
4.1 传动系统图
4.2 主传动转速分布图
4.3 齿轮、蜗轮、蜗杆、丝杠、螺母明细表
4.4 滚动轴承分布图
龙门架由左、右立柱通过联接梁、横梁升降机构组成,工作台底座和左右立柱分离结构;龙门架上方有左右两个升降箱由一个30KW双伸交流电动机,通过蜗轮蜗杆付和双丝杆使横梁作上升下降运动。
3.1.5 变速箱
变速箱由直流电动机经联轴器驱动,主电机经调磁调压获得无级调速,两级机械变速箱是由电磁阀控制油缸来变换速度。
2
17
51220
推力球轴承
100×150×38
1
18
22222
调心滚子轴承
110×200×53
2
19
22315
调心滚子轴承
75×160×55
1
20
22218
调心滚子轴承
90×160×40
1
21
51236
推力球轴承
130×225×75
2
22
6224
深沟球轴承
120×215×40
4
23
6311
深沟球轴承
圆锥滚子轴承
45×8×20.75
6
34
NU207E
圆柱滚子轴承
35×72×17
2
35
31308
圆锥滚子轴承
40×90×25.25
2
36
31208
【doc】CK5255型数控双柱立式车床的结构特点与技术性能
CK5255型数控双柱立式车床的结构特点与技术性能传糊矬岔忧当前机床工业正处在一个非常关键的发展时期,一是国民经济的发展与现代化生产中机械加工自动化水平的提高,需要大量技术先进,使用可靠,精度高,功能全的数控机床;二是受进ra机床的冲击,使许多机床生产企业面临生存危机,举步维艰.在这种形势下,我们必须珍惜每一个机会,对于所研制的新产品进行认真总结和分析,不断提高自己的技术水平CK5255数控双桂立式车床是武汉重型机床厂自行设计研制的新产品,其用户是北京重型电机厂.下面,我们耐该机床的结构特点和技术性艟进行全面具体的分析.一,机床彗构设计特点机床的设计与制造集中了计算机辅助摸块化设计技术,计算机有限元技术,数控技术,静压技术,导轨辅助粱技术等多学科知识,具有如下特点:机床整机采用热对称构造,可在长期连续工作的状态下,保持精度稳定可靠.主传动采用由可控硅供电的立式倒装宽调磁直流电机,由三角带将动力传至行星齿轮变速箱,带动工作台回转,结构新颖,换档轻便灵活,无级调速范围宽,隳声小.工作台径向采用NN3068K/P42高精度双列圆柱滚子轴承定心,轴向采用预载恒流静压导轨,油膜铡厚装置利用油压的变化来反映油膜厚度的变化;设有温度保护装置,可根据温度和负载选用合适的流量.机床突然断电时,由飞轮作静压断电保护.工作台静压导轨使用的大流量多点齿轮分油器供油系统(多头泵),是武重厂自己的成熟技术.进给运动有刀架移动(轴),滑枕移动(轴)两坐标轴,均采用交流伺服电机,通过陴速齿轮及加有硬载的蒗珠丝杠驱动. 轴采用旋转变压器作半闭环检测,轴采用海登海尔光栅尺作全闭环检测.进给系统有每分钟进给量和工作台每转进给量两种.横柔导轨采用合盒钢淬火精磨并粘接软带.采用辅助粱承圈磐耋簟基&维修2o∞№9受刀架重量,以保持刀架在横粱上的移动精度.为了保持横粱在立柱上移动时的垂直定位精度.当横粱未卡紧之前,横粱的一侧油缸总是推着横粱紧贴于右立桂的同一侧导向导轨面上.刀架和滑枕的移动导轨采用滚动,滑动混合.滚动导轨用于导向,保证移动精度稳定可靠;滑动导轨用于承受主切削力. 在溜板体和刀架体粘贴有进rn软带,以保持断续切削时的运动平稳机床控制系统为法国NUM1040系统,主轴驱动装置为西门子6RA24系统.根据用户要求,机床具有两轴联动数控功毖.机床的地面操纵台上有CRT显示所需的各种信息和数据.机床还配有一个用于手动控制的手提操纵盘,便于灵活移动. 当代机床设计的基本原则是:结构典型化,部件摸块化,军件通用化.因此,我们在CK5255的设计中,力求尽可能多地使用立车系列的典型结构,充分考虑规格内的变型和跨系刊的通用.现将其中特点突出,较有创意的结构作如下介绍:1主传动箱的行星齿轮结构.往,立车的主传动系统多采用斜齿轮,螺旋伞齿轮结构此类传统结构,虽传逮功率太,但配备的功率牖骶,噪声大,往往超过国家标准规定的85dB (A),且加工工艺复杂.本机床的主传动系统,使用了两档变速的行星齿轮主传动箱,把8o年代以来,在武重的CK,CH小立车系列上应用较为成功的行星齿轮变速箱移植过来.另加一对减速齿轮,以满足功率和转速范围的要求.该结构紧凑新颖,效率高且噪声低(<80de(A)).2.横粱的辅助粱结构.刀架在横粱上移动时,其重量会引起横梁的弯曲变形,从而影响机床精度.为此,我们采用了承重辅助粱结构,将辅助梁上端面加工成与攒梁变形曲线方向相反的上凸形曲面,用反变形法进行补偿.这样,刀架移动时.溜板上的滚轮沿此曲面壤动,使刀架的移动轨迹近似直线,从而提高了机床加工精度.3多头泵供油的恒流静压导轨.车机床工作台的负荷较大,选80t,且分布不均,随工件变化而变化,为了保证机床的工作精度,我们采用了多油腔,一腔一泵的恒流静压系统,在底座的导轨面上开有l2个油腔,每个油腔都由多头泵供给恒定流量的油,且流量相等(见图1)多头泵由前给泵供油,改变前给泵的压力,就改变了进出油的压力差,也就改变了多头泵各个出油日的捧油量.这样,调整压力和流量极为方便,维护也简单,只要油腔压力在油泵耐压范围以内,流量又足够,底座和工作台的工作面形成纯液体摩擦,压力储备大,过载能力强二,技术性能图1目前,国外着名的数控机床生产企业主要有德国的多列士一抄尔曼(DORRIES—SCHARMANN)公司,法国的贝蒂(BERTHIEE)公司,意大利的镀楚卡南契公司(PIETROcAR- NAGH1)等.这些公司的产品,技术性能先进,使用功能完备,内部结构精巧,整机造型美观,代表了数控机床的世界先进水平. 奉机床在设计过程中,参考了上述公司的同类产品,并吸取了其优点.1技术参数CK5255型数控双柱立车技术参数见表1.2制造精度裹l项目标准值工作台直径nua5000最大车直径nua5500最大加工高度nua40∞工作台上最大承载重量l80……l高逮挡159~4274J.…"l低挡040~1068工作台最大扭矩kN?m160刀槊最大切削力(刀尖至刀槊下端为5∞一)kN60刀槊精枕行程ham∞00刀架蒲枕截面尺寸hamx一2舯X240……l水平rean/r~nOI3~350"…l|mO.∞一50刀集和精枕水平和垂直快建穆动Ⅲn3oo0刀槊水平行程ham31∞横架升降逮度rean/r~n31O横梁升降行程一2帅O精扰中心过花盘中心的最大越程hamI50刀杆截面尺寸一Xham50x50机床外形尺寸(高X宽X长)mXfitm94×12×585CK5255型数控立车完工后,在武重厂内曾多次检曩I,用户北京重型电机厂也进行了极为严格的现场审接,结果证明:该产品的几何精度和工作精度,全部达到国家标准的要求,平均精度储备在40%以上.特别是工作台的端面跳动和径向跳动实测均为0.01ram,精度储备高达帅%.用德国席士公司的企业标准来检曩I,平均精度储备为25%,工作台端面跳动和径向跳动的精度储备达到42.8%.为衡量CK5255数控立车的技术水平,现将其实测数据,国家标准及德国席士公司的企业标准列成表2,以供比较.寰2film蘸国席士公司检蒉项目CK5255实测数据国家标准企业标准工作台面的平0.O36(凹)007(凹)0.05【凹)面度工作台面的墙OO1O050.O"5面跳动工作台面的径向跳动O.O1O∞O.O175横巢垂直穆动正向O10000.04/l000O01000对工作台旋转轴线的平行度侧向0.O15/1000O.O25,1000O02,l000刀槊移动对工作台面的平行度O.Ol8,1000O.02,1000O.01000蒲扰移动对工正向0.015/10000.04t1000O.03,1000作台旋转轴线的平行度埘向O们5/1000O.02/1000O.O2,l000CK5255数控立车在研制过程中,经过了国家标准(CB9061—88)规定的各项试验(本厂做一次,用户硬验收做一次),现将主要试验项目介绍如下:(1)负荷试验.工作台转速为lOrtmin时,承受与机床最大载重量(80t)相等的试料(实际重量达90t),运行30mfin,运行平稳.工作台为最高转速时,承受30t试件,运行6Omin,运行平稳(2)重切试验.在工作台转速为3.56rtmin,切削深度为25mm,走刀量为1.2ram/rain时,分别切削试件的蛐面和外圆.(3)整机连续空运转试验.编制加工程序作连续空运转自动循环16h.全部试验完成后,复检各项几何精度,结果精度变化相当小,符合GB要求.通过上述分析,说明以我们自己的技术实力,完全有能力设计研制出质量可与进口名牌她美,价格低于进口品牌的质优价廉的数控机床产品.这对于提高国产数控机床在市场竞争中的地位和市场占有率,实现国家制定的普代进日产品战略,进而使国产品牌数控机床走向国际市场,具有不可低估的重大意义. 作者通联:武汉重型机床厂技术中心武汉市武昌中北路108号450071(壕辑王其]。
DVT500×3132Q-NC 数控双柱立式车床说明书

第15页
6.2.5左右垂直刀架
左右垂直刀架均由横梁滑座、回转滑座、滑枕组成。
右垂直刀架为普通刀架,水平为静压卸荷导轨,垂直为滑动
导轨,本刀架能搬度±30°,水平、垂直均由北京创新交流伺服
电机驱动,力士乐伺服控制,通过齿轮传动降速,使刀架在X、Z
向均实现无级调速和相应的快速。滑枕截面240×240,垂直方向
共45页
第3页
3.12刀方尺寸50×50mm
3.13刀架进给量范围0.1~500mm/min
级数无级
3.14刀架快速移动速度
右垂直刀架水平4000mm/min
右垂直刀架垂直4000mm/min
左垂直刀架水平4000mm/min
左垂直刀架垂直4000mm/min
3.15横梁最大行程2750mm
3.16横梁升降速度350mm/min
编号:Q1Z/SW510
最大车削直径:5000mm
出 厂 编 号:
(机械部分)
中华人民共和国
齐重数控装备股份有限公司
DVT500×31/32Q-NC
<200411060-1>
使用说明书编辑说明
共1页
第1页
本使用说明书除封面及正文第2、3、4、15、25页为自己专用页外,5、6、7、8、9、10、11、12、13、14、16、26、27、28、36、37、41、42借用机床DVT500X25/32Q-NC<200411060>使用说明书相应页次,其余页次均借用DVT350×25/32Q-NC <200312023>机床使用说明书相应页次。
6.2.6刀架许用切削力与滑枕伸出长度的关系图
DVT500×31/32Q-NC
DVT800×40-100Q-NC双柱立式车床使用说明书
水平(X 向) 垂直(Z 向)
8000mm 4000mm 100t 7100mm 无级 0.16~16r/min 80KN
250KN·m 50mm 8000mm 0.1~500mm/min 无级 4000mm/min
-50-4450mm 2500mm
使用说明书
共 57 页 第2页
1.2 主要规格与参数 1.2.1 最大车削直径 1.2.2 最大工件高度 1.2.3 最大工件重量 1.2.4 工作台直径 1.2.5 工作台转速级数
范围 1.2.6 右刀架最大切削力 <L≤800mm>
注:L 为滑枕行程 1.2.7 工作台最大扭矩 1.2.8 刀杆截面最大高度 1.2.9 最大回转直径 1.2.10 右刀架进给量范围
DVT800X40 4/100Q-NC <20050708 2-0605>
使用说明书
共 57 页 第3页
1.2.16 横梁行程 1.2.17 横梁升降速度 1.2.18 主电机功率 1.2.19 横梁升降电机功率 1.2.20 机床重量 1.2.21 机床外形尺寸(长×宽×高)
3500mm 300mm/min 110KW 37KW 270t 13930×9870×8550mm
部。 3.2.1 龙门架
左、右立柱与工作台底座间采用分离式结构,龙门架由左、 右立柱通过联接梁联结组成,龙门架上方有左右两个升降箱,由 一个 55KW 双轴伸交流电动机,通过蜗轮蜗杆副和双丝杆使横梁作 升降运动,左右立柱及联接梁采用焊接结构。 3.2.2 变速箱
变速箱由 110KW 直流电机驱动,可控硅无级调速调磁 1:4, 调压 1:6.25,机械调速比 1:4,总调速比 1:100,二级齿轮变 速箱由电磁滑阀控制变速油缸,变速拔叉推动变速齿轮来实现两 级机械变速。 3.2.3 工作台
CK52系列数控双柱立式车床参数表

63(≤8r/min)
150(≤6r/min)
250
刀架水平行程(mm)
1400
1985
2235
2735
2940
3590
3700
4550
5550
滑枕垂直行程(mm)
1000
1600
1600/2000
2000
2500
2000
2500
3150
最大切削力(KN)
(L为刀夹对刀架端面距离)
Type
Technical parameters
C5225
CK5235
CK5240
CKQ5250
CK5250
CKQ5263
CK5263
CK5263
/1
CK5263
/3
CKQ5280
CKQ5280
/1
CKQ5280
/2
CK52100
Maximum turning diameter(mm)
2500
3500
0.23~16.8
Max travel of beam(mm)
1250
1750
2350
2950
2310/3010/3810
2890/3690/4690
5690
Lifting speed of beam(mm/min)
350
370
300
Tool shank for max section size(mm2)
Left cutter
35
35(L≤500mm)
80(L≤750mm)
100 (L≤1000mm)
Right cutter
C5225型立式车床
C5225型立式车床是一种万能双柱立式车床,具有两个刀架,一般应用于冶金行业车制各种大型工件。
可用于内外圆柱面、圆锥面、端面、内孔、切槽、切断等加工。
C5225型立式车床是一种自动化程度要求较高的机电设备,它通常采用继电器逻辑控制方式,传统的继电器控制系统中使用了大量的中间继电器、时间继电器,由于控制触点多,电控系统故障率高,检修周期长。
立式机床使用年月久后,电气控制系统线路老化,继电器故障频繁,检修困难。
利用PLC 的高可靠性、高抗干扰,寿命长、维修量少、查找外部线路简单的特点改造传统继电器控制系统是很好的方法。
用PLC对系统进行逻辑控制和变速位置的数据处理,既能较好地实现原工艺要求,简化线路,又提高了可靠性和机床的运行率。
1 C5225型立式车床控制特点C5225型立式车床主电路如图l所示。
从图1中可以看出,主电路共有7台三相交流异步电动机,车床全部设备均由380V交流电源供电。
M2为油泵电动机,供给车床工作台润滑和液压装置的压力油。
M1为工作台主拖动电动机,它采用星三角降压启动和能耗制动,仅有正向工作转动。
但可作正反点动,以便调整刀具。
工作台的变速通过变速箱实现16种转速变换(见表1)。
M3为横梁升降电动机,通过机械传动使横梁沿立柱导轨上下移动。
M4为右立刀架快移动电动机。
M5为右立刀架进给电动机。
M6为左立刀架快速移动电动机,M7为左立刀架进给电动机。
2 C5225型立式车床PLC控制系统设计原C5225型立式车床的电气系统,所有转换开关,断路器开关,仪表触点,控制按钮等为PLC控制系统的输入信号,共有39个输入信号;而电磁阀线圈,接触器线圈,指示灯等为PLC控制系统的输出信号,共有32个输出信号。
C5225型立式车床PLC的输入/输出分配见表2。
根据UO分配结果,设计I/O端子接线图。
根据C5225型立式车床的控制要求,设计出PLC控制梯形图及指令语句表,图2为PLC 控制梯形图。
表2 C5225 型立式车床PLC的输入/输出点分配表C5225型立式车床接触器-继电器控制电路概述C5225型立式车床接触器-继电器控制电路原理图如图所示。
CQ5240系列 双柱立式车床说明书资料

49000kg(CQ5240-H2.2)
CQ5240 系列 双柱立式车床
使用说明书
CQ5240-01001 共 36 页 第 3 页
2、主传动机构及进给机构的参数,见表一、二。 表一
级号
工作台转速 (rpm)
计算效率
工作台有效功率 (KW)
工作台最大扭矩 (N·m)
薄弱环节
1
2
2
2.5
3
3.15
4
工作台由主电机经变速箱直接启动和制动。工作台仅有正向工作转动, 但可以正反方向点动,以便于工件找正。工作台镶有铸造锌合金 ZZnAl105 耐磨导轨板,并在导轨间通入压力油(0.2-0.4Mpa)以提高导轨承载能 力。工作台主轴上装一个单向推力球轴承和一个双列短圆柱滚子轴承,其 内环带有锥度,用以调整径向间隙,以保证主轴能在高精度下平稳地工 作。工作台的启动、制动与点动的操纵按钮在悬挂按钮站上。
横梁行程
1250mm(基型)
1650mm(CQ5240-H2)
1850mm(CQ5240-H2.2)
刀架行程 水平
2200mm
垂直
1000mm(基型)
1250mm(CQ5240-Y1.25)
1400mm(CQ5240-Y1.4)
横梁移动速度
350mm/min
刀架快速移动速度
1550mm/min
刀架最大回转角度
左、右两个进给箱装在横梁的两端。两个进给箱的结构是相同的。每个 进给箱的后部都装有刀架工作进给用电机与快速移动用电机各一台。工作 进给由交换齿轮实现十八种进给量的变换。变换进给量的操纵手柄在进给 箱的正面。进给箱内装有电磁离合器,用来选择刀架工作进给或快速移动 的方向。刀架移动方向选择开关及进给、快速移动操纵按钮在悬挂按钮站 上。
C5225双柱立式车床说明书
使用说明书
(机械部分) 中华人民共和国 芜湖恒升重型机床股份有限公司
敬告用户: 在安装、使用本机床之前,请仔细阅读本使用
说明书,并按本使用说明书的要求进行操作。
目次
一、概述… … … … … … … … … … … … … 1 二、外型与结构… … … … … … … … … … 1 三、主要技术参数… … … … … … … … … 2 四、传动系统… … … … … … … … … … … 5 五、液压系统… … … … … … … … … … … 5 六、润滑系统… … … … … … … … … … … 6 七、吊运与安装… … … … … … … … … … 7 八、机床的操作… … … … … … … … … … 8 九、调整说明… … … … … … … … … … … 9 十、试车与维护注意事项… … … … … … 11 十一、附件与备件… … … … … … … … … 12
地工作。工作台的启动、制动与点动的操纵按钮在悬挂按钮站上。
左、右两个进给箱装在横梁的两端。两个进给箱的结构是相同的。每
个进给箱的后部都装有刀架工作进给用电机与快速移动用电机各一台。工 作进给由交换齿轮实现十八种进给量的变换。变换进给量的操纵手柄在进
给箱的正面。进给箱内装有电磁离合器,用来选择刀架工作进给或快速移
C5225 系列双柱立式车床使用说明书
C5225-01001
共 36 页 第 1 页
一、 概述: 本系列机床是一种双柱立式车床。它具有左、右两个立刀架,可用于
粗车或精车工件的外圆、内孔及端面等。本系列机床基型为 C5225,在基型
的基础上立柱加高、横梁行程加大、立刀架行程加大变型为变型产品。具
CQ5240-H2.2立车说明书

技术说明芜湖恒升重型机床股份有限公司CQ5240-H2.2双柱立式车床技术说明(CQ5240双柱立式车床的结构、性能及用途)一、机床的性能及其总体方案:本机床是一种万能双柱立式车床,机床由左右立柱、顶梁、工作台底座组成框架,以承受切削时的负荷。
横梁沿立柱导轨上下移动,在横梁上装整体焊接式站台支架, 在站台支架上工作时,有沿横梁水平方向移动可推拉伸缩式的滑动站台,方便操作者对刀。
横梁升降电机及蜗杆减速箱置于顶梁上。
横梁由蝶形弹簧通过杠杆夹紧在立柱上,横梁在升降前通过压力油压缩碟形弹簧放松横梁,在右立柱和横梁传动部位的螺母上,增设有手动微调装置,能够微量调整横梁的水平位置,可方便地保持横梁移动后的水平状态和车削大平面时补偿刀具磨损的功用。
横梁升降的操纵按扭在悬挂按扭上。
变速箱紧固在工作台底座的后部,主电动机由联轴器与变速箱连接,变速箱由变速油缸推动交换齿轮实现十四种转速的变换。
转速变换选择开关在悬挂按扭站上。
工作台由主电机经变速箱直接启动和制动。
工作台仅有正向工作转动。
但可以作正反方向点动,以便于工件找正。
工作台镶有锌铝铜合金耐磨导轨板,并在导轨间通入压力油(0.2-0.4MPa)以提高导轨承载能力。
工作台主轴上装一个单向推力球轴承和一个D3182140型双列短圆柱滚子轴承,其内环带有锥孔用以调整径向间隙,以保证主轴能在高精度下平稳地工作。
工作台的启动、制动与点动的操纵按扭在悬挂按扭站上。
左右两个进给箱装在横梁的两端,两个进给箱的结构是相同的。
在进给箱的后部分装有刀架进给用电机与快速移动电机各一台。
工作进给由交齿轮实现十八种进给量的变换。
变换进给量的操纵手柄在进给箱的前面。
进给箱内装有电磁离合器,用来选择刀架工作进给或快速移动的方向。
刀架移动方向选择开关及进给、快速移动操纵按扭在悬挂按扭站上。
左右两个立刀架装在横梁上,刀架由进给箱通过光杆、丝杆得到垂直和水平的进给或快速移动。
在横梁上装有供手动操纵的手柄,以便于调整刀架的位置和对刀。
C5235A双柱立式车床
年在全 国质量统一监
Байду номын сангаас
控硅供 电 。 工作 台以高精度滚动轴承定心 , 并
督检验 中 , 经抽样检测 , 继 续保持 了 一等品的
置于摩擦系数小 , 承载能力大的恒流静压导轨
上。
和
系列 立 车均 备有
铣头 、 磨头等特
殊订货部件 , 可
扩大机床使用范
围。
和
系列立车 以质量
稳定可靠 、 价廉
物美等特点深受
优等品 、 一等 品介绍
机 电 新产 品 导 报
年第 一 期
双柱立式车珠
荣誉 。
… 双柱立式车床 , 工作台主轴采用 高精度双 列 短滚 柱轴承定心 , 圆形导 轨采用具
有静压卸荷 的动压导轨 , 并有温度计进行超温
保护 刀 架和滑枕采用双螺母普通丝杆 , 可以
武汉重型机床厂是 中国制造重 型机床 、 数
国 内外用 户 的好
评与青睐 。
单位名称 武汉重型机床厂 企业法人 陈国新 销售 负责人 王德林
地 址 武 汉 市武 昌 中北 路 号
邮政 编 码
电话 区号
流 调 速 系 统 机 床 的主 要 操 作 集 中在 操 纵 台上 。
刨床 、 回转 工作 台、 各类 专用机床及 锻 压设 备
为数控双柱立式车床 , 其刀架和
等近 万 台 , 除满足 国 内各行业 的需 求外 , 还 远
滑 枕 的 移 动 导 轨 采 用 滚 动 滑 动混 合 , 在 导 向方
销到世界 多个 国家与地 区 。
四米数控双柱立车 , 于
年月
承受刀 架重量 , 保持 刀 架在横梁上移动的精度 。
经 国家质量奖审查委 员会批准 , 荣获金质奖 章
课题二-C5225型双柱立式车床电气检修ppt课件

C5225 型双柱立式车床有两个立刀架,用于加工径向尺寸 大而轴向尺寸相对较小且形状比较复杂的大型和重型零件, 可粗车工件的外圆、内孔、端面及内外锥面等。
任务 1 认识 C5225 型双柱立式车床
学习目标
1. 了解双柱立式车床工作台、横梁、刀架的运动形 式。 2. 熟悉 C5225 型双柱立式车床电气元件的位置,能 进行试车操作 3. 掌握 C5225 型双柱立式车床电路的工作原理。
四、识读 C5225 型双柱立式车床电路图
任务测评
对任务实施完成情况进行检查,并将结果填
入表。
评分标准
任务 2 检修 C5225 型双柱立式车床
学习目标
1. 掌握机床电气设备的维修要求、检修方法和维修 步骤。 2. 掌握 C5225 型双柱立式车床典型故障的分析方法 以及故障的检测流程。 3. 能按照正确的检测步骤,排除 C5225 型双柱立式 车床的典型电气故障。
C5225 型双柱立式车床元器件明细表
C5225 型双柱立式车床元器件明细表
C5225 型双柱立式车床元器件明细表
六、C5225 型双柱立式车床元件位置图
C5225 型双柱立式车床电气元件位置图
七、C5225 型双柱立式车床的元器件布置图
C5225 型双柱立式车床配电箱内电气元件布置图
任务实施
C5225 型双柱立式车床电气控制原理图如图所示。
C5225 型双柱立式车床电气控制原理图
C5225 型双柱立式车床电气控制原理图
C5225 型双柱立式车床电气控制原理图
C5225 型双柱立式车床电气控制原理图
C5225 型双柱立式车床电气控制原理图
jbt3665.1单柱、双柱立式车床参数
IC S 25. 080. 10J 53JB/T3665.1-1999 单柱、双柱立式车床参数1999-05-20 发布2000-01-01 实施国家机械工业局发布JB/T3665.1-1999前言本标准是对Z B J53 009—89《立式车床参数》的修订,修订时仅按有关规定进行了编辑性修改,技术内容未改变。
本标准是《单柱、双柱立式车床》系列标准的一部分,该系列标准包括以下三个部分:单柱、双柱立式车床参数3665.1—1999JB/TJB/T单柱、双柱立式车床精度检验4116—1996单柱、双柱立式车床技术条件JB/T3665—1996本标准从实施之日起代替ZB J53 009—89。
本标准由全国金属切削机床标准化技术委员会提出。
本标准由全国金属切削机床标准化技术委员会重型机床分会归口。
本标准负责起草单位:武汉重型机床研究所。
本标准参加起草单位:齐齐哈尔第一机床厂、新乡机床厂、瓦房店机床厂。
本标准于1976年6月首次发布,1989年第一次修订。
I1图1 单柱立式车床表 1800 1000 1250 1600 20630 800 1000 121.2 2 3.2 5 双柱立式车床的型式如图2所示,参数应符合表2的规定。
国家机械工业局 1999-05-20 批准中华人民共和国机械行业标准单柱、双柱立式车床 参数JB/T 3665.1-1999代替Z B J53 009—892000-01-01 实施2图2 双柱立式车床表 2最大车削直径Dmm2500 3150 4000 5000 6300 8000最大工件高度Hmm1600 2000 2500 3150 4000最大工件重量t20 32 50 801252. 3单柱移动立式车床的型式如图3所示,参数应符合表3规定。
图3 单柱移动式立式车床表 3最大车削直径Dmm4000 5000 6300 8000 1000012500 1600020000至中心车削直径D1mm 3150 5000 6300800012000最大工件高度Hmm 2000 31505000630010000最大工件重量t 20 40 80 160 250 500 80032. 4 工作台移动单柱立式车床的型式如图4所示,参数应符合表4规定。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
C5225双柱立式车床C5225双柱立式车床技术参数序号名称单位参数1 工作台直径mm 22502 工件最大车削直径mm 25003 工件最大高度mm 16004 工件最大重量kg 100005 刀架最大切削力右刀架kg 3500 左刀架kg 30006 最大总切削力kg 63007 工作台最大扭转力矩Kg/m 63008 工件台变速级数级169 工件台变速范围转/min 2-6310 进给量级数级1811 进给范围mm/min 0.25-9012 横梁行程mm 125013 刀架行程水平mm 1400垂直mm 100014 横梁移动速度mm/min 35015 刀架快速移动速度mm/min 156016 刀架最大回转角度度±30o17 刀方尺寸(宽×高) mm 40×5018 主电机功率kw 5519 机床外形尺寸(长×宽×高) mm 5180×4560×468020 机床重量(约)kg 33800兰工XKS130L一体旋切机/1/beng3344/chanpin/91/兰工XQ1400D双传动无卡旋切机/1/beng3344/chanpin/90/XKS130L型数控无卡旋切机/1/beng3344/chanpin/89/SXQ1600-260型数控无卡旋切机/1/beng3344/chanpin/88/XQ1400A型单离合器无卡机/1/beng3344/chanpin/87/XQ1400D双传动无卡旋切机/1/beng3344/chanpin/86/C5225双柱立式车床C5225双柱立式车床技术参数序号名称单位参数1 工作台直径mm 22502 工件最大车削直径mm 25003 工件最大高度mm 16004 工件最大重量kg 100005 刀架最大切削力右刀架kg 3500 左刀架kg 30006 最大总切削力kg 63007 工作台最大扭转力矩Kg/m 63008 工件台变速级数级169 工件台变速范围转/min 2-6310 进给量级数级1811 进给范围mm/min 0.25-9012 横梁行程mm 125013 刀架行程水平mm 1400 垂直mm 100014 横梁移动速度mm/min 35015 刀架快速移动速度mm/min 156016 刀架最大回转角度度±30o17 刀方尺寸(宽×高) mm 40×5018 主电机功率kw 5519 机床外形尺寸(长×宽×高) mm 5180×4560×468020 机床重量(约)kg 33800兰工XKS130L一体旋切机/1/beng3344/chanpin/91/兰工XQ1400D双传动无卡旋切机/1/beng3344/chanpin/90/XKS130L型数控无卡旋切机/1/beng3344/chanpin/89/SXQ1600-260型数控无卡旋切机/1/beng3344/chanpin/88/XQ1400A型单离合器无卡机/1/beng3344/chanpin/87/XQ1400D双传动无卡旋切机/1/beng3344/chanpin/86 C5225双柱立式车床C5225双柱立式车床技术参数序号名称单位参数1 工作台直径mm 22502 工件最大车削直径mm 25003 工件最大高度mm 16004 工件最大重量kg 100005 刀架最大切削力右刀架kg 3500 左刀架kg 30006 最大总切削力kg 63007 工作台最大扭转力矩Kg/m 63008 工件台变速级数级169 工件台变速范围转/min 2-6310 进给量级数级1811 进给范围mm/min 0.25-9012 横梁行程mm 125013 刀架行程水平mm 1400 垂直mm 100014 横梁移动速度mm/min 35015 刀架快速移动速度mm/min 156016 刀架最大回转角度度±30o17 刀方尺寸(宽×高) mm 40×5018 主电机功率kw 5519 机床外形尺寸(长×宽×高) mm 5180×4560×468020 机床重量(约)kg 33800兰工XKS130L一体旋切机/1/beng3344/chanpin/91/兰工XQ1400D双传动无卡旋切机/1/beng3344/chanpin/90/XKS130L型数控无卡旋切机/1/beng3344/chanpin/89/SXQ1600-260型数控无卡旋切机/1/beng3344/chanpin/88/XQ1400A型单离合器无卡机/1/beng3344/chanpin/87/XQ1400D双传动无卡旋切机/1/beng3344/chanpin/86 C5225双柱立式车床C5225双柱立式车床技术参数序号名称单位参数1 工作台直径mm 22502 工件最大车削直径mm 25003 工件最大高度mm 16004 工件最大重量kg 100005 刀架最大切削力右刀架kg 3500 左刀架kg 30006 最大总切削力kg 63007 工作台最大扭转力矩Kg/m 63008 工件台变速级数级169 工件台变速范围转/min 2-6310 进给量级数级1811 进给范围mm/min 0.25-9012 横梁行程mm 125013 刀架行程水平mm 1400 垂直mm 100014 横梁移动速度mm/min 35015 刀架快速移动速度mm/min 156016 刀架最大回转角度度±30o17 刀方尺寸(宽×高) mm 40×5018 主电机功率kw 5519 机床外形尺寸(长×宽×高) mm 5180×4560×468020 机床重量(约)kg 33800兰工XKS130L一体旋切机/1/beng3344/chanpin/91/兰工XQ1400D双传动无卡旋切机/1/beng3344/chanpin/90/XKS130L型数控无卡旋切机/1/beng3344/chanpin/89/SXQ1600-260型数控无卡旋切机/1/beng3344/chanpin/88/XQ1400A型单离合器无卡机/1/beng3344/chanpin/87/XQ1400D双传动无卡旋切机/1/beng3344/chanpin/86 C5225双柱立式车床C5225双柱立式车床技术参数序号名称单位参数1 工作台直径mm 22502 工件最大车削直径mm 25003 工件最大高度mm 16004 工件最大重量kg 100005 刀架最大切削力右刀架kg 3500 左刀架kg 30006 最大总切削力kg 63007 工作台最大扭转力矩Kg/m 63008 工件台变速级数级169 工件台变速范围转/min 2-6310 进给量级数级1811 进给范围mm/min 0.25-9012 横梁行程mm 125013 刀架行程水平mm 1400 垂直mm 100014 横梁移动速度mm/min 35015 刀架快速移动速度mm/min 156016 刀架最大回转角度度±30o17 刀方尺寸(宽×高) mm 40×5018 主电机功率kw 5519 机床外形尺寸(长×宽×高) mm 5180×4560×468020 机床重量(约)kg 33800兰工XKS130L一体旋切机/1/beng3344/chanpin/91/兰工XQ1400D双传动无卡旋切机/1/beng3344/chanpin/90/XKS130L型数控无卡旋切机/1/beng3344/chanpin/89/SXQ1600-260型数控无卡旋切机/1/beng3344/chanpin/88/XQ1400A型单离合器无卡机/1/beng3344/chanpin/87/XQ1400D双传动无卡旋切机/1/beng3344/chanpin/86 C5225双柱立式车床C5225双柱立式车床技术参数序号名称单位参数1 工作台直径mm 22502 工件最大车削直径mm 25003 工件最大高度mm 16004 工件最大重量kg 100005 刀架最大切削力右刀架kg 3500 左刀架kg 30006 最大总切削力kg 63007 工作台最大扭转力矩Kg/m 63008 工件台变速级数级169 工件台变速范围转/min 2-6310 进给量级数级1811 进给范围mm/min 0.25-9012 横梁行程mm 125013 刀架行程水平mm 1400 垂直mm 100014 横梁移动速度mm/min 35015 刀架快速移动速度mm/min 156016 刀架最大回转角度度±30o17 刀方尺寸(宽×高) mm 40×5018 主电机功率kw 5519 机床外形尺寸(长×宽×高) mm 5180×4560×468020 机床重量(约)kg 33800兰工XKS130L一体旋切机/1/beng3344/chanpin/91/兰工XQ1400D双传动无卡旋切机/1/beng3344/chanpin/90/XKS130L型数控无卡旋切机/1/beng3344/chanpin/89/SXQ1600-260型数控无卡旋切机/1/beng3344/chanpin/88/XQ1400A型单离合器无卡机/1/beng3344/chanpin/87/XQ1400D双传动无卡旋切机/1/beng3344/chanpin/86。