450磨齿机使用说明书
磨齿机磨齿机实用用安全操作及保养规程
磨齿机实用用安全操作及保养规程1. 前言磨齿机作为一种常见的机械加工设备,在工业生产中扮演着重要的角色。
为了确保磨齿机的正常运行,保障操作人员的安全,本文将介绍磨齿机的安全操作规程及保养规程。
2. 安全操作规程2.1 磨齿机操作前的准备工作在操作磨齿机之前,必须进行以下准备工作:•确保磨齿机接地良好,无漏电现象。
•检查磨齿机的电源线是否损坏,如有损坏应及时更换。
•检查磨齿机的刀具和磨齿盘等配件是否齐全,并进行必要的调整。
•检查磨齿机的润滑油和冷却液是否充足,如不足应及时添加。
2.2 磨齿机操作时的安全注意事项操作磨齿机时,务必要注意以下安全事项:•穿戴好个人防护装备,包括安全帽、防护眼镜、耳塞等。
•切勿戴手套操作磨齿机,以免被卷入机器或卡住物件。
•不得戴长发、长袖衣物或项链等松散物品,以免被卷入机器。
•禁止将手指、手部或身体靠近磨齿盘等旋转部件,以免发生意外伤害。
•确保工作区域的周围没有其他人员,以防止他人误操作或受伤。
•在操作过程中,严禁使用损坏的刀具或磨齿盘。
•如遇异常情况或故障,应立即停止操作并通知相关人员进行处理。
2.3 磨齿机操作后的安全措施在完成磨齿机操作后,应采取以下安全措施:•关闭磨齿机的电源开关,并断开电源线。
•检查磨齿机的刀具和磨齿盘是否完好,并进行清洁。
•清理工作区域,将切削屑料和废液进行分类处理。
•将磨齿机归位,并确保周围环境整洁有序。
3. 磨齿机保养规程为了保证磨齿机的正常运行和延长使用寿命,需要进行定期保养。
以下是磨齿机保养的基本规程:3.1 定期润滑定期对磨齿机的润滑部位进行加油或更换润滑油,确保润滑系统的正常运行。
具体润滑点和润滑周期可参考磨齿机的使用说明书。
3.2 清洁保养定期清洁磨齿机的外表面、进料口和废料口等部位,清除切屑和油污等杂物。
注意使用适当的清洁剂,避免对机械造成腐蚀。
3.3 刀具保养定期检查磨齿机的刀具,如发现磨损严重或损坏的情况,及时更换。
3.4 电器系统检查定期检查磨齿机的电器系统,确保电线、电源插头等电器元件的完好,如发现问题应及时修理或更换。
CK450原料磨中控操作规程
TON
&
1S
≥1
≥1
&
TON
5min
升辊命令
≥1
&
升辊模式(慢速)
& 升辊模式(快速)
A230 喂料系统运行
&
≥1
9 降辊脉冲(手动)
&
2S
磨主电机运行
重喂料
喂料运行
压力控制开始 喂料停止
中控初始启动信号 所有磨辊在低位
≥1
液压泵运行
≥1
&
& TON 40S
& 磨辊初始降辊命 令成
初始降辊完成
(3)磨辊液压站自重降辊
风机稀油站故障
风机油站运行 水电阻故障 原料磨出口温度 HH
工艺代号 2327 23273 23271 23272
&
&
风机前、后震动温度 HH
电气代号 21A22M 21A22AR 21A22bAC
启动连锁
安全连锁
2618
启动信号
&
启动连锁 安全连锁
运行连锁
运行联锁 2327
注:(1)主电机启动后 45s,如水电阻启动完毕信号还未到,则停主电机。 (2)电机定子温度 HH 为 130℃,电机轴承 HH 为 70℃,风机轴承温度高高报为 85℃,
选择入库 ZF26161 A2401
A2428
ZR2416 不选择入
1 库
启动信号
&
>
&
&
○1
2616
2608 2607
26061
26051
26062
26052
1604
○1
26063
26053
26064
450磨齿机使用说明书

MSG -45(型磨齿机操作说明书荆州机械研究所一、技术参数二、关于砂轮三、研磨前准备事项四、研磨锯片五、机头V 型皮带调整方法六、砂轮厚度选择表附图1、机器简图及主要部件图七、附图2、润滑点图附图3、电气原理图感谢您购买本公司产品,为了让您操作机器更方便,得到更完美的产品,请在操作机器前,仔细阅读操作说明。
起动机器之前,最重要的是要确认安装、调整及润滑,只有这样才能节省时间,并避免伤害。
一、技术参数1、研磨锯片外径:50-450mm2、锯片最大齿距:25mm3、锯片最大齿深:8mm4、锯片最大厚度:8mm5、砂轮转速:4200 RPM6、主电机:AEEFA 2-4/2 0.3/0.18kw 0.91/0.73A 380V7、机器外形(长x 宽x 高):700x700x13008、机器重量:约200kg二、关于砂轮1、砂轮的规格及材质本机所使用的砂轮规格直径为150mm孔径为25mm,厚度则依据锯片的齿型和齿距来选择。
砂轮质料是依锯片材质来选择, 据经验其颗粒系介于60到100之间,硬度介于K 和N 之间,主要是采用瓷质烧结法的砂轮,其他如树脂和橡胶粘结法的砂轮仅用于精细和特别小的齿距。
2、大小夹紧盖和中间保护片的使用方法新机出厂时都附有一组大型的砂轮夹紧盖和中间保护片,此外我们也附有一组小型的砂轮夹紧盖和中间保护片,当砂轮外径磨损变小时,小型可用来替代大型的。
中间保护片是用一种中间带有布纱且坚固和有弹性的黑胶制造而成,其作用是在砂轮和夹紧盖之间作有弹性的连接,以避免砂轮爆裂。
如果没有使用中间保护片,砂轮很容易爆裂,这是非常危险的。
中间保护片在没有使用时,要存放于阴凉处。
使用三年后不得继续使用。
更换夹紧盖时要特别注意清洁,避免让夹紧盖上的灰尘、研磨屑、杂质等进入砂轮心轴的轴承。
3、砂轮的测试和安装装砂轮之前,要先做检查。
拿一只小圆铁棒轻敲砂轮,在正常情况,没有受损的瓷质熔结剂砂轮和矿物熔结剂砂轮会发出清脆的声音。
数控磨齿机操作规程
数控磨齿机操作规程1、操作者必须熟悉本设备结构性能,传动原理以及加工应用程序,经考试合格取得操作证后方可独立操作。
2、操作者要认真做到“三好”(管好、用好、修好)“四会”(会使用、会保养、会检查、会排除故障)。
3、操作者必须遵守使用设备的“五项纪律”和维护设备的“四项要求”的规定。
4、操作者要随时按照“巡回检查内容”的要求对设备进行检查。
5、严格按照设备用油要求进行加油,做到润滑“五定”(定时、定点、定量、定质、定人)。
6、严禁移动或损坏机床上的警示标牌。
7、多人操作时,相互间应协调一致。
8、严禁超负荷、超规范使用设备。
9、当设备停机八小时以上,应先启动机床液压润滑5—10分钟,然后再用手动方式运转各运动轴,查看各部运转是否正常;确认运转正常、润滑良好、无任何报警、方能开始工作。
10、未经许可禁止打开电控柜。
11、禁止在设备上堆放杂物、工具和附件,严禁用撞击方式进行工件找正。
12、禁止用手或其它任何方式接触正在旋转的主轴、工件或其它运动部位。
13、禁止进行尝试性操作,禁止加工过程中变速。
14、工作中注意防止冷却液混入液压系统,防止棉纱等废弃物掉入机床内部。
15、装卸和测量工件时,必须将砂轮主轴退离到安全位置。
16、执行测量程序时,务必再次确认测量参数的准确性。
17、合理选用砂轮和设定磨削参数。
18、更换砂轮时,必须严格检查,防止砂轮有裂纹,必要时须进行静平衡。
19、安装砂轮时内孔与法兰盘径向间隙要均匀,两侧垫好0.5至2mm纸板,紧固螺钉时用力要均匀、合适,严禁用力过猛或敲击。
20、砂轮修整前,必须再次核对相关参数,准确无误后方能加工。
21、砂轮靠近工件时不准用自动进给;砂轮未离开工件前不准停车。
22、使用手轮或快速移动方式移动各轴时,一定要看清各轴方向`“+、-”号标牌后再移动。
移动时先慢转手轮观察机床移动方向无误后方可加快移动速度。
23、启动程序刚开始工作时,右手作好按程序停止按钮的准备,程序在运行当中手不能离开程序停止按钮,如有紧急情况立即按下程序停止按钮。
Lincoln Magnum PRO Curve 450 商品说明书
Operator’s ManualRegister your machine:/registerAuthorized Service and Distributor Locator: /locatorIM10416| Issue D a te Aug-17© Lincoln Global, Inc. All Rights Reserved.For use with Code Numbers:K3518-2, K3518-2-8-45, K3518-2-10-45Save for future referenceDate PurchasedCode: (ex: 10859)SECTION A:WARNINGSC ALIFORNIA PROPOSITION 65 WARNINGSWARNING: This product, when used for welding or cutting, produces fumes or gases which contain chemicals known to the State of California to cause birth defects and, in some cases, cancer. (California Health & Safety Code § 25249.5 et seq.)ARC WELDING CAN BE HAZARDOUS. PROTECTYOURSELF AND OTHERS FROM POSSIBLE SERIOUS INJURY OR DEATH. KEEP CHILDREN AWAY.PACEMAKER WEARERS SHOULD CONSULT WITH THEIR DOCTOR BEFORE OPERATING.Read and understand the following safety highlights. For additional safety information, it is strongly recommended that you purchase a copy of “Safety in Welding & Cutting - ANSI Standard Z49.1” from the American Welding Society, P.O. Box 351040, Miami, Florida 33135 or CSA Standard W117.2-1974. A Free copy of “Arc Welding Safety” booklet E205 is available from the Lincoln Electric Company, 22801 St. Clair Avenue, Cleveland, Ohio 44117-1199.BE SURE THAT ALL INSTALLATION, OPERATION,MAINTENANCE AND REPAIR PROCEDURES ARE PERFORMED ONLY BY QUALIFIED INDIVIDUALS.FOR ENGINE POWERED EQUIPMENT.1.a.Turn the engine off before troubleshootingand maintenance work unless themaintenance work requires it to be running.1.b.Operate engines in open, well-ventilated areas or vent the engineexhaust fumes outdoors. 1.c.Do not add the fuel near an open flame weldingarc or when the engine is running. Stop the engine and allow it to cool before refueling to with hot engine parts and igniting. Do not spill fuel when filling tank. If fuel is spilled, wipe it up and do not start engine until fumes have been eliminated.1.d. Keep all equipment safety guards, coversand devices in position and in good repair.Keep hands, hair, clothing and tools away from V-belts, gears, fans and all other moving parts when starting, operating or repairing equipment.1.e.In some cases it may be necessary to remove safety guards toperform required maintenance. Remove guards only when necessary and replace them when the maintenance requiring their removal is complete. Always use the greatest care when working near moving parts. 1.f. Do not put your hands near the engine fan. Do not attempt tooverride the governor or idler by pushing on the throttle control rods while the engine is running. 1.g.To prevent accidentally starting gasoline engines while turningthe engine or welding generator during maintenance work,disconnect the spark plug wires, distributor cap or magneto wire as appropriate. 1.h.To avoid scalding, do not remove the radiatorpressure cap when the engine is hot.ELECTRIC ANDMAGNETIC FIELDS MAY BE DANGEROUS2.a.Electric current flowing through any conductorcauses localized Electric and Magnetic Fields (EMF).Welding current creates EMF fields around welding cables and welding machines 2.b.EMF fields may interfere with some pacemakers, andwelders having a pacemaker should consult their physician before welding. 2.c.Exposure to EMF fields in welding may have other health effectswhich are now not known. 2.d.All welders should use the following procedures in order tominimize exposure to EMF fields from the welding circuit:2.d.1.Route the electrode and work cables together - Securethem with tape when possible.2.d.2.Never coil the electrode lead around your body.2.d.3.Do not place your body between the electrode and workcables. If the electrode cable is on your right side, the work cable should also be on your right side.2.d.4.Connect the work cable to the workpiece as close as pos-sible to the area being welded.2.d.5.Do not work next to welding power source.SAFETYTABLE OF CONTENTSTechnical Specifications.........................................................................................................................................A-1Installation ..................................................................................................................................................Section A Connector Kit Installation to Gun Cable......................................................................................................................A-2 K466-1 and K466-8 Installation (for Lincoln Feeders)................................................................................................A-3 K466-2 Installation (For Tweco Adapted Feeders)......................................................................................................A-3 K466-3 Installation (For Miller feeders; i.e. Millermatic 200, Cricket, S-32P, 54D...)...................................................A-3 K466-6 and K466-10 Installation (Wirematic and Lincoln 10 Series Feeders).............................................................A-3 Liner Installation and Trimming Instructions...............................................................................................................A-4 Rotating the Gun Tube...............................................................................................................................................A-4 Contact Tip and Gas Nozzle Installation......................................................................................................................A-4 Connection to Feeder.................................................................................................................................................A-4 Connection to Lincoln Feeders...................................................................................................................................A-4 Connection to Tweco Adapted Feeders......................................................................................................................A-4 Connection to Miller Feeders.....................................................................................................................................A-5 Connection To Lincoln Wirematic, Hobart Series 2000 Feeders, Or Sp100t Type Feeders..........................................A-5 Connection To Lincoln 10 Series Feeders..................................................................................................................A-5 Consumable Thread Sizes.........................................................................................................................................A-5Operation ..................................................................................................................................................Section B Electrodes and Equipment.........................................................................................................................................B-1 Making a Weld..........................................................................................................................................................B-1 Avoiding Wire Feeding Problems................................................................................................................................B-1Maintenance..................................................................................................................................................Section C Removal, Installation and Trimming Gun Liners.........................................................................................................C-1 Gun Tubes and Nozzles.............................................................................................................................................C-1 Gun Cables ............................................................................................................................................................C-1 Cable Repair ............................................................................................................................................................C-1 Troubleshooting............................................................................................................................................Section DPARTS CONTENT/DETAILS MAY BE CHANGED OR UPDATED WITHOUT NOTICE. FOR MOST CURRENT INSTRUCTION M ANUALS, GO TO .FIGURE 2FIGURE 3.125g)Slip the connector nut over the copper strands with the threadend out. Orient gun tube connector so machined flat is on theFIGURE 4 Pull the cut-off lead terminals off the trigger assembly andWire Feeder End Repair(REQUIRES 2 #S19492-1 TERMINALS)a)Remove the cable liner per 3.1.b)Remove the feeder end connector, molded gas plug (orbarbed fitting), cable handle nut, plastic tailpiece, andconnector cover (see Figure 6).NOTE:In order to remove the cable handle nut, the tail of the connector cover must be depressed and the cable handle nut rotated 1/4 turn counterclockwise as viewed from the feeder end.c)Remove incoming connector from cable by unscrewingconnector nut from incoming connector. If the cable innertube is difficult to remove from the connector assembly,carefully slit it lengthwise with a knife up to the brassconnector.d)Move the cable boot, cable handle, and strain relief towardthe middle of the cable past the damaged section.e)Cut off the damaged section of cable and strip off the outerjacket as shown in Figure 3. Be careful not to cut theinsulation on the control wires while stripping jacket. Stripthe red and white control leads 1/4" (6.4 mm) from the endand crimp a new S19492-1 terminal to each lead. Trim theinner tube to dimensions shown.NOTE:The cable contains four control leads. Any two control leads can be used, provided the two colors used are the same at both ends. The extra leads are spares that can be used if one of the other leads breaks.f)Check that the cable boot, cable handle and strain relief areon the cable. Slip the connector nut over the copper strands with the threaded end out. Assemble incoming connector tocable by forcing the steel tube of the connector into the inside diameter of the cable inner tube until the copper strands are butted against the incoming connector shoulder. Keeping the copper strands against the shoulder, pull the connector nutover the copper strands, engage the incoming connectorthreads, and tighten in place. Refer to Figure 4.NOTE:For best results, insert a .250" (6.4mm) diameter rod through the connector and into core of cable approximately11.00" (280 mm) when pushing the connector tube into thecable core tube. To tighten, hold the connector in place while turning the nut, then remove the rod from the core. Thisprocedure assures the inner core does not kink whileassembling or tightening.Position the plastic strain relief such that the tapered end is7.10" (180 mm) from the incoming connector (see Figure 6).Lock into place with steel housing.g)Position cable boot and cable handle on cable and assemblereplacement control wire terminals in place on the cablehandle. Insert connector cover in place. Install tailpiece and fasten to cable handle with cable handle nut. Refer to Figure 6.h)Replace the molded gas plug (or barbed fitting) and feederend connector.i)Install and trim liner per Section 1.2.FIGURE 6If for any reason you do not understand the test procedures or are unable to perform the tests/repairs safely, contact yourIf for any reason you do not understand the test procedures or are unable to perform the tests/repairs safely, contact yourATENÇÃOJapaneseChineseKoreanArabicREAD AND UNDERSTAND THE MANUFACTURER’S INSTRUCTION FOR THIS EQUIPMENT AND THE CONSUMABLES TO BE USED AND FOLLOW YOUR EMPLOYER’S SAFETY PRACTICES.SE RECOMIENDA LEER Y ENTENDER LAS INSTRUCCIONES DEL FABRICANTE PARA EL USO DE ESTE EQUIPO Y LOS CONSUMIBLES QUE VA A UTILIZAR, SIGA LAS MEDIDAS DE SEGURIDAD DE SU SUPERVISOR.LISEZ ET COMPRENEZ LES INSTRUCTIONS DU FABRICANT EN CE QUI REGARDE CET EQUIPMENT ET LES PRODUITS A ETRE EMPLOYES ET SUIVEZ LES PROCEDURES DE SECURITE DE VOTRE EMPLOYEUR.LESEN SIE UND BEFOLGEN SIE DIE BETRIEBSANLEITUNG DER ANLAGE UND DEN ELEKTRODENEINSATZ DES HER-STELLERS. DIE UNFALLVERHÜTUNGSVORSCHRIFTEN DES ARBEITGEBERS SIND EBENFALLS ZU BEACHTEN.ATENÇÃOJapaneseChineseKoreanArabicLEIA E COMPREENDA AS INSTRUÇÕES DO FABRICANTE PARA ESTE EQUIPAMENTO E AS PARTES DE USO, E SIGA AS PRÁTICAS DE SEGURANÇA DO EMPREGADOR.customer assistance policYThe business of The Lincoln Electric Company is manufacturing and selling high quality welding equipment, consumables, and cutting equipment. Our challenge is to meet the needs of our customers and to exceed their expectations. On occasion, purchasers may ask Lincoln Electric for advice or information about their use of our products. We respond to our customers based on the best information in our possession at that time. Lincoln Electric is not in a position to warrant or guarantee such advice, and assumes no liability, with respect to such information or advice. We expressly disclaim any warranty of any kind, including any warranty of fitness for any customer’s particular purpose, with respect to such information or advice. As a matter of practical consideration, we also cannot assume any respon-sibility for updating or correcting any such information or advice once it has been given, nor does the provision of information or advice create, expand or alter any warranty with respect to the sale of our products.Lincoln Electric is a responsive manufacturer, but the selection and use of specific products sold by Lincoln Electric is solely within the control of, and remains the sole responsibility of the customer. Many variables beyond the control of Lincoln Electric affect the results obtained in applying these types of fabrication methods and service requirements.Subject to Change – This information is accurate to the best of our knowledge at the time of printing. Please refer to for any updated information.。
清新海螺CK450磨中控操作规程
清新海螺1 目的本规程旨在统一操作思想,使操作有序化、规范化,力求做到优质、稳定、高产、低耗,生产出合格的生料,确保窑系统的生料供应。
2 范围本规程适用于原料系统中控操作,即从石灰石堆场、页岩、铁质原料、粘土储库或堆场至生料入库部分及窑尾高温风机以后的废气处理部分。
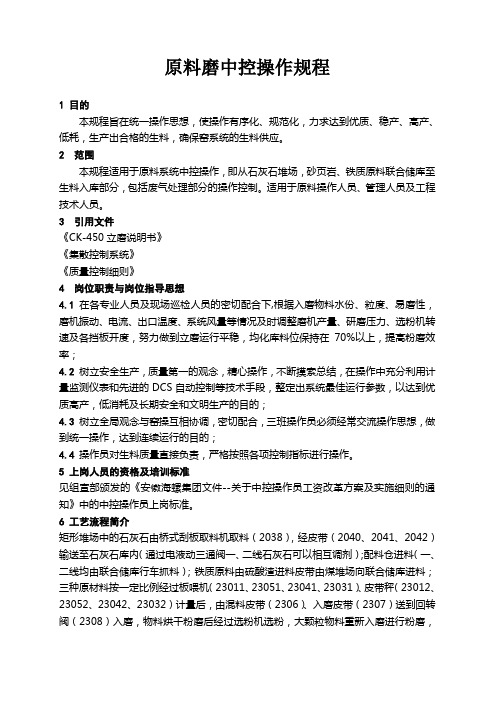
3 引用标准《工艺设备性能参数》、《工艺规程》、《设备说明书》等4 操作指导思想⑴在各专业人员及现场巡检人员的密切配合下,根据入磨物料水分、粒度、易磨性、振动、电流、磨机出口温度、系统风量等情况,及时调整磨机的喂料量、研磨压力、选粉机转速及各挡板开度,努力做到立磨运行平稳,提高粉磨效率,均化库料位保持在60%以上。
⑵树立安全生产、质量第一的观念,精心操作,不断摸索总结,在操作中充分利用计量监测仪表和先进的DCS自动控制等技术手段,整定出系统最佳运行参数,以达到优质高产,低消耗及长期安全和文明生产的目的。
⑶树立全局观念与窑、发电操作员互相协调,密切配合,三班操作员必须经常交流操作思想,做到统一操作,达到连续稳定运行的目的。
⑷操作员对生料质量直接负责,严格按照各项控制指标进行操作。
5工艺流程(注:因A、B线设备配臵相同,以B线为例:所有设备代码以“2”开头,A线及公用设备以“1”开头)1 配料站进料工艺流程简介⑴原料配料站有四个配料仓,分别为石灰石库2301、砂岩仓2302、铁矿石仓2304、粘土仓2303。
⑵向石灰石仓进料,经1203桥式刮板取料机刮至堆场中心卸入1204及1205、1206皮带,分别卸入A线和B线石灰石仓,1204皮带上设有临时下料口,在1203故障时直接进料。
⑶页岩仓进料。
页岩由行车抓料入2302仓。
⑷铁粉仓进料。
铁粉由行车抓料入2304仓。
⑸粘土仓进料,由行车抓料入2303仓。
2 原料粉磨及废气处理工艺流程简介:1、配料站的三个仓内的砂岩经中型板式喂料机2302(1)卸入皮带秤2302(2)喂入2305皮带,铁矿石经中型板式喂料机2304(1)卸入皮带秤2304(2)喂入2305皮带粘土经中型板式喂料机2303(1)卸入皮带秤2303(2)喂入2305皮带,卸入到2306皮带,石灰石经中型板式喂料机2301(1)卸入皮带秤2301(2)喂入2306皮带再经2307气动推杆三通阀,通过2308回转锁风阀喂入磨机。
CK450立磨介绍解读
1 1 4
液位开关 差压开关 流量开关
-
-
2.3 磨辊液压油站的检测仪表
序号 1 2
用途 NO.1/2/3/4磨辊位置 磨辊张紧压力
数量 4 2
检测元件 超声波 -
变送器 US/TM P/TM
量程 0~150 mm 0~20 MPa
输出信号 4 - 20 mA 4 - 20 mA
3 4
5 6
NO.1~4 磨辊在高位 NO.1~4 磨辊在低位
5.2 磨辊液压油站控制概述
磨辊液压站中控控制方式有下述几种运行方式:
1、慢速升辊模式 2、初始等待模式
5、自重降辊模式 6、重喂料等待模式
3、初始降辊模式
4、快速升辊模式
7、研磨压力控制加压模式
8、研磨压力控制减压模式
*
磨辊液压站还可通过现场进行升降辊的操作。
5.2 磨辊液压油站控制概述
准备启动磨机前,选粉机、润滑油站、密封风机 等辅助设备开机,磨辊液压站收到慢速升辊命令
5.1 磨辊润滑油站控制概述
磨辊润滑油站DCS控制信号
序号 1 2 3 4 5 6 信号名称 加热器备妥 磨辊润滑站中控操作状态确认 加热器运行 油站运行 磨辊润滑站至主电机启动条件 磨辊润滑站至喂料运行条件 PLC地址 Q96.0 Q96.1 Q96.2 Q96.3 Q96.4 Q96.5 备注 L6-4 B11-2 L6-1 所有油泵运行 B6-4 B6-3
磨辊液压站液位 磨辊液压站液位
4 4
1 2
接近开关 接近开关
液位开关 温度开关
-
-
无源触点 无源触点
无源触点 无源触点
3 磨辊位置传感器及开关
主电机
3 磨辊位置传感器及开关 仪表参数设置
机床操作规程成型磨齿机

序号
简
图
检验项目
公差/
检验工具
1
砂轮主轴定心基 准面的径向跳动
0.003
指示器2砂轮主轴的源自向 窜动0.002指示器
3
头、尾顶尖轴心 线的上、侧母线 平行度
0.004
指示器 检验棒
4
圆工作台的平面 度(用于立式)
≤320 >320<630 ≥630
0.01 0.015 0.02
指示器 平尺 等高快 量块 塞尺
•
•
零件内在质量的检查:包括尺寸公差、形位公差、 光洁度是否符合图纸要求。根据零件的批量抽取适 当(要有规定)的数量:根据零件的精度及厂家要 求进行抽检, 对转速达到4000rpm的零件(包括数控产品),按 照批量的10%-20%进行抽检,对普通产品,按照 批量的5%-10%进行抽检,对5件以内零件100%检 测。
第一、 准备
电源箱
液压表
一、设备: • 运转完好确认:首先确认机床外观完好正常,检查设备液压、砂轮、 机械、电器、系统各部位运转是否正常。停车八小时以上,开车时必 须先点动试车,低速运转停车,至少低速运转10个冲程 • 各项进给是否准确(手轮刻度)、平稳 • 检查挂轮数量完全,是否完好、准确、可用, • 如有问题,及时通知设备室,进行检查、维护,待一切正常后,方可 使用。设备不许有“问题”作业。
三、机床 上面图标重做
• • • • • • 砂轮主轴跳动允差见附表 根据实际留量确定走到次数和走刀量:按模数及留量,确定走刀次数,加 工走刀进给量:7-11m/min。严禁切削量过大使齿端面产生毛刺。 走刀量:从精磨向粗磨排,按模数、留量选择走刀量:0.015、0.015、 0.015、0.015、0.015、0.03、0.03、0.03、0.03、0.03……依次类推。 工件下顶尖跳动允差0.005,检轴检测母线允差0.01 确定砂轮轴、工件底盘、传动链及进给刻度盘等对加工有影响的参数都已 验证精度。 冲程速度、进给速度按附表3中得出
CK450操作介绍
回转下料锥 夹层必须保 持无积料, 让热风畅通。 夹层在停机 时要常检查;
此处内部容易磨损,烘 干层积粉状物料,影响通 风效果,造成内部结皮堵 料。
为让热风更流畅 特加一道风管
回转阀下料 锥顶部原先 孔门不便于 检查,后经 过技改开个 小孔门。
孔门开处, 停机检查 时可看锥 部磨损情 况
CK-450立磨生产过程中常见问题 CK-450立磨生产过程中常见问题
4、振动给料机输送能力达不到吐渣量要求
在试生产的时候,CK450立磨所用 在试生产的时候,CK450立磨所用 的排渣设备是振动给料机,由于磨机 本身吐渣量比较大,加上振动给料机 的输送能力比较小,所以造成多次磨 机刮板腔下料口堵料,给试生产带来 了很大的困难,后面经研讨决定和结 合实际情况,将振动给料机换成了皮 带输送机。
闭环管理的功能 正反馈闭环管理系统理论是指在传统和现 代企业管理系统基础上构造具有激励约束 性质的正反馈环节(正反馈机制),将开 环管理系统转变成闭环管理系统,从而显 环管理系统转变成闭环管理系统,从而显 著改善企业管理系统的功能, 著改善企业管理系统的功能,提高企业效 增强企业内部的凝聚力、 率,增强企业内部的凝聚力、驱动力和竞 争力,并使系统本身产生自激发展功能, 争力,并使系统本身产生自激发展功能, 促进企业良性循环。 促进企业良性循环。
基本概念构成 正、负反馈 在自然科学和社会科学领域里,存在 着反馈这一概念,如反馈电路、反馈信息 等。一般来说,凡是把系统末端的某个或 某些量用某种方法或途径送回始端,就叫 反馈。从反馈对系统所产生的作用来分, 可把反馈分为正反馈和负反馈。正反馈可 可把反馈分为正反馈和负反馈。正反馈可 对系统的某个功能起到增强的作用, 对系统的某个功能起到增强的作用,负反 馈则可对该功能起到削弱的作用。 馈则可对该功能起到削弱的作用。
数控磨齿机操作规程
数控磨齿机操作规程1、操作者必须熟悉本设备结构性能,传动原理以及加工应用程序,经考试合格取得操作证后方可独立操作。
2、操作者要认真做到“三好”(管好、用好、修好)“四会”(会使用、会保养、会检查、会排除故障)。
3、操作者必须遵守使用设备的“五项纪律”和维护设备的“四项要求”的规定。
4、操作者要随时按照“巡回检查内容”的要求对设备进行检查。
5、严格按照设备用油要求进行加油,做到润滑“五定”(定时、定点、定量、定质、定人)。
6、严禁移动或损坏机床上的警示标牌。
7、多人操作时,相互间应协调一致。
8、严禁超负荷、超规范使用设备。
9、当设备停机八小时以上,应先启动机床液压润滑5—10分钟,然后再用手动方式运转各运动轴,查看各部运转是否正常;确认运转正常、润滑良好、无任何报警、方能开始工作。
10、未经许可禁止打开电控柜。
11、禁止在设备上堆放杂物、工具和附件,严禁用撞击方式进行工件找正。
12、禁止用手或其它任何方式接触正在旋转的主轴、工件或其它运动部位。
13、禁止进行尝试性操作,禁止加工过程中变速。
14、工作中注意防止冷却液混入液压系统,防止棉纱等废弃物掉入机床内部。
15、装卸和测量工件时,必须将砂轮主轴退离到安全位置。
16、执行测量程序时,务必再次确认测量参数的准确性。
17、合理选用砂轮和设定磨削参数。
18、更换砂轮时,必须严格检查,防止砂轮有裂纹,必要时须进行静平衡。
19、安装砂轮时内孔与法兰盘径向间隙要均匀,两侧垫好0.5至2mm纸板,紧固螺钉时用力要均匀、合适,严禁用力过猛或敲击。
20、砂轮修整前,必须再次核对相关参数,准确无误后方能加工。
21、砂轮靠近工件时不准用自动进给;砂轮未离开工件前不准停车。
22、使用手轮或快速移动方式移动各轴时,一定要看清各轴方向`“+、-”号标牌后再移动。
移动时先慢转手轮观察机床移动方向无误后方可加快移动速度。
23、启动程序刚开始工作时,右手作好按程序停止按钮的准备,程序在运行当中手不能离开程序停止按钮,如有紧急情况立即按下程序停止按钮。
PC450MH粉末成型机操作说明书

(4)基础的施工是根据本机的基础图来进行,但若无法取得所需的基础空间时,可 能会影响到机器的维修检查等,施工前请先与本公司联络。
3.2安装
(1)本机移入时,必须准备具有吊重55吨以上的起重装置。
(2)往上吊起本机时,一定要从2个以上的位置同时吊起。严禁单点吊起。
电源线规格50mm2以上
3.4空气配管
本机的空气进入口位于成型机正面右后方(附注:本公司会有设计变更,空压配管箱位置以及供给口以本公司所提供的外形图为主)。空气供给压以及供给量必须要足够,连接口为PT 1”
(1)必须空气压5Kg/cm2以上
一般来说以上条件即已足够,最近因为成型品显著的高密度化,因此最好能在8Kg/cm2以上较为有利
(8)上冲头装有平衡气缸(有配重的作用),可降低驱动部的噪音又安全。
(9)中模控制油压缸,安装在上冲头下方,在成型中油压缸活塞杆上的螺母可调整接触直接压制模架上的中模板,可进行浮动(Floating Type)及强制下降(Withdrawal Type)两种方式的成型。
(10)在模架的上双重冲部分设置了加压位置调整机构,上内冲可做4mm的调整。
(1)选择基础位置时,请避免选用会直接受到日晒或是热气、通风等影响而产生温度变化激烈、以及尘埃较多场所。此外,必须选择振动少的场所。
(2)将来因为几种理由必须进行维修时,请准备起重装置。如果可以在天花板上安装滑行吊车时,则必须要有能够挂住键盘式卷扬机的梁柱。决定基础位置时,请将这一点一并列入考量。最大零件重量为飞轮,外径1250mm、重量约2000Kg。
8)上外冲行程调整20mm
9)上内冲行程调整20mm
10)上芯棒行程60mm
11)下一冲充填(浮动)调整行程计数器附130mm
数控磨齿机操作规程
数控磨齿机操作规程1、操作者必须熟悉本设备结构性能,传动原理以及加工应用程序,经考试合格取得操作证后方可独立操作。
2、操作者要认真做到“三好”(管好、用好、修好)“四会”(会使用、会保养、会检查、会排除故障)。
3、操作者必须遵守使用设备的“五项纪律”和维护设备的“四项要求”的规定。
4、操作者要随时按照“巡回检查内容”的要求对设备进行检查。
5、严格按照设备用油要求进行加油,做到润滑“五定”(定时、定点、定量、定质、定人)。
6、严禁移动或损坏机床上的警示标牌。
7、多人操作时,相互间应协调一致。
8、严禁超负荷、超规范使用设备。
9、当设备停机八小时以上,应先启动机床液压润滑5—10分钟,然后再用手动方式运转各运动轴,查看各部运转是否正常;确认运转正常、润滑良好、无任何报警、方能开始工作。
10、未经许可禁止打开电控柜。
11、禁止在设备上堆放杂物、工具和附件,严禁用撞击方式进行工件找正。
12、禁止用手或其它任何方式接触正在旋转的主轴、工件或其它运动部位。
13、禁止进行尝试性操作,禁止加工过程中变速。
14、工作中注意防止冷却液混入液压系统,防止棉纱等废弃物掉入机床内部。
15、装卸和测量工件时,必须将砂轮主轴退离到安全位置。
16、执行测量程序时,务必再次确认测量参数的准确性。
17、合理选用砂轮和设定磨削参数。
18、更换砂轮时,必须严格检查,防止砂轮有裂纹,必要时须进行静平衡。
19、安装砂轮时内孔与法兰盘径向间隙要均匀,两侧垫好0.5至2mm纸板,紧固螺钉时用力要均匀、合适,严禁用力过猛或敲击。
20、砂轮修整前,必须再次核对相关参数,准确无误后方能加工。
21、砂轮靠近工件时不准用自动进给;砂轮未离开工件前不准停车。
22、使用手轮或快速移动方式移动各轴时,一定要看清各轴方向`“+、-”号标牌后再移动。
移动时先慢转手轮观察机床移动方向无误后方可加快移动速度。
23、启动程序刚开始工作时,右手作好按程序停止按钮的准备,程序在运行当中手不能离开程序停止按钮,如有紧急情况立即按下程序停止按钮。
全自动磨齿机安全操作及保养规程
全自动磨齿机安全操作及保养规程1. 前言全自动磨齿机在工业生产过程中使用广泛,磨削精度高、效率高等特点受到了企业的广泛青睐。
然而,磨齿机的操作并不简单,需要严格遵守相关的安全操作规程,确保工作人员的人身安全和设备的正常运行。
本文将简要介绍全自动磨齿机的操作及保养规程,以便更加安全、稳定地使用磨齿机。
2. 安全操作规程2.1 磨削前的准备在启动全自动磨齿机前,必须进行以下准备工作:1.磨削物必须牢固地夹在卡盘中;2.检查磨削物与切削工具之间的距离,确保安全;3.检查切削工具是否牢固固定;4.检查润滑油是否充足。
2.2 启动磨齿机启动磨齿机前应该进行以下检查:1.检查电气线路是否正确接通;2.检查切削液是否处于足够的水平;3.磨削物料应该在开机状态。
启动磨齿机时,不可踏上动力装置或在旋转的部位进行操作。
更不可随手探入设备,必须确保从事操作的人都已经旁边。
2.3 调整工具调整工具时,必须先停止设备,然后再进行调整。
如果不停顿设备,随意调整设备,因为设备的超速或者异形动作,会导致严重伤害。
2.4 防护措施在使用全自动磨齿机时,必须遵守以下防护措施:1.磨削室门必须紧闭,以防止弹出物体;2.安装防护罩和防护屏以避免发生事故;3.磨削设备必须有防护装置,避免物体损伤;4.如果感到疲劳或者身体状态不佳,不要去操作磨齿机。
3. 保养规程3.1 保养工具在长时间使用全自动磨齿机之后,必须使用定期保养工具对设备进行检查。
保养工具可参考以下几点:1.定期更换磨削液和润滑油;2.定期清洁磨削室和操作区,确保操作区域清洁;3.定期检查机床的保护装置是否完好无损;4.定期检查设备制造商的质量保证协议中提到的事项;3.2 处理故障在使用全自动磨齿机时,可能会遇到以下故障:1.磨削量不足或者过度磨削;2.磨削困难或不能满足特殊要求;3.设备温度过高;4.电路出现问题或者无法启动设备。
在遇到以上故障时,必须首先停止设备,检查故障原因,采取必要的措施排除。
CK-450立磨安装手册
目录I. 安装步骤 (1)1.预埋组件的定位 (1)2.基础件的标记及确认Marking and confirmation of the foundation position (1)3. 安装垫铁Installation of Erection liners (1)4. 减速机、主电机及液压缸底座的安装Installation of Base frame for Reducer, Motor base and cylinder base (2)5.摇臂轴承底座01&02的安装Installation of Arm bearing base frame 01 & 02 (4)6.基础底板及摇臂底座的灌浆Grouting of base frames and arm bearing base frame57. 减速机的安装Installation of Mill reducer (6)8. 液压缸的安装Installation of Hydraulic cylinder (6)9.进风管的安装Installation of Wind box (7)10. 磨盘与刮板的组装Assembling of Scraper under the table (8)11. 磨盘与刮板的安装Installation of Table with scraper (8)12. 磨盘衬板的安装Installation of Table liner (8)13. 挡料环的安装Installation of Dam ring (9)14. 楼梯栏杆的安装Installation of Stairs and hand rail (9)15.摇臂及液压缸臂的组装Installation of Roller arm and Cylinder arm (9)16.磨辊总成的安装Installation of Roller assembly (12)17.立磨壳体01 的安装Installation of Mill shell 01 (14)18. 导风环和喷口环的安装Installation of Armor ring and Nozzle (14)19.选粉机的安装Installation of Classifier (15)20. 磨辊摇臂翻入磨内Swing-in of the Roller arm (16)21.摇臂保护罩的安装Installation of protectors (17)22. 主电机的安装Installation of Main motor (18)23. 液压站和磨辊润滑油站的安装Installation of Hydraulic and Lubrication unit . 1824. 密封风机及风管的安装Installation of seal air blower and piping (18)25. 喷水系统及其管道的安装Installation of water spray unit and piping (18)II.预埋组件的安装Setting procedure for Anchor frame (18)1. FL+300以下的预埋件Under the level of FL+300 (18)2. FL+300以上的预埋件Over the level of FL+300 (22)Ⅲ.摇臂轴承基础的灌浆步骤Execution procedure of concrete for RC stand………21Ⅳ.验收内容Inspection record sheet………………………………………………… .22Ⅴ.安装计划Schedule for installation………………………………………………………32Ⅵ.图纸Drawings (33)I. 安装步骤Installation procedure(*摇臂基础预埋组件安装步骤请参照第Ⅲ节.)后,安装斜垫铁。
φ450摩根轧机技术说明书
φ450摩根轧机使用说明书福州升达冶金技术开发有限公司一.φ450摩根轧机设备参数:φ450摩根轧机主要由牌坊,压下装置,轧辊装配,横移及换辊装置,轴向调整,万向接轴托架,底座及锁紧缸组成。
其中压下装置置于牌坊内部。
其技术参数为:轧辊直径:φ430-φ480工作辊面宽度: L=800mm轧机横移量:±350mm最大允许轧制力: 1700KN最大允许轧制扭矩: 150KN·m轧辊轴向调整:±3mm上辊升降高度: 85mm轧辊平衡:弹性阻尼体二.φ450轧机使用注意事项:1.弹性阻尼体弹性阻尼体的压缩范围应保持在1-10mm之间,当轧辊中心距变化时应当及时增减弹性阻尼体下部的调整垫片厚度,以免由于反力过大而出现压下调整困难甚至引起压下装置故障。
轧辊重车装配时,应保证装配辊缝为工作辊缝加10毫米。
弹性阻尼体安装时外圈应涂抹干油,以利于在轴承座中上下移动。
对于平轧机而言,弹性阻尼体在非传动侧应当比传动侧的压缩量小4mm(即调整垫片薄4mm)。
2.压下装置:压下装置由蜗轮,蜗杆,箱体,压下螺栓及手轮等组成。
旋转手轮带动蜗杆,带动蜗轮,蜗轮旋转使压下螺栓上下移动,与弹性阻尼体一起实现上辊的调整。
压下螺栓端面起始位置离密封盖端面距离为55mm,压下螺栓伸出最长时该距离为140mm。
3.换辊装置换辊装置由换辊液压缸,车体,车轮,滑板等组成。
由液压缸驱动。
在轧制状态下,换辊装置车轮与导轨间隙为3mm,换辊装置滑板与牌坊上滑道间隙3mm,。
换辊时,牌坊固定不动,换辊小车前进240mm,换辊小车下落3mm,上述2处间隙为零,各自接触。
在操作端,牌坊与换辊装置之间有2个直径φ50mm的插销,在轧制状态下牌坊与换辊装置由插销相连接,横移时换辊液压缸驱动,换辊装置将牌坊及辊系一起移动实现轧机整体横移,以便更换孔槽并保证轧制线不变。
换辊时把牌坊横移到万向轴最短处再将这2个插销取出,辊系即可由换辊装置移出或移进,而牌坊不动。
数控磨齿机操作规程
数控磨齿机操作规程1、操作者必须熟悉本设备结构性能,传动原理以及加工应用程序,经考试合格取得操作证后方可独立操作.2、操作者要认真做到“三好”(管好、用好、修好)“四会”(会使用、会保养、会检查、会排除故障)。
3、操作者必须遵守使用设备的“五项纪律"和维护设备的“四项要求”的规定。
4、操作者要随时按照“巡回检查内容”的要求对设备进行检查.5、严格按照设备用油要求进行加油,做到润滑“五定”(定时、定点、定量、定质、定人)。
6、严禁移动或损坏机床上的警示标牌。
7、多人操作时,相互间应协调一致。
8、严禁超负荷、超规范使用设备。
9、当设备停机八小时以上,应先启动机床液压润滑5—10分钟,然后再用手动方式运转各运动轴,查看各部运转是否正常;确认运转正常、润滑良好、无任何报警、方能开始工作。
10、未经许可禁止打开电控柜。
11、禁止在设备上堆放杂物、工具和附件,严禁用撞击方式进行工件找正.12、禁止用手或其它任何方式接触正在旋转的主轴、工件或其它运动部位。
13、禁止进行尝试性操作,禁止加工过程中变速。
14、工作中注意防止冷却液混入液压系统,防止棉纱等废弃物掉入机床内部.15、装卸和测量工件时,必须将砂轮主轴退离到安全位置。
16、执行测量程序时,务必再次确认测量参数的准确性.17、合理选用砂轮和设定磨削参数。
18、更换砂轮时,必须严格检查,防止砂轮有裂纹,必要时须进行静平衡.19、安装砂轮时内孔与法兰盘径向间隙要均匀,两侧垫好0.5至2mm纸板,紧固螺钉时用力要均匀、合适,严禁用力过猛或敲击。
20、砂轮修整前,必须再次核对相关参数,准确无误后方能加工.21、砂轮靠近工件时不准用自动进给;砂轮未离开工件前不准停车.22、使用手轮或快速移动方式移动各轴时,一定要看清各轴方向`“+、-”号标牌后再移动。
移动时先慢转手轮观察机床移动方向无误后方可加快移动速度。
23、启动程序刚开始工作时,右手作好按程序停止按钮的准备,程序在运行当中手不能离开程序停止按钮,如有紧急情况立即按下程序停止按钮。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
450磨齿机使用说明书MSG-450型磨齿机操作说明书荆州机械研究所目录一、技术参数二、关于砂轮三、研磨前准备事项四、研磨锯片五、机头V型皮带调整方法六、砂轮厚度选择表七、附图1、机器简图及主要部件图附图2、润滑点图附图3、电气原理图感谢您购买本公司产品,为了让您操作机器更方便,得到更完美的产品,请在操作机器前,仔细阅读操作说明。
起动机器之前,最重要的是要确认安装、调整及润滑,只有这样才能节省时间,并避免伤害。
一、技术参数1、研磨锯片外径:50-450mm2、锯片最大齿距:25mm3、锯片最大齿深:8mm4、锯片最大厚度:8mm5、砂轮转速:4200 RPM6、主电机:AEEFA 2-4/2 0.3/0.18kw 0.91/0.73A 380V7、机器外形(长x宽x高):700x700x13008、机器重量:约200kg二、关于砂轮1、砂轮的规格及材质本机所使用的砂轮规格直径为150mm孔径为25mm,厚度则依据锯片的齿型和齿距来选择。
砂轮质料是依锯片材质来选择,据经验其颗粒系介于60到100之间,硬度介于K和N之间,主要是采用瓷质烧结法的砂轮,其他如树脂和橡胶粘结法的砂轮仅用于精细和特别小的齿距。
2、大小夹紧盖和中间保护片的使用方法新机出厂时都附有一组大型的砂轮夹紧盖和中间保护片,此外我们也附有一组小型的砂轮夹紧盖和中间保护片,当砂轮外径磨损变小时,小型可用来替代大型的。
中间保护片是用一种中间带有布纱且坚固和有弹性的黑胶制造而成,其作用是在砂轮和夹紧盖之间作有弹性的连接,以避免砂轮爆裂。
如果没有使用中间保护片,砂轮很容易爆裂,这是非常危险的。
中间保护片在没有使用时,要存放于阴凉处。
使用三年后不得继续使用。
更换夹紧盖时要特别注意清洁,避免让夹紧盖上的灰尘、研磨屑、杂质等进入砂轮心轴的轴承。
3、砂轮的测试和安装装砂轮之前,要先做检查。
拿一只小圆铁棒轻敲砂轮,在正常情况,没有受损的瓷质熔结剂砂轮和矿物熔结剂砂轮会发出清脆的声音。
砂轮上不可以有纸凸缘,必要时使用铜丝刷或热水清洗,以便将砂轮孔口打开,以增加安全性。
安装砂轮时,要确认能够用手毫无困难的安装,同时注意砂轮孔径和砂轮夹紧盖的间隙也不可太大,否则砂轮会产生偏摆的离心力,造成偏心。
4、砂轮厚度及砂轮形状的选择根据所要研磨的齿形和齿距选择所要使用的砂轮厚度及砂轮形状。
曲线齿(曲背齿)所使用砂轮的厚度约为所要研磨齿距的0.4~0.5倍,其形状断面为半圆形,如图1所示。
三角齿所使用砂轮的厚度约为所要研磨齿距的0.3~0.5倍,其形状断面为三角形,如图2所示。
图 1图 25、砂轮安装及试运转完成了以上这些步骤,便可把砂轮夹紧盖、中间保护片及砂轮装在砂轮轴上,再将制动扳手插入皮带轮孔内,另一端使用开口扳手将砂轮锁紧。
每次砂轮安装后,都要试运转5分钟,确信安装正常。
这段时间,不允许有人进入危险区。
三、研磨前准备事项1、装置锯片(参照附图一、二、三)测量锯片外径与中心孔径选好定心垫圈30,把锯片装到锯片锁紧螺杆座7,再将垫圈和锯片锁紧螺帽6锁紧。
然后放松锯片座固定螺丝5,再移动锯片座9,使锯片外径之尺寸与锯片座刻度尺23对齐。
再把螺丝5锁紧。
2、使用导磨片研磨如锯片已严重磨损或新开齿时,须使用导磨片。
一般而言,使用导磨片比较容易研磨,应尽可能使用导磨片。
夹紧的方法如附图三所示。
3、锯片旋转松紧之调整如果锯片的旋转没有在适当的松紧状态,锯片的前进位移会不稳定,因此当锯片安装好后,需用双手旋转锯片,试其旋转之松紧,如果松紧不当,用17mm 开口扳手,调整螺帽31,使锯片的旋转松紧适当。
松紧的原则,以能消除锯片旋转之惯性,及砂轮之平衡即可,不要太紧。
4、锯片厚度调整为使锯齿的研磨能上下平均,砂轮的中心和锯片厚度的中心应成一直线,调整的方法是将夹紧座固定螺丝24调松。
再以制动扳手调整锯片厚度调整螺帽11,再看锯片厚度指示表26,使锯片厚度表的指示与锯片厚度相同,再锁紧夹紧座螺丝24。
5、切削角的调整由于锯片所要切削的材料材质有变化,所以要依被切削材料的材质来选择适用的切削角。
切削角的调整方法是:先放松夹紧座螺丝24,然后旋转锯片座基座至所要的切削角度,再锁紧夹紧座螺丝24。
6、齿形变换本机器可提供两种齿形:三角齿和曲线齿,研磨前应决定好齿型。
转换齿型应于机器运转时,移开盖板,以“L”型扳手变换齿形双换钮21。
选择所要研磨的齿形。
7、高低齿差研磨前应决定是否要磨高低齿,如果磨高低齿则调整高低齿差调整杆至需要之刻度,表中每刻度0.1mm。
三角齿曲线齿三切角形式之曲线齿(有高低齿差)倒角交互边的曲线齿齿数齿型高低齿差(mm) 切削角管材厚实心材(mm) 280T 左右齿0 25°0.6~0.8240T 左右齿0 25°0.8~1.0220T 左右齿0 20° 1.0~1.4200T 左右齿0 20° 1.4~1.8180T 左右齿0 18° 1.8~2.2 φ6150T 高低齿0.15 16° 2.2~2.6 φ12120T 高低齿0.20 16° 2.6~3.2 φ2090T 高低齿0.25 15° 3.2~4.0 φ2580T 高低齿0.25 14° 4.0~4.8 φ3260T 高低齿0.30 13° 4.8~5.5 φ40注:本资料仅供参考,必须配合实际材质、材料之夹持方式、切削油、切削速度等因素作调整。
四、研磨锯片1、齿距和推爪调整将机头快速退离杆16慢慢放松,使机头回复研磨状态。
注意砂轮应与锯片保持10mm以上距离,然后启动机器。
调整齿距调整杆15调整推爪行程,使推爪的移动距离约11/3齿距。
2、齿深调整机头快速退离杆16慢慢放松,启动机器后,此时机头会出现规则的前后运动。
使用齿深调整螺杆14大约设定齿深,齿深约为齿距的0.3~0.35倍。
3、齿高低差的设定机器启动后,如果磨高低齿则调整高低齿差调整杆22。
指示指针及刻度25会显示其值,如研磨左右齿,则把高低齿差调整杆锁到底,使高低齿差指针指向零。
4、研磨开始完成了以上步骤,便可使用砂轮进给螺杆8使砂轮机头往前移动,到快要接触到锯片时再调整对齿调整螺杆13,使锯片原有的齿与砂轮对齐(调整螺杆往“+”方向移动,锯片则往后移动,切削角会磨的较多;调整螺杆往“-”方向移动则相反)。
再使用砂轮进给螺杆8使砂轮机头向前移动,如砂轮前进未磨到齿底,后退时已磨到齿背,代表不够深。
相反则太深,此时使用齿深调整螺杆14把齿深调到砂轮能轻触齿底及齿背为最佳。
5、倒角研磨A、将齿型转换到三角齿之状态;B、将切削角调到8°;C、将高低齿差归零;D、将推爪调到一次推11/3~2齿距的距离;E、将机头依砂轮外径调整上下的幅度;F、对齿时,砂轮不可碰到切削角,否则前功尽弃;G、倒角时应随时监视倒角部分的大小是否符合要求,因锯片本身会偏向,有时会部份吃大或吃小的情况发生。
6、如何研磨好齿型A 、 标准齿型如下:B 、 推爪与齿型的关系锯片圆周长齿数P=12D=P一次推一齿时,推爪长度位置约可分为4个位置。
1:最长,磨出的齿形为2:次长,磨出的齿形为3:次短,磨出的齿形为4:最短,磨出的齿形为由上述知推爪长短关系齿背形状,应根据需要,调整推爪之幅度,才能研磨出期望的齿型。
五、 机头V 型皮带调整方法为了再拉紧或替换砂轮驱动的V 形皮带,必须移开三个内六角圆柱头螺丝和V 形皮带轮的外面半段。
调整皮带松紧只要移开或加装间隙隔圈即可,把隔圈移开可增加紧度,而加装隔圈可减轻紧度。
皮带不可拉得太紧,否则马达和砂轮轴承可能因超载而受损。
新安装的皮带通常会有点太长,因此必要时在短时间操作后要再拉紧。
每台机器配有0.5、1.0、2.0和3.0mm 四种规格的隔圈,其中一种规格装在机器上,其余三个规格在附件箱中。
导磨片4321图 3六、砂轮厚度选择表砂轮厚度:mm锯φ350 φ325 φ300 φ280 φ250 φ240 φ230 φ220 φ200 φ190 φ180 片齿数50 9.9 9.2 8.5 7.9 7.0 6.8 6.5 6.1 5.6 5.3 5.060 8.2 7.6 7.0 6.6 5.9 5.7 5.4 5.2 4.7 4.5 4.264 7.7 7.2 6.6 6.2 5.5 5.3 5.1 4.9 4.5 4.3 4.070 7.1 6.6 6.1 5.7 5.0 4.8 4.6 4.4 4.0 3.8 3.680 6.2 5.7 5.3 4.8 4.4 4.2 4.1 3.9 3.5 3.4 3.290 5.5 5.1 4.7 4.4 3.9 3.8 3.6 3.5 3.1 3.0 2.8100 4.9 4.6 4.2 4.0 3.5 3.4 3.3 3.1 2.8 2.7 2.5 110 4.5 4.2 3.9 3.6 3.2 3.1 3.0 2.8 2.6 2.4 2.2 120 4.1 3.8 3.5 3.3 2.9 2.8 2.7 2.6 2.4 2.2 2.0 150 3.3 3.1 2.8 2.6 2.4 2.3 2.2 2.1 1.9 1.8 1.7 160 3.1 2.9 2.7 2.5 2.2 2.1 2.0 1.9 1.8 1.7 1.6 180 2.9 2.6 2.4 2.2 2.0 1.9 1.8 1.7 1.6 1.5 1.4 200 2.5 2.3 2.2 2.0 1.8 1.7 1.7 1.6 1.4 1.4 1.3 220 2.3 2.1 1.9 1.8 1.6 1.5 1.5 1.4 1.3 1.2 1.0 240 2.1 1.9 1.8 1.6 1.5 1.4 1.4 1.3 1.2 1.1 1.0 280 1.8 1.6 1.5 1.4 1.3 1.2 1.2 1.1 1.0 1.0 0.9 七、附图1、机器简图及主要部件图30 31930313266282933332935342928273推爪及锯片座图序号部件名称序号部件名称序号部件名称1 砂轮机头13 对齿调整螺杆25 高低齿差指示针及刻度表2 砂轮片14 齿深调整螺杆26 锯片厚度指示表3 推爪15 齿距调整杆27 垫块4 推爪导轨16 机头快速退离杆28 推爪座5 锯片座固定螺丝17 推爪导轨固定杆29 推爪夹持臂6 锯片锁紧螺帽18 机头锁紧杆30 定心垫圈7 锯片锁紧螺杆座19 机头定位销31 防松螺帽8 砂轮进给螺杆20 机头上下调整标尺32 圆锯片9 锯片座21 齿形双换钮33 夹紧垫圈10 锯片座基座22 高低齿差调整杆34 导磨片11 锯片厚度调整螺帽23 锯片座刻度尺35 导磨片垫圈12 无级变速调整手轮24 夹紧座固定螺丝98 761613517 11514 4312:齿轮油,每年加注;:润滑油,每天加注;112:黄油,每年加注;:黄油,每周加注;10M1M2QCU1W1V1V2U2UKC VW 1L1L3L2FQRSTW232KCS1S2KCDK~380V代 号 名 称 型 号 数 量 备 注Q 电源开关 LW26-20 1 F 保险丝 RT14-20 1 2AKC 交流接触器 NCI-1210 1 380V QC 变极组合开关 LW26GS-20 1 S1 起动按钮 LAY3 1 绿色 S2 停止按钮 LAU3 1 红色 D 照明灯 220V/60W 1 K 照明开关 机床工作灯附件 1 M1 双速电机 AEEFA 2/4 1 定制 M2砂轮电机YS63321。